Коленчатый вал — шлифовать или ремонтировать?
Данная статья универсальна и информативна для любой марки автомобиля.
Коленчатый вал автомобильного двигателя, безусловно, является одной из самых нагруженных деталей, работая в условиях знакопеременных нагрузок — сил давления газов, передаваемых через шатуны от поршней при сгорании топлива, и сил инерции при их возвратно-поступательном движении. Все эти условия и вызывают естественный износ. Но на практике чаще всего причиной выхода из строя коленвала является нарушение условий эксплуатации двигателя.
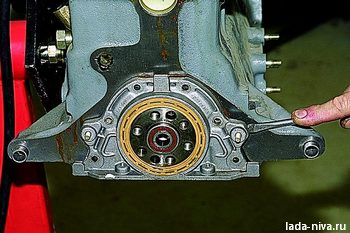
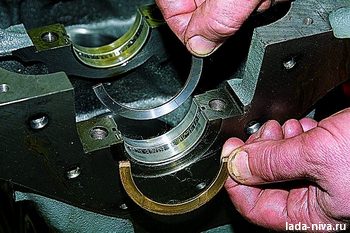
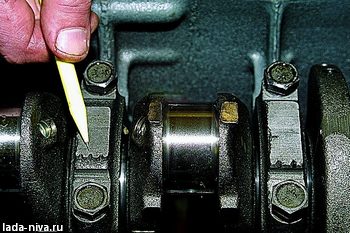
Основные дефекты — задиры шеек, которые приводят к увеличению зазора в подшипнике, перегрев и расплавление вкладышей, которые приводят к тяжелым разрушениям коленвала, а также блока цилиндров и шатунов. Вот эти дефекты на фотографиях (фото 1,2, 3).



Задиры шеек легко устраняются шлифовкой вала на ближайший ремонтный размер. Обычно шаг ремонтных размеров — 0,25; 0,5; 0,75; 1,0; 1,25; 1,50 мм, т.е. вал имеет шесть ремонтных размеров. Встречается шаг 0,5; 1,0; 1,5; 2.0 мм, а также 0,75; 1,5; 2,25; 3.0 мм.
(размеры коленвала НИВЫ и его допустимые биения указаны здесь)
По нашему заказу были изготовлены вкладыши межремонтных размеров, т.е. если шаг между ремонтами равен 0,50мм, то мы заказали 0,25мм, тем самым увеличив количество ремонтов. Вал автомобиля КАМАЗ после перешлифовки на размер 1.0 мм требует азотирования или закалки ТВЧ, что в условиях мастерской невыполнимо.
При расплавлении вкладышей ремонт становится более трудоемким. Потребуется не только шлифовка шеек, но и рихтовка вала.
Теперь попробуем разобраться, что такое ремонт коленчатого вала. Проследим, так сказать, путь коленвала по нашей мастерской. Театр, как известно, начинается с вешалки, а мы начнём с поста приемки деталей в работу. Прежде всего, важно наличие грузоподъемного механизма. Наше предприятие специализируется на валах грузовых автомобилей, а у них и вес соответствующий (фото 4).
(Снятие коленатого вала с НИВЫ показано здесь)

После выгрузки вал поступает на магнитный дефектоскоп для выявления трещин. Метод магнитной дефектоскопии довольно прост: через вал пропускается напряжение не более 3 вольт, но с силой тока 1200 — 1500 А. Проходя по проводнику, ток создает магнитное поле. Если присутствует разлом металла (а это и есть трещина, которую мы ищем), появляется разность магнитных полюсов. Одна сторона трещины станет «севером», а другая «югом» магнитной системы. После намагничивания нанесем на вал магнитный порошок, смешанный с дизельным топливом или керосином. Магнитное поле на месте трещины притянет порошок — и трещина как на ладони. Данный метод позволяет выявить трещины шириной менее 1 мкм, даже под слоем наплавленного на шейку вала баббита после расплавления подшипника. Широко применяется данный метод дефектоскопии в машиностроении и ремонте. В железнодорожном депо таким способом дефектуют колесные пары подвижного состава (фото 5-9).





Возникает вопрос: а какие трещины допустимы? Некоторые двигатели отечественного производства допускают работу с трещинами длиной до 7 — 10мм. Руководства по ремонту современных моторов запрещают эксплуатацию вала, если трещины на валу видны в лупу 4-х кратного увеличения. Иногда клиенты просят сделать вал с трещинами, под их ответственность. Делаем, но только валы отечественного производства. Иномарка трещину не простит.
После проверки вал необходимо размагнитить, во избежание остаточной намагниченности. Дефектоскоп мы делали сами. Для удобства оснастили его тельфером.
Итак, вал проверили на трещины, размагнитили, пора проверить прогиб вала и размеры шеек. Раньше прогиб вала мы проверяли, используя поверочную плиту и призмы. Но для определения прогиба вала оказалось достаточно и нашего дефектоскопа. На снимке видно, как происходит предварительная проверка прогиба. Если величина прогиба не превышает половины припуска на шлифовку (для припуска 0.25мм — 0.05. 0.10мм; для припуска 0.50мм — 0.10. 0.15мм), то вал мы не рихтуем, при условии, что максимальное биение имеет средняя коренная шейка, и минимальное биение — у крайних коренных шеек. Если двигатель не «стучал», то прогиб вала
практически отсутствует. В случае расплавления вкладышей, особенно когда вкладыш «приварился» к шейке, прогиб может составлять 1 мм и более (было и 3,5 мм). Такой вал необходимо рихтовать. Если и получится перешлифовать на ремонтный размер, то как быть с посадочными местами шестерён привода распредвала и маслонасоса, мест работы сальников, посадочным местом маховика и отверстием подшипника первичного вала КПП (фото 10, 11)?


Размер шеек вала измеряем микрометром. Сверяем с таблицей размеров, определяем, на какой ремонтный размер будет шлифоваться вал. Далее осматриваем вал на наличие других дефектов: износ мест работы сальников, разрушение посадочных мест шестерён и балансиров, разрушение посадки подшипника КПП, обрыв болтов крепления маховика, целостность шпоночных пазов. Составляем акт приемки вала в ремонт и приступаем к работе. Вал очищен от грязи и устанавливается на станок для шлифовки. Мы используем отечественные станки 3A423 и ЗД4230л, производства Украины, город Дубны. Много идёт дискуссий о данных станках. Называют их по-разному: «динозавр», «мастодонт» и просто «грудой железа». Но при правильной наладке, надлежащем уходе, применении соответствующих СОЖ, станок радует своей отличной работой.
Устанавливаем вал для шлифовки коренных шеек, проверив индикаторным приспособлением биение шеек. При шлифовке рядных шестицилиндровых и некоторых восьмицилиндровых V-образных валов применяем поддерживающий люнет, во избежание прогиба вала под собственным весом и силой давления шлифовального круга. Обязательно при шлифовке контролируем радиус галтели вала. Если нарушить радиус, то неизбежна поломка вала .
При шлифовке шатунных шеек необходимо выдержать два важных параметра: радиус кривошипа и параллельность оси шатунных шеек относительно коренных шеек. Контролируем всё при помощи приспособлений (фото 12, 13, 14).



Места под сальник восстанавливаем установкой колец. Снимаем 1- 1.5мм металла с вала и устанавливаем кольцо методом горячей посадки. Посадочные места шестерён и балансиров можно восстановить наплавкой. Но этот метод не даёт гарантий от нерегламентных разрушений. Восстановление шпоночного паза наплавкой даёт хорошие результаты: малый термоудар, по сравнению с наплавкой шейки. В случае обрыва болтов маховика, необходимо удалить остатки последних, с последующей калибровкой резьбы (пройти метчиком).
Наличие прибора для проверки твердости металла является необходимым. После шлифовки коленвалов на размер более 1 мм от номинального, наблюдается снижение твёрдости, особенно на автомобилях отечественного производства. На валах автомобиля КАМАЗ, при стандартном размере шеек, твердость 54. 58 HRC,после шлифовки на второй ремонт -твёрдость 40..44 HRC. После расплавления подшипника, происходит нагрев коленвала и отпуск шейки ниже допустимого предела (фото 15, 16).


Немного о рихтовке вала. Выпускается много типов гидравлических прессов для рихтовки. На таком прессе невозможно отрихтовать чугунный вал. Да и процесс работы со стальным валом превращается в лотерею: лопнет или нет? Эксплуатируя пресс в течение нескольких лет, и чего скрывать, поломав несколько валов, стали искать другой путь устранения прогиба. Метод чеканки или «метод зубила и кувалды» снял большинство проблем. Суть метода заключается в следующем: находится место, где вал максимально прогнут вниз, и наносится удар зубилом. Это создаёт в материале напряжение сжатия, в результате чего вал распрямляется. Таким способом рихтуются даже чугунные валы, на прессе они ломаются пополам (фото 17).

Полировка шеек и притупление острой фаски масляных каналов производится на шлифстанке. Притупление кромки должно производиться обязательно, во избежание задира вкладыша.
Вот, собственно, и всё. Вал перешлифован, отполирован, острые кромки сняты, вкладышами укомплектован, клиенту рекомендовано проверить постель вала в блоке и в шатунах. Так, а что же такое шлифовка и ремонт? Разные вещи? Нет. Шлифовка — это одна из главных операций в технологической карте РЕМОНТА коленчатого вала, потому что проверка на трещины, проверка прогиба, установка вала на станок, настройка радиуса кривошипа, шлифовка, полировка, притупление кромок — это уже технологический прогресс.
Источник
Разборка и ремонт (переборка) двигателя
Перед разборкой очищаем двигатель от грязи.
 Головкой «на 17» отворачиваем три болта крепления к блоку цилиндров кронштейна редуктора переднего моста. |
. и снимаем кронштейн.
Головкой «на 13» отворачиваем четыре гайки крепления к блоку цилиндров кронштейна левой опоры силового агрегата.
. и снимаем кронштейн в сборе с подушкой.
После снятия кронштейнов на их крепежные шпильки и резьбовые отверстия в блоке цилиндров монтируем плиту разборочного стенда и закрепляем двигатель на стенде. Снимаем сцепление (см. тут)
Снимаем маховик и крышку картера сцепления (см. тут).
Головкой «на 13» отворачиваем четыре гайки крепления к блоку цилиндров кронштейна правой опоры силового агрегата.
 . и снимаем кронштейн с подушкой. |
Головкой «на 17» отворачиваем три болта крепления к блоку цилиндров кронштейна генератора.
. и снимаем кронштейн.
 Круглогубцами ослабляем хомут крепления к патрубку отводящей трубки радиатора отопителя шланга отвода охлаждающей жидкости от дроссельного узла (двигатель ВАЗ-21214) или от блока подогрева карбюратора (ВАЗ-21213). |
 Снимаем шланг с патрубка отводящей трубки. |
 Головкой «на 10» отворачиваем две гайки крепления фланца отводящей трубки радиатора отопителя к корпусу насоса охлаждающей жидкости. |
Отвернув гайку крепления кронштейна трубки к выпускному коллектору (см. тут).
. снимаем отводящую трубку радиатора отопителя и ее уплотнительную прокладку.
Головкой «на 13» отворачиваем три болта крепления насоса охлаждающей жидкости к блоку цилиндров.
. и снимаем насос охлаждающей жидкости в сборе и его прокладку.
На впрысковом двигателе демонтируем головку блока цилиндров в сборе с ресивером, впускной трубой и выпускным коллектором (см. тут).
На карбюраторном двигателе головку блока цилиндров снимаем в сборе с карбюратором, впускной трубой и выпускным коллектором (см. тут).
Снимаем маслоотделитель системы вентиляции картера, поддон картера и масляный насос (см. соответствующие разделы).
Головкой «на 10» отворачиваем шесть болтов крепления держателя заднего сальника коленчатого вала к блоку цилиндров.
 Поддеваем отверткой за приливы держатель заднего сальника. |
. и снимаем держатель в сборе с сальником.
Из пазов держателя сальника извлекаем два специальных болта (с квадратными головками) крепления крышки картера сцепления.
 Снимаем прокладку держателя заднего сальника. |
Снимаем крышку привода распределительного вала, демонтируем цепь, звездочку коленчатого вала, валик привода масляного насоса, башмак натяжителя цепи (см. соответствующие разделы).
Накидным ключом «на 10» отворачиваем болт крепления кронштейна сливной трубки маслоотделителя системы вентиляции картера двигателя.
Снимаем кронштейн.
 Головкой «на 14» отворачиваем две гайки крепления крышки шатуна (поршень при этом должен находиться в НМТ). |
 Постучав по боковым поверхностям крышки молотком с пластмассовым бойком. |
 . снимаем крышку шатуна. |
 Вынимаем нижний вкладыш шатунного подшипника из крышки. |
 Опираясь на торцы стержней шатунных болтов, сдвигаем нижнюю головку шатуна с шатунной шейки коленчатого вала. |
 Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем поршень в цилиндр. |
 . и вынимаем поршень с шатуном из цилиндра. |
Вынимаем верхний вкладыш подшипника из головки шатуна.
Аналогичным образом извлекаем поршни с шатунами из других цилиндров.
Зажимаем шатун в тиски с накладками губок из мягкого металла.
Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца.
 . и снимаем верхнее компрессионное кольцо. |
Таким же образом снимаем.
. нижнее компрессионное кольцо.
 . два диска масляного кольца. |
 Снимаем расширитель маслосъемного кольца. |
Для снятия поршня с шатуна.
. поддеваем отверткой стопорное кольцо поршневого пальца.
 . и извлекаем его из кольцевой канавки поршня. |
Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец.
. извлекаем его из отверстия в поршне.
 Снимаем поршень с верхней головки шатуна. |
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр.
Головкой «на 17» отворачиваем два болта крепления крышки коренного подшипника коленчатого вала.
 Снимаем крышку коренного подшипника. |
 Вынимаем из крышки нижний вкладыш коренного подшипника. |
Таким же образом снимаем еще четыре крышки коренных подшипников.
Вынимаем коленчатый вал из блока цилиндров.
 Вынимаем из проточек задней опоры блока цилиндров упорные полукольца. |
 Вынимаем из опор блока цилиндров верхние вкладыши коренных подшипников коленчатого вала. |
После разборки двигателя тщательно промываем бензином и очищаем от нагара детали для проверки их технического состояния.
Для определения износа цилиндров.
. нутромером измеряем диаметр цилиндра в четырех поясах и двух плоскостях (параллельно и перпендикулярно оси коленчатого вала).
Схема измерения цилиндров: А и В — направления измерений; 1,2, 3 и 4 — номера поясов 
Основные размеры блока цилиндров 
Для определения износа юбки поршня.
. микрометром измеряем диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня.
Микрометром измеряем диаметры.
. шатунных шеек.
 . и коренных шеек коленчатого вала. |

Допустимые биения основных поверхностей коленчатого вала
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
(читайте также статью «Коленвал — шлифовка или ремонт»)
После шлифования шеек коленчатого вала.
. необходимо удалить заглушки масляных каналов.
. тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).
В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками.
. а в третью опору — вкладыш без проточки на внутренней поверхности (такой же, как в крышках коренных подшипников).
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
Вставляем в проточки пятой опоры упорные полукольца, смазанные моторным маслом.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.
 Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет ведется со стороны привода распределительного вала). |
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Затягиваем болты крепления крышек коренных подшипников предписанным моментом (см. тут).
Поршни к цилиндрам подбираются по классам.

Маркировка размерного класса цилиндров на блоке
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
 Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище. |
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.
Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях.
Устанавливаем на поршни кольца.
Нижнее компрессионное кольцо устанавливаем проточкой («скребком») вниз.
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх.
Кольца должны проворачиваться в канавках свободно без заеданий.
Располагаем кольца следующим образом:
замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.
Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку.
. и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр.
Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.
 При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна. |
 Гайки крепления шатуна затягиваем предписанным моментом (см. тут). Дальнейшую сборку проводим в последовательности обратной разборке. Уплотнительные прокладки и сальники заменяем новыми. |
 При установке маховика ориентируем его так, чтобы установочная (конусная лунка), расположенная на задней плоскости маховика рядом с зубчатым венцом, располагалась напротив шатунной шейки четвертого цилиндра. |
Видео
Источник