Ремонт картера коробки передач
Устранение дефектов картеров коробок передач, например, автомобиля ГАЗ , целесообразно производить по трем маршрутам.
Первый маршрут — устранение износа отверстий под ось блока шестерен промежуточного вала. Чаще всего это производят методом дополнительной ремонтной детали. Основное требование к операции — обеспечить соосность отверстий, параллельность и необходимое межцентровое расстояние.
Базой для установки картера при обработке служат верхняя ее плоскость и два технологических отверстия. После гильзовки отверстия в передней и задней стенках картера следует развернуть за один проход. Окончательная операция — торцовка бобышек отверстий. При большом износе бобышек их восстанавливают наплавкой или приваркой ремонтных деталей.
Рекламные предложения на основе ваших интересов:
Второй маршрут помимо операций первого предусматривает устранение износа гнезд подшипников первичного и вторичного валов. Существует несколько способов восстановления изношенных гнезд, из которых гильзовка — наиболее распространенный. При этом целесообразно производить одновременную расточку всех отверстий картера с одной установки детали. В этом случае обеспечивается высокая производительность труда и хорошее качество ремонта.
Из других способов восстановления посадочных гнезд подшипника наиболее эффективным является электро-микронаплавка. Для этого поверхности, подлежащие восстановлению, тщательно зачищают наждачной шкуркой № 50-80 ( ГОСТ 13344—79) до металлического блеска. Деталь устанавливают на стол и в наплавляемое отверстие вводят вращающийся при 3800 мин-1 электрод из меди. После наплавки поверхность зачищают абразивной шкуркой и производят калибровку отверстий при помощи прошивок до номинального размера.
Для восстановления изношенных отверстий в корпусных деталях могут быть применены также гальваническое натирание, местное железнение и полимерные материалы ( ГЭН -150В). Разработан метод восстановления отверстий в картерных деталях электроконтактной приваркой размерной заготовки.
Третий маршрут, помимо рассмотренных выше дефектов, предусматривает устранение трещин, обломов и пробоин в чугунных корпусах коробок передач.
Сварку чугунных картеров производят с общим и местным подогревом. Общий подогрев изделий производят в электрических или газовых печах до температуры 600…700°С, а местный — до 400—450 °С с помощью газовых горелок. При сварке с подогревом применяют чугунные электроды марок А и Б ( ГОСТ 2671—80), а также поршневые кольца и бруски из тормозных барабанов. При необходимости можно использовать нихромовую проволоку.
Институт электросварки им. Е. О. Патона разработал и рекомендует в производство полуавтоматическую сварку чугунных деталей порошковыми проволоками на постоянном токе прямой полярности в среде углекислого газа с использованием полуавтоматов А-537, ПШ-54, ПШ-5 и А-765. Для сварки деталей в холодном состоянии рекомендуется проволока ППЧ -1, а для полугорячей (подогрев до 300…400 °С) и горячей (600…650 °С) сварки — ППЧ -2.
Проволока ППЧ содержит в составе шихты большое количество элементов-графитизаторов (углерода, кремния), обеспечивающих получение наплавленного металла, близкого по физико-механическим свойствам к основному.
Предел прочности сварного соединения составляет 170…250 МПа, а твердость шва и переходной зоны — 170…240 ИВ (1700…2400 МПа).
В настоящее время при ремонте чугунных деталей тракторов и автомобилей все шире начинает применяться газоэлектрическая сварка в среде углекислого газа проволокой Св-08Г2СА диаметром 1 мм. Режим сварки: сила тока 100…120А, напряжение 18…21 В, скорость сварки до 10…12 м/ч.
При ремонте корпусных деталей машин из чугуна на долю ручной дуговой сварки приходится наибольший объем. Решающее значение имеет применение специальных электродов ЦЧ-4, ОЗЧ -1, АНЧ -1, МНЧ -1 и др. Электрод ЦЧ-4 применяется в тех случаях, когда шов механически не обрабатывается, в эксплуатации слабо нагружен и к нему не предъявляется высоких требований по обеспечению плотности соединения. В противном случае шов покрывают эпоксидной композицией. Электрод ОЗЧ -1 используется для сварки чугунных деталей в ответственных местах с последующей проковкой сварочного шва для снижения величины усадочных напряжений и обеспечения его плотности. Электродом МНЧ -1 заваривают трещины, подвергающиеся в дальнейшем механической обработке.
Электроды АНЧ -1 обладают по сравнению с электродами 034-1 меньшей склонностью к образованию пор и трещин; шов легко обрабатывается. Они состоят из аусте-нитной проволоки ОХ18Н9, помещенной в медную оболочку с покрытием основного типа. Наплавленный этим электродом металл представляет собой медную основу с включениями стали с аустеиитной структурой. Отбел чугуна в зоне сплавления незначителен, что обусловлено графитизирующим влиянием меди и никеля.
Основной трудностью при заварке чугунных картеров является обеспечение плотности соединения. Так как на предприятиях картеры коробок передач, редукторы раздаточных коробок и другие изделия после восстановления проверке на герметичность не подвергаются, то после зачистки швы следует покрыть эпоксидной композицией.
При газовой (ацетилено-кислородной) сварке чугунных картеров коробок передач в качестве присадочного материала применяют чугунные прутки, а в качестве флюса — смесь из 23% буры, 27 — соды и 50% азотнокислого натрия.
Часто чугунные картеры запаивают латунью Л-62. В этом случае флюсом служит чистая бура или смесь буры и борной кислоты 1:1.
Источник
Ремонт коробки переключения передач (КПП)
Основными дефектами коробки передач являются:
- износ зубьев шестерен;
- поломка или выкрашивание зубьев;
- износ шлицев валов и шестерен;
- износ подшипников и мест их посадки;
- износ вилок, стопоров и замков;
- трещины картера.
Разборка коробки передач
Устранение отдельных дефектов коробки передач связано с ее частичной или полной разборкой. При разборке выполняют следующие основные операции:
- отъединяют компрессор (при его наличии) от картера коробки передач;
- снимают верхнюю крышку с механизмом переключения передач;
- отвертывают болты, снимают переднюю крышку и извлекают ведущий вал с подшипником;
- отвертывают заднюю крышку и извлекают ведомый вал с подшипником;
- вынимают из картера коробки шестерни ведомого вала, ось и вилку включения заднего хода;
- снимают стопорную пластину оси заднего хода и оси промежуточного вала и выбивают оси (у автомобилей ЗИС-5 и ЗИС-150 отвертывают крышки подшипников промежуточного вала);
- вынимают из картера шестерни заднего хода и промежуточный вал или блок шестерен.
Ремонт зубьев шестерен, шлицев и валов
Зубья шестерен подвергаются нормальному износу в результате трения, а ускоренному — в результате неправильного ударного переключения передач, неполного зацепления зубьев, рывков или недоброкачественной смазки. При этом зубья скалываются, выкрашиваются, а иногда и ломаются.
Состояние зубьед контролируют внешним осмотром, шаблоном или измерением толщины их штангензубомером по начальной окружности шестерни.
Зубья шестерен, имеющие заусенцы и небольшую выработку, зачищают абразивными брусками (оселком). Шестерни, имеющие выкрошенные или сломанные зубья, заменяют новыми. Для получения правильного зацепления зубьев необходимо сопряженные шестерни (пару) заменять одновременно. Замена одной шестерни допускается при постановке не новой, а уже работавшей шестерни, которая но своему износу может быть допущена к дальнейшей эксплуатации.
При необходимости изношенные и выкрошенные зубья можно восстановить наплавкой металла с последующей термической и механической обработкой. Наплавку зубьев газовой сваркой производят сормайтом № 2 (твердый сплав) или стержнями, изготовленными из выбракованных шатунных болтов и клапанных пружин.
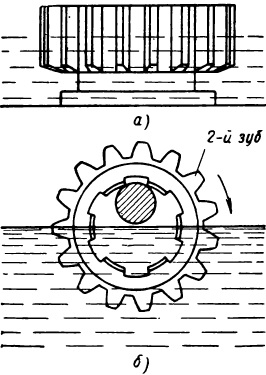
Рис. Установка шестерен при наплавке зубьев:
а — при наплавке торцевой поверхности; б — при наплавке боковой поверхности.
При наплавке торцевой поверхности зубьев производят следующие операции:
- Устанавливают шестерню в ванну с водой так, чтобы зубья были погружены в воду на 1/3—1/2 своей длины (рис. а).
- Нагревают поверхность зуба ацетилено-кислородной горелкой до потения (не доводя металл до плавления), наносят флюс (буру) и каплями наносят сормайт до заполнения изношенной части зуба. После наплавки всех изношенных поверхностей шестерню оставляют в ванне до остывания. При наплавке стержнями из шатунных болтов и клапанных пружин зубья закаливают путем опускания шестерни в ванну. Зачищают наплавленные зубья абразивным бруском.
- При наплавке боковой поверхности зубьев шестерню помещают в ванну с водой на стержне вертикально (рис. б) и наплавляют второй зуб, считая от поверхности воды. Когда наплавленный зуб остынет до вишневого цвета, его погружают в воду поворотом шестерни, затем наплавляют следующий зуб и т.д.
По окончании наплавки всех зубьев их зачищают. Изношенные шлицы шестерен ремонтируют редко, так как шестерни выбраковываются обычно ранее из-за износа зубьев. Шлицы можно ремонтировать также наплавкой металла. Изношенные шлицы на валах иногда восстанавливают раздачей с последующей механической обработкой. Помимо износа шлицев, валы коробки передач могут иметь погнутость и изношенные места посадки шариковых и роликовых подшипников.
Вал проверяют на биение индикатором в центрах токарного станка.
Погнутый вал выправляют без нагрева под прессом.
Изношенные места посадки подшипников на валах восстанавливают наплавкой металла сваркой, хромированием, металлизацией или протачиванием шеек с последующей напрессовкой стальных втулок.
Ремонт механизма переключения передач
Дефектами деталей механизма переключения передач являются:
- погнутость или износ вилок;
- износ ползунов;
- износ замков и стопоров;
- износ рычага переключения передач.
Эти дефекты вызывают самопроизвольное выключение передач, одновременное включение двух передач, неполное зацепление шестерен и выход рычага из гнезда вилок.
При разборке механизма переключения коробки передач необходимо:
- расшплинтовать и вывернуть болты крепления вилок;
- вынуть ползун первой и второй передач, а также замок и стопор (остальные ползуны должны находиться в нейтральном положении);
- удалить ползун заднего хода, стопор и замок;
- вынуть ползун третьей и четвертой передач и его стопор;
- отвернуть колпак или стопорный болт крышки и вынуть рычаг с пружиной вверх (автомобиль ГАЗ-51) или вниз (автомобиль ЗИС-150).
Погнутость вилки определяют на проверочной плите, а правят ее в холодном состоянии под прессом. После правки и вторичной проверки вилку тщательно осматривают и при обнаружении трещин заменяют новой.
Изношенные щечки вилки (охватывающие каретку шестерни) и гнездо для шарового конца рычага переключения передач восстанавливают, наплавляя металл сваркой. Наплавленные места обрабатывают на фрезерном станке.
Изношенные выемки на ползунах под стопоры и замки исправляют абразивным бруском. При этом необходимо следить, чтобы не был смещен центр выемки.
Изношенные шарики стопоров и замков, а также ослабевшие пружины заменяют.
Сборка и испытание коробки передач
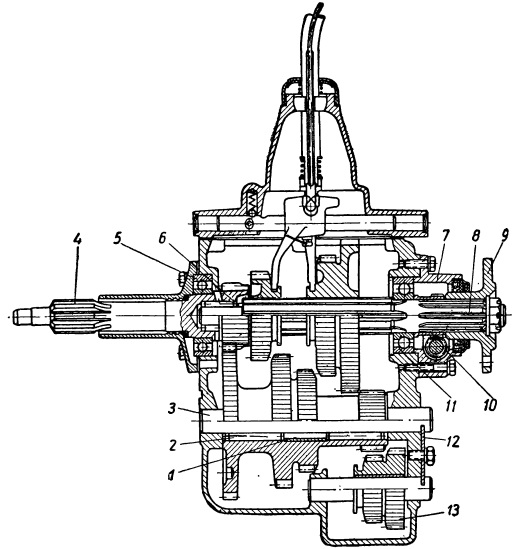
Рис. Коробка передач автомобиля ГАЗ-51:
1 — распорная втулка; 2 и 6 — роликовый цилиндрический подшипник; 3 — ось блока шестерен; 4 — ведущий вал; 5 — крышка подшипника ведущего вала; 7 — задняя крышка ведомого вала; 3 — ведомый вал; 9 — фланец; 10 — шестерня спидометра; 11 — шариковый подшипник; 12 — стопорная пластинка; 13 — каретка с шестернями заднего хода.
При сборке четырехступенчатой коробки передач (автомобиль ГАЗ-51) необходимо:
- опустить в картер коробки каретку с шестернями заднего хода 13 и вставить ее ось;
- установить в блок шестерен роликовый цилиндрический подшипник 2, распорную втулку 1 и второй роликовый цилиндрический подшипник;
- опустить блок шестерен в картер, пропустить ось 3 блока шестерен и закрепить ее стопорной пластинкой 12 вместе с осью заднего хода;
- на ведущий вал 4 напрессовать шариковый подшипник и закрепить его стопорным кольцом;
- вставить в гнездо картера упорное кольцо подшипника и установить ведущий вал;
- надеть на ведущий вал крышку 5 подшипника с прокладкой и привернуть ее болтами к картеру;
- установить в выточку ведущего вала роликовый цилиндрический подшипник 6 и вставить ведомый вал 8, на передний конец которого надеть упорное кольцо, а на задний — упорное кольцо, маслоотражатель, шариковый подшипник 11 и шестерню спидометра 10; при установке ведомого вала одновременно следует надевать на него каретки с шестернями первой и второй, третьей и четвертой передач;
- установить прокладку и привернуть заднюю крышку 7 ведомого вала;
- собрать механизм переключения передач (в обратной последовательности разборки), установить крышку с прокладкой на картер, вводя вилки в соответствующие каретки шестерен, и привернуть ее болтами к картеру.

Рис. Коробка передач автомобиля ЗИС-150:
1 — люк шестерни отбора мощности; 2 и 7 — гайки; 3 — упорная шайба; 4 и 6 — замочные шайбы; 5 — шестерня отбора мощности; 8 — шестерня четвертой передачи; 9 — муфта легкого включения четвертой и пятой передач; 10 — шестерня пятой передачи; 11 — шестерня третьей передачи; 12 — шестерня второй передачи с внутренними зубьями для третьей передачи; 13 — шестерня первой передачи и заднего хода; 14 — упорное кольцо шарикоподшипника; 15 — шестерня спидометра; 16 — роликовые цилиндрические подшипники; 17 — блок шестерен заднего хода; 18 — люк блока шестерен заднего хода.
При сборке пятиступенчатой коробки передач автомобиля ЗИС-150 надо:
- установить в пазы промежуточного вала шпонки и напрессовать шестерни третьей и пятой передач, шестерню для коробки отбора мощности и шестерню постоянного зацепления с ведущим валом (шестерни первой, второй передач и заднего хода откованы с валом);
- на передний конец промежуточного вала надеть упорную шайбу 3, роликовый цилиндрический подшипник, замочную шайбу 4, завернуть гайку 2 и отогнуть шайбу на гайку;
- установить в картер наружное кольцо роликового подшипника;
- опустить промежуточный вал в картер, на задний конец напрессовать шариковый подшипник с упорным кольцом, надеть замочную шайбу, завинтить гайку и отогнуть на нее шайбу;
- приподнять промежуточный вал, установить его в гнезда картера и привернуть крышки с прокладками;
- установить в блок шестерен заднего хода 17 два роликовых цилиндрических подшипника 16, вставить блок с левой стороны через люк 18 в картер большей шестерней вперед и пропустить ось, которую закрепить стопорной пластиной с болтом; привернуть крышку люка;
- напрессовать на задний конец ведомого вала шариковый подшипник с упорным кольцом 14 и шестерню спидометра 15;
- опустить в картер коробки шестерню первой передачи и заднего хода 13, второй и третьей передач 12 и пропустить через них ведомый вал; затем на вал надеть упорную шайбу, шестерню третьей передачи 11 (постоянного зацепления) венчиком назад, вставить в нее ролики (42 шт.), надеть упорную шайбу, шестерню пятой передачи 10 с бронзовой втулкой, зубчатую ступицу, муфту легкого включения 9, замочную шайбу 6, завернуть гайку 7 и отогнуть на нее шайбу. На переднюю шейку вала надеть упорное кольцо и роликовый цилиндрический подшипник;
- напрессовать на ведущий вал шариковый подшипник с упорным кольцом, надеть замочную шайбу, завернуть гайку и отогнуть на нее шайбу;
- вставить ведущий вал в гнездо картера, надеть крышку подшипника с прокладкой и привинтить ее болтами;
- вставить ведомый вал в выточку ведущего вала и привинтить болтами заднюю крышку с прокладкой;
- собрать механизм переключения передач, установить крышку с прокладкой на картер коробки, ввести вилки в каретки шестерен и привернуть крышку болтами.
Обкатка коробки передач
После ремонта деталей и сборки коробки передач ее обкатывают на стенде для приработки деталей и для определения легкости переключения шестерен, отсутствия шума, стуков, нагрева и течи масла.
Порядок обкатки следующий:
- Устанавливают коробку передач на стенд, сообщают ведущему валу 1200—1500 оборотов в минуту и переключают передачи, работая на каждой передаче 2—3 мин.
- Заливают в картер коробки передач масло до нормального уровня и проверяют работу коробки на всех передачах с нагрузкой в течение 30—40 мин.
- После устранения выявленных дефектов заменяют смазку и промывают картер керосином.
Источник