Ремонт трубопроводной арматуры
Неисправную арматуру осматривают, определяя возможность ремонта на месте. Если это невозможно, производят частичный или полный демонтаж. При отсутствии новой арматуры на место демонтированной устанавливают раздвижную вставку, что позволяет не прерывать подачу воды потребителям.
Раздвижная вставка состоит из фланцев с резьбовыми патрубками, муфты и контргаек. Но чаще вместо снятой задвижки ставят «катушку», состоящую из двух фланцев с вваренным между ними отрезком трубы по длине задвижки.
При ремонте задвижек устраняют утечку воды через сальниковое уплотнение (сальник), трещины или дефекты в корпусе, неплотное перекрытие потока воды (арматура «не держит»), утечку в местах соединения с трубопроводами.
Утечку через сальниковое уплотнение устраняют подтягиванием крышки сальника. Если не удается устранить течь подтягиванием крышки, следует заменить сальниковую набивку. Чтобы исключить утечку воды во время ремонта, трубопровод перекрывают, часто заглушкой эллиптической
Сальниковую набивку можно заменить, не перекрывая трубопровод. В этом случае во время ремонта на шпиндель задвижки (под крышку корпуса) следует установить кольцо из листовой резины толщиной 12—15 мм, Для замены сальникового уплотнения шпиндель поднимают вверх до упора. При этом резиновое кольцо прижимается к крышке корпуса, герметизируя тем самым зазор между шпинделем и крышкой, и поступление воды в сальниковое уплотнение из трубопровода прекращается. Затем отворачивают болты с гайками, поднимают крышку сальника и удаляют старую набивку.
Очистив шпиндель и корпус от старой набивки, грязи, ржавчины, закладывают новую сальниковую набивку. Если неизвестен материал, который был использован для уплотнения, то его выбирают в зависимости от температуры воды, проходящей через арматуру. При температуре воды не более 60’С применяют сальниковую хлопчатобумажную набивку: ХБП и ХБТС; при более высокой температуре— асбестовый материал или фторопластовый жгут. Сальниковую набивку промышленность выпускает в виде шнура.
Зазор между корпусом и шпинделем должен быть заполнен сальниковой набивкой настолько, чтобы в процессе эксплуатации крышку сальника можно было 2—3 раза подтянуть.
Вместо хлопчатобумажной набивки в сальниковом уплотнении может быть использована разрезная резиновая втулка. В этом случае при уплотнении набивки не следует сильно сжимать втулку крышкой, так как это увеличит трение шпинделя о втулку и ускорит ее изнашивание. .
Неплотное перекрытие потока води в задвижках образуется из-за повреждения уплотнительных поверхностей, изнашивания резьбы шпинделя.
Повреждения уплотнительных поверхностей определяют следующим образом. Снимают крышку корпуса и вынимают шпиндель с дисками. Внутреннюю поверхность корпуса и кольца очищают от грязи, ржавчины. На уплотнительные поверхности кольца и диска наносят краску, вновь вставляют в корпус шпиндель и диски, после чего несколько раз закрывают и открывают задвижку, приводя в соприкосновение кольца и диски. Далее диски вновь вынимают, осматривают, выявляя царапины, шероховатости, которые выделяются на поверхности темными черточками и пятнами. Дефектные места на уплотнительных поверхностях глубиной 0,01—0,3 мм удаляют шабрением, глубиной менее 0,01 мм — притиркой.
Шабрение производят вручную или механизированным инструментом в несколько приемов, периодически проверяя поверхности соприкосновения кольца и диска. О том, как делается притирка, см. в § 6.
Поврежденный шпиндель с сорванной резьбой заменяют или ремонтируют путем наварки металла и его обточки до первоначальных размеров.
Утечку в местах присоединения арматуры к трубопроводам устраняют так же, как утечку во фланцевых соединениях трубопроводов. При утечке воды через поврежденный чугунный корпус или крышку (трещины, свищи, раковины) их заменяют.
Пробковые краны. В пробковых кранах могут быть следующие неисправности: утечка воды через сальниковое уплотнение, неплотное перекрытие потока воды, утечка В местах присоединения кранов к трубопроводам.
Утечку воды через сальниковое уплотнение устраняют подтягиванием крышки сальника. Если утечку не удается устранить таким образом, заменяют сальниковую набивку.
Для того чтобы вода не попадала в помещение, трубопровод перекрывают запорной арматурой, установленной на нем до и после ремонтируемого крана. В том случае, если трубопровод перекрыть невозможно, используют приспособление, которое захватами зацепляется за трубопровод, затем рукояткой с винтом, который вращается в гайке, приваренной к планке, и приспособление прижимает пробку к корпусу На время ремонта кранов небольшого диаметра пробку можно прижать к корпусу газовым ключом, поместив одну его губку под корпусом, а другую — на верхней части пробки.
Для замены сальниковой набивки отвертывают болты и поднимают крышку сальника, после чего удаляют старую сальниковую набивку, очищают корпус и шпиндель пробки от прилипшей набивки. Материал для сальниковой набивки выбирают так же, как и для задвижки.
Неплотное перекрытие потока воды в пробковых кранах ликвидируют притиркой.
После окончания притирки пробку тщательно протирают, промывают для удаления остатков абразивной пасты и смазывают густым смазочным материалом. Затем оч и шлют корпус и собирают кран.
Утечку □ места присоединен^ крапов к трутпрояо — яан ДМ минируют так Аи, ЬМК утечку и рйІЬбоШЛХ («ЛИНС — КИЯХ, ПрН необходимости разборки рс’іЕі&ОЙСїГО соединения ИЛИ сына к. рпп-і С ТруЙОЛрОБОДИ ПНДЧОЛС ралблрают сгон, который обязательно уттаноилен перед каждым крином, г. нілюрачиваіот его из корпуса крана. Затем корп>: снимлизз с реэьбм натрубопроводе, Ьсли крил расположен близко к стене, то сначала демонтируют на кране все выступающие части (крышку сальника, пробку), а затем разводным ключом отвертывают корпус.
Вентили имеют такие же неисправности, что и пробковые краны. Кроме того, возможны изнашивание резьбы на шпинделе, попадание посторонних частиц в корпус вентиля, повреждение седла вентиля.
Утечку через сальниковое уплотнение ликвидируют подтягиванием сальниковой гайки либо заменяют сальниковую набивку.
В том случае, если трубопровод перекрыть невозможно, перед заменой сальниковой набивки шпиндель с клапаном поднимают вверх до упора, вращая маховичок против часовой стрелки. При этом клапан верхней поверхностью прижмется к крышке корпуса и частично перекроет зазор, по которому поступает вода. Для герметичного перекрытия этого зазора, чтобы исключить утечку при замене сальниковой набивки вентиля, над клапаном на шпиндель устанавливают резиновую прокладку толщиной 3—4 мм, т. е. как в задвижке (см. выше).
При подъеме шпинделя вверх не следует прилагать больших усилий к маховичку, так как это может привести к отрыву клапана от шпинделя.
Неплотное перекрытие потока в вентилях для воды наблюдается при изнашивании уплотнительной прокладки или резьбы на шпинделе, выпадании прокладки из клапана, попадании посторонних предметов между клапаном и седлом, повреждении седла.
Изношенную прокладку заменяют новой, выполненной из того же материала, что и прежняя (из резины, кожи, теплостойкой резины, паронита, фибры).
Для замены прокладки перекрывают подачу воды в трубопровод, на котором установлен вентиль, и разводным ключом вывертывают крышку корпуса. Отвернув гайку, крепящую прокладку, удаляют изношенную прокладку. Новую прокладку вырубают пробойником и устанавливают, надежно закрепляя гайкой. Для того чтобы гайка самопроизвольно не отворачивалась, резьбу, выступающую из гайки, покрывают слоем водостойкой краски.
Перед сборкой вентиля шпиндель с клапаном ввертывают в крышку корпуса и резьбу на крышке покрывают графитовой смазкой. При этом необходимо проверить прокладку под головкой вентиля и, если она повреждена, заменить ее.
Неплотное перекрытие потока в вентилях ликвидируют притиркой металлических уплотнительных поверхностей (клапана и седла).
Износ резьбы на шпинделе не позволяет плотно прижать клапан к седлу: маховичок прокручивается, и поток воды не перекрывается. В этом случае перекрывают поступление воды в трубопровод и вывертывают крышку из корпуса. Затем, вращая маховичок по часовой стрелке, вывертывают шпиндель из крышки. Если резьба на шпинделе изношена или повреждена, то шпиндель заменяют. Для этого снимают маховичок, отвертывают (ослабляют) сальниковую гайку и вынимают шпиндель, снимают клапан, вынув стопорное кольцо. Новый шпиндель устанавливают в обратном порядке.
‘ При отсутствии нового шпинделя работоспособность вентиля для воды можно восстановить, установив утолщенную прокладку. В связи с тем, что утолщенная прокладка сужает проходное сечение вентиля, такой ремонт можно проводить только на нижних этажах здания, где давление в водопроводной сети высокое.
Посторонние частицы (окалина, стружка, песок) между клапаном И седлом сначала пытаются удалить промывкой. Для этого открывают водоразборную арматуру, установленную после вентиля, и несколько раз открывают и закрывают вентиль, вращая маховичок. Если при этом герметичность не восстанавливается, т. е, вода при закрытом вентиле выливается через открытую водоразборную арматуру, то снимают крышку корпуса и удаляют посторонние ‘jiCTHьia H’.t кормусл и клигина.
При параден ни ссдлп раколнны мож;ю срезать, ис — nwiVjya фрс1у. Для jпoro н. ч[|ридляюсцую тулку с фрезой flEJSpTWJWiur U Корпус ИС1ГГИЛЛ RMCCTO Kpl. riUK» Фрезерование поверхности седла осуществляется режущими кромками при повороте фрезы вокруг оси — Если не удается удалить раковину фрезерованием* то заменяют корпус или, рассверлив отверстие, вставляют новое седло, выточенное из бронзы или латуни на токарном станка.
Шр=7п>г1′,к! клапаны. Ремонтобратных клпшнов (подъемных н попоротых) производят при неплотном перекрытии обратного потока воды и разрушении корпуса и деталей.
Неплотное перекрытие обратного потока наблюдается при разрушении уплотнительных поверхностей клапана и седла и попадании посторонних предметов между ними, повреждении и изнашивании осей и шарниров поворотных клапанов.
Разрушение уплотнительных поверхностей клапанов и седел и попадание посторонних предметов в них устраняют так же, как в вентилях.
’ Поврежденные оси поворотных клапанов заменяют, предварительно разобрав клапан. При изнашивании шарнира (серьги) поворотного клапана производят восстановительный ремонт путем заварки изношенного отверстия и последующего его рассверливання до требуемого диаметра либо рассверливают отверстие большего диаметра, чем прежнее, после чего запрессовывают в него стальную или латунную втулку с внутренним диаметром, соответствующим наружному диаметру оси поворотного клапана.
Разрушение стальных корпусов и деталей ликвидируют сваркой, чугунных — заменой.
Регулирующая арматура. При утечке воды через сальниковое уплотнение при неплотном перекрытии потока
Регулирующую арматуру (регулятор давления, расход температуры) ремонтируют так же, как запорную.
Краны двойной регулировки, установленные в помещениях, где наблюдаепл перегрев, разбирают и проверяют наличие реагирующего стакана. Если стакана нет, кран заменяют.
После ремонта трубопроводную арматуру испытывают н’и прочность и плотность корпуса давлением 1,6 МПа.
Источник
Ремонт трубопроводной арматуры




![]()
![]()
 На трубопроводах устанавливается арматура различного назначения и устройства. Она служит для периодического включения или отключения потока, протекающего по трубопроводу (запорная арматура); поддержания заданного давления, температуры или расхода (регулирующая арматура).
На трубопроводах устанавливается арматура различного назначения и устройства. Она служит для периодического включения или отключения потока, протекающего по трубопроводу (запорная арматура); поддержания заданного давления, температуры или расхода (регулирующая арматура).
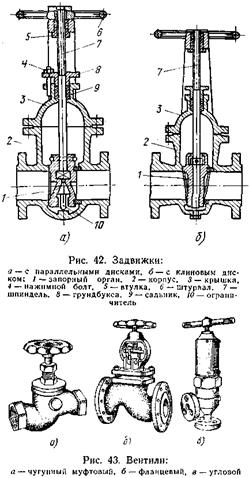
Различные типы трубопроводной арматуры показаны на рис. 42 – 45. Каждый тип арматуры состоит из трех основных узлов: корпуса, рабочего органа и привода к рабочему органу. Корпус у большей части арматуры выполнен в форме тройника с фасонной внутренней полостью. Верхний патрубок служит для крепления на нем крышки.

Рабочим органом арматуры является клапан. Поверхности соприкосновения клапана с корпусом – уплотнительные поверхности образуют затвор. Место посадки клапана в корпусе называют седлом. Клапаны имеют различную конструктивную форму: тарелки, диска, золотника, клина и т. п. Их выполняют из одной или нескольких деталей, закрепленных на шпинделе, или заодно со шпинделем. Седла изготовляют в виде отдельной детали (кольца), закрепленной на корпусе, или в виде кольцевой наплавки на корпусе, на поверхность которой садится клапан.
У вентилей и клапанов затвор перемещается перпендикулярно уплотнительному кольцу в корпусе, у задвижек – параллельно уплотнительным кольцам в корпусе. У кранов пробка вращается вокруг своей продольной оси.
По конструкции присоединительных концов арматура бывает фланцевая, муфтовая, цапфовая и с концами под приварку.
По направлению движения среды арматура делится на проходную, в которой направление при выходе из корпуса не меняется, и угловую, изменяющую направление движения среды.
Арматура может приводиться в движение вручную вращением штурвала либо при помощи электрического, пневматического, гидравлическогоприводов.
К неисправностям трубопроводной арматуры в первую очередь относится недостаточная плотность сальниковых уплотнений. Пропуск через сальник может быть вызван либо слабой затяжкой нажимной гайки, либо износом набивки.
Плохое запирание трубопровода может произойти при износе деталей затвора (седла и клапана). Замораживание арматуры часто приводит к появлению трещин в ее корпусе и крышке. Возможны также повреждения резьбы на шпинделе, поломка штурвалов, выход из строя привода.
Ремонт арматуры, в зависимости от характера повреждений, может проводиться как без снятия ее с трубопроводов, так и после демонтажа. Не снимая арматуру с трубопровода, можно устранить пропуски через сальник, подтянув нажимную втулку либо заменив сальниковую набивку.
Такие неисправности арматуры, как износ уплотнительных поверхностей затвора, поломка шпинделя, кольца сальника, грундбуксы, втулки крышки, трещины в корпусе и крышке арматуры требуют частичного (крышка и затвор) либо полного демонтажа арматуры и доставки ее в мастерскую.
Перед снятием арматуры, чтобы знать, с какого места она снята, делают пометки на корпусе и на стыкуемых фланцах трубопровода.
Перед разборкой фланцевых соединений затвор арматуры плотно закрывают.
Доставленную в мастерскую арматуру устанавливают шпинделем вверх на специально очищенное место. Поворачивая штурвал против часовой стрелки, открывают затвор, затем отвертывают гайку и снимают штурвал со шпинделя. Если на верхней части шпинделя есть и другие детали (приводная головка, шпонки, шарикоподшипники), их предварительно снимают. Далее, отвернув гайки со шпилек крышки, ее снимают. Поднимают крышку строго вертикально, так как даже незначительный перекос может повредить шпиндель в месте посадки клапана. Поверхности разъема корпуса тщательно очищают от старой прокладки.
Детали затвора, вынутые с крышкой, разбирают. Отвернув гайки со шпилек грундбуксы, снимают нажимную планку, грундбуксу, удаляют сальниковую набивку и кольца. Если необходимо снять тарелку, то отгибают предохранительную шайбу, отвертывают накидную гайку, которая крепит тарелкодержатель, или вывертывают шпиндель из обоймы и, осторожно придерживая верхний тарелкодержатель, вынимают тарелки и грибок (шарик) из места посадки. Все детали тщательно промывают в керосине и насухо вытирают чистыми тряпками, после чего тщательно осматривают каждую деталь. Прежде всего, проверяют целостность корпуса и крышки арматуры. Затем при помощи небольшого зеркала осматривают поверхности седла, выявляя на его поверхности задиры, царапины и другие повреждения. Также тщательно осматривают другие детали. Для обнаружения волосяных трещин применяют лупы с трехкратным, десятикратным увеличением.

Наиболее сложным при ремонте деталей арматуры является устранение дефектов на уплотнительной поверхности арматуры. Незначительные риски и царапины устраняют, обтачивая и шлифуя поверхность на станке с последующей притиркой.
Притирку производят вручную или используя различные механические приспособления. Ручная притирка уплотнительных поверхностей (седел и клапанов) трубопроводной арматуры ведется следующим образом. Обрабатываемую поверхность и поверхность притира (плиты или оправки из более мягкого металла, по которым притираются детали арматуры) перед началом работы и при смене притирочного материала тщательно промывают бензином или керосином и насухо протирают ветошью, а при необходимости обдувают воздухом. Затем на притир тонким равномерным слоем наносят притирочную пасту, разведенную керосином, или притирочный материал, смешанный с маслом. После этого начинается притирка. Притир плавно вращают по уплотнительной поверхности 6 – 7 раз попеременно вправо и влево на 90°. После этого поворачивают его на 180° и снова из нового положения поворачивают попеременно 6 – 7 раз вправо и влево на 90°. Поворачивают притир на 180° 5 – 8 раз, после чего притир вынимают, обрабатываемую поверхность промывают бензином и протирают чистой ветошью. Затем притирку повторяют вновь в том же порядке, пока поверхность не станет светло-матовой или блестящей по замкнутому кольцу.
После притирки пастой следует продолжать притирку в течение 5 – 10 мин минеральным маслом. Притирку обрабатываемой поверхности ведут под давлением, создаваемым собственным весом притирки или деталей: при грубой притирке не более 1,5 кгс/см 2 ; при средней притирке 1 кгс/см 2 ; при окончательной притирке или доводке 0,5 кгс/см 2 . Качество притирки проверяют на карандаш или «на краску».
Наиболее распространенным притирочным материалом является паста Государственного оптического института (ГОИ). Паста ГОИ выпускается трех сортов. Грубую пасту (1-й сорт) применяют для удаления следов обточки. Среднюю пасту (2-й сорт) используют после обработки детали грубой пастой для получения полузеркальной блестящей поверхности. Для окончательной доводки применяют 3-й сорт – тонкую пасту.
Глубокие (более 0,5 мм) раковины, выбоины устраняют путем наплавки нового металла на уплотнительную поверхность с последующей обточкой и притиркой. Наилучшим материалом для наплавки являются твердые сплавы: стеллит и сормайт. Технология наплавки довольно сложна, требует специального оборудования и точного соблюдения температурного режима, поэтому может проводиться только в ремонтно-механических цехах завода специально подготовленными рабочими.
Основные операции, осуществляемые при восстановлении уплотнительных поверхностей путем наплавки, следующие: очистка детали от грязи и ржавчины металлическими щетками, напильниками; выточка кольцевых канавок, разделка фасок и т.п. на толщину, равную толщине наплавляемого слоя; подогрев детали и наплавка (наплавку ведут в четыре слоя одинаковой толщины в пределах 1,5–2 мм); отпуск и охлаждение наплавленной детали; механическая обработка наплавленной поверхности.
Принимая отремонтированную деталь, необходимо убедиться в отсутствии таких дефектов, как наличие трещин слоя сплава, переходящих в основной металл, выкрашивание и отслаивание наплавленного слоя, раковин, шлаковых включений, трещин на наплавленном слое и на границе основного металла.
Ремонт корпусов, крышек и других кованых и литых деталей арматуры заключается в устранении трещин или свищей путем вырубки дефектного места с последующей заваркой и термической обработкой (отжигом). Для выявления дефектов применяют так называемую цветную дефектоскопию, заключающуюся в следующем. Детали предварительно протирают ветошью, смоченной в бензине, промывают в содовом растворе, потом в чистой воде и просушивают. После просушки поверхность деталей смазывают раствором, состоящим из 80% керосина, 15% трансформаторного масла, 5% скипидара и 15 – 20 г краски (судана-3 или жирового оранжа) на каждый литр этого раствора. По истечении 30 – 60 мин детали промывают холодной водой до полного удаления следов раствора и на мокрую поверхность наносят тонким слоем раствор в воде порошка мела. Имеющиеся на поверхности дефекты выявляются на просохшем покрытии в виде ярко выраженных пятен или полос, причем более глубокие трещины образуют более широкие полосы.
Ремонт шпинделя, проводимый в прицеховой мастерской, состоит в правке незначительного искривления шпинделя, удалении царапин и рисок, шлифовке и притирке уплотнительной поверхности.
На чугунных задвижках марки 31ч6нж обе плашки отлиты из чугуна и соединены между собой стержнем диаметром 15 мм, который при закрывании задвижек часто ломается и задвижка выходит из строя.
Для увеличения срока службы задвижек можно просверлить отверстие в стержне, соединяющем плашки, и впрессовать в него стальной палец диаметром 8 мм, после чего оба конца обварить.
Сборку отремонтированной арматуры ведут в порядке, обратном разборке: детали собирают согласно отметкам, сделанным кернером, или разборке.
Источник