- Обзор способов капитального ремонта магистральных газопроводов с применением труб, бывших в эксплуатации
- Тэги: дефекты труб, кап ремонт, капитальный ремонт, категории труб, ЛЧМГ, методы ремонта труб, обследование трубопроводов, сканеры дефектов, способы капитального ремонта
- Ремонт изоляционных покрытий газопроводов
- Дефекты изоляционных покрытий газопроводов, мероприятия по повышению их защитной способности. Способы ремонта газопроводов с заменой изоляционного покрытия. Прогрессивные технологии капитального ремонта изоляционного покрытия магистральных газопроводов.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Содержание
- Введение
- 1. Основные изоляционные материалы и конструкции изоляционных покрытий газопроводов
- 1.1 Покрытия из полимерных лент
- 1.2 Битумные и другие материалы
- 2. Дефекты изоляционных покрытий газопроводов, мероприятия по повышению защитной способности изоляционных покрытий
- 2.1 Виды нарушения трубопровода
- 2.2 Дефект стенок трубы
- 3. Способы ремонта газопроводов с заменой изоляционного покрытия, схемы ремонта замены изоляционного покрытия, расстановка оборудования и механизмов
- 3.1 Способы капитального ремонта
- 3.2 Способы ремонта ГП с заменой изоляции
- 4. Виды работ при ремонте газопроводов с заменой изоляционного покрытия
- 4.1 Технологический набор работ при капремонте ГНП
- 4.2 Подъём и очистка трубопровода от старого изоляционного покрытия
- 5. Прогрессивные технологии для капитального ремонта изоляционного покрытия магистральных газопроводов
- Заключение
- Библиографический список
- изоляционный покрытие газопровод ремонт
- Введение
- 1. Основные изоляционные материалы и конструкции изоляционных покрытий газопроводов
- Основное условие борьбы с грунтовой коррозией подземных трубопроводов, а также с воздушной коррозией надземных трубопроводов — предотвращение непосредственного контакта металла труб с агрессивной средой, что достигается созданием на поверхности трубопровода специальной оболочки, называемой изоляционным покрытием. Изоляционное покрытие имеет определенную конструкцию в зависимости от коррозионной активности грунтов. Магистральные трубопроводы имеют комплексную защиту, состоящую из изоляционного покрытия в сочетании с электрозащитой. Эффективность электрозащиты и ее стоимость во многом зависят от правильности выбора типа изоляционного покрытия, от свойства материала покрытия и качества его нанесения. Чем хуже свойства и качество покрытия, тем больше стоимость обслуживания электрозащиты трубопровода. В связи с этим ко всем материалам, применяемым для изоляций трубопроводов, предъявляют жесткие требования по соблюдению определенных физико-механических свойств, композиционного состава, геометрических размеров, состоянию поверхности, загрязненности примесями и т. п. Комплекс таких требований входит в технические условия, по которым и поставляют изоляционные материалы.
- Изоляционные материалы для защиты газонефтепроводов можно подразделить на следующие: полимерные, битумные, лакокрасочные, стеклоэмалевые, цинковые, алюминиевые и другие. Покрытия на основе этих материалов называются соответственно полимерными, битумными и т.д.
- Изоляционное покрытие, как правило, многослойное и может состоять из слоев различных материалов (например, битумно-резиновые) или слоев одного материала (например, покрытие из полимерных лент, порошков или стеклоэмали, не считая грунтовки). Тип и общая толщина изоляционного покрытия зависят от коррозионной активности грунта, характеризующегося определенным значением его электросопротивления, а также от назначения трубопроводов, наличия блуждающих токов и других местных условий.
- Применяют нормальный и усиленный тип изоляционных покрытий. Усиленный тип изоляционного покрытия используют всегда при прокладке трубопроводов диаметром 1220 мм и более в солончаковых и поливных почвах, на подводных переходах и поймах рек, на переходах через железные и автомобильные дороги и в других осложненных условиях прокладки.
- Выбор материала для изоляционного покрытия определяется комплексом предъявляемых к нему требований. Изоляционное покрытие не должно разрушаться в процессе укладки и засыпки трубопровода и должно надежно защищать его от коррозии в процессе эксплуатации. Поэтому оно должно быть плотным, прочным, обладать хорошей сцепляемостью с материалом трубопровода (адгезией), высокой теплоустойчивостью и морозостойкостью, высоким электросопротивлением, не содержать водорастворимых примесей, быть стойким против насыщения влагой (набухания).
- 1.1 Покрытия из полимерных лент
- Грунтовки. Отечественные полимерные ленты применяют с битумно-полимерными, полимерными и даже простыми битумными грунтовками. Битумно-полимерные грунтовки ГТ-752, ГТП-820, ГТ-754ИН, ГТ-760ИН и другие состоят из синтетического каучука, нефтяного битума марки БНИ-IV, термореактивной фенолоформальдегидной смолы и растворителя. Их изготовляют методом смещения — растворов компонентов.
- Они токсичны из-за наличия бензина и фенолоформальдегидной смолы. В последние годы широко применяют битумно-полимерные грунтовки ГТ-754ИН, ГТ-760ИН с ингибиторами. Их используют при температуре не ниже -60 и не выше 70-80 °С. На поверхность труб грунтовку наносят распылением или специальными самоходными очистными или комбинированными с изоляционными машинами с расходом более 0,1 кг/м 2 . При температуре ниже 3 0 С поверхность трубопровода подогревают до температуры не ниже 15 °С. Полимерные грунтовки (например, ГТ-831ИН) изготовляют на основе бутилкаучука и смолы с ингибиторами и растворителем. Импортные полимерные ленты применяют только с импортной полимерной грунтовкой.
- Поливинилхлоридные ленты. Для изоляции трубопроводов изготовляют липкие ленты из поливинилхлорида, пластифицированного специальными добавками, сообщающими ему необходимую эластичность и пластичность. Кроме того, к поливинилхлориду добавляют стабилизаторы, повышающие его стабильность в атмосферных условиях, а также пигменты для его окраски в коричневый или голубой цвет. Такие ленты бывают различных типов: ПИЛ, ПВХ-БК, ПВХ-Л толщиной 0,4 мм. Они предназначены для нанесения на трубопровод при определенных температурах воздуха.
- Полимерные ленты ПВХ-БК изготовляют с клеевым слоем из бутил-каучуковой композиции. Их наносят на трубопровод при температуре воздуха 35-50°С. Полимерные ленты ПВХ-Л и ПИЛ выпускают с клеевым слоем на основе перхлорвиниловой смолы. Их наносят на трубопровод при температуре воздуха 5-50°С, а с подогревом до -35°С. Ленты влагоустойчивы, обладают высокими диэлектрическими и защитными свойствами, хорошо противостоят различным растворителям.
- Теплостойкие ленты. Для изоляции горячих участков трубопроводов, например на компрессорных станциях, применяют полимерные ленты ЛЭТСАР-ЛПТ с защитным клеевым слоем из силоксановой резины на основе кремнийорганических каучуков. Изготовляют из двух марок: А и Б.
- Лента марки А толщиной 1,2 мм имеет основу (подложку для защитного клея) в виде полимерной пленки; лента Б толщиной 0,6 мм в качестве основы, имеет стеклоткань. Их наносят на трубопровод по специальной двухкомпонентной грунтовке ВИКСИНТ-У-4-21. Температура воздуха при нанесении этих лент должна быть 40 — 60 °С.
- Полиэтиленовые ленты. Для получения липких изоляционных лент применяют два вида полиэтилена: высокой плотности (ПЭВП) и низкой плотности (ПЭНП). Лента ПЭЛ обладает высоким электрическим сопротивлением, лучшей прилипаемостью, меньшим водопоглощением, высокой химической стойкостью, особенно к минеральным кислотам и щелочам, и сохраняет механическую прочность в более широком интервале температур, чем поливинилхлоридные ленты ПИЛ и др. Полиэтиленовую ленту можно наносить на трубопроводы при отрицательных температурах до -40 °С.
- Значительно более высокой прочностью и морозостойкостью (до -60 °С) обладают ленты полиэтиленовые дублированные (ЛДП). Их изготовляют валково-каландровым способом. Они отличаются стабильностью характеристик в интервале температур эксплуатации от -60 до 50 °С. Выпускают их толщиной не менее 0,6 мм. Более высокими защитными свойствами обладают дублированные термоусаживающиеся ленты на основе полиэтиленов низкой и высокой плотности — ленты термосветостабилизированные изоляционные.
- Лента термоусаживающаяся изоляционная (ЛТИ) в своей основе состоит из полиэтилена высокой плотности; ее подклеивающий слой из сополимера с винилацетатом. Общая толщина ленты 0,9-1,2 мм, ширина ленты 450100 мм, ее прочность при растяжении 12 МПа, температурный интервал эксплуатации от (-45°С до +60°С). Двухслойная термоусаживающаяся термосветостабилизированная изоляционная лента (ЛТСИ) в своей основе состоит из полиэтилена низкой плотности с индексом расплава 0,03, ее подклеивающий слой — из полиэтилена низкой плотности с индексом расплава 7,0.
- Толщина основы ленты ЛТСИ — 1 мм, ширина
- Прочность при растяжении ЛТСИ такое же, как и у ЛТИ. Температурный интервал применения ЛТСИ от (- 45 до +80°С).
- С 1991 г. применение нашли ленты и обертки полилен для противокоррозийных покрытий трубопроводов, отличающиеся высокой стабильностью и неизменностью защитных свойств. Особенностью материалов серии полилен является их структура. Ленты полилен представляют собой четырехслойный материал с постепенным переходом между слоями от термосвето-стабилизированного полиэтилена к бутилкаучуку. Они изготавливаются по соэкструзионно-каландровой технологии, при которой слои различного состава, свариваются между собой в расплавленном состоянии.
- Ленты полилен предназначаются для эксплуатации от -60°С до +60°С. Они имеют высокое сопротивление удару, сжатию и истиранию. Покрытие на основе полилена, имеющее прекрасное механическое сопротивление, нелегко повредить при погрузке и хранении. Оно устойчиво к химическому действию кислот, щелочей и обеспечивает длительную подземную эксплуатацию, в том числе в сильно засоленных грунтах.
- Агдезионный слой в покрытии на основе полилена имеет хорошую прочность адгезионной связи и к стали, и к полиэтилену, и сохраняет ее при температуре эксплуатации от самой низкой до самой высокой. Покрытие на основе полилена обладает высокими диалектическими характеристиками в течение очень долгого периода. Благодаря диэлектрическим свойствам такого покрытия затраты на катодную защиту могут быть достаточно экономичными.
- 1.2 Битумные и другие материалы
- Для изоляции магистральных трубопроводов применяют специальные изоляционные или строительные твердые нефтяные битумы. Их получают окислением или обработкой паром остаточных продуктов после прямой перегонки или после крекинга нефти или нефтепродуктов.
- Битум нефтяной изоляционный имеет марки: БНИ-IV, БНИ-IV-З и БНИ-V. Битум нефтяной строительный применяют марок БН-90/10 и БН-70/30 в случае отсутствия изоляционных битумов. Плотность нефтяных битумов составляет 1,01-1,07 г/см 3 .
- Битум представляет собой твердую, плавкую или вязкожидкую смесь углеводородов и их неметаллических производных, хорошо растворимых в сероуглероде, хлороформе и других органических растворителях. Компонентами группового состава (в %) битума служат: вязкие минеральные масла 28-52, смолы 18-30, асфальтены, карбоны, карбоиды 18-52, асфальтогеновые кислоты и их ангидриды — свыше 1,25. При увеличении содержания асфальтенов, карбонов и карбоидов битум становится тверже, глубина проникновения иглы его понижается, а температура размягчения увеличивается. Увеличение количества смол и масел в битуме повышает его пластичность, стяжимость, уменьшает твердость.
- В состав битума входят также парафин, сера и минеральные остатки. При содержании в битуме серы более 2 % увеличивается его хрупкость. Если в битуме имеется более 4 % парафина, то уменьшается сила сцепления его с защищаемым металлом и одновременно повышается его хрупкость при отрицательной температуре. Парафинистые углеводороды при минусовой температуре выкристаллизовываются на поверхность металла и этим ослабляют прилипаемость битума. Битум должен быть не водонасыщаемым, так как водонасыщаемость влияет на срок службы покрытия трубопровода в грунтовых условиях. Водонасыщаемость, а также наличие вредных примесей парафина и серы зависят от месторождения нефти и соответственно от нефтеперерабатывающего завода — поставщика битума. Содержание в битуме для изоляции трубопроводов серы более 2 %, а парафина более 4 % не допускается.
- Большое влияние на свойства изоляционного покрытия подземного трубопровода оказывает присутствие в битуме водорастворимых соединений, которые могут вымываться грунтовыми водами, нарушая сплошность покрытия. Присутствие их в битуме не допускается, а содержание водорастворимых кислот и щелочей должно быть не более 0,2-0,3 %.
- По своей структуре битум — полимерное вещество, имеющее длинные цепи молекул. Этим объясняется его высокая пластичность и эластичность в твердом состоянии.
- На основе нефтяного битума для изоляции газонефтепроводов изготовляют мастики, грунтовки, рулонные обертки.
- При использовании битума в производстве его нагревают до температуры 140-170°С, при которой размягчаются смолы и увеличивается их растворимость в маслах.
- Битум легко растворяется в органических растворителях — зеленное нефтяное масло, лакойль и др., которые используются при приготовлении, например, битумных мастик. Битум можно применять также в виде битумных эмульсий и паст, путем эмульгирования.
- Теплоемкость битума 1,8-1,97 кДж/кг 0 С, температурный коэффициент объемного расширения при 25 0 С от 5*10 4 до 8*10 4 С -1 (высокие значения для более вязких битумов).
- К дегтевым вяжущим относятся дегти и пек. Деготь получают нагреванием без доступа воздуха твердых видов топлива (каменного и бурого угля, горючего сланца, торфа, древесины). Он представляет собой густую вязкую массу черно-коричневого цвета.
- Наиболее широкое применение на строительстве имеют каменноугольные дегти коксохимического производства.
- Пек является твердым остаточным продуктом перегонки сырой каменноугольной смолы. Он представляет собой хрупкую аморфную массу черного цвета с характерным раковистым изломом. Его плотность 1,20-1,28 г/см 3 . В состав пека входят высокомолекулярные углеводороды и их производные, а также свободный углерод (8-30 %).
- Материалы, изготавливаемые с применением дегтевых вяжущих имеют более низкую атмосферостойкость, чем на основе битумных, так как в дегтях содержится большое количество непредельных углеводородов, подвергающихся окислительной полимеризации под действием кислорода, воды и ультрафиолетовых лучей — происходит старение.
- В результате испарения масел и частичного вымывания фенолов старение дегтевых вяжущих ускоряется, они становятся хрупкими и теряют водо-отталкивающие свойства. Но дегтевые вяжущие имеют более высокую биостойкость по сравнению с битумными, что объясняется высокой их токсичностью, благодаря содержанию в них фенола (карболовой кислоты).
- Битумные мастики. Мастики изоляционные битумные представляют собой смесь битума с наполнителями и пластификаторами. Для приготовления битумных мастик обычно применяют битум нефтяной изоляционный марок Б НИ-IV и БНИ-V. Битум марки БНИ-1У-3 используют в осенне-зимний период на негорячих участках трубопроводов.
- Наполнители. Для улучшения физико-механических свойств изоляционных мастик к битумам добавляют различные наполнители J3 в виде порошков. Введение наполнителей в определенных количествах придает мастике большую прочность и вязкость при сохранении достаточной эластичности, делает покрытие менее чувствительным к высоким температурам, повышает сопротивляемость механическим воздействиям и несколько удлиняет срок службы.
- К минеральным наполнителям относятся известняк, доломит, молотый асбест и другие.
- Для изоляции газонефтепроводов изготавливают мастики с органическим наполнителем. Органический наполнитель — дробленую резину (резиновую крошку) применяют в виде порошка, получаемого дроблением старой амортизированной резины (изношенных покрышек).
- Содержание текстиля в резине не должно превышать 5 %. Резину дробят до крупности частиц не более 1 мм с последующим — просеиванием и магнитной сепарацией металлических включений, так как примеси металлической пыли и загрязняющих включений ухудшают изоляционные свойства мастик. Содержание пыли металлических включений допускается не более 0,1 %. При перевозке и хранении необходимо предохранять резиновую крошку от увлажнения и загрязнения посторонними примесями. Содержание влаги в ней допускается не более 1,5 %. Примерный состав (%): резиновой крошки: каучук 50-52, смягчители 6-8, сажа 32-33, окись цинка 2,8-3,5, сера 1,6, текстильное волокно 1,4 — 4.
- 2. Дефекты изоляционных покрытий газопроводов, мероприятия по повышению защитной способности изоляционных покрытий.
- 2.1 Виды нарушения трубопровода:
- а) образование участка трубопровода с частично-размытым грунтом засыпки (частично отсутствует грунт засыпки, но поверхность трубопровода не видна).
- 2.2 Дефект стенок трубы.
- 3. Способы ремонта газопроводов с заменой изоляционного покрытия, схемы ремонта замены изоляционного покрытия, расстановка оборудования и механизмов
- По характеру выполняемых работ, капитального ремонта делят:
- 1. капремонт с заменой изоляции без восстановления несущей способности стенки трубы.
- 2. капремонт с заменой изоляции с восстановлением несущей способности стенки трубы.
- 3. выборочный ремонт.
- 3.1 Способы капитального ремонта.
- Капитальный ремонт с заменой труб производят следующими способами:
- 3.2 Способы ремонта ГП с заменой изоляции
- 4. Виды работ при ремонте газопроводов с заменой изоляционного покрытия.
- 4.1 Технологический набор работ при капремонте ГНП
- 4.2 Подъём и очистка трубопровода от старого изоляционного покрытия
- 5. Прогрессивные технологии для капитального ремонта изоляционного покрытия магистральных газопроводов.
- Заключение
- Библиографический список
- Подобные документы
Обзор способов капитального ремонта магистральных газопроводов с применением труб, бывших в эксплуатации
В настоящей статье хотелось бы описать все чаще и чаще применяющийся метод капитального ремонта линейной части магистральных газопроводов (КР ЛЧ МГ) с применением труб, бывших в эксплуатации, а также рассмотреть некоторые практические моменты, возникающие при разработке проектной документации на капремонт с использованием данного метода.
Организационная схема КР ЛЧ МГ с применением труб, бывших в эксплуатации, выглядит следующим образом:

В последнее время в связи с износом газопроводов, находящихся в эксплуатации, объемы капитального ремонта увеличиваются. Увеличиваются, соответственно, и требуемые для этого капиталовложения. Одной из мер, несколько уменьшающих стоимость КР и повышающих эффективность производства работ, является применение методов ремонта ЛЧМГ с использованием труб, бывших в эксплуатации.
В 2005 году вышла «Временная инструкция по повторному применению труб при капитальном ремонте линейной части магистральных газопроводов», в 2010 году вступила в силу постоянная инструкция в статусе СТО Газпром 2-2.3-484-2010.
Рассмотрим на конкретном примере применение данного метода ремонта. Магистральный газопровод наружным диаметром 1020 мм находился в эксплуатации с 1963 года. Расчетная продолжительность ремонта 24 км трубопровода составляла 6 месяцев с учетом использования трех комплексных технологических потоков. В проектной документации предлагалась следующая организация ремонтных работ:
1 этап — Демонтажные и диагностические работы на трассе газопровода:
- вскрытие газопровода;
- поднятие газопровода на бровку траншеи;
- удаление старой изоляции;
- диагностирование труб средствами неразрушающего контроля;
- отбраковка труб и демонтаж трубопровода;
- транспортировка труб, прошедших отбраковку, на Мобильную базу ремонта и изоляции труб, расположенную в 160 км от трассы;
- транспортировка труб, не прошедших отбраковку, на место временного складирования на базе ЛПУ;
- засыпка траншеи газопровода.
2 этап — Комплекс работ по переизоляции труб на Мобильной базе ремонта и изоляции труб
3 этап — Монтажные работы:
- разработка траншеи газопровода;
- транспортировка труб с Мобильной базы ремонта и изоляции труб к месту монтажа;
- транспортировка труб в заводской изоляции к месту монтажа (на участки категории В, I, II);
- монтаж газопровода, испытания;
- засыпка траншеи;
- контроль состояния изоляционного покрытия методом катодной поляризации.
При проведении КР с использованием труб, бывших в эксплуатации, проводится комплекс диагностических работ, определяющих дальнейшую «судьбу» трубы и отнесение ее к той или иной категории по степени пригодности к дальнейшему использованию.
Глобально трубы делятся на две категории: «А» — трубы, бывшие в эксплуатации, пригодные для повторного применения, и «Б» — не пригодные к повторному применению на линейной части магистральных газопроводов.
Кроме того, после проведения процедур обследования и оценки качества труб ремонтируемого участка, трубы категории «А» целесообразно дополнительно ранжировать по категориям:
- трубы категории А1, оставляемые в газопроводе для дальнейшей эксплуатации, в том числе ремонтируемые без вырезки из газопровода (в траншее);
- трубы категории А2, извлеченные из траншеи, отремонтированные на бровке и смонтированные в границах ремонтируемого участка (как правило, от кранового до кранового узла);
- трубы категории А3, вырезаемые из ремонтируемых и демонтированных участков газопроводов, которые подлежат комплексному обследованию, восстановлению в заводских условиях, ремонту и повторному применению при ремонте магистральных газопроводов, независимо от того, из какого участка газопровода они демонтированы.
Ввиду того, что трубопровод к моменту ремонта (а он предполагается в 2015 году) будет находится в эксплуатации 52 года, отнесение труб к категории А1 производится не будет.
Обследование участков газопроводов проводят наружными сканерами-дефектоскопами и средствами визуального, измерительного, вихретокового, ультразвукового, магнитопорошкового контроля, после предварительной очистки газопровода (удаления старого изоляционного покрытия) организацией, выполняющей ремонт. Допускается проводить обследование без применения сканеров-дефектоскопов газопроводов диаметром 530 мм и менее, а также участков газопроводов длиной меньше 36 м.
Обследование трубопровода сканером-дефектоскопом в объеме 100% проводят для выявления аномалий, подлежащих идентификации на последующих этапах обследования. Существует документ Газпрома, содержащий требования по организации и проведению технического диагностирования ЛЧ МГ наружными сканерами дефектоскопами (Р Газпром 2-2.3-596-2011), а также временные типовые технические требования к наружным сканерам.
На сегодняшний день в Реестр ОАО «Газпром» внесены 4 типа сканеров:
- Сканер-дефектоскоп ультразвуковой бесконтактный SoNet производства ОАО «Акустические Контрольные Системы», г. Москва (на диаметры от 720 до 1420, температурный диапазон эксплуатации -40..+50 С);
- Дефектоскоп наружный сканирующий типа ДНС производства ЗАО «Газприборавтоматика сервис», г. Саратов (на диаметры 1020, 1220, 1420, температурный диапазон эксплуатации -30..+50 С);
- Комплекс автоматизированного контроля сварных соединений и основного металла газопровода УСД 60-8К-А производства ООО «НПЦ Кропус», г. Ногинск;
- Дефектоскоп-сканер ультразвуковой АВТОКОН-МГТУ производства ФГУ НУЦСК при МГТУ им. Н.Э. Баумана, г. Москва (для контроля кольцевых сварных соединений).

Сканеры-дефектоскопы в работе: вверху — сканер SoNet; внизу — сканер типа ДНС в составе ремонтной колонны по очистке старой изоляции и обследованию газопровода
Соответственно, существуют две организационно-технологические схемы производства ремонтно-диагностических работ: с вывешиванием трубопровода в траншее и с поднятием труб на берму траншеи. Отметим, что качественная диагностика МГ в траншее в ряде случаев может быть затруднительна (см. рис. ниже), поэтому в проектной документации была принята схема с поднятием трубопровода на берму траншеи.

Сложности диагностики МГ при ремонте в траншее (слева — затруднен доступ к нижней образующей трубы, справа — неудовлетворительное качество очистки поверхности газопровода)
После обследования сканером-дефектоскопом трубопровод демонтируется на отдельные трубы, при этом кольцевые сварные швы вырезаются двумя резами.
Далее на трассе проводят следующий комплекс работ по неразрушающему контролю и отбраковке труб:
- Визуально-измерительный контроль в объеме 100% тела трубы и СДТ. При этом выявляют коррозионные дефекты, вмятины, гофры, дефекты сборки (смещение кромок) и наружные дефекты сварных швов, а также другие видимые дефекты. Измеряют параметры обнаруженных дефектов, заносят их в ведомости дефектов и в соответствии с принятыми нормами оценки соответствия (Инструкция по оценке дефектов труб и СДТ при ремонте и диагностировании МГ, утверждена 5.09.2013 В.А. Маркеловым) определяют трубы и СДТ, подлежащие замене.
- Поиск стресс-коррозионных дефектов по результатам обследования сканером-дефектоскопом, и на участках, имеющих признаки коррозионного растрескивания под напряжением (КРН), которые определяют визуально, по отслоившемуся изоляционному покрытию и наличию продуктов коррозии светлого цвета в анаэробных условиях.
- Приборное обследование участков газопровода, не подлежащих замене после выполнения ВИК и поиска дефектов КРН, а также вырезанных труб. Сюда входит:
- ультразвуковой контроль локальных участков поверхности металла и заводских швов по результатам предыдущих этапов;
- толщинометрия бездефектных стенок труб и СДТ не менее чем в 4 точках на каждый элемент трубы и СДТ;
- 100% обследование вырезанных труб с дефектами КРН (на бровке траншеи или на спецплощадке) вихретоковым дефектоскопом и 10% магнитопорошковый контроль.
Таким образом происходит разделение вырезанных труб по категориям А2, А3 и Б. В соответствии с этим принимается решение, отправлять ли трубу на базу для обследования, ремонта и переизоляции, или выполнить ремонт в трассовых условиях. Трубы категории А3, в принципе, могут быть использованы на другом участке трубопровода, не включенном в состав проекта, или после ремонта на мобильной базе врезаны в тот же участок трубопровода, из которого ранее были вырезаны.
Когда данный проект попал на экспертизу, то экспертной организацией был сделан ряд конструктивных замечаний, уменьшающих стоимость проекта.
Как известно, существует несколько схем демонтажа газопровода. Для рассматриваемого случая выглядят они следующим образом.
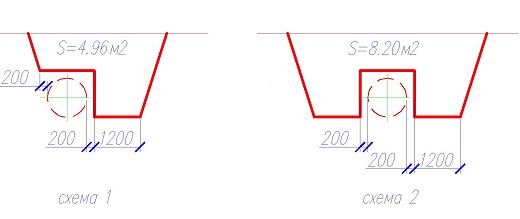
Схема 1 предполагает вскрытие трубопровода с одной стороны и «выдергивание» трубопровода с разработкой приямков для пропуска полотенец трубоукладчика с расчетным интервалом. Схема 2 предполагает полное вскрытие трубопровода с обеих сторон и постепенное извлечение его из траншеи. Ширина вскрытия определяется размерами режущей кромки экскаватора (в данном случае 1200 мм) и безопасным расстоянием от рабочего органа до стенки трубы (200 мм).
Очевидно, что применение схемы 2 увеличивает объем механической разработки грунта на 65%. Поэтому было сделано замечание, которое проектный институт принял, что в грунтах 2 и 3 категории по трудности разработки следует применить схему 1. В грунтах 4-6 группы по трудности разработки, которые в рассматриваемом проекте представлены глинами твердой консистенции и скальными грунтами гранитов, была оставлена схема 2, поскольку «выдергивание» трубы из подобных грунтов может привести к повреждению тела трубы. В случае, когда демонтированная труба далее нигде не используется, вполне приемлема была бы и первая схема. Но когда труба планируется к дальнейшему использованию, то демонтаж трубопровода должен производится таким образом, который исключал бы любые повреждения тела трубы, т.е. как раз схема 2.
Далее, так как работы по демонтажу данного участка газопровода начинаются в конце января (грунт находится в мерзлом состоянии), была дана рекомендация при вскрытии и засыпке траншеи принимать откосы траншеи 1:0 согласно СНиП 3.02.01-87 п.3.16. Данное решение позволило сократить объем земляных работ на 18%.
Также немаловажный момент, который во многих случаях ускользает из внимания проектировщиков: согласно технической части ГЭСН 01 на земляные работы при засыпке траншей категория грунтов по трудности разработки должна приниматься на единицу меньше той, которая дана в отчетах по инженерным изысканиям.
Данные замечания по земляным работам в общем итоге привели к снижению сметной стоимости на 12%.
Отметим, однако, и некоторые недостатки применяемого метода ремонта:
- необходимость два раза разрабатывать и засыпать траншею;
- вызывает сомнение возможность повторного использования трубы производства начала 60-ых годов. СТО Газпром 2-2.3-484-2010 устанавливает технические требования к трубам, бывшим в эксплуатации, отремонтированным в заводских условиях. Согласно этому СТО, к повторному применению допускаются трубы, изготовленные лишь по определенным стандартам и техусловиям, самое старое из которых датировано 1973 годом;
- даже если газотранспортным обществом принято решение о том, что данные трубы все же будут везти на базу, диагностировать и отбраковывать, то гипотетически возможна следующая ситуация. Доставленную за 160 км трубу исследуют на механические свойства (ударная вязкость, предел прочности, предел текучести и пр.) и обнаруживают, что за 50 с лишним лет эксплуатации отношение предела текучести к пределу прочности стало близким к единице. Само по себе увеличение данного отношения отражает вполне естественный процесс деформационного старения трубной стали, когда под действием эксплуатационных и технологических факторов сталь постепенно теряет способность пластически деформироваться. Оптимальным считается соотношение не более 0,8..0,9. За длительный период эксплуатации вполне вероятно, что соотношение превысит 0,9, что увеличивает риск разрушения трубопровода. В таком случае процент отбраковки труб будет столь велик, что это сводит к нулю и обесценивает все транспортные расходы по перевозке трубы с трассы на завод (мобильную базу) на расстояние 160 км.
Тэги: дефекты труб, кап ремонт, капитальный ремонт, категории труб, ЛЧМГ, методы ремонта труб, обследование трубопроводов, сканеры дефектов, способы капитального ремонта
Источник
Ремонт изоляционных покрытий газопроводов
Дефекты изоляционных покрытий газопроводов, мероприятия по повышению их защитной способности. Способы ремонта газопроводов с заменой изоляционного покрытия. Прогрессивные технологии капитального ремонта изоляционного покрытия магистральных газопроводов.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 14.06.2015 |
| Размер файла | 443,8 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Содержание
Введение
1. Основные изоляционные материалы и конструкции изоляционных покрытий газопроводов
1.1 Покрытия из полимерных лент
1.2 Битумные и другие материалы
2. Дефекты изоляционных покрытий газопроводов, мероприятия по повышению защитной способности изоляционных покрытий
2.1 Виды нарушения трубопровода
2.2 Дефект стенок трубы
3. Способы ремонта газопроводов с заменой изоляционного покрытия, схемы ремонта замены изоляционного покрытия, расстановка оборудования и механизмов
3.1 Способы капитального ремонта
3.2 Способы ремонта ГП с заменой изоляции
4. Виды работ при ремонте газопроводов с заменой изоляционного покрытия
4.1 Технологический набор работ при капремонте ГНП
4.2 Подъём и очистка трубопровода от старого изоляционного покрытия
5. Прогрессивные технологии для капитального ремонта изоляционного покрытия магистральных газопроводов
Заключение
Библиографический список
изоляционный покрытие газопровод ремонт
Введение
Современная сеть магистральных трубопроводов обусловлена значительной протяженностью, большими диаметрами, значительным сроком службы и высоким эксплуатационным давлением. К линейной части магистральных газонефтепроводов предъявляются высокие требования с точки зрения эксплуатационной надёжности и промышленной безопасности.
В связи с этим существует необходимость обеспечения надёжной, безотказной работы и предупреждения аварий трубопроводной системы. Такая необходимость возрастает и в связи с тем, что трубопроводные магистрали проложены в густонаселённых районах, пересекают многочисленные железные и шоссейные дороги, реки, каналы.
Надёжная и безотказная работа магистральных газонефтепроводов обеспечивается за счёт правильной технической эксплуатации, своевременного проведения профилактического, капитального ремонта и реконструкции.
Надёжность работы трубопроводов также зависит от состояния противокоррозионной защиты, и в частности от состояния изоляционного покрытия. Известно, что материал изоляции под влиянием специфических условий нахождения в грунтовой среде стареет и изменяет во времени свои защитные свойства. В связи с этим большое значение имеет изучение основных закономерностей изменения защитной способности покрытий, длительно эксплуатирующихся в различных условиях.
1. Основные изоляционные материалы и конструкции изоляционных покрытий газопроводов
Основное условие борьбы с грунтовой коррозией подземных трубопроводов, а также с воздушной коррозией надземных трубопроводов — предотвращение непосредственного контакта металла труб с агрессивной средой, что достигается созданием на поверхности трубопровода специальной оболочки, называемой изоляционным покрытием. Изоляционное покрытие имеет определенную конструкцию в зависимости от коррозионной активности грунтов. Магистральные трубопроводы имеют комплексную защиту, состоящую из изоляционного покрытия в сочетании с электрозащитой. Эффективность электрозащиты и ее стоимость во многом зависят от правильности выбора типа изоляционного покрытия, от свойства материала покрытия и качества его нанесения. Чем хуже свойства и качество покрытия, тем больше стоимость обслуживания электрозащиты трубопровода. В связи с этим ко всем материалам, применяемым для изоляций трубопроводов, предъявляют жесткие требования по соблюдению определенных физико-механических свойств, композиционного состава, геометрических размеров, состоянию поверхности, загрязненности примесями и т. п. Комплекс таких требований входит в технические условия, по которым и поставляют изоляционные материалы.
Изоляционные материалы для защиты газонефтепроводов можно подразделить на следующие: полимерные, битумные, лакокрасочные, стеклоэмалевые, цинковые, алюминиевые и другие. Покрытия на основе этих материалов называются соответственно полимерными, битумными и т.д.
Изоляционное покрытие, как правило, многослойное и может состоять из слоев различных материалов (например, битумно-резиновые) или слоев одного материала (например, покрытие из полимерных лент, порошков или стеклоэмали, не считая грунтовки). Тип и общая толщина изоляционного покрытия зависят от коррозионной активности грунта, характеризующегося определенным значением его электросопротивления, а также от назначения трубопроводов, наличия блуждающих токов и других местных условий.
Применяют нормальный и усиленный тип изоляционных покрытий. Усиленный тип изоляционного покрытия используют всегда при прокладке трубопроводов диаметром 1220 мм и более в солончаковых и поливных почвах, на подводных переходах и поймах рек, на переходах через железные и автомобильные дороги и в других осложненных условиях прокладки.
Выбор материала для изоляционного покрытия определяется комплексом предъявляемых к нему требований. Изоляционное покрытие не должно разрушаться в процессе укладки и засыпки трубопровода и должно надежно защищать его от коррозии в процессе эксплуатации. Поэтому оно должно быть плотным, прочным, обладать хорошей сцепляемостью с материалом трубопровода (адгезией), высокой теплоустойчивостью и морозостойкостью, высоким электросопротивлением, не содержать водорастворимых примесей, быть стойким против насыщения влагой (набухания).
1.1 Покрытия из полимерных лент
Грунтовки. Отечественные полимерные ленты применяют с битумно-полимерными, полимерными и даже простыми битумными грунтовками. Битумно-полимерные грунтовки ГТ-752, ГТП-820, ГТ-754ИН, ГТ-760ИН и другие состоят из синтетического каучука, нефтяного битума марки БНИ-IV, термореактивной фенолоформальдегидной смолы и растворителя. Их изготовляют методом смещения — растворов компонентов.
Они токсичны из-за наличия бензина и фенолоформальдегидной смолы. В последние годы широко применяют битумно-полимерные грунтовки ГТ-754ИН, ГТ-760ИН с ингибиторами. Их используют при температуре не ниже -60 и не выше 70-80 °С. На поверхность труб грунтовку наносят распылением или специальными самоходными очистными или комбинированными с изоляционными машинами с расходом более 0,1 кг/м 2 . При температуре ниже 3 0 С поверхность трубопровода подогревают до температуры не ниже 15 °С. Полимерные грунтовки (например, ГТ-831ИН) изготовляют на основе бутилкаучука и смолы с ингибиторами и растворителем. Импортные полимерные ленты применяют только с импортной полимерной грунтовкой.
Поливинилхлоридные ленты. Для изоляции трубопроводов изготовляют липкие ленты из поливинилхлорида, пластифицированного специальными добавками, сообщающими ему необходимую эластичность и пластичность. Кроме того, к поливинилхлориду добавляют стабилизаторы, повышающие его стабильность в атмосферных условиях, а также пигменты для его окраски в коричневый или голубой цвет. Такие ленты бывают различных типов: ПИЛ, ПВХ-БК, ПВХ-Л толщиной 0,4 мм. Они предназначены для нанесения на трубопровод при определенных температурах воздуха.
Полимерные ленты ПВХ-БК изготовляют с клеевым слоем из бутил-каучуковой композиции. Их наносят на трубопровод при температуре воздуха 35-50°С. Полимерные ленты ПВХ-Л и ПИЛ выпускают с клеевым слоем на основе перхлорвиниловой смолы. Их наносят на трубопровод при температуре воздуха 5-50°С, а с подогревом до -35°С. Ленты влагоустойчивы, обладают высокими диэлектрическими и защитными свойствами, хорошо противостоят различным растворителям.
Теплостойкие ленты. Для изоляции горячих участков трубопроводов, например на компрессорных станциях, применяют полимерные ленты ЛЭТСАР-ЛПТ с защитным клеевым слоем из силоксановой резины на основе кремнийорганических каучуков. Изготовляют из двух марок: А и Б.
Лента марки А толщиной 1,2 мм имеет основу (подложку для защитного клея) в виде полимерной пленки; лента Б толщиной 0,6 мм в качестве основы, имеет стеклоткань. Их наносят на трубопровод по специальной двухкомпонентной грунтовке ВИКСИНТ-У-4-21. Температура воздуха при нанесении этих лент должна быть 40 — 60 °С.
Полиэтиленовые ленты. Для получения липких изоляционных лент применяют два вида полиэтилена: высокой плотности (ПЭВП) и низкой плотности (ПЭНП). Лента ПЭЛ обладает высоким электрическим сопротивлением, лучшей прилипаемостью, меньшим водопоглощением, высокой химической стойкостью, особенно к минеральным кислотам и щелочам, и сохраняет механическую прочность в более широком интервале температур, чем поливинилхлоридные ленты ПИЛ и др. Полиэтиленовую ленту можно наносить на трубопроводы при отрицательных температурах до -40 °С.
Значительно более высокой прочностью и морозостойкостью (до -60 °С) обладают ленты полиэтиленовые дублированные (ЛДП). Их изготовляют валково-каландровым способом. Они отличаются стабильностью характеристик в интервале температур эксплуатации от -60 до 50 °С. Выпускают их толщиной не менее 0,6 мм. Более высокими защитными свойствами обладают дублированные термоусаживающиеся ленты на основе полиэтиленов низкой и высокой плотности — ленты термосветостабилизированные изоляционные.
Лента термоусаживающаяся изоляционная (ЛТИ) в своей основе состоит из полиэтилена высокой плотности; ее подклеивающий слой из сополимера с винилацетатом. Общая толщина ленты 0,9-1,2 мм, ширина ленты 450100 мм, ее прочность при растяжении 12 МПа, температурный интервал эксплуатации от (-45°С до +60°С). Двухслойная термоусаживающаяся термосветостабилизированная изоляционная лента (ЛТСИ) в своей основе состоит из полиэтилена низкой плотности с индексом расплава 0,03, ее подклеивающий слой — из полиэтилена низкой плотности с индексом расплава 7,0.
Толщина основы ленты ЛТСИ — 1 мм, ширина
Прочность при растяжении ЛТСИ такое же, как и у ЛТИ. Температурный интервал применения ЛТСИ от (- 45 до +80°С).
С 1991 г. применение нашли ленты и обертки полилен для противокоррозийных покрытий трубопроводов, отличающиеся высокой стабильностью и неизменностью защитных свойств. Особенностью материалов серии полилен является их структура. Ленты полилен представляют собой четырехслойный материал с постепенным переходом между слоями от термосвето-стабилизированного полиэтилена к бутилкаучуку. Они изготавливаются по соэкструзионно-каландровой технологии, при которой слои различного состава, свариваются между собой в расплавленном состоянии.
Ленты полилен предназначаются для эксплуатации от -60°С до +60°С. Они имеют высокое сопротивление удару, сжатию и истиранию. Покрытие на основе полилена, имеющее прекрасное механическое сопротивление, нелегко повредить при погрузке и хранении. Оно устойчиво к химическому действию кислот, щелочей и обеспечивает длительную подземную эксплуатацию, в том числе в сильно засоленных грунтах.
Агдезионный слой в покрытии на основе полилена имеет хорошую прочность адгезионной связи и к стали, и к полиэтилену, и сохраняет ее при температуре эксплуатации от самой низкой до самой высокой. Покрытие на основе полилена обладает высокими диалектическими характеристиками в течение очень долгого периода. Благодаря диэлектрическим свойствам такого покрытия затраты на катодную защиту могут быть достаточно экономичными.
Праймер полилен-П-001 представляет собой раствор каучука и смолы в органических растворителях. Содержит ингибитор коррозии.
Защитные обертки. Для защиты покрытий из полимерных лент от механических повреждений применяют рулонные обертки ПЭКОМ, ЛПП-2, ПВХ, ПДБ-БК и др. Наиболее широко применяют ПЭКОМ, которая представляет собой липкую оберточную пленку толщиной 0,6 и 0,3 мм. Ее изготовляют из высоконаполненной смеси полиэтилена, синтетического каучука (не более 5 %), наполнителя, стабилизатора, битума (не более 10 %), модификатора. ПЭКОМ.
Используют при температуре эксплуатации трубопроводов от 50 до -30 °С. Поставляют ее длиной в рулоне 125 и 180 м. Она имеет прочность при растяжении не менее 10,5 МПа; относительное удлинение не менее 80 и 50 % соответственно в поперечном и продольном направлениях; водопоглощение за 24 ч (по массе) не более 0,1 %; температуру хрупкости не выше -30 °С. Применяют также липкую обертку на основе полиэтилена общей толщиной не менее 0,6 мм со слоем клея 0,1 мм на одной стороне (ЛПП-2). Сопротивление разрыву обертки составляет не менее 80 Н/см, относительное удлинение при разрыве не менее 100 %, адгезия к изоляционной ленте — не менее 3 Н/см.
Поливинилхлоридный оберточный материал ПВХ представляет собой пленку из утильных отходов производства изоляционной поливинилхлоридной ленты с добавлением различных наполнителей. Обертки ПВХ изготовляют толщиной 0,7 мм, шириной 500 мм, длиной в рулоне 125 м. Прочность обертки ПВХ на разрыв составляет не менее 8 МПа, относительное удлинение не менее 80 %, морозостойкость не выше -10°С и» температура нанесения и эксплуатации — от -10 до 40°С.
Эпоксидное изоляционное покрытие ремонтируют нанесением на места повреждения по грунтовке заплаты в два слоя из липких полимерных лент. Применяют также липкие полимерные замазки и эпоксидные шпатлевки.
Битумные изоляционные покрытия ремонтируют битумными мастиками. Поврежденное покрытие восстанавливают, заполняя битумной мастикой углубления и заравнивая мастику горячими металлическими шпателями. Затем на это место наносят заплату из полимерной ленты. При большом количестве повреждений вместо заплат рекомендуется применять обмотку полимерной лентой в один слой.
Полимерные покрытия из липких лент ремонтируют нанесением заплат по грунтовке из двух слоев липких аналогичных полимерных лент с нахлестом на заводское покрытие не менее 15 см.
1.2 Битумные и другие материалы
Для изоляции магистральных трубопроводов применяют специальные изоляционные или строительные твердые нефтяные битумы. Их получают окислением или обработкой паром остаточных продуктов после прямой перегонки или после крекинга нефти или нефтепродуктов.
Битум нефтяной изоляционный имеет марки: БНИ-IV, БНИ-IV-З и БНИ-V. Битум нефтяной строительный применяют марок БН-90/10 и БН-70/30 в случае отсутствия изоляционных битумов. Плотность нефтяных битумов составляет 1,01-1,07 г/см 3 .
Битум представляет собой твердую, плавкую или вязкожидкую смесь углеводородов и их неметаллических производных, хорошо растворимых в сероуглероде, хлороформе и других органических растворителях. Компонентами группового состава (в %) битума служат: вязкие минеральные масла 28-52, смолы 18-30, асфальтены, карбоны, карбоиды 18-52, асфальтогеновые кислоты и их ангидриды — свыше 1,25. При увеличении содержания асфальтенов, карбонов и карбоидов битум становится тверже, глубина проникновения иглы его понижается, а температура размягчения увеличивается. Увеличение количества смол и масел в битуме повышает его пластичность, стяжимость, уменьшает твердость.
В состав битума входят также парафин, сера и минеральные остатки. При содержании в битуме серы более 2 % увеличивается его хрупкость. Если в битуме имеется более 4 % парафина, то уменьшается сила сцепления его с защищаемым металлом и одновременно повышается его хрупкость при отрицательной температуре. Парафинистые углеводороды при минусовой температуре выкристаллизовываются на поверхность металла и этим ослабляют прилипаемость битума. Битум должен быть не водонасыщаемым, так как водонасыщаемость влияет на срок службы покрытия трубопровода в грунтовых условиях. Водонасыщаемость, а также наличие вредных примесей парафина и серы зависят от месторождения нефти и соответственно от нефтеперерабатывающего завода — поставщика битума. Содержание в битуме для изоляции трубопроводов серы более 2 %, а парафина более 4 % не допускается.
Большое влияние на свойства изоляционного покрытия подземного трубопровода оказывает присутствие в битуме водорастворимых соединений, которые могут вымываться грунтовыми водами, нарушая сплошность покрытия. Присутствие их в битуме не допускается, а содержание водорастворимых кислот и щелочей должно быть не более 0,2-0,3 %.
По своей структуре битум — полимерное вещество, имеющее длинные цепи молекул. Этим объясняется его высокая пластичность и эластичность в твердом состоянии.
На основе нефтяного битума для изоляции газонефтепроводов изготовляют мастики, грунтовки, рулонные обертки.
При использовании битума в производстве его нагревают до температуры 140-170°С, при которой размягчаются смолы и увеличивается их растворимость в маслах.
Битум легко растворяется в органических растворителях — зеленное нефтяное масло, лакойль и др., которые используются при приготовлении, например, битумных мастик. Битум можно применять также в виде битумных эмульсий и паст, путем эмульгирования.
Теплоемкость битума 1,8-1,97 кДж/кг 0 С, температурный коэффициент объемного расширения при 25 0 С от 5*10 4 до 8*10 4 С -1 (высокие значения для более вязких битумов).
К дегтевым вяжущим относятся дегти и пек. Деготь получают нагреванием без доступа воздуха твердых видов топлива (каменного и бурого угля, горючего сланца, торфа, древесины). Он представляет собой густую вязкую массу черно-коричневого цвета.
Наиболее широкое применение на строительстве имеют каменноугольные дегти коксохимического производства.
Пек является твердым остаточным продуктом перегонки сырой каменноугольной смолы. Он представляет собой хрупкую аморфную массу черного цвета с характерным раковистым изломом. Его плотность 1,20-1,28 г/см 3 . В состав пека входят высокомолекулярные углеводороды и их производные, а также свободный углерод (8-30 %).
Материалы, изготавливаемые с применением дегтевых вяжущих имеют более низкую атмосферостойкость, чем на основе битумных, так как в дегтях содержится большое количество непредельных углеводородов, подвергающихся окислительной полимеризации под действием кислорода, воды и ультрафиолетовых лучей — происходит старение.
В результате испарения масел и частичного вымывания фенолов старение дегтевых вяжущих ускоряется, они становятся хрупкими и теряют водо-отталкивающие свойства. Но дегтевые вяжущие имеют более высокую биостойкость по сравнению с битумными, что объясняется высокой их токсичностью, благодаря содержанию в них фенола (карболовой кислоты).
Битумные мастики. Мастики изоляционные битумные представляют собой смесь битума с наполнителями и пластификаторами. Для приготовления битумных мастик обычно применяют битум нефтяной изоляционный марок Б НИ-IV и БНИ-V. Битум марки БНИ-1У-3 используют в осенне-зимний период на негорячих участках трубопроводов.
Наполнители. Для улучшения физико-механических свойств изоляционных мастик к битумам добавляют различные наполнители J3 в виде порошков. Введение наполнителей в определенных количествах придает мастике большую прочность и вязкость при сохранении достаточной эластичности, делает покрытие менее чувствительным к высоким температурам, повышает сопротивляемость механическим воздействиям и несколько удлиняет срок службы.
К минеральным наполнителям относятся известняк, доломит, молотый асбест и другие.
Для изоляции газонефтепроводов изготавливают мастики с органическим наполнителем. Органический наполнитель — дробленую резину (резиновую крошку) применяют в виде порошка, получаемого дроблением старой амортизированной резины (изношенных покрышек).
Содержание текстиля в резине не должно превышать 5 %. Резину дробят до крупности частиц не более 1 мм с последующим — просеиванием и магнитной сепарацией металлических включений, так как примеси металлической пыли и загрязняющих включений ухудшают изоляционные свойства мастик. Содержание пыли металлических включений допускается не более 0,1 %. При перевозке и хранении необходимо предохранять резиновую крошку от увлажнения и загрязнения посторонними примесями. Содержание влаги в ней допускается не более 1,5 %. Примерный состав (%): резиновой крошки: каучук 50-52, смягчители 6-8, сажа 32-33, окись цинка 2,8-3,5, сера 1,6, текстильное волокно 1,4 — 4.
2. Дефекты изоляционных покрытий газопроводов, мероприятия по повышению защитной способности изоляционных покрытий.
Для газонефтепроводов, эксплуатирующихся в разных природно-климатических условиях все возможные дефекты подразделяются на 3 группы:
1. нарушение положения трубопровода
2. дефекты стенок трубы
3. дефекты изоляционного покрытия.
2.1 Виды нарушения трубопровода:
а) образование участка трубопровода с частично-размытым грунтом засыпки (частично отсутствует грунт засыпки, но поверхность трубопровода не видна).
б) Образование оголенных участков трубопроводов (оставшийся грунт не покрывает трубопровод).
в) выпучивание и подъем трубопровода с уменьшением заглубления.
г) выпучивание арок и развитие прогибов трубопровода в результате продольных сжимающих усилий.
2.2 Дефект стенок трубы.
По виду повреждения делится на дефект геометрии трубы, дефект стенки трубы и дефект сварных швов присоединения.
Дефект геометрии трубы-вмятины (локальные уменьшения проходного сечения трубы в результате механических воздействий, при которых не происходит уменьшение толщины стенки трубы и излома оси трубопровода), гофры (чередующиеся поперечные выпуклости и вогнутости стенки трубы, не уменьшающие толщины стенки и приводящие к излому оси и уменьшению проходного сечения трубопровода), овализация трубы.
Дефект стенки трубы — дефекты, не приводящие к изменению проходного сечения трубы, делятся:
— потеря металла (все виды коррозии, вмятина в прокатке, забоина, задир) — изменение номинальной толщины стенки трубы, характеризующуюся локальным утонением, в результате механического, или коррозионного повреждения, или обусловленная технологией изготовления;
— риски (царапины) — потеря металла стенки трубы, происшедшая в результате взаимодействия стенки трубы, с перемещающейся по ней твердым телом;
— расслоение (расслоение с выходом на поверхность, в околошёвной зоне) — несплошность металла в стенке трубы, обычно является раскатанным явлением неметаллических включений;
— трещина — разрыв основного металла стенки трубы, характеризуется малым поперечным размером.
Дефект сварного шва:
— непровар корня шва;
— поры в сварном шве;
— растрескивание сварного шва.
2.3 Дефекты изоляционного покрытия
При возникновении дефектов в изоляционном покрытии подземных трубопроводов выделяются 2 стадии: стадия строительства трубопровода (проведение изоляционно-укладочных работ) и эксплуатационный период.
К основным причинам, приводящим к появлению дефектов изоляции, на стадии строительства следует, отнести: неправильную регулировку усилия натяжения ленты на изоляционной машине, отсутствие отсыпки трубопровода мягким мелкозернистым грунтом, пребывание изоляционного трубопровода до засыпки свыше 1 суток.
Эксплуатационный период. Изоляционное покрытие испытывает много факторов: влияние окружающей среды, влияние давления грунта на битумное покрытие (сдвиг покрытия может достигать 15-20%), влияние перемещения трубопровода в грунте (появление задиров, сморщивание и др.), влияние биологических факторов, влияние температурного режима.
3. Способы ремонта газопроводов с заменой изоляционного покрытия, схемы ремонта замены изоляционного покрытия, расстановка оборудования и механизмов
По характеру выполняемых работ, капитального ремонта делят:
1. капремонт с заменой изоляции без восстановления несущей способности стенки трубы.
2. капремонт с заменой изоляции с восстановлением несущей способности стенки трубы.
3. выборочный ремонт.
3.1 Способы капитального ремонта.
Капитальный ремонт с заменой труб производят следующими способами:
— путем укладки в совмещенную траншею вновь прокладываемого т/п, или его участка рядом с заменяемым с последующим демонтажем последнего;
— путем укладки в отдаленную траншею в пределах существующего технологического коридора вновь прокладываемого участка т/п, с промежуточным вскрытием и демонтажем заменяемого т/п;
— путем демонтажа заменяемого т/п и укладки вновь прокладываемого во вновь разработанную траншею или в существующую.
Капремонт т/п с заменой изоляции и при необходимости с восстановлением несущей способности стенки трубы:
— с подъемом т/п в траншее;
— с подъемом и укладкой т/п на лежки в траншее;
— без подъема с сохранением положения в траншее.
Капитальный ремонт т/п с заменой изоляции и при необходимости с восстановлением несущей способности стенки трубы:
— с подъемом и укладкой т/п на лежки в траншее;
— с подъемом и укладкой т/п на лежки на бровке траншеи;
— ремонт т/п в траншее с подкопкой под трубу;
— с прокладкой новой нитки параллельно действующей (применяется, когда остановка трубы невозможна).
3.2 Способы ремонта ГП с заменой изоляции
Капитальный ремонт нефтепроводов с заменой изоляционного покрытия и при необходимости с восстановлением несущей способности стенки трубы производится следующими способами:
— с подъемом т/пр в траншее;
— с подъемом и укладкой т/п на лежке траншеи;
— без подъема с сохранением положения т/п.
Капитальный ремонт газопроводов с заменой изоляции и при необходимости с восстановлением несущей способности стенки трубы:
— с подъемом т/п и укладкой его на лежке на дне траншеи;
— с подъемом и укладкой т/пр на лежке на бровке траншеи:
а) вскрытого до нижней образующей при нормативном его заглублении;
б) частично вскрытого или невскрытого т/п при его заглублении менее нормативного.
3.3 Последовательность технологических операций
Рисунок 1 Схема снятия плодородного слоя почвы в зоне ведения работ при капитальном ремонте трубопровода
I — зона прохода ремонтной колонны; II — зона разработки траншеи и отвала минерального грунта; III, V- зоны работы бульдозера; IV — зона отвала плодородного слоя почвы.
Рисунок 2 Схема расстановки машин и механизмов при ремонте с подъемом и укладкой трубопровода на лежки в траншее. 1 — бульдозер; 2 — вскрышной экскаватор; 3 — передвижная дефектоскопическая лаборатория; 4 — очистная машина; 5 — трубоукладчик; 6 — троллейная подвеска; 7 — передвижная электростанция; 8 — лежки (крепи-опоры); 9 — автомобильный кран; 10 — изоляционная машина
Рисунок 3 Схемы вскрытия магистрального трубопровода а — одноковшовым экскаватором с двух сторон; б — одноковшовым экскаватором с одной стороны; в — строительным роторным экскаватором; г — специальным вскрышным экскаватором
4. Виды работ при ремонте газопроводов с заменой изоляционного покрытия.
4.1 Технологический набор работ при капремонте ГНП
Технологический набор работ при капремонте ГНП примерно соответствует набору работ по их сооружению. Специфика работ выражается в следующем:
в технике и технологии:
— наличие демонтажных работ, предшествующих выполнению последующих ремонтно-строительных операций;
— наличие специальных операций, заключающихся в устранении дефектов в металле трубы; особая сложность проведения вскрышных работ (ручной труд);
— сложность и трудоемкость работ по очистке наружной поверхности т/п от старой изоляции и продуктов коррозии. Принципиальное конструктивно-технологическое отличие применяемых специальных машин (вскрышные экскаваторы, изоляционные и очистные машины).
в организации проведения работ:
— операции по вскрытию, подъему, очистке от старой изоляции, сварочно-восстановительные, изоляционно-укладочным работам, и работам по засыпке т/п могут быть совмещены в специализированном потоке при минимальных сближениях частных потоков.
4.2 Подъём и очистка трубопровода от старого изоляционного покрытия
При капитальном ремонте подъёмно-очистные работы включают в себя:
— подъем вскрытого участка т/п и насадка очистной машины;
— очистка т/п от старой изоляции и визуальный осмотр трубы;
— укладка на лежки и отбраковка труб для производства сварочно-восстановительных работ;
Поверхность трубопровода при ремонте очищают в два этапа:
— предварительно — при подъеме трубопровода;
— окончательно — после выполнения сварочно-восстановительных работ.
К подъемно-очистным работам приступают сразу после вскрытия трубопровода. С помощью подъемных механизмов (трубоукладчиков) его приподнимают и на него насаживают очистную машину для снятия с поверхности трубопровода старой изоляции и продуктов коррозии. После очистки приподнятый трубопровод укладывают на бровке траншеи на лежки, расстояние между которыми определяется расчетом. Высота лежек должна быть достаточной для осмотра трубопровода со всех сторон.
Работы по укладке трубопровода на опоры и его предварительной очистки производятся непосредственно после проходки подкапывающей машины.
Технологическая последовательность работ по предварительной очистке и укладке газопровода включает:
— поддержание вскрытого участка (с сохранением его положения) трубоукладчиком и насадку на трубу очистной машины с разъемным рабочим органом;
— очистку (предварительную) от старого изоляционного покрытия и визуальный осмотр очищенной поверхности трубы;
— установку очищенного участка газопровода на специальные опоры типа УП, гидрокрепи, деревянные лежки «Самоходный подъемник — Атлант», с сохранением его положения.
При поточной организации ремонта газопровода, когда не требуется восстанавливать стенку трубопровода, работы выполняются одним механизированным потоком, без укладки трубы на опоры.
Предварительная очистка ремонтируемого г/п заключается в удалении с его наружной поверхности старого дефектного изоляционного покрытия, продуктов коррозии, окалин, грязи.
Технологическая операция по очистке и укладке на опоры с сохранением положения ремонтируемого т/п в траншее может быть осуществлена следующим образом.
Первый трубоукладчик с троллейной подвеской поддерживает вскрытый трубопровод для установки на трубу последовательно очистной машины и специальной самоходной опоры.
Второй трубоукладчик с троллейной подвеской поддерживает очищенный трубопровод для установки и перемещения по трубе специальных самоходных опор и подготовки очищенного трубопровода (фронта работ) для производства отбраковки труб и восстановительных работ.
Предварительная очистка поверхности от старого дефектного битумного или пленочного покрытия должна производиться механическим методом (резцами и щеткой) с применением очистной машины.
В процессе работы потока очистная машина должна находиться на расстоянии 6-8 м от первого трубоукладчика (сзади по ходу движения потока).
Первый трубоукладчик, поддерживая вскрытый трубопровод, перемещается по технологии на расстоянии 35 м от подкапывающей машины. Второй трубоукладчик поддерживает очищенный трубопровод на расстоянии 35 м и участвует в установке на трубу самоходных опор.
Рисунок 4 Схема подъема и укладки трубопровода на лежки одновременно всеми трубоукладчиками. 1 — трубоукладчик; 2 — трубопровод; 3 — лежки; Lт — расстояние между трубоукладчиками; Lст — расстояние от места установки полотенца до поперечного сварного стыка; h1 — высота подъема под крайними трубоукладчиками; h2 — высота подъема под средними трубоукладчиками; Lл — расстояние между лежками
I — расстановка трубоукладчиков друг от друга на расстоянии Lт в соответствии с технологическим расчётом;
II — подъём трубопровода одновременно всеми трубоукладчиками на требуемую технологическую высоту (h1 или h2);
III — подготовка лёжек под поднятым трубопроводом (или установка инвентарных опор) на определённом расстоянии Lл;;
IV — укладка трубопровода на лёжки одновременно всеми трубоукладчиками;
V — переход трубоукладчиков в следующее исходное положение, аналогично позиции I и операция подъёма повторяется.
В настоящее время трубопровод очищают от старой изоляции и продуктов коррозии механическим способом, с использованием резцов, металлических щеток. За рубежом большое распространение получили способы дробеструйной, пескоструйной очистки и водяной струей под давлением. В России используются машины типа ОМР, МПП и ОМГ.
Трубопровод после вскрытия остается в какой-то мере защемленным в грунте, поэтому перед подъемом его выдергивают из грунта трубоукладчиком. Остальные трубоукладчики ремонтной колонны поднимают трубопровод над дном траншеи на высоту, обеспечивающую рабочие условия для технологических машин.
5. Прогрессивные технологии для капитального ремонта изоляционного покрытия магистральных газопроводов.
Благодаря разработкам фирмы «Промтех-НН» совершен технологический прорыв в организации ремонтных работ по замене изоляционного покрытия на магистральных трубопроводах. Впервые в мире было найдено конструктивное решение о нанесении горячим способом мастичных материалов с повышенной вязкостью на трубопроводы диаметром свыше 820 мм в трассовых условиях.
К началу 1995 г. наиболее распространенным отечественным изоляционным покрытием, используемым при капитальном ремонте МГ с заменой изоляции, был «Пластобит». Покрытие наносилось методом «полива», но существовавшие тогда технические средства не обеспечивали стабильности параметров наносимой мастики, а возможность применения этого метода ограничивалась максимальным диаметром трубопроводов 820 мм. Качество покрытия зависело от работы машиниста.
В настоящее время на рынке изоляционных материалов существует около десятка видов изоляционных мастик и лент, которые обеспечивают довольно качественные, по отношению к предшествующим материалам, показатели. Наиболее прогрессивным является комбинированное мастично-полимерное покрытие, которое надежнее (срок эксплуатации до 30 лет и более) и на 10-15 % дешевле пленочных изоляционных покрытий. Фирма «Промтех-НН» создала машины для нанесения такого покрытия. Изоляционная машина наносит мастику под избыточным давлением. При этом мастика полностью заполняет поры и неровности, благодаря чему обеспечивается гарантированная сплошность покрытия. На сегодня альтернативы такому покрытию для трассовых условий нет.
Все машины сведены в единый технологический комплекс, который разработан для капитального ремонта изоляции магистральных трубопроводов диаметром от 377 до 1420 мм и включает:
— машину подкопочную автоматизированную ПТ-НН П;
— машину для предварительной очистки трубопровода ПТ-НН ПО;
— машину для финишной очистки трубопровода ПТ-НН ФО;
— машину грунтовочную ПТ-НН Г;
— машину изоляционную ПТ-НН И;
— котел плавильный ПТ-НН К;
— устройство поддерживающее УП;
— термоконтейнер ПТ-НН ТК.
Все названные машины имеют разрешение на изготовление и применение Госгортехнадзора РФ, большинство из них защищены патентами РФ и имеют сертификаты безопасности РФ.
Машины работают в следующей технологической последовательности. После вскрытия экскаваторами МГ по нему начинает перемещаться подкапывающая машина (рис. 1), которая удаляет остатки грунта сверху и призму грунта под МГ.
Рисунок 1 Машина подкопочная автоматизированная
Машина работает в ручном и автоматическом режиме, что позволяет ей проходить увеличенные перемычки до 2,5 м. Применение данной машины в технологической цепочке позволяет не только пройти по МГ всем машинам, но и заглубить газопровод практически до проектной глубины (
0,7 м), что очень актуально для безаварийной эксплуатации.
Далее в техническом ряду находятся очистные машины с механическим принципом предварительной и финишной очистки. Очистная машина предварительной очистки в качестве рабочих органов использует резцы, а очистная машина финишной очистки — активно приводные щетки. Первая машина снимает старую пленочную или битумную изоляцию, а вторая очищает поверхность МГ от остатков старой изоляции и ржавчины до 4-го класса очистки. С целью обеспечения безопасности эксплуатации данных машин в них принята частота вращения роторов не более 100 мин — 1 , а за счет активного привода щеток их частота вращения составляет около 1000 мин — 1 , что позволяет наряду с безопасной эксплуатацией машин добиваться высокой степени очистки.
После прохождения этих машин производится дефектация поверхности МГ — одно из самых главных звеньев в технологии ремонта. В настоящее время актуальным становится вопрос оснащения очистных машин модулем контроля качества очистки и дефектации поверхности МГ. Практически с постановкой данного вопроса мы стоим у порога оснащения машин микропроцессорной техникой и компьютеризации технологических процессов ремонта МГ. Однако одному предприятию решать столь сложные задачи сложно, нужно объединение нескольких предприятий и КБ, и во главе этого процесса должны стоять ОАО «Газпром» и ВНИИГАЗ.
Следующей машиной, которую уже 8 лет выпускает ООО «Промтех-НН», является грунтовочная (рис. 2). Данная машина надежна и безотказна, хорошо выполняет свою функцию. Начиная с октября 2004 г. выпускаются новые грунтовочные машины. В них сделан узел подогрева праймера до температуры не ниже 10°С. Нагрев осуществляется в автоматическом режиме.
Кроме того, предусмотрена защита машины от атмосферных осадков и исключено попадание воды в грунтовку.
Рисунок 2 Машина грунтовочная (грунтовочно-изоляционная)
Наравне с проблемой качества очистки и дефектации поверхности МГ стоит вопрос качества изоляции. Изоляционная машина, производимая ООО «Промтех-НН», использует принцип экструзии мастики на поверхность трубы. Это и является главным ее преимуществом перед другими изоляционными машинами. Принцип «окунания трубы в мастику» позволяет заполнить ею всю поверхность трубы на 100%, без образования пазух и воздушных карманов. Машина постоянно совершенствуется как с точки зрения надежности, так и с точки зрения качества технологических параметров.
Сегодня фирма «Промтех-НН» выпускает 5-е поколение этих машин (рис.3).
Вопросы оптимизации качественно-экономических параметров также актуальны и в отношении данной машины.
Дополнительно к этим машинам имеются технические средства малой механизации для выборочного ремонта изоляционного покрытия МГ:
— ручные грунтовочные машины;
Рисунок 3 Комплекс для нанесения защитного покрытия
— ручные изоляционные машины (приспособленные к применению современных изоляционных материалов: РАМ, Поликор и т.д.);
— электрические котлы малой вместимости;
— упорные винтовые опоры.
Из 150 тыс. км МГ ОАО «Газпром» около 10 тыс. км (со сроком службы более 30 лет) требуют скорейшего ремонта изоляционного покрытия. ОАО «Газпром» без резкого увеличения доли капитального ремонта с заменой изоляции МГ может существенно отстать от «недремлющей коррозии».
С целью значительного снижения в будущем затрат на капитальный ремонт МГ и повышения безопасности их эксплуатации необходимо переходить от «концепции выборочного ремонта» к «концепции масштабных или протяженных типов ремонта».
Комплекс машин ООО «Промтех-НН» целесообразно применять на ремонтируемых МГ протяженностью от 1 км и более. С точки зрения технологий применения и расстановки комплекса машин и строительной техники это бульдозеры, экскаваторы, трубоукладчики, дизель-генераторы, подкапывающая машина (при условии ремонта МГ в траншее), очистная машина, грунтовочная машина, изоляционная машина, котел для приготовления и подачи мастик, термоконтейнер.
А с экономической точки зрения применение данного комплекса машин целесообразно на участках длиной от 3-4 км.
Если использовать высокопроизводительную технику ООО «Промтех-НН» на участках МГ в несколько десятков или сотен метров, то при скоростях движения машин от 100 до 300 м/ч вся работа сведется к одним насадкам и перенасадкам технологической техники и строительных машин, а это относится к непроизводительным затратам. Кроме того, при выборочном (локальном) ремонте будут с нарастанием отставать темпы ввода после капитального ремонта МГ от темпов роста прогнозируемых опасных участков.
Специалистам ОАО «Газпром» и ремонтно-строительных управлений, которым все равно придется решать поставленные вопросы, целесообразно осуществлять это в комплексе:
— развивать и совершенствовать новые технологии и концепции ремонта МГ;
— переоснащать ремонтно-строительные колонны новой техникой;
— развивать дальнейшие научно-технические заделы на научных и промышленных предприятиях — партнерах ОАО «Газпром»;
— переобучать кадры в ремонтно-строительных подразделениях ОАО «Газпром»;
— через внедрение новой прогрессивной техники привлекать новые молодые кадры.
При этом появление предприятий-конкурентов только ускорит динамику развития отрасли (рост производительных характеристик и снижение затрат производства машин).
ООО «Промтех-НН», имея опыт работы в ВПК и с АК «Транснефть», готово со своей стороны стать партнером ОАО «Газпром». Принципиальное обновление парка ремонтной техники, осуществляемое ОАО «Газпром», уже в ближайшее время приведет к значительному увеличению объемов планируемых ремонтных работ.
Заключение
Для повышения эффективности, надёжности и безопасности функционирования систем трубопроводов необходимо проводить постоянную, целенаправленную работу по поддержанию их надлежащего технического уровня, своевременному устранению выявляемых в процессе эксплуатации дефектов и отказов.
Высокая эффективность своевременного и качественного проведения ремонтно-восстановительных работ может быть достигнута только за счёт комплексного решения взаимоувязанных и взаимозависимых оптимизационных задач по технике, технологии, организации и управлению ремонтным производством.
Определение долговечности покрытия — чрезвычайно важная производственная задача. Зная долговечность изоляции, эксплуатационные организации могут заранее выделять необходимые средства и своевременно подготавливать людей, машины и механизмы для её текущего, или капитального ремонта, предотвращая тем самым возможные аварии на подземном трубопроводе.
Библиографический список
Борисов Б.И. Защитная способность изоляционных покрытий подземных трубопроводов. М.: Недра, 1987г.
Ремонт линейной части магистральных газонефтепроводов / Н.Х. Халлыев, Б.В. Будзуляк, М.А. Лежнёв. М.: 2005. 142 с.
Сооружение и ремонт газонефтепроводов и газонефтехранилищ: Сборник научных трудов / Редкол.: А.Г. Гумеров и др. У.: 2002. 232 с.
Трубопроводный транспорт нефти / С.М. Вайншток, В.В.Новосёлов, А.Д.Прохоров, и др. М.: ООО «Недра-Бизнесцентр», 2006. Т.2. 621 с.
Газовая промышленность, №2, 2005. 95 с.
Размещено на Allbest.ru
Подобные документы
Увеличение доли газа в топливном балансе страны. Состав комиссии по приемке газопроводов по окончании монтажа или капитального ремонта. Документация, предоставляемая подрядчиком. Основания для присоединения объекта к действующей системе газоснабжения.
контрольная работа [18,0 K], добавлен 18.03.2012
Назначение и классификация магистральных газопроводов, категории и виды трубопроводов. Состав сооружений магистрального газопровода. Виды дефектов трубопровода, проведение дефектоскопии. Характеристика факторов техногенного воздействия при эксплуатации.
курсовая работа [4,0 M], добавлен 26.05.2009
Изучение способов очистки внутренней полости трубопроводов, оборудования для промывки и продувки. Приемка и ввод в эксплуатацию подземных газопроводов. Технология проведения аварийно-восстановительных ремонтов. Испытания газопроводов на герметичность.
реферат [890,4 K], добавлен 31.01.2013
Классификация городских газопроводов. Схемы и описание работы городских многоступенчатых систем газоснабжения. Расчет газопровода на прочность и устойчивость. Технология укладки газопроводов из полиэтиленовых труб. Контроль качества сварных соединений.
курсовая работа [1,6 M], добавлен 19.08.2010
Диагностика магистральных газопроводов. Подготовительный этап проведения ремонта. Расчет толщины стенки трубопровода. Основные этапы ремонтных работ: земляные, очистные и изоляционно-укладочные, огневые работы. Контроль качества выполненных работ.
курсовая работа [1,4 M], добавлен 09.05.2014
Источник