- Ремонт деталей рулевого управления
- Разборка рулевого механизма
- Ремонт деталей рулевого механизма
- Ремонт деталей рулевого привода
- Сборка и регулировка рулевого механизма
- Восстановление картера рулевого механизма ЗИЛ-130
- Технические условия на контроль и сортировку деталей. Выбор рациональных способов устранения дефектов и необходимого оборудования, инструмента, приспособлений. Организация рабочего места, охрана труда и определение себестоимости восстановления детали.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Ремонт деталей рулевого управления
Дефектами деталей рулевого управления являются:
- износ червяка и ролика;
- износ вала сошки и втулок;
- износ подшипников и мест их посадки;
- износ резьбовых отверстий картера;
- износ деталей шаровых соединений рулевых тяг и погнутость тяг;
- ослабление крепления рулевого колеса на валу.
Разборка рулевого механизма
Для разборки рулевого механизма (автомобили ГАЗ-51 и ЗИС-150), снятого с автомобиля, необходимо:
- снять кнопку сигнала, отвернуть гайку рулевого вала и снять рулевое колесо;
- отвернуть гайку и снять рулевую сошку;
- отвернуть болты, снять боковую крышку вместе с валом сошки и слить из картера смазку;
- отвернуть болты, снять нижнюю крышку и вынуть из картера рулевой вал с червяком и подшипниками.
Ремонт деталей рулевого механизма
Износ червяка и ролика в известных пределах компенсируется соответствующей регулировкой. При большом износе эти детали заменяют одновременно.
Изношенные опорные шейки вала сошки восстанавливают хромированием до номинального размера или шлифуют под ремонтный размер бронзовых втулок, устанавливаемых в картере. Смятую или сорванную резьбу на конце вала сошки полностью удаляют резцом, затем наплавляют сваркой металл (наплавку ведут отводя тепло от зоны сварки), протачивают под требуемый размер и нарезают новую резьбу.
Смятые и забитые шлицы на конце вала сошки исправляют трехгранным напильником. Резьбовые отверстия картера, имеющие повреждения, заваривают и просверливают, а затем в них нарезают новую резьбу.
Изношенные места посадки подшипников в картере рулевого механизма растачивают и запрессовывают в них стальные кольца под размер подшипников.
Ремонт деталей рулевого привода
В рулевом приводе наибольшему износу подвергаются шаровые пальцы (рулевой сошки и поворотных рычагов) и вкладыши шаровых пальцев. Кроме того, иногда разрабатываются отверстия на концах тяг, срывается резьба, ослабляются или ломаются пружины и гнутся тяги. Ослабевшие или сломанные пружины и изношенные вкладыши шаровых пальцев заменяют новыми. Разработанные отверстия на концах рулевых тяг заваривают и обрабатывают слесарными инструментами.
Погнутую рулевую тягу можно выправить в холодном состоянии или с местным нагревом до температуры 800°. В том и другом случае перед правкой тяги заполняют сухим мелким песком.
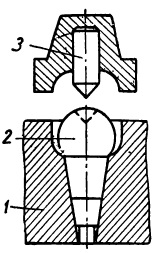
Рис. Установка шарового пальца при раздаче:
1 — матрица; 2 — шаровой палец; 3 — боек.
Изношенные шаровые пальцы ремонтируют двумя способами:
- На изношенную поверхность сваркой наплавляют слой металла. После этого поверхность обрабатывают на станке под требуемый размер. Вследствие трудоемкости и сложности процесса этот способ применяют очень редко.
- Шаровой палец нагревают до температуры 1000—1100°, устанавливают в специальную матрицу и ударами через боек производят раздачу пальца. Затем палец подвергают механической и термической обработке, предусмотренной при изготовлении пальца.
Сборка и регулировка рулевого механизма
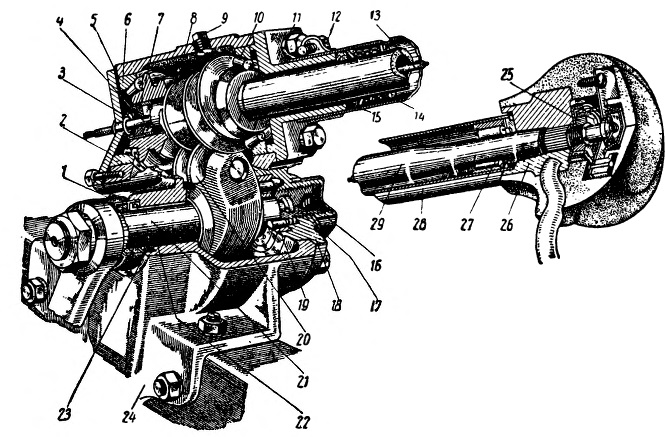
Рис. Рулевой механизм автомобиля ГАЗ-51:
1 — уплотняющее войлочное кольцо; 2 — нижняя крышка; 3 — пружина сальника; 4 — трубка провода звукового сигнала; 5 — регулировочные прокладки; 6 — кольцо нижнего подшипника червяка; 7 — сальник рулевого вала; 8 — червяк; 9 — пробка; 10 — конический роликовый подшипник; 11 — верхняя крышка картера; 12 — стяжной хомут рулевой колонки; 13 — провод; 14 — пружина сальника; 15 — сальник рулевого вала; 16 — контргайка регулировочного винта; 17 — регулировочный винт; 18 — боковая крышка; 19 — роликовый подшипник вала сошки; 20 — двойной ролик; 21 — вал сошки; 22 — бронзовая втулка; 23 — сальник; 24 — картер рулевого механизма; 25 — гайка крепления рулевого колеса; 26 — ступица рулевого колеса; 27 — роликовый цилиндрический подшипник рулевого вала; 28 — рулевая колонка; 29 — рулевой вал.
При сборке рулевого механизма с двойным роликом автомобиля ГАЗ-51 выполняют следующие операции:
- Запрессовывают в картер бронзовую втулку 22 с натягом 0,04—0,10 мм и развертывают ее разверткой под размер шейки вала рулевой сошки с расчетом получения зазора 0,025—0,1 мм.
- Устанавливают наружное кольцо верхнего роликового подшипника 10 в картер с зазором 0,01—0,07 мм.
- В верхний конец рулевой колонки устанавливают роликовый цилиндрический подшипник 27, а в нижний — пружину 14 с сальником 15; надевают колонку на шейку верхней крышки 11 картера и закрепляют ее стяжным хомутом 12.
- Снизу картера рулевого механизма вставляют рулевой вал с червяком 8 и двумя роликовыми коническими подшипниками, ставят наружное кольцо 6 нижнего подшипника и привертывают нижнюю крышку 2 с регулировочными прокладками 5 толщиной 0,12 мм (пергаментные) и 0,25 мм (картонные).
- На шлицы рулевого вала надевают рулевое колесо и закрепляют гайкой 25.
- Проверяют затяжку подшипников червяка. При правильной затяжке усилие, приложенное по касательной к окружности рулевого колеса, необходимое для поворота рулевого вала, должно равняться 0,3—0,5 кг. При отсутствии динамометра затяжку проверяют вращением вала, который должен легко вращаться и не иметь заметного осевого зазора.
- В боковую крышку 18 запрессовывают роликовый цилиндрический подшипник 19 и ввертывают регулировочный винт 17 вала рулевой сошки 21.
- Соединяют вал рулевой сошки (в сборе с роликом) с регулировочным винтом, устанавливают вал в картер и привертывают боковую крышку 18 с уплотняющей прокладкой.
- Устанавливают на конец вала сошки сальник 23, уплотняющее войлочное кольцо 1 в обойме, сошку и закрепляют ее гайкой.
- Производят регулировку зацепления ролика с червяком, для чего червяк ставят в положение, при котором ролик будет находиться посредине червяка (движение автомобиля по прямой).
В этом положении перемещают сошку в плоскости ее качания при работе и измеряют величину перемещения конца сошки.
Если это перемещение более 0,8 мм, то регулировку зацепления следует производить винтом боковой крышки. После окончания регулировки проверяют легкость вращения рулевого вала, который должен повертываться от усилия 1,6—2,2 кг, приложенного по касательной окружности рулевого колеса, затем устанавливают на регулировочный винт стопорную шайбу и завертывают контргайку винта.
Рис. Проверка степени затяжки подшипников рулевого вала.
При сборке рулевого механизма с тройным роликом автомобиля ЗИС-150 выполняют следующие операции:
- Запрессовывают в картер рулевого механизма и в боковую крышку бронзовые втулки и развертывают их разверткой. Со стороны сошки в картер устанавливают пробковый сальник 3 и шайбу сальника 4, которую в трех местах отгибают.
- Устанавливают в картер наружное кольцо верхнего роликоподшипника, вставляют рулевой вал с червяком и подшипниками 8, наружное кольцо нижнего роликоподшипника и привертывают крышку 5 со стальными регулировочными прокладками 6.
- Сверху в рулевую колонку устанавливают сальник 11, шарикоподшипник 12, пружину, вставляют шпонку 13 в рулевой вал, надевают рулевое колесо и закрепляют его гайкой.
- Регулируют затяжку подшипников червяка прокладками нижней крышки так, чтобы усилие для поворота вала, приложенное по касательной к окружности рулевого колеса, составляло 0,3—0,8 кг по динамометру.
- Вставляют в картер вал рулевой сошки 25 в сборе с трехрядным роликом и привертывают боковую крышку 19 с уплотняющей прокладкой. На крышку устанавливают резиновые уплотняющие кольца 21.
- Надевают на вал сошки регулировочные стальные кольца и упорную бронзовую шайбу. Завинчивают до отказа фасонную гайку, надевают рулевую сошку и проверяют правильность зацепления ролика с червяком. Для этого червяк и ролик устанавливают в среднее положение (движение автомобиля по прямой) и проверяют величину движения конца сошки (нормально должно быть не более 0,8 мм). При этом усилие для поворота вала, приложенное по касательной к окружности рулевого колеса, должно равняться 2,5 кг.
- После регулировки зацепления фасонную гайку закрепляют стопорной пластиной.
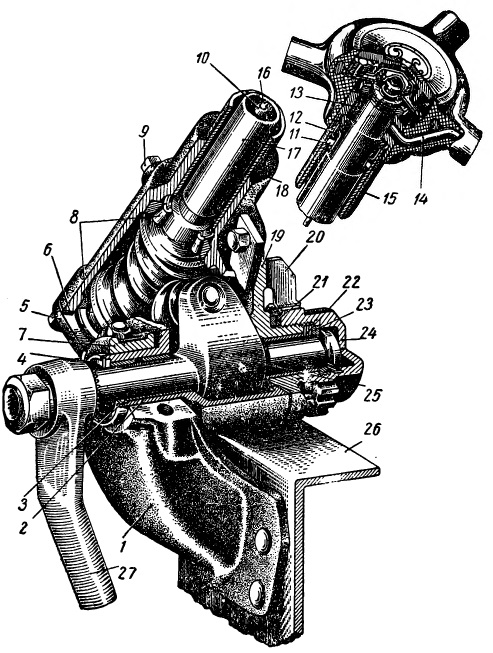
Рис. Рулевой механизм автомобиля ЗИС-150:
1 — кронштейн крепления картера рулевого механизма; 2 — втулка вала рулевой сошки; 3 — пробковый сальник; 4 — шайба сальника; 5 — нижняя крышка; 6 — регулировочные прокладки подшипников червяка; 7 — крышка кронштейна; 8 — роликовые конические подшипники червяка; 9 — пробка; 10 — трубка провода сигнала; 11 — сальник; 12 — шарикоподшипник; 13 — шпонка; 14 — каркас рулевого колеса; 15 — рулевая колонка; 16 — провод звукового сигнала; 17 — рулевой вал; 18 — картер рулевого механизма; 19 — боковая крышка картера; 20 — стопорная пластина; 21 — резиновые уплотняющие кольца; 22 — регулировочные стальные кольца; 23 — упорная шайба; 24 — фасонная гайка; 25 — вал рулевой сошки; 26 — продольная балка рамы; 27 — рулевая сошка.
Источник
Восстановление картера рулевого механизма ЗИЛ-130
Технические условия на контроль и сортировку деталей. Выбор рациональных способов устранения дефектов и необходимого оборудования, инструмента, приспособлений. Организация рабочего места, охрана труда и определение себестоимости восстановления детали.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 06.04.2015 |
| Размер файла | 252,8 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
- ВВЕДЕНИЕ
- РАЗДЕЛ 1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
- 1.1 Технические условия на контроль и сортировку деталей
- 1.2 Выбор рациональных способов устранения дефектов
- 1.3 Выбор установочных баз
- 1.4 Выбор необходимого оборудования, инструмента, приспособлений
- 1.5 Расчет количества деталей в партии
- 1.6 Разработка маршрутной карты
- 1.7 Расчет режимов обработки и технических норм времени
- 1.8 Организация рабочего места. Охрана труда и техника безопасности. Охрана окружающей среды
- РАЗДЕЛ 2. КОНСТРУКТОРСКАЯ ЧАСТЬ
- 2.1 Назначение, устройство, принцип действия приспособления
- 2.2 Проверочный расчет деталей приспособления
- РАДЕЛ 3. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
- 3.1 Определение себестоимости восстановления детали
- ЗАКЛЮЧЕНИЕ
- ЛИТЕРАТУРА
- ВВЕДЕНИЕ деталь дефект рабочий себестоимость
- Ремонт представляет собой комплекс работ, осуществляемых в процессе эксплуатации автомобилей для поддержания и восстановления их исправности и работоспособности. Для подвижного состава автомобильного транспорта установлены два вида ремонта: текущий и капитальный. Эти виды ремонта применяются как для отдельных агрегатов, так и для отдельных агрегатов в целом.
- Решение задач по дальнейшему развитию автомобильного транспорта обеспечивается постоянным увеличением автомобилей. Одним из резервов увеличения автомобильного парка страны является ремонт автомобилей, поэтому его развитию и совершенствованию в нашей стране уделяется большое внимание.
- Себестоимость капитального ремонта автомобилей и их агрегатов, даже в условиях сравнительно небольших современных предприятий обычно не превышает 60-70% от стоимости новых автомобилей. При этом достигается большая экономия в металлах и трудовых ресурсах. Капитальный ремонт автомобилей позволяет также поддерживать на высоком уровне численности автомобильного парка страны.
- В настоящее время разработаны технологии восстановления деталей более 1500 наименований. Современное производство в нашей стране развивается и совершенствуется. Проводимый в настоящее время курс на сосредоточение капитального ремонта автомобилей в производственных объединениях автомобильной промышленности позволит укрупнить и специализировать предприятия.
- Целью курсового проекта — закрепить и углубить полученные знания в процессе обучения предметов: «Устройство автомобилей», «Ремонт автомобилей», «Материаловедение». Научиться применять теоретические знания на практике с целью внедрения новых технологий ремонта, повышающих качество ремонта, добиться сокращения материальных затрат.
- РАЗДЕЛ 1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
- 1.1 Технические условия на контроль и сортировку деталей Контроль деталей является важной стадией в техническом процессе ремонта автомобилей. При дефектации деталей руководствуются техническими требованиями на капитальный ремонт автомобилей ЗИЛ-130. Технические требования определены для каждой детали с учетом ее значения и условий работы.
- Технические требования на дефектацию деталей составляются в виде карт, которые по каждой детали в отдельности содержат следующие сведения: общие сведения о детали, перечень возможных ее дефектов, способы выявления дефектов, допустимые без ремонта размеры детали и рекомендуемые способыв устранения дефектов.
- Общие сведения о детали, ее эскиз с указанием мест расположения дефектов, основные размеры детали, материалов. Контролируемые поверхности детали должны быть ясно изображены на карте эскизов: выделены жирными линиями, обозначены арабскими цифрами.
- Восстановлению подлежат картеры рулевого механизма ЗИЛ-130, геометрические параметры которых выходят за пределы значений, указанных (см. таблицу).
- При обломах, захватывающих более одного отверстия, при количестве трещин более двух и при обломах и трещинах, находящихся не на кронштейнах, картер рулевого механизма бракуют и также при наличии глубокого износа рабочей поверхности цилиндра картер бракуют.
- Результаты дефектации и сортировки фиксируют путем маркировки деталей краской. При этом зеленой краской окрашивают годные детали, которые пригодны для дальнейшего использования, красной — негодные, желтой — детали, требующие восстановление.
- Годные детали после дефектации направляются на комплектовочный участок предприятия и далее на сборку агрегатов и автомобилей и негодные на склад утиля. Детали, требующие восстановления, после определения маршрута ремонта поступают на склад деталей, ожидающих ремонта и далее на соответствующие участки восстановления.
- Рисунок 1. Картер рулевого механизма ЗИЛ-130 Дефекты:
- 1. Обломы и трещины на кронштейне крепления
- 2. Износ рабочей поверхности цилиндра
- 3. Износ отверстия во втулке под вал рулевой сошки
- 4. Износ отверстия в картере под втулку вала рулевой сошки
- 1.2 Выбор рациональных способов устранения дефектов Для восстановления одной и той же детали часто пригодны несколько способов. Однако они, как правило, неравноценны по своим технико-экономическим показателям. Поэтому при разработке технологически процессов необходимо решать задачу выбора наиболее эффективного способа восстановления. Обосновывается этот выбор на последовательном рассмотрении следующих критериев: применимости, долговечности, экономического и технико-экономического.
- Критерий применимости позволяет на основе знаний структурных характеристик деталей, условий их работы и эксплуатационных свойств способов восстановления в первом приближении решить вопрос о применимости того или иного из них для восстановления отдельных деталей.
- Однако может оказаться, что для восстановления детали возможно применение нескольких различных способов.
- Долговечность деталей, восстановленных тем или иным способом, зависит от эксплуатационных свойств способов. Наиболее рациональными из них будут те, которые обеспечат наибольшую долговечность восстановленной детали. Критерий долговечности численно выражается коэффициентом долговечности К д для каждого из способов восстановления и каждой конкретной детали.
- При ремонте трещины картера рулевого механизма ЗИЛ-130 наибольший коэффициент долговечности будет при использовании ручной электродуговой сварки. Поэтому для устранения трещины будем использовать ручную электродуговую сварку. Получение качественных сварных соединений зависит от подготовки дефектной поверхности детали. При устранении трещины ее концы засверливают сверлом диаметром 4-5 мм для предупреждения возможного дальнейшего распространения. Затем разделывают трещину при помощи шлифовального круга ручной шлифовальной машины или с помощью зубила. При толщине стенок восстановленной детали около 5 мм трещину можно не разделывать, а ограничиться зачисткой до металлического блеска поверхности вокруг трещины на ширину 12-15 мм. При толщине стенок детали до 12 мм трещину разделывают У-образно, а при толщине стенок более 12 мм — Х- образно.
- При восстановлении чугунных деталей вследствие высокой скорости охлаждения металла шва и околошовной зоны происходит отбеливание чугуна.
- Сварочный шов получается очень твердым и трудно поддающимся обработке режущим инструментом. Кроме того, вследствие высокого местного нагрева и усадки расплавленного чугуна при охлаждении в детали возникают внутренние напряжения, которые способствуют образованию трещин. В процессе сварки происходят окисление углерода и интенсивное газовыделение, которое способствует образованию пористости в наплавленном металле.
- Несмотря на эти трудности, имеются способы, обеспечивающие достаточно высокое качество сварного соединения. Основными из них являются (с подогревом детали) и холодный (без подогрева).
- При горячей сварке чугуна деталь с подготовленными под сварку поверхностями нагревают в печи до температуры 600 — 650 0 С. В качестве присадочного материала используют чугунные прутки марок ПЧ-1, ПЧ-2. Сварку производят ацетилено — кислородным пламенем с небольшим избытком ацетилена. Для защиты расплавленного металла от окисления и удаления окислов применяют фиюс ФСЧ-1. В качестве фиюса применяют также техническую буру или 50%-ную смесь буры и двууглекислого натрия. После сварки детали медленно охлаждают в термостатах (копильниках). Высокая трудоемкость и тяжелые условия труда сварщика ограничивают применение этого способа. Однако он обеспечивает высокое качество и поэтому применяется главным образом при восстановлении сложных корпусных деталей.
- При холодной ручной заварке требуется более меньшая трудоемкость и простота выполнения и при этом обеспечивает хорошее качество сварного соединения.
- Для холодной ручной сварки применяют медноникелевые электроды МНЧ-1 (63% Ni + 37% CU).
- Для устранения трещины картера рулевого механизма целесообразно будет применять холодный способ сварки с применением медноникелевых электродов марки МНЧ-1.
- 1.3 Выбор установочных баз Установочными (технологическими) базами называются поверхности обрабатываемых деталей, с помощью которых они ориентируются на станке или в приспособлении по отношению к сварочному аппарату.
- Рисунок 2. Схема базирования картера рулевого механизма
- Согласно этой схеме картер лишен шести степеней свободы.
- 1.4Выбор необходимого оборудования, инструмента, приспособлений При подборе оборудования для каждой технологической операции должно быть учтено: возможность обеспечения выполнения технических требований, предъявляемых к обрабатываемой детали в отношении точности ее размеров, формы и чистоты обрабатываемых поверхностей.
- Ниже прилагается перечень технологического оборудования и оснастки по восстановлению картера рулевого механизма.
- Таблица 1.1.
- Ориентировочный состав оборудования и оснастки по восстановлению картера рулевого механизма ЗИЛ-130
Источник