Ремонт кабины платформы оперения
Основные дефекты кабин и оперения: изгиб, скручивание, вмятины, перекосы, трещины, разрывы, коррозийные разрушения, ослабления заклепочных и болтовых соединений, нарушение антикоррозийных покрытий, разрушение сидений и спинок.
Причины появления этих дефектов — вибрации во время движения, механические повреждения, а также ослабления креплений отдельных узлов в процессе эксплуатации, повреждение покрытий и несвоевременное устранение этих неисправностей.
Приемы ремонта. При всем многообразии конструкций тракторов и автомобилей и дефектов кабин и оперения приемы их ремонта можно свести к следующим основным: удаление старой краски и коррозии, сварка, правка и выравнивание поверхности, постановка дополнительных деталей, восстановление защитных покрытий.
Рекламные предложения на основе ваших интересов:
Удаление старой краски и коррозии. Старую краску с кабин и оперения машин удаляют механическим или химическим способом.
Сварка. При ремонте кабин и оперения применяют главным образом газовую сварку, ручную электродуговую, контактную и полуавтоматическую в среде защитного газа. Кроме того, часто используют пайку твердыми припоями.
Трещины заваривают непосредственно, а пробоины и разрывы — наложением заплат. Ремонтные детали кабин и заплаты приваривают внахлестку с перекрытием краев на 20…24 мм. Сварные швы проковывают пневматическим или рихтовальным ручным молотком сразу после сварки в горячем состоянии.
Длинные трещины и большие заплаты во избежание коробления участка заваривают не сплошными швами, а отдельными участками.
Трещины в панелях кабины устраняют пайкой припоем ПМЦ -54, бронзовой или латунной проволокой специальным аппаратом НИИАТР Р-477.
Правка. Вмятины, перекос, скручивание и изгиб устраняют правкой в холодном состоянии или с предварительным подогревом поврежденного места газовой горелкой до температуры 600…650 °С.
Выравнивают вмятины в два приема. Сначала делают выколотку и затем рихтовку. Выколотку вмятин ведут на поддержке или на плите ударами специального молотка до выравнивания вмятины, затем оставшиеся бугорки подравнивают деревянной или резиновой киянкой. Иногда при выколотке вместо металлической поддержки используют мешок с песком.
Выколотку глубоких вмятин без острых краев и загибов начинают с середины и постепенно переносят удары молотка или киянки к краям. Вмятины с острыми углами выбивают, начиная с острого угла или с выправки складки. Пологую вмятину выколачивают, начиная с краев к середине. Одну выпуклость устраняют за счет растяжения металла ударами молотка по концентрическим кругам. По мере приближения молотка к границе выпуклости силу удара молотка уменьшают, чем больше будет сделано кругов (цепочек), тем успешнее будет сглаживание.
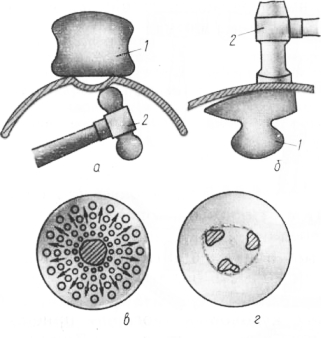
Рис. 1. Выколотка и рихтовка вмятин:
а — выколотка вмятины при помощи поддержек; б — рихтовка на поддержке; в — устранение одной вмятины: г — устранение нескольких вмятин; 1 — поддержка; 2 — специальные выколоточный и рихтовочный молотки.
Рихтовку делают на поддержках, подобранных по профилю восстанавливаемой панели, рихтовальными молотками вручную или при помощи специальных станков и механизированных приспособлений. При рихтовке наносят частые не сильные удары один возле другого, постепенно выравнивая бугорки и вогнутости, до полного устранения шероховатости поверхности. Качество рихтовки проверяют личным напильником, слегка зачищая место рихтовки. Если остаются углубления, рихтовку повторяют.
Сильно растянутые участки, например на крыльях автомобилей, восстановить правкой, как правило, не удается. В этом случае часть растянутого металла вырезают, а кромки выравнивают и сваривают.
Перекосы и прогибы выправляют при помоши специальных приспособлений и струбцин с механическим или гидравлическим приводом.
Небольшие вмятины, дефекты рихтовки, сварочные швы и другие неровности выравнивают заполнителями — термопластическими массами ПФН -12, ТПФ -37, эпоксидными клеевыми составами и мягкими припоями.
Постановка дополнительной детали применяется в том случае, если поврежденный участок детали (панели) нельзя восстановить сваркой и правкой. Поврежденную часть удаляют ножовкой, ножницами или другим инструментом. Изготавливают по шаблону новую часть и ставят ее на место удаленной, закрепляя заклепками, сваркой, болтами или клеем.
Основные неисправности сидений: загрязнение, истирание и прорыв обивки спинок и подушек; ослабление и излом пружин и рамок; износ и повреждение пористой пластмассы или губчатой резины.
Ремонт сидений. При ремонте сиденья полностью разбирают. Обивку спинок и сидений обычно заменяют новыми. Металлические рамки правят и сваривают. Пружины, потерявшие форму и упругость, выбраковывают и вместо них изготавливают новые при помощи специальных приспособлений. Поврежденные деревянные эамки выбраковывают и изготавливают новые. Поврежденные участки подушки из губчатой резины вырезают и ставят на резиновом клее новые участки. Изношенные подушки из пористой пластмассы заменяют новыми.
Собирают сиденья на специальных стендах, позволяющих сохранять необходимую форму сидений и равномерное натяжение обивки.
Источник
Технологический процесс ремонта кузовов и кабин
Дефекты кузовов и кабин
Характерными дефектами деталей кузовов, кабин и оперения (рис.1.) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др.
Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов.
Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества стали, дефектов сборки узлов и деталей, недостаточной прочности конструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т. д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
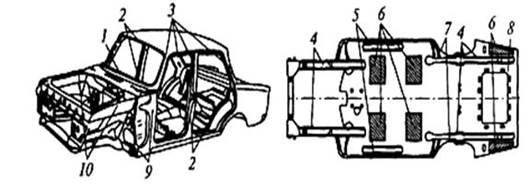
Рис.1. Характерные повреждения:
а.) цельнометаллический кузов автомобиля:
1 — передний и задний проемы ветровых стекол; 2 — дверные проемы; 3 — стойки под крышу; 4 — передние и задние лонжероны; 5 — левый и правый пороги основания; 6 — днище; 7- левый и правый задние брызговики; 8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики.
б.) кабина грузового автомобиля:
1 — разрушение сварочных швов; 2 — разрывы; 3 — вмятины и выпучины; 4 — прогиб и перекосы стоек; 5 — пробоины; 6 — коррозия; 7- трещины.
Технологический процесс ремонта кузовов и кабин
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей или их замену, сборку, окраску и контроль качества.
Разборку кузовов и кабин выполняют в два этапа. Это демонтаж всех деталей и сборочных единиц, установленных с внутренней и наружной сторон кузовов и кабин, с последующей разборкой корпуса для ремонта после удаления старого лакокрасочного покрытия и выявления всех его дефектов. Так как в большинстве случаев цельнометаллические корпуса кузовов и кабин являются неразъемными (соединены сваркой), то полную разборку корпуса на панели и детали не производят. Ее выполняют только до такой степени, чтобы имелась возможность произвести дефектацию и при необходимости заменить или отремонтировать элементы корпуса, образующие каркас.
В зависимости от экономической целесообразности ремонта кузовов и кабин применяют различные способы устранения имеющихся на их поверхностях дефектов.
Наибольшую трудоемкость и стоимость ремонта кузовов и кабин составляют работы по устранению дефектов на их цельнометаллических сварных корпусах. Ремонт корпуса кузова, имеющего различные дефекты, предусматривает правку панелей, удаление поврежденных участков корпусов, устранение трещин и разрывов, крепление ДРД на места удаленных панелей, проковку и зачистку старых швов, окончательную правку и рихтовку поверхностей.
Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями. Для выравнивания вмятин в труднодоступных местах применяют Инструмент различной формы (рис.2). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
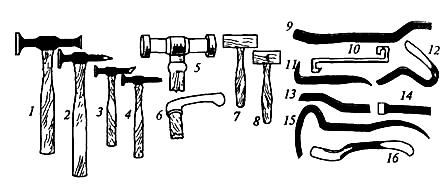
Набор инструментов для удаления вмятин:
1. 6 — молотки;7 и 8 — киянки; 9. 16 — оправки (ложки).
Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль над процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 3) с использованием комплекта приспособлений (рис. 4). Усилия растяжения и сжатия создают рабочими цилиндрами 1, 3 (рис. 3), в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки 6, которые закреплены на фундаментной раме 2. На подставки опираются силовые поперечные трубы, которые губками зажимов закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалочными приспособлениями 5. Предварительной правкой устраняют глубокие вмятины (рис. 4, б), изгибы (рис. 4, в) и перекосы (рис. 4, г). Так как в процессе правки могут образоваться трещины или разрывы, которые в дальнейшем необходимо устранить, правку проводят перед сварочными работами.
Удаление поврежденных участков кузовов и кабин выполняют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Преимущества пневматического резца — это высокая производительность труда (0,08…0,1 м/с) по сравнению с газовой резкой (0,02м/с) и лучшее качество кромок в местах вырезки. Дефектные участки размечают с помощью шаблонов и мела, а затем удаляют. При удалении дефектных участков кузова или кабины необходимо предохранять корпус от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40А и напряжении 30В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5. 2,5мм, горелками ВСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной в 5. 1,5мм) и № 2 (для листов 1,0. 2,5мм). Для этого используют проволоку Св-08 или Св-15 диаметром (0,5h + 1) мм, где h — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10. 30мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.

Рис.3.Стенд для правки кузова легкового автомобиля:
1,3— рабочие цилиндры;2 — рама; 4 — кузов; 5 — расчалочное приспособление;
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После его деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7. 1,5мм.
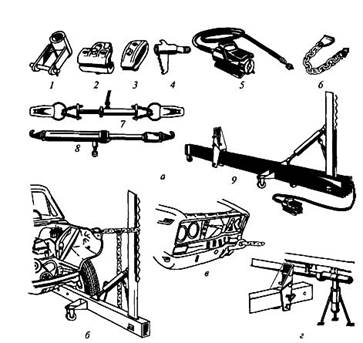
Приспособления для выполнения правки деформированного участка кузова:
а — комплект приспособления для устранения перекосов и перегибов; б, в и г — использование приспособлений при правке; 1 — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка с зубцами для захвата выпрямляемой панели; 5 — насос; 6 — двойной захват; 7 — натяжной цилиндр с вытягивающим устройством; 8 — натяжной цилиндр с захватами; 9 — правильное устройство.
Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и выпучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.
Источник
Ремонт рам, поворотных платформ и кабин
Ремонт рам (полурам) и платформ
Во время работы машины на раму действуют различные по характеру и направлению нагрузки, которые вызывают в ее конструктивных элементах погнутость, перекосы, трещины, ослабления заклепочных и резьбовых соединений, разрушение сварных швов, износы проволочных плоскостей и отверстий для крепления сборочных единиц и т. д.
Величину скрученности и погнутости отдельных продольных и поперечных балок определяют с помощью шаблонов, реек и линеек. Разность диагоналей рамы указывает на величину перекоса. Состояние заклепочных соединений определяют остукиванием молотком. Если в продольных балках имеется более трех трещин длиной более половины поперечного сечения, раму бракуют. При небольших изгибах, износе привалочных плоскостей, ослаблении не более одной заклепки в каждом соединении раму ремонтируют без разборки.
Трещины в элементах стальных рам устраняют электродуговой сваркой электродами ОЗС-4, ОЗС-6 УОНИ-13/55У и др. Концы трещины засверливают электродрелью, а кромки разделывают с двух сторон на глубину 4-5 мм под углом 45″.
Сварной шов и зону термического влияния проковывают клепальным молотком. Для усиления сварного соединения приваривают ромбовидную накладку. Приваривать накладки поперечным швом не рекомендуется.
Правку погнутых элементов в собранном виде выполняют винтовыми или гидравлическими приспособлениями. При значительных деформациях раму разбирают, погнутые элементы правят на гидравлических прессах, оставшийся прогиб балок, поперечин и раскосов не должен превышать 2 мм на каждый метр длины.
Ослабленные заклепки удаляют, срезая головки пламенем газовой горелки или пневматическим зубилом. Оставшуюся часть заклепки удаляют выколоткой. Изношенные отверстия рассверливают и развертывают под увеличенный размер заклепки или заваривают, удаляют наплывы металла и по шаблону просверливают и развертывают новое отверстие нормального размера. Затем ставят новую заклепку и расклепывают в холодном или горячем состоянии, формируя ее головку вручную, пневматическим или гидравлическим инструментом. Более эффективна холодная клепка, преимущество которой заключается в том, что тело зак-лепки заполняет отверстие независимо от его формы и плотно соединяет элементы рамы. При горячей клепке заклепки нагревают до температуры 900-950 «С в горне или газовой горелкой. Клепку производят вручную при помощи наставки, обжимки и молотка или гидравлического приспособления типа клешей или скоб. Горячая заклепка при остывании уменьшается в размере, в результате чего ослабляется соединение.
В каждом заклепочном соединении рамы допускается замена одной заклепки болтом, при этом болт становится с натягом, а гайка затягивается до отказа и стопорится.
Изношенные отверстия под болты развертывают под увеличенный размер или заваривают, сверлят и развертывают под нормальный размер.
Резьбовые отверстия восстанавливают нарезанием резьбы ремонтного размера или заваркой с последующим сверлением и нарезанием резьбы номинального размера.
Изношенные отверстия проушины передней полурамы под ось вертикального шарнира и под палец цилиндра поворота трактора К-701 растачивают на проход на станках 2Н55 или 2Н150 с помощью специальных приспособлений и запрессовывают ремонтные втулки с последующим их растачиванием на проход под номинальный размер. Изношенные втулки заменяют новыми, а оси вертикального шарнира тракторрв К-701 и Т-150К восстанавливают наплавкой под слоем флюса.
Опорные поверхности на брусьях рам при износе более 3 мм наплавляют электродами УОНИ-13/55У и обрабатывают до размеров, указанных в технических требованиях.
При ремонте поворотных платформ экскаваторов сварные швы, имеющие трещины, срубают или срезают пламенем газового резака по всей длине дефектного участка и вновь заваривают электродами УОНИ-13/45 и УОНИ-13/55. Не допускается подваривать поврежденные швы без удаления дефектных участков. Трещины в сварных швах, соединяющих корпуса опорных подшипников центральной цапфы ходовой рамы и вертикальных валов реверсивного и поворотного механизмов с листом платформы, заваривают с использованием сварочного кондуктора, который позволяет сохранять межцентровые расстояния между отверстиями. После заварки параллельность осей отверстий и межцентровые расстояния проверяют специальными шаблонами.
Сквозные трещины в нижнем листе поворотной платформы экскаватора ЭО-4111Б, проходящие к отверстию корпуса подшипника нижней опоры поворотного механизма, к отверстию корпуса подшипника центральной цапфы ходовой рамы или под рельсовые накладки, не заваривают, а заменяют все участки, пораженные этими трещинами. Для этого пламенем газового резака срезают детали, прилегающие к зоне трещины, затем вырезают в нижнем листе и в задней усиливающей накладке место, пораженное трещинами. Вырез делают так, чтобы усиливающая накладка выступала из-под нижнего листа на 100 мм. Затем изготовляют из листовой стали две заплаты. Первую приваривают встык с усиливающей накладкой и внахлестку с нижним листом. Вторую заплату вставляют в вырез нижнего листа и сваривают по периметру встык. После сварки швы зачищают заподлицо с основным металлом и вновь приваривают детали, срезанные перед постановкой заплаты.
Трещины на внутренних и наружных листах станин (стойках поворотной платформы экскаватора ЭО-4111Б) устраняют вырезкой дефектных участков листов с последующим наложением на них заплат.

Рис. Приварка заплат к нижнему листу поворотной платформы:
1 — нижний лист; 2 — усиливающая накладка; 3 — первая заплата; 4 — вторая заплата.
Ремонт кабин и оперения
Основными дефектами являются:
- вмятины
- трещины
- разрывы
- перекосы
- коррозионные разрушения
- повреждение антикоррозионных покрытий
- нарушение уплотнений кабин
- износ резьбовых отверстий, спинок и сидений
- и др.
Кабину выбраковывают, если несущая ее часть значительно деформирована или повреждена коррозией.
Ремонт кабины сводится к выравниванию деформированных участков. Вмятины и мелкие неровности правят (рихтуют) специальным инструментом. Правку можно вести с местным нагревом газовой горелкой. Если часть изделия (капот, кабина, облицовка) значительно повреждена, то поврежденную часть вырезают. Заплату или ремонтную деталь вырезают по шаблону, соответствующему вырезанной части, устанавливают на место и прихватывают сваркой. После окончательной подготовки и зачистки вырез приваривают по всему периметру.
Трещины, разрывы, пробоины заваривают сваркой в среде углекислого газа проволокой Св-08Г2С, Св-08ГС диаметром 0,8-1,2 мм с помощью полуавтоматов А-825М, А-547 и др. При ремонте деталей из тонколистовой стали используют также газовую сварку. После сварки швы на лицевой поверхности зачищают заподлицо с основным металлом.
Перекосы и прогибы кабины устраняют при помощи специальных приспособлений и струбцин с винтовым или гидравлическим приводом.
Сиденья кабин могут иметь загрязнения, истирания и прорывы обивки спинок и подушек, износы и повреждения пористой пластмассы или губчатой резины.
При ремонте сиденья полностью разбирают, обивку обычно заменяют новой. Пружины, потерявшие форму и упругость, выбраковывают. Поврежденные участки подушки из губчатой резины вырезают и вставляют на резиновом клее новые. Изношенные подушки из пористой пластмассы заменяют новыми.
Технология ремонта металлических кузовов аналогична технологии ремонта кабин.
Источник