- Ремонт клапанов толкателей коромысел
- Вопрос №16 Ремонт ГРМ: распредвал, клапаны, толкатели
- Дефекты клапанов, толкателей клапанов, коромысел клапанов, их ТО.
- Восстановление коромысел и осей коромысел
- 15.6. Ремонт коромысел клапанов
- 15.7. Ремонт валика коромысел
- 15.8. Ремонт штанг толкателей
- 15.9. Ремонт толкателей
- 15.10. Ремонт втулок толкателей
- 15.11. Ремонт распределительных валов.
Ремонт клапанов толкателей коромысел
Существует несколько способов проверки технического состояния пружин.
Проверяют их на упругость по длине в сжатом и свобод ном состояниях. При проверке нагрузка может быть ступенчатой. Другой способ проверки клапанных пружин состоит в том, что проверяемую и новую пружины надевают на длинный болт. Головку болта зажимают в тисках, на болт наворачивают и затягивают гайку. Чтобы пружины не выпадали, под головку болта и гайку подкладывают шайбы. Затем измеряют длину пружин. Если старая пружина окажется короче новой, значит, она ослаблена и нуждается в замене.
На отклонение от перпендикулярности пружины клапанов проверяют с помощью стального угольника (рис. 1). Для пружин каждого двигателя номинальное отклонение от вертикали индивидуально. Предельное отклонение по верхнему витку пружины не должно превышать (в зависимости от модели двигателя 2 мм).

Рисунок 1. Проверка пружины клапана на отклонение от перпендикулярности
На наружной поверхности коромысел осей клапанов могут быть погнутости, износы, задиры. Погнутости осей можно проверить на проверочной плите с помощью щупов. Изношенные оси ремонтируют путем хромирования или осталивания, а затем шлифуют. Коромысла клапанов не должны быть с изношенными отверстиями во втулке и под втулкой, а также иметь износ сферической поверхности лапки. Выработку сферической поверхности лапки устраняют шлифованием. Кроме того, поверхность лапки можно наплавить и обработать термическими и механическими способами. Если износ отверстия под втулку превышает допустимый, втулку выбраковывают.
Источник
Вопрос №16 Ремонт ГРМ: распредвал, клапаны, толкатели




![]()
![]()
К основным элементам газораспределительного механизма относятся: распределительный вал, клапаны, толкатели, втулки, и пружины клапанов, коромысла клапанов и валики (оси) коромысел.
Неисправности, дефекты, повреждения, отказы клапанов следующие: износ и подгорание рабочих фасок; износ поверхности стержня и торца; непрямолинейность стержня (
Изношенные внутренние поверхности втулок развертывают под увеличенный размер клапанов.
Пружины, потерявшие упругость или поимевшие усадку, восстанавливают накаткой роликом или способом термической фиксации.
Валики коромысел, имеющие износ наружной поверхности, восстанавливают перешлифовкой на уменьшенный (ремонтный) размер или хромированием (железнением), вибродуговой наплавкой с последующей шлифовкой.
Коромысла клапанов с втулками могут иметь следующие дефекты (износы, неисправности): износ бойков и внутренней поверхности втулок; ослабление посадки втулок в коромыслах; износ резьбы под регулировочные винты.
Бойки шлифуют на обдирочно-шлифовальном станке при незначительных износах; при износе 2…3 мм и более производят наплавку и шлифование. Параллельность цилиндрической поверхности бойков относительно оси отверстия под втулку проверяют шаблоном.
Втулку восстанавливают термодиффузионным цинкованием. При износе резьбы конец коромысла осаживают с боков в горячем состоянии, просверливают отверстие, нарезают резьбу.
Толкатели за время эксплуатации обычно приобретают износ поверхности стержня и тарелки. Стержни восстанавливают вибродуговой наплавкой проволокой из высокоуглеродистой стали или напеканием металлических порошков с последующим шлифованием на углошлифовальном станке. Возможно также железнение или хромирование.
При износе рабочей поверхности тарелки менее 0,3 мм производится шлифование до выведения следов износа. При больших износах наплавляют электродуговой сваркой электродом Т-590 или чугунным прутком с использованием газового пламени. Толкатель при этом погружают в ванну с проточной водой. Наплавленные тарелки шлифуют. У толкателей качающегося типа все элементы при износе заменяют.
Распределительные валы в результате эксплуатации имеют износ опорных шеек и кулачков, возможен изгиб вала.
Для определения изгиба вала его укладывают крайними шейками на призмы и индикатором определяют биение средней шейки. Если биение превышает 0,1 мм, то вал правят под прессом.
При овальности и конусности шеек более 0,1 мм их шлифуют до следующего ремонтного размера. Изношенные до последнего ремонтного размера шейки восстанавливают вибродуговой наплавкой высокоуглеродистой сталью, после чего шлифуют. Возможно железнение, хромирование, напекание.
Втулки для опорных шеек прошлифованных валов ставят в блок с уменьшенным внутренним диаметром. После запрессовки втулок проводят их соосную расточку на станках типа ОПР-4812, ОПР-4811.
Изношенные кулачки шлифуют на шлифовально-копировальном станке на ремонтные размеры. При износе последнего ремонтного размера производится восстановление электродуговой наплавкой электродом Т-590 или напеканием металлических порошков с последующим шлифованием.
Источник
Дефекты клапанов, толкателей клапанов, коромысел клапанов, их ТО.
Наиболее часто встречающимися дефектами клапанов являются: износ и обгорание рабочей фаски, деформация тарелки (головки), износ и изгиб стержня.
Клапаны с небольшим износом рабочей фаски восстанавливают притиркой к седлу. При значительных износах осуществляют шлифование и притирку. Все клапаны притирают одновременно на специальном станке. Герметичность пары «клапан – седло» контролируют прибором.
Изгиб стержня и биение рабочей фаски головки относительно стержня проверяют на специальном приспособлении. Контроль осуществляют индикаторами. Допустимое биение стержня клапана и рабочей фаски предусмотрено техническими условиями. При большом биении стержень клапана правят. Изношенный стержень клапана можно восстановить хромированием с последующим шлифованием до номинального размера. Изношенный торец стержня клапана шлифуют до получения гладкой поверхности.
У толкателей клапанов изнашиваются сферические и цилиндрические поверхности.
Стержень восстанавливают шлифованием до ремонтного размера или хромированием. При этом отверстие у направляющих толкателей обрабатывают разверткой под размер устанавливаемых стержней.
Износ сферический поверхности стержня устраняют шлифованием по шаблону, выдерживая установленную техническими условиями высоту.
В коромысле клапанов изнашиваются втулки, которые заменяют на новые и растачивают отверстие в них до номинального или ремонтного размера.
В новой втулке сверлят масляные отверстия. Изношенную сферическую поверхность носка коромысла обрабатывают шлифованием.
Не нашли, что искали? Воспользуйтесь поиском:
Источник
Восстановление коромысел и осей коромысел
Коромысла клапанов штампуют из стали 45. Поверхность бойка закаляют с нагревом ТВЧ на глубину 2-5 мм до твердости не ниже HRCy 50. Ось коромысел изготавливают из стали 20 или 30, рабочую поверхность цементуют на глубину 0,4—0,8 мм.
Основные дефекты коромысел:
- износ поверхности бойка
- отверстия под втулку и отверстия втулки
- повреждение резьбы
- изгибы
- трещины
Ось коромысел изнашивается по наружной поверхности, возможны изгибы и отслоения слоя цементации. Коромысло и ось выбраковывают при трещинах, аварийных изгибах и отслоениях слоя цементации на оси.
Боек коромысла шлифуют по шаблону до выведения следов износа. При уменьшении высоты бойка за пределы допустимой и при снижении твердости поверхности его наплавляют электродами Т-590 или Т-620 и обрабатывают по шаблону под номинальный размер. Возможна наплавка другими электродами и закалка до необходимой твердости.
Отверстие под втулку восстанавливают развертыванием. Новую втулку с увеличенным наружным диаметром запрессовывают в отверстие с натягом 0,01 мм. Отверстие во втулке развертывают до номинального или ремонтного размера оси коромысел.
Ось коромысла восстанавливают шлифованием под ремонтный размер или изношенные поверхности наращивают (наплавкой, железнением, газотермическим напылением) и обрабатывают под номинальный (или увеличенный) размер.
Изношенное резьбовое отверстие восстанавливают нарезанием резьбы увеличенного размера и изготавливают новый регулировочный винт с контргайкой. Можно восстановить резьбовое отверстие осадкой конца коромысла после нагрева до температуры 900—950°С, затем рассверлить отверстие и нарезать резьбу номинального размера.
Источник
15.6. Ремонт коромысел клапанов
Основными дефектами коромысел клапанов являются: износ бойка, отверстия под втулку и резьбы под регулировочный винт.
При износе боек наваривают газовой или электродуговой сваркой, после чего обрабатывают на шлифовальном круге и проверяют по шаблону. Изношенное отверстие развертывают под увеличенную втулку. При износе резьбы нарезают резьбу большего диаметра или отверстие заваривают либо осаживают кузнечным способом и в нем просверливают отверстие, в котором нарезают нормальную резьбу.
15.7. Ремонт валика коромысел
Валик коромысел изнашивается в местах сопряжения с втулками коромысел. При износе валик перешлифовывают под втулки меньшего размера на станке или в приспособлении для бесцентрового шлифования.
15.8. Ремонт штанг толкателей
У штанг толкателей изнашиваются гнезда головки, нижний торец, резьба, а также изгибается стержень.
Гнезда ремонтируют заваркой и последующей проточкой головки.
Нижний торец ремонтируют проточкой фасонным резцом, причем длину штанги восстанавливают оттяжкой кузнечным способом. Изношенная резьба может быть восстановлена осталиванием. Изогнутые штанги правят в холодном состоянии.
15.9. Ремонт толкателей
Характерным дефектом толкателей является износ нижней части в участке перемещения кулачка распределительного вала, поверхности, находящейся в сопряжении со втулкой, и гнезда под штангу.
Нижнюю часть толкателя ремонтируют шлифованием. Стержень толкателя перешлифовывают под втулку меньшего (или нормального) размера, либо восстанавливают хромированием.
15.10. Ремонт втулок толкателей
У втулок толкателей изнашиваются отверстия под стержень толкателя и наружные посадочные пояски.
Изношенное отверстие втулки развертывают под стержень толкателя, увеличенного (или нормального) размера. Посадочные пояски наваривают газовой сваркой и протачивают до нормального или увеличенного размера.
15.11. Ремонт распределительных валов.
Основными дефектами распределительных валов являются: износ опорных шеек и кулачков и изгиб вала. Изношенные шейки шлифуют на меньший размер. При износе кулачки шлифуют до восстановления профиля. Возможность такого ремонта можно
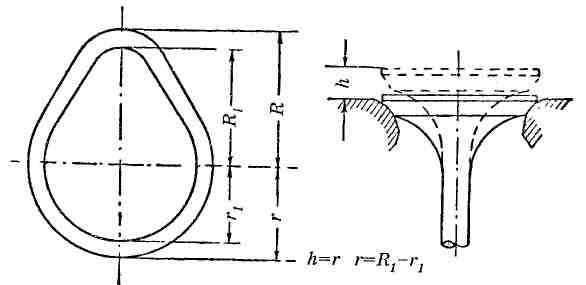
Рис. 15.8. Схема, показывающая возможность восстановления профиля кулачка шлифованием.
объяснить тем, что при шлифовании кулачков по копиру сохраняется разность радиусов, а следовательно, и время сечения клапана (рис. 15.8).
При большом износе кулачки наваривают электродуговой сваркой, применяя чугунные электроды, или наращивают электроэрозионным способом. После этого кулачки шлифуются по копиру на специальных станках. Износостойкость кулачков можно повысить посредством хромирования, электроискрового упрочения твердыми сплавами (Т15К6) и наращивания твердыми сплавами.
1.Какая функция клапанов газораспределительного механизма?
2.Каким механизмам осуществляется очередность открывания (закрывания) клапанов?
3.В процессе эксплуатации, какие дефекты имеется клапанов?
4.Как ремонтируется клапаны?
5.Как ремонтируется гнезда клапанов?
6.Как производится расточка головок под гнездо?
7.Какими способами проверяется притирка клапана и гнезда?
8.Как осуществляется ремонт направляющих втулок клапана и пружин клапана?
9.Технологический процесс ремонта коромысел и валиков клапанов, толкателей, втулок и штангов толкателей.
Тут вы можете оставить комментарий к выбранному абзацу или сообщить об ошибке.
Источник