- Ремонт штангенциркулей всех типов
- Ремонт электронного штангенциркуля своими руками: цифровой штангель циркуль
- Штангенциркуль электронный (цифровой): новое поколение известного прибора
- Как пользоваться штангенциркулем: пошаговая инструкция
- Что выбрать – электронный штангенциркуль, обычный или микрометр?
- Электронный штангенциркуль с глубиномером
- Конструкция цифрового штангенциркуля (150 мм)
- Какую задачу вы поставите перед своим штангенциркулем?
- Разметка
Ремонт штангенциркулей всех типов
В данной статье я подробно опишу ремонт штангенциркулей — отечественных или импортных, не имеет значения. Поэтапно: определение дефектов, разборка, первичный осмотр, устранение физических дефектов, сборка, заточка разметочных губок, доводка плоскостей, доводка губок для внутренних измерений, поверка.
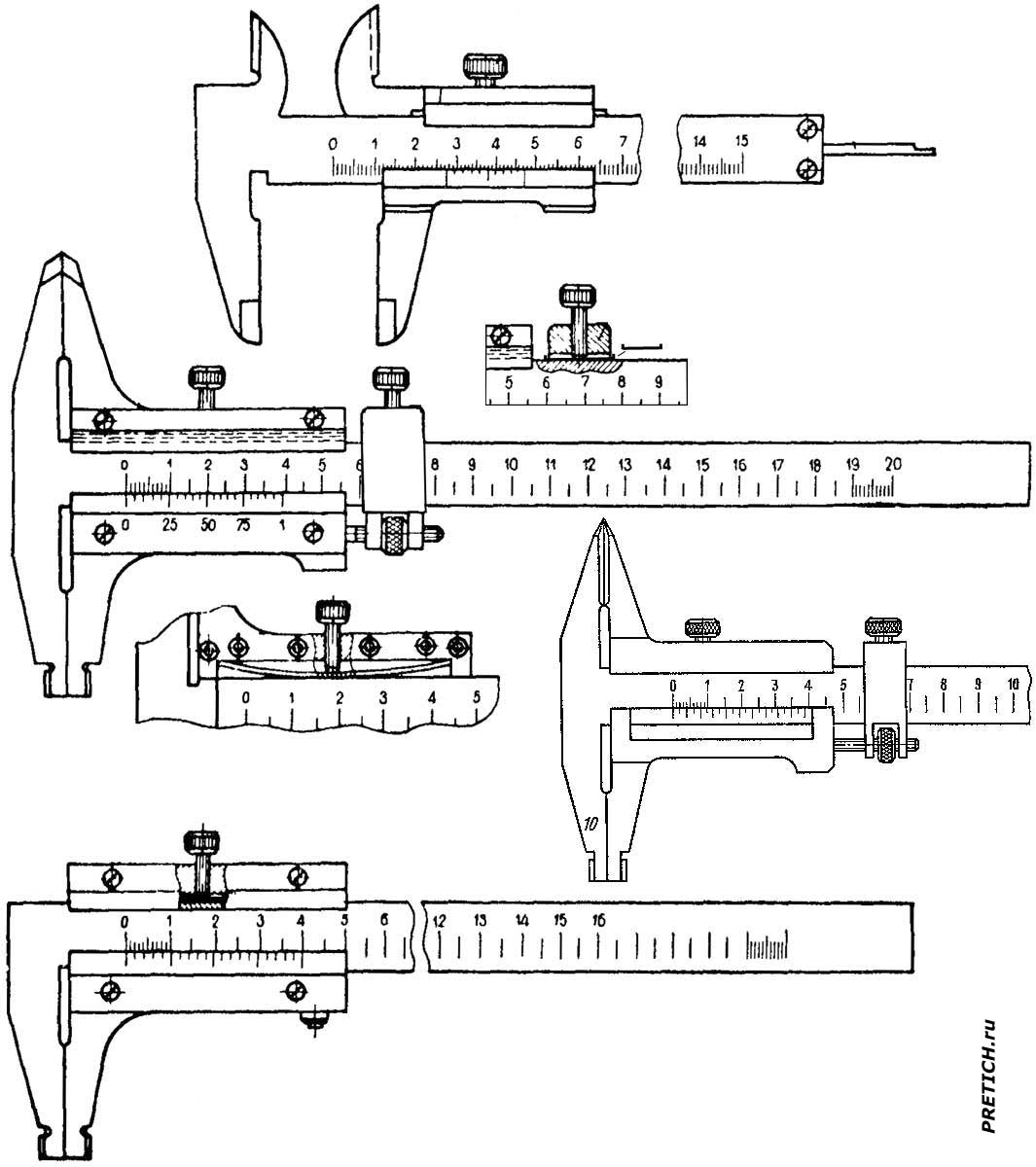
Штангенциркули — это самые массовые измерительные инструменты, как на производстве, так и в ремонтно-наладочных работах. Простые, надежные, достаточно точные. Тем не менее, и они приходит в негодность, а очень многие проводят измерения, даже не догадываясь, что этот инструмент давным-давно требует ремонта.
Отсутствие ремонтной базы этого инструмента сказывается негативно и на качестве продукции, и влечет дополнительные немалые затраты. То, что можно сравнительно легко отремонтировать — списывается и покупается новый инструмент. В то время как своевременная профилактика и ремонт средств измерения (СИ), позволят использовать их долго, эффективно, малозатратно.
+ Щелкайте по рисункам, чтобы увеличить!
Штангенциркули могут иметь какую-нибудь одну поломку, но чаще, в результате интенсивной эксплуатации, они имеют целый букет мелких и серьезных дефектов. Это и износ измерительных поверхностей, притупление острых разметочных губок, коррозия, забоины, погнутые губки или штанга.
Независимо от дефектов, ремонт проводится полный.
Вначале производится первичная диагностика, цель которой выяснить возможность и целесообразность ремонта. Зачастую инструмент имеет серьезные физические повреждения или крайне изношен, а мудрые советы ветеранов-ремонтников для таких случаев потеряли свою актуальность еще в конце 70-х, начале 80-х годов. Ремонт такого инструмента становится экономически неоправданным — большие затраты человеко-часов, а результат нестабильный, кратковременный.
Если ремонт признан целесообразным, инструмент сперва разбирается, все части укладываются на один фанерный или пластмассовый лоток. Не стоит разбирать сразу несколько штангенциркулей, чтобы не перепутать детали (например, подвижные рамки). Все промывается в так называемом «авиационном бензине» Б-70, либо в растворителе «Калоша» («Галоша»), Уайт-спирите или же просто автомобильном бензином. Промывка осуществляется в металлических или пластмассовых ванночках. Затем все вытирается и сушится. Надеюсь не надо повторять требований по технике безопасности? В помещении не курить, во время работы с бензином заточные или прочие работы, которые искрой могут вызвать воспламенение, воспрещены. Также необходима вытяжка.

Проводится внешний осмотр и устранение внешних дефектов — забоины убираются надфилем, алмазным бруском. Царапины удаляются прохождением по металлу кусочком вулканитового круга — вдоль следа заводской шлифовки (штрих в штрих). Надо внимательно смотреть и случайно не стереть шкалы и разметки, которые могут быть нанесены фотохимическим способом. Так же удаляются следы коррозии. Затем, если требуется, проводится рихтовка штанги губок или рамки. Выравнивают медным или латунным молотком на свинцовой или латунной наковальне, что бы не создавать забоин и вмятин. Также можно проводить выравнивание в тисках, с помощью трех стальных валиков. Контроль проводится с помощью лекальных линеек на просвет.
Затем проводится сборка штангенциркуля. Здесь обращаем внимание на плоскую пружину на подвижной рамке — на ее износ и изогнутость (необходимое усилие сдвига проверяем динамометром). Изношенную пружину меняем на запасную, или как временное решение — ее можно слегка выгнуть и подложить алюминиевую фольгу. Винт микрометрической подачи должен быть зафиксирован ровно и надежно, если требуется, резьбу проходим плашкой (леркой). Рамка микрометрической подачи также должна иметь металлическую прокладку, чтобы стопорный винт не повреждал направляющую штанги.
Завершив сборку, затачиваем разметочные губки штангенциркуля — используем хороший заточной станок, либо алмазный круг (если разметочные губки из твердого сплава, иначе и не получится). Здесь сложность в том, что заточка губок проводится в их сомкнутом состоянии, они должны быть одинаковые по длине, и вершина острого угла приходилась точно на измерительную плоскость. В крайнем случае, это можно выправить алмазным надфилем, в конце ремонта.
После этого штангенциркуль, особенно губки, следует размагнитить. Для этого используем либо самодельный дроссель, либо специальное размагничивающее устройство.
Теперь приступаем к доводке рабочих плоскостей.

Для доводки нам нужно 3-4 притира. Их изготавливают из чугуна, один из латуни. По боку нужна сетчатая накатка, по краям снимается фаска. Притиры маркируется по номерам. Затем доводятся до плоскопаралелльности с точностью 5-10 мкм на доводочных плитах.
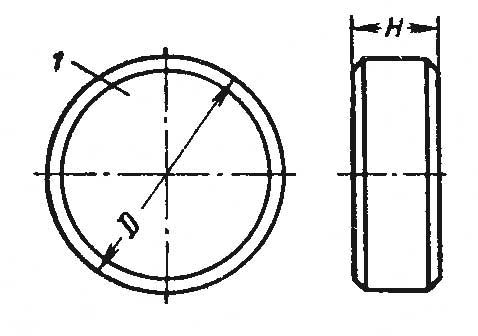
На рисунках выше: притир, цифрой 1 обозначена рабочая плоскость. D — диаметр,
30 мм, Н — толщина,
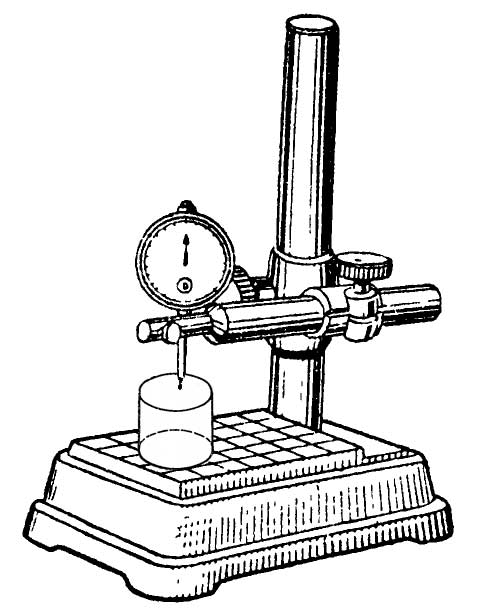
Плоскопаралелльность контролируется индикаторной стойкой, где головка имеет цену деления 1 мкм. Можно, но нежелательно использовать для этого рычажные микрометры или толщиномеры, соответствующей точности.

В зависимости от степени износа — проверяем на просвет — используем сперва доводочные порошки или пасту крупной зернистости, затем более мелкой. Можно использовать целый ряд различных доводочных порошков или паст. Например, электрокорунд белый. Но так, как часть штангенциркулей имеет вставки из твердого сплава, а их обрабатывают только алмазными пастами, то целесообразно все доводить именно алмазными пастами (чтобы не иметь целую гору различных притиров).
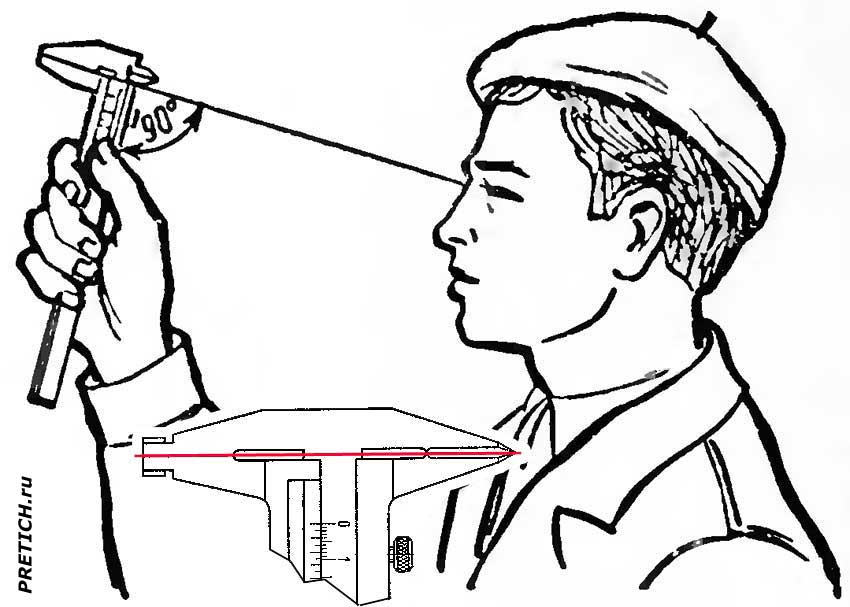
Источник света должен находиться за штангенциркулем, но не должен слепить глаза ремонтнику. Штангенциркуль слегка поворачивается по воображаемой оси измерительных плоскостей (на рисунке эта ось обозначена красной линией).
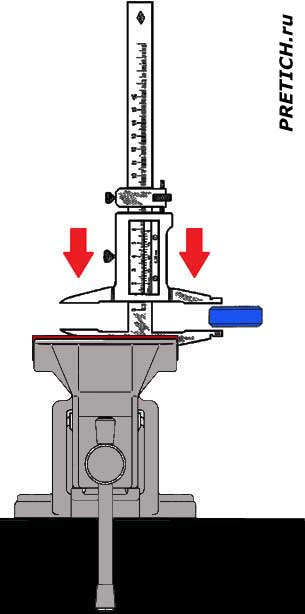
Штангенциркуль зажимается в тисках с латунными (медными, бронзовыми) губками (или накладками) штангой вверх. Тиски должны быть немного развернуты, чтобы губки штангенциркуля смотрели вам примерно в правое плечо (если вы левша, то все надо делать наоборот). Выбираем те губки для притирки, на которых нет просвета. На притир с двух сторон наносится немного алмазной пасты и равномерно растирается. Поднимаем подвижную рамку, вставляем притир и прижимаем его рабочей плоскостью. Некоторые мастера рекомендуют закручивать фиксирующий винт — этого не стоит делать. Просто равномерно прижимаем губки левой рукой. На рисунке выше: синим цветом обозначен притир, две красные стрелки — прижим рамки пальцами левой руки. Прижим должен быть не сильным, равномерным, его можно варьировать, в зависимости от типа просвета.
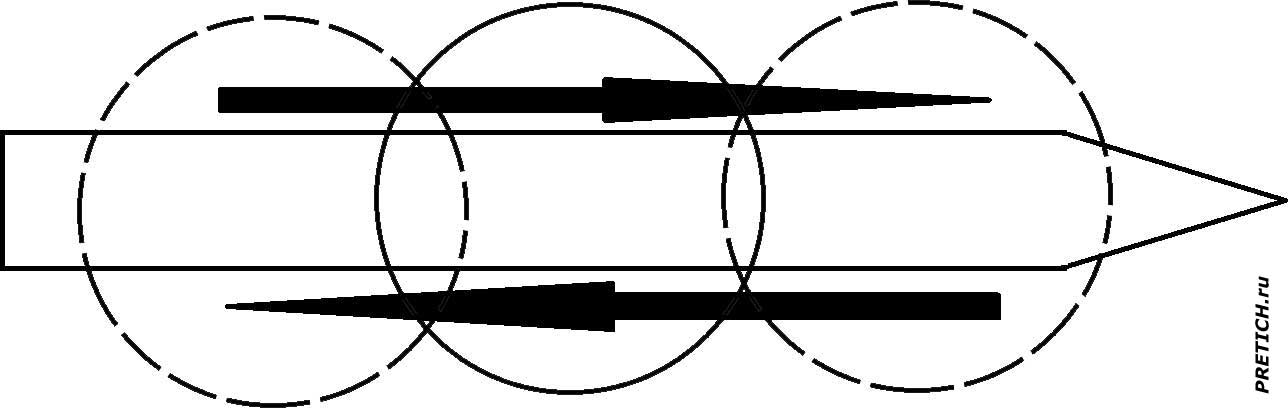
Доводка осуществляется движением притира возвратно-поступательными движениями, строго вдоль оси измерительных площадок. Как на рисунке выше. Т.е. штрих от доводки должен быть ровным и параллельным. Движение притира должно быть с некоторым усилием, из-за прижима подвижной рамки. Через 3-5 движений, притир разворачивается на произвольный угол 250-30-90 градусов (так износ притира будет равномерным). Как только паста начнет сохнуть и становится вязкой, притир убираем. Протираем его и доводимые плоскости ветошью. Вытаскиваем штангенциркуль из тисков, сводим губки и смотрим на просвет. Он должен постепенно уменьшаться, повторяем процедуру, пока он не исчезнет совсем. Так же доводим и другую сторону.
В случае если просвет не ровный, а клином, притираем сперва ту сторону, где клин — образуется более-менее ровный просвет, начинаем притирать сторону без просвета. Таким образом, подгоняя то эту, то ту сторону, добиваемся полного исчезновения просветов.
Завершающий этап доводки — проходим все губки с двух сторон латунным притиром — он даст нам высокую чистоту обработки (это красиво, хотя и не обязательно).
Далее протираем губки бензином и плотно их сомкнув и зафиксировав зажимным винтом, выставляем нониус.
Затем приступаем к выравниванию губок внутренних измерений — они имеют не измерительную плоскость, а радиус. При сильном износе его выравнивают с помощью бархатного надфиля, или мелкого бруска, подгоняя под целые значения (например, 9,7 или 9,5). Окончательный радиус придают деревянным бруском с нанесенной мелкой алмазной пастой вручную. Или узкой полоской бархатки с пастой ГОИ. Если износ в пределах допуска, то новый размер — измеренный микрометром — наносится на губку электроискровым карандашом. Ну а потом, выставляется нониус на ноль, в общем — все штатно.
Это ремонт штангенциркуля ШЦ-II и ему подобных. Штангенциркуль типа ШЦ-III ремонтировать проще, так как там измерительные губки только в одну сторону. Процесс такой же.
С массовым и крайне популярным штангенциркулем типа ШЦ-I, именуемым в народе «Колумбиком» немного иначе. Основные проблемы: зачастую не регулируемый нониус — значит, при доводке невозможно его выставить, и если штангенциркуль выходит из допуска, его однозначно списывают. Советы «бывалых», вроде постучать молотком по губкам — не работают. Штангенциркуль полностью из закаленной стали. и если попадется и не закаленный, этими ударами мы нарушим структуру металла и его все равно «поведет» через некоторое время.
Одно время я на таких штангенциркулях полностью удалял нониус — снимал слой металла на подвижной рамке, на шлифовальном станке. Сверлил отверстия, нарезал резьбу и ставил обычные нониусы. но это было слишком затратно.
Была некогда интересная идея — наращивать слой металла в гальванической ванне. Я пробовал этот метод. Никель отслаивается. А хром, вроде бы дает результат, но он дает очень твердую «бахрому», которая попросту царапает и поверочный инструмент, и измеряемые детали. Новые модели ШЦ-I выпускаются уже с регулируемым нониусом.
Вторая проблема ШЦ-I это губки для внутренних измерений — их одновременно используют как разметочный инструмент. Измерительная плоскость «заострена» и легко вырабатывается, а использование их как чертилки — лишь усугубляет ситуацию. Очень скоро просвет в этих губках становится слишком большим, и он опять же — идет на списание. С глубиномером проще. Делается небольшая оправка из текстолита или иного материала, сбоку два винта, и нижний торец доводится на плите.
Импортные штангенциркули. По-сути они соответствуют все тем же моделям, какие были в СССР. Но очень часто, особенно у аналогов ШЦ-I ремонтопригодность крайне низкая — ее принесли в жертву внешнему виду. И часто из-за этой красоты инструмент невозможно отремонтировать.
С другой стороны, масса импортных и современных отечественных штангенциркулей вместо нониуса имеют электронное табло или круговую шкалу со стрелкой. Это существенно облегчает ремонт и продлевает срок службы штангенциркулей этого типа — проводится доводка, потом переставляется стрелка. Зубчатая рейка имеет тенденцию к износу. Износ относительный, зачастую достаточно извлечь эту рейку и перевернуть другой стороной, и штангенциркуль проработает еще достаточно долго. Стальные шестерни изнашиваются, здесь уже ничего не поделаешь, если нет запчастей. Разбиваются посадочные места для осей шестеренок, здесь можно немного прочеканить отверстие стальным шариком — оно равномерно уменьшится. В штангенциркулях с электронным блоком просто задается нулевое значение.
В общем и целом, ремонт импортных штангенциркулей ничем не отличается от отечественных: та же разборка, промывка, зачистка забоин и коррозии, исправление деформированных элементов, доводка рабочих плоскостей и поверка стандартными способами.
Главная задача соответствующих служб предприятия — это не доводить штангенциркули, как и прочие СИ до такого плачевного состояния. Постоянно поддерживая инструменты в хорошем состоянии, можно сэкономить большие средства, сохраняя качество продукции на высоком уровне.
Ремонт прочего штангенинструмента будет описан в одной отдельной статье.
Михаил Дмитриенко, специально для PRETICH.ru
2020 г.

| Комментарии |
| Добавить комментарий |
| Пожалуйста, авторизуйтесь для добавления комментария. |
| Реклама |
| Авторизация |
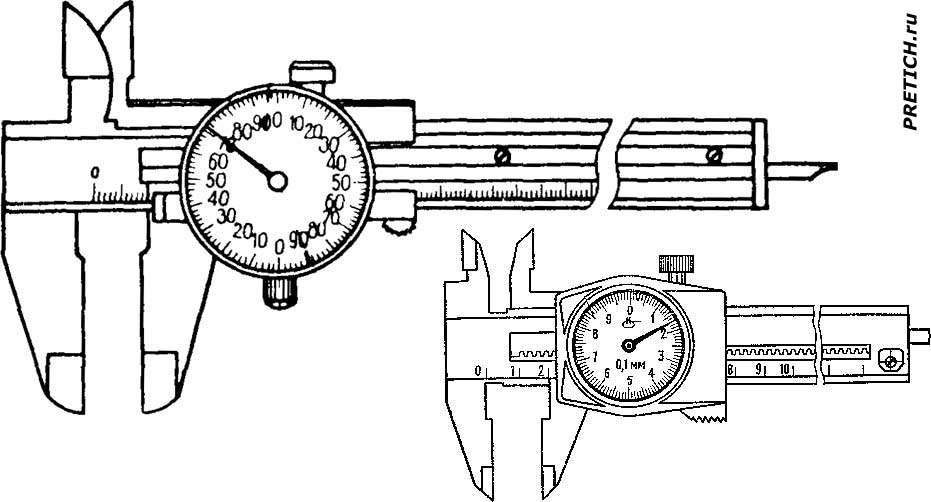
| Вы не зарегистрированы? Забыли пароль? Источник Ремонт электронного штангенциркуля своими руками: цифровой штангель циркульШтангенциркуль электронный (цифровой): новое поколение известного прибораТакой штангенциркуль может измерять и в миллиметрах, и в дюймах. Кроме того, он способен сохранять в своей памяти величину замеров. По сути, это новое поколение распространенного и необходимого инструмента, применяемого в слесарных, монтажных, строительных работах, – повсюду, где требуется произвести точное измерение наружных и внутренних размеров деталей, отверстий, пазов и т.п. Чем же отличается он от своих дедушек-собратьев? Вспомним устройство прибора, каким пользовались в школе на уроках труда. По штанге с делениями ценой 1 мм движется рамка с нониусом, по которому определяют доли миллиметра. Губки фиксируют измеряемую величину. Сначала надо было определить, сколько целых миллиметров, потом разобраться с долями и прибавить их к целым. Сегодня, когда автоматически на табло высвечивается искомый размер, это кажется такой архаичной операцией, просто каменный век. Молодежь уже не хочет пользоваться старым приспособлением.
А ведь семья традиционных штангенциркулей прекрасно зарекомендовала себя в прежние годы. Этот прибор, используемый для непосредственного определения линейных размеров детали в соприкосновении с изделием, имеет разные модификации. По типу считывания показаний различают нониусные, циферблатные и – герои дня – цифровые. Большой ассортимент этих инструментов обусловлен различием выполняемых функций. Возможно двустороннее или одностороннее расположение губок; губки бывают острые, бывают узкие; в отдельных случаях используются линейки для измерения глубин, рамки микрометрической подачи для разметки.
Современные модели защищены как от воды, так и от пыли, не проводят ток. Существует даже штангенциркуль для левшей. Можете представить Левшу, того, что блоху подковал, со штангенциркулем? А что? Думается, сказочный герой, у которого «глаз пристрелявши», оценил бы возможности современного инструмента. Невелика штуковина, а толку в ней много. Если пользуешься при работе таким прибором, брака не допустишь, никакой ОТК не придерется. Пожалуйста, измеряй, что хочешь от 0 до 150 мм.
Как пользоваться штангенциркулем: пошаговая инструкцияШтангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Что выбрать – электронный штангенциркуль, обычный или микрометр?Штангенциркуль используется для проведения измерений различных участков деталей с достоверностью до 0,1-0,01 миллиметра. Более точным, чувствительным (контактным) измерительным инструментом является микрометр. Он может установить размеры в точности до тысячных долей миллиметра. При этом стоит учитывать, что микрометр не сможет измерить деталь размером более 50 мм. Как не стоит и ждать от штангенциркуля (даже электронного) точности микрометра, из-за его конструктивных особенностей.
Согласно авторитетному мнению профессионалов, поделившихся своими наблюдениями с коллегами в интернете, замеры штангенциркулем рассматриваются только как второстепенные и приблизительные. Безошибочными могут считаться только вычисления с помощью микрометра, который классически применяется в случаях, когда необходима исключительная и подлинная точность размеров. Но иногда современные новшества вполне могут конкурировать со старыми проверенными временем средствами.
Для непрофессионалов обычные штангенциркули с ценой деления менее 0,1 миллиметра не представляют особого интереса, так как разглядеть на глаз различия между 12,05 и 12,1 мм практически нереально. Однако технический прогресс не останавливается, и неудивительно, что на рынке появилась новая электронная модификация этого устройства. Сейчас стали выпускаться модели с точностью до 0,01 мм. Такую новинку производят в Китае, Германии, Японии, Швейцарии и других странах.
Некоторые наши соотечественники уже успели оценить удобство использования такого штангенциркуля. Как было отмечено в их тестовых замерах, цифровой штангенциркуль имеет ряд преимуществ и полезных свойств. Почти все сходятся во мнении, что работать при помощи современной электронной модели стало быстрее и проще. Вот только не всегда новинка приживается на производстве – многие профессионалы признают подобные приборы хрупкими и возвращаются к старым, проверенным временем моделям.
А домашние мастера с удовольствием используют плоды прогресса. Но советуют выбирать модели из прочных материалов, если вы планируете пользоваться прибором не один год. Для разового же использования подойдет и самая простая и дешевая китайская модель (конечно, здесь желательно будет проверить точность измерений и качество сборки перед покупкой). Давайте теперь внимательно рассмотрим устройство этого контрольно-измерительного прибора. Электронный штангенциркуль с глубиномеромЭтот прибор используется для измерения внутренних и наружных замеров, а также между поверхностями деталей, применяется для измерения глубины отверстий и выступов. Электронный штангенциркуль имеет очень полезную функцию по сравнению с механическим — он настраивается на ноль в любой точке шкалы, благодаря этому можно наблюдать отклонения в каждом участке размера. То есть можно обнулить его в размере, допустим, 21,55 мм, и уже от него отсчитывать длинну.
В современном высокоточном механическом производстве уже никак не обойтись без этого удобного инструмента, где диапазон измерений универсальный. В тяжелой и легкой промышленности, строительстве, да и во всех других отраслях технической жизни, уже нельзя представить работу без использования цифрового штангенциркуля. При необходимости, к ЭШ можно подключить компьютер, на который будут выводится все данные в процессе контроля размеров. Для этого в цифровом штангенциркуле есть специальный разъём: Цифровой штангенциркуль имеет разрешение 10 мкм с точностью до 30 мкм. Эта точность достигается использованием емкостных датчиков. Емкостные датчики очень линейные и защищены от механических и электронных помех. Однако они чувствительны к жидкости. Случайно попавшая жидкость разбалансирует измерительные мосты пластин и увеличивает емкость. Конструкция цифрового штангенциркуля (150 мм)В целом, конструкция этого инструмента почти тождественна с классическим аналогом:
Такой прибор, как правило, может иметь клавишу включения/выключения, обнуления текущих показаний (функция будет полезна при калибровке), а также кнопочку для смены единиц измерения: миллиметры или дюймы с отображением до трех знаков после запятой. Цифровой штангенциркуль (150 мм) делается из нержавейки, корпус – из специальной пластмассы. Работает от батареек, которые, как правило, продаются в комплекте с прибором. Определяемые размеры высвечиваются на электронном интерфейсе. Можно обнулять показания в любой точке, замерять величину отклонений от заданного размера.
Чтобы увидеть результаты измерений, не нужно сильно вглядываться и напрягать глаза – четкий и контрастный дисплей отображает большие цифры, что, несомненно, очень удобно при плохом освещении или проблемах со зрением, с которыми сталкивается большинство специалистов с многолетним стажем. Линейка на приборе имеет дополнительную разметку в дюймах и миллиметрах, поэтому прибор можно использовать, не включая, как обычный штангенциркуль.
Недостатки электронных штангенциркулей, в основном, касаются недорогих бюджетных моделей китайских производителей. Были отмечены слабая износостойкость, хрупкость и низкое качество материала. Иногда случаются «скачки» цифр на экране и путаница в показаниях сотых долей миллиметров прибора, поэтому использование такого инструмента требует некоторой сноровки. Всех этих недостатков практически лишены качественные дорогие штангенциркули, например, немецкого производства из высококачественной стали.
Поэтому те, кому по душе и по карману самое высокое качество, смогут оценить все преимущества цифровых устройств, и после некоторого времени использования, возможно, они уже не захотят возвращаться к старым нониусным моделям. Подводя итоги, хочется заметить, что, как бы там ни было, микрометр своих позиций не сдает, и цифровой штангенциркуль ни в коем случае нельзя считать его абсолютной заменой, но вот конкуренцию в измерениях он составить вполне может и имеет все шансы на то, чтобы стать полноценным и незаменимым устройством в арсенале профессионала.
Какую задачу вы поставите перед своим штангенциркулем?Недавно пришел ко мне друг-фрезеровщик и протянул коробочку: «Возьмешь?» – говорит. – «Конечно, возьму, о чем спрашиваешь. А что там?». В коробочке оказался как раз-таки герой сегодняшней статьи. Удивился я – почему это друг отдает такую хорошую штуку. Но он все объяснил: «Понимаешь, сын привез мне из Китая эту электронную игрушку, обрадовался я тогда: глаза напрягать не надо, видно все отлично. Только берут меня сомнения, а что если помехи какие, и он неточно показывать будет? Вдруг батарейка сядет в самый ответственный момент или еще что случится с хрупкой электроникой? Так и перепроверяю каждый раз своим привычным инструментом, в 2 раза больше времени трачу. Кстати, показывает он довольно точно – ошибается обычно в сотых долях миллиметра, пару раз только в одну десятую ошибся. Но мне для работы все же отличная точность порой нужна. Так что в итоге забросил его совсем, а жалко – хорошая же штука. Вот тебе отдаю. Для дома да строительства дачи тебе за глаза хватит: сверло правильное подобрать из набора или глубину отверстия в стене померить. Да и пользоваться им удобно: экран большой, видно хорошо». РазметкаОбычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии. Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки. Источник |
