- Ремонт коленчатых валов камаз
- Ремонт автомобилей КАМАЗ
- Ремонт коленвала автомобиля КАМАЗ, руководство
- Коленвал КамАЗ 740: устройство и размеры, ремонт, замена
- Особенности
- Устройство
- Маховик и шейки
- Гаситель вращательных моментов
- Шатунно-поршневая группа
- Компрессионные и маслосъемные элементы
- Ремонтные размеры коленвала КамАЗ 740
Ремонт коленчатых валов камаз
Коленчатый вал изготовлен горячей штамповкой из стали 42ХМФА-Ш. Он имеет 5 коренных опор и 4 шатунные шейки. В шатунных шейках имеются закрытые заглушки и внутренние полости для центробежной очистки масла. На носке коленчатого вала установлена шестерня привода масляного насоса, на хвостовике — распределительная шестерня в сборе с маслоотражателем. От осевых смещений вал фиксируется четырьмя сталеалюминие-выми полукольцами, которые устанавливаются в выточке задней коренной опоры. Хвостовик коленчатого вала уплотняется резиновым самоподвижным сальником.
Для улучшения работы системы смазки в шатунных шейках коленчатых валов последних выпусков устанавливаются втулки для центробежной очиски масла, как показано на рис. 32.
Дефектация, восстановление коленчатых валов и контроль их после восстановления осуществляются на основании технических условий.
Рекламные предложения на основе ваших интересов:
Заглушки коленчатого вала при капитальном ремонте подлежат 100%-й замене. Извлекаются они из своих гнезд перед мойкой коленчатого вала специальным съемником.
Коленчатые валы при поступлении в капитальный ремонт могут иметь следующие дефекты:
– обломы и трещины;
– изгиб вала (5—10% от общего количества коленчатых валов, поступающих в капитальный ремонт); износ коренных и шатунных шеек.
Технологический процесс восстановления коленчатых валов включает следующие операции: мойку, разборку и дефектацию коленчатого вала; проверку биения по средней шейке; правку коленчатого вала на прессе (при необходимости); установку пробок в отверстия масляных каналов вместо заглушек; шлифование коренных и шатунных шеек; контроль размеров коренных, шатунных шеек и радиуса кривошипа; полирование коренных и шатунных шеек и сборку коленчатого вала.
Рис. 32. Схема установки втулок для центробежной очистки масла внутри коленчатого вала:
1 — шатунная шейка коленчатого вала; 2 — бронзовая втулка; 3— заглушка; 4, 6 — масляные каналы; 5 — осадок
Разборка коленчатого вала включает следующие операции: снятие шестерни привода масляного насоса, переднего и заднего выносных противовесов; изъятие заглушек и втулок центробежной очистки масла и внутренних полостей масляных каналов коленчатого вала.
Правка коленчатого вала производится на прессе при наличии изгиба вала более 0,05 мм. Для правки вал устанавливается на призмы крайними коренными шейками, средняя шейка устанавливается под штоком гидравлического пресса таким образом, чтобы прогиб вала находился в верхней части (под штоком пресса). Контроль осуществляется с помощью индикаторного приспособления. На среднюю шейку устанавливается призма со сферическим углублением для предохранения от повреждения шейки вала, и усилием пресса вал прогибается на величину, превышающую изгиб вала в 10 раз.
Шейки коленчатого вала шлифуются на круглошлифовальных станках 3A432.
Порядок шлифования следующий. В первую очередь шлифуются коренные шейки после установки коленчатого вала в центрах станка. Во вторую очередь шлифуются шатунные шейки. Для шлифования шатунных шеек коленчатый вал на станке устанавливается в центросмесителях, обеспечивающих смещение оси вала на величину радиуса кривошипа, который имеет размер (60 ±0,5) мм, и совмещение осей шатунных шеек с осью шпинделя станка. Шлифование начинается с первой шатунной шейки, для шлифования следующей шейки вал поворачивается на угол 90°.
В процессе шлифования шеек производится контроль их размеров и радиуса кривошипа. Все коренные и шатунные шейки шлифуются под один ремонтный размер.
После шлифования шейки подвергаются полировке в течение 1 мин на полировальных станках полировальной лентой ЭБ220 или пастой ГОИ № 10.
Восстановленные коленчатые валы поступают на сборку.
Шестерни привода масляного насоса из-за ненадежного его крепления могут иметь следующие дефекты: обрыв шестерни, наклеп на зубьях, выкрашивание зубьев. Шестерни, имеющие указанные выше дефекты, заменяются новыми.
Противовесы подвергаются осмотру на магнитном дефектоскопе и контролю жестким мерительным инструментом. Противовесы, имеющие обломы или трещины, выбраковываются; имеющие износ отверстий под шейки вала восстанавливаются осталива-нием (железнением). Изношенные пазы под шпонку завариваются электродуговой сваркой и фрезеруются новые.
Источник
Ремонт автомобилей КАМАЗ
Ремонт коленвала автомобиля КАМАЗ, руководство

Коленчатый вал КАМАЗ, детали, запчасти (рис. 5.12):
1 — коленчатый вал в сборе; 2 — противовес передний; 3 — шестерня привода масляного насоса; 4 — ввертыш; 5, 19 — штифты; 6. 10 — шпонки сегментные; 7 — вал коленчатый; 8 — втулка; 9 — заглушка шатунной шейки; 11 — противовес задний; 12 — шестерня в сборе; 13 — шестерня; 14 — маслоотражатель задний; 15 — вкладыш подшипника верхний; 16 — полукольцо подшипника верхнее; 17 — манжета в сборе; 18 — фиксатор маховика в сборе; 20 — корпус фиксатора; 21 — пружина; 22 — фиксатор; 23, 34, 41 — болты; 24 — маховик; 25 — втулка установочная; 26 — кольцо пружинное упорное; 27 — обод зубчатый; 28 — маховик в сборе; 29 — вкладыш подшипника нижний; 30 — штифт установочный; 31 — шайба плоская; 32, 33 — болты стяжные; 35 — шайба; 36 — крышка подшипника; 37 — крышка подшипника передняя; 38 — полукольцо подшипника нижнее; 39 — полумуфта отбора мощности; 40 — шайба замковая; 42 — шайба носка; 43 — комплект вкладышей подшипников коленчатого вала
С шейки заднего конца коленчатого вала с помощью съемника И-801.01.ООО (рис. 5.16) спрессовывают задний противовес 11 (см. рис. 5.12) вместе с распределительной шестерней 13 и маслоотражателем 14, а с шейки переднего конца коленчатого вала — передний противовес 2 ведущей шестерней 3 привода маслянго насоса.

Снятие съемником И-801.01.000 шестерни заднего противовеса коленчатого вала (а), шестерни и переднего противовеса коленчатого вала (б) КАМАЗ, детали, запчасти (рис. 5.16):
1 — захват; 2. 9 — наконечники; 3 — винт; 4 — траверса; 5 — стопор; 6 — рукоятка; 7 — шестерня; 8 — задний противовес; 10 — коленчатый вал
Из шеек переднего и заднего кoнцов коленчатого вала выпрессовывают сегментные шпонки 6 и 10. Для выпресовки из отверстий шатунных шеек заглушки 9 в нее устанавливают оправку с шипом и пробивают отверстие в донышке, одновременно осадив заглушку вниз на 4. 5 мм, затем захватывают заглушку через отверстие крючком и выбивают.
Из масляного канала переднего конца коленчатого вала выкручивают ввертыш 4. Из гнезда заднего конца коленчатого вала с помощью съемника выпрессовывают подшипник. При необходимости замены установочных штифтов их также выпрессовывают с распределительной шестерни 13 спресовывают маслоотражатель 14 и снимают коленчатый вал со стенда.
Коленчатый вал и снятые детали моют и сортируют.
Коленчатый вал бракуют при наличии обломов, трещин на шейках, торце крепления маховика и поверхности под манжету, при радиальном биении средней коренной шейки относительно общей оси крайних шеек более 0,05 мм, длине шатунных шеек более 67,42 мм, а также при износе: шейки под заднюю манжету — до диаметра менее 104,0 мм; коренных шеек — до диаметра менее 92,989 мм; шатунных шеек — до диаметра менее 77,99 мм; торцов пятой коренной шейки под упорный подшипник — до размера более 36,58 мм; отверстия под подшипник первичного вала коробки передач — до диаметра более 52,02 мм; шейки под передни противовес и шестерню привода масляного насоса — до диаметра менее 52,02 мм; шейки под задний противовес и распределительную шестерню — до диаметра менее 105,045 мм; шпоночного паза под передний противовес и шестерню масляного насоса — о ширины более 6,01 мм; шпоночного паза под задний противовес и шестерню распределительную — до ширины более 8,01 мм.
При износе коренных и шатунных шеек по наружному диаметру менее предельного их восстанавливают под ремонтные размеры (табл. 5.1). Этим же способом устраняют и радиальное биение средней коренной шейки относительно общей оси крайних шеек, добиваясь биения не более 0,05 мм
Ремонтные размеры шеек коленвала КАМАЗ (табл. 5.1).
| Вид размера | Диаметр шейки коленчатого вала, мм | ||
| коренной | шатунной | ||
| Начальный (по рабочему чертежу завода-изготовителя) | 95-0.015 | 80-0.013 | |
| I ремонтный | 94,5±0,011 | 79,5±0,0095 | |
| II ремонтный | 94,0±0,011 | 79,0±0,0095 | |
| III ремонтный | 93,5±0,011 | 78,5±0,0095 | |
| IV ремонтный | 93,0±0,011 | 78,0±0,0095 | |
При износе торцов пятой коренной шейки под упорный подшипник до размера более 36,28 мм проводят обработку под ремонтный размер 36,5+ 0,05 мм.
Противовесы коленчатого вала (передний и задний) бракуют при наличии обломов, а также при износе отверстия под коленчатый вал до диаметра более 125,03 мм у переднего противовеса и более 105,70 мм — у заднего, ширине шпоночного паза более 6,08 мм у переднего противовеса и 8,11 — у заднего.
Распределительную шестерню коленчатого вала бракуют при наличии обломов, сколов на рабочих поверхностях зубьев, а также при износе: зубьев по толщине — до размера менее 4,35 мм; отверстия под коленчатый вал — до диаметра более 105,07 мм; шпоночного паза — до размера более 8,11 мм.
Полумуфту отбора мощности бракуют при наличии трещин или обломов, а также при износе посадочной поверхности до диаметра более 89,9 мм и шлицев по толщине (если боковой зазор в сопряжении с новым валом привода гидромуфты, измеренный щупом, превышает 0,25 мм).
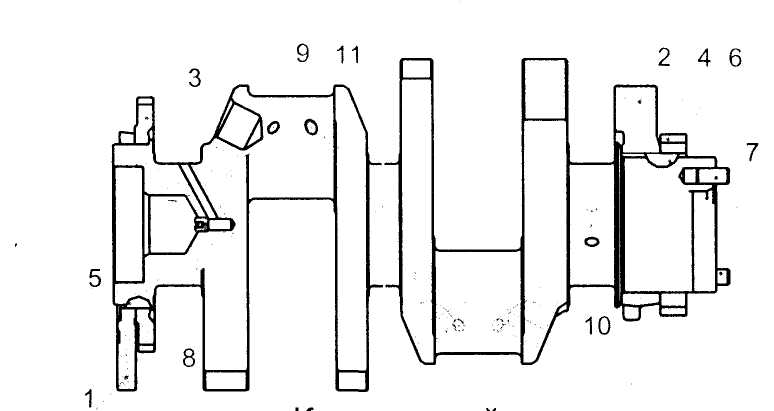
После восстановления коленчатый вал устанавливают на стенд для сборки, продувают внутренние каналы и полости сжатым воздухом. Винт-заглушку 9 (см. рис. 1.2) вкручивают в масляный канал переднего конца коленчатого вала [момент затяжки 50. 60 Н*м (5. 6 кгс*м)]. Расстояние от конца вала до ввертыша должно быть не менее 56,5 мм.

Коленчатый вал в сборе КАМАЗ, детали, запчасти (рис. 1.2):
1 — передний противовес; 2 — шестерня привода масляного насоса; 3 — заглушка; 4 — задний противовес; 5 — ведущая шестерня; 6 — маслоотражатель; 7— коленчатый вал; 8 — втулка; 9 — винт-заглушка.
В гнездо заднего конца коленчатого вала запрессовывают подшипник. В отверстие переднего конца коленчатого вала запрессовывают штифт (если он был снят). Выступание штифта от торца переднего конца коленчатого вала составляет 7 мм. В пазы переднего и заднего концов коленчатого вала запрессовывают сегментные шпонки 6 и 10 (см. рис. 5.12). Маслоотражатель 14 напрессовывают на распределительную шестерню 13 коленчатого вала до упора в торец шестерни. Напрессовку шестерни 3 привода масляного насоса и переднего противовеса 2 на шейку переднего конца коленчатого вала, а также распределительной шестерни 13 в сборе с маслоотражателем и заднего противовеса 11 на шейку заднего конца коленчатого вала производят с предварительным нагревом напрессовываемых деталей в масле до 105 °С. Напрессовку ведут до упора в торец вала, совместив пазы в шестернях и противовесах с сегментными шпонками.
В отверстия заднего конца коленчатого вала запрессовывают установочные штифты (если они были сняты). Выступание штифтов от торца заднего конца коленчатого вала должно быть 10 мм. В отверстия шатунных шеек запрессовывают на глубину 0,5 мм заглушки 9 и развальцовывают их.
Для выполнения этих операций используют оправки (рис. 5.17). При установке втулок 8 (см. рис. 1.2) их необходимо ориентировать так, как показано на рисунке.

Оправки для установки заглушек в шатунных шейках коленчатого вала: а — для запрессовки; б — для развальцовки (рис. 5.17)
Герметичность заглушек коленчатого вала проверяют с помощью расходомера. Закрепив хомут, обеспечивающий герметичность коренной шейки коленчатого вала, устанавливают на проверяемой шатунной шейке прижим с воздушным шлангом и поворотом крана управления открывают доступ сжатого воздуха к проверяемой шатунной шейке. При давлении сжатого воздуха 0,6 МПа (6 кгс/см 2 ) утечка должна быть не более 15 см /мин. Проверку повторяют три раза.
Установив на коленчатый вал полумуфту 39 (см. рис. 5.12) отбора мощности, надевают на болты 41 замковые шайбы 40, завертывают болты [момент затяжки 35 . 45 Н*м (3,5. 4,5 кгс*м) и отгибают усы замковых шайб на грани головок болтов. Установив на коленчатый вал шайбу 42 носка коленчатого вала, надевают на болты замковые шайбы, закручивают болты и отгибают усы замковых шайб на грани головок болтов. Коленчатый вал в сборе снимают со стенда.
Источник
Коленвал КамАЗ 740: устройство и размеры, ремонт, замена

Коленвал КамАЗ 740 изготавливается из стали высокого качества, оснащается пятью коренными шейками и четырьмя шатунными аналогами. Эти детали закалены путем воздействия высокой температуры и давления. Между собой элементы соединены специальными щеками и сопряженными гантелями.

Особенности
Подвод масла осуществляется через специальные отверстия, предусмотренные в коренных шейках. Чтобы уравновесить инерционные воздействия и снизить вибрацию, установили шесть противовесов, изготовленных методом штамповки, как и щеки. Также предусмотрено два добавочных противовеса, которые напрессованы на валу. В расточенном гнезде хвостовика находится запрессованный шариковый подшипник коленвала КамАЗ 740. Угловое размещение деталей относительно коленчатого вала регулируется шпонками.
Равномерное чередование рабочих моментов коленвала КамАЗ 740 обеспечивается за счет расположения шатунных шеек под прямым углом. К каждому элементу подсоединена пара шатунов: для правого и левого цилиндрового ряда.
- Противовес передний.
- Задний аналог.
- Приводная шестеренка.
- Зубчатый элемент привода ГРМ.
- Шпонка.
- Шпонка.
- Штифт.
- Жиклер.
- Разгрузочные гнезда.
- Гнезда для подвода масла.
- Отверстия для маслопровода к шатунным шейкам.
Устройство
В полости фронтального носовика узла вкручен жиклер. Через его калибровочное гнездо поступает смазка для шлицевого вала понижения мощности на приводную часть гидравлической муфты. От перемещений по осям коленвал КамАЗ 740 защищен парой верхних полуколец и двумя нижними аналогами. Они монтируются таким образом, чтобы канавки прилегали к торцам вала.
Спереди и сзади на носках блока имеется шестерня привода маслонасоса и ведущий зубчатый элемент распредвала. На заднем торце детали предусмотрено восемь соединений с резьбой для фиксации гасителя вращательных моментов. Уплотнением коленчатого вала служит резиновая манжета, которая оснащается пыльником, располагается в картере маховика. Она изготовлена из фторкаучукового состава непосредственно в пресс-форме.

Маховик и шейки
По диаметру коренные и шатунные шейки коленвала КамАЗ 740 составляют 95 и 80 миллиметров соответственно. Предусмотрено 8 типов восстановительных вкладышей, которые применяются для ремонта без проведения шлифовки. Коренные и шатунные подшипники сделаны из стальной ленты со свинцово-бронзовым напылением и оловянным покрытием. Вкладыши вверху и внизу элемента не являются взаимозаменяемыми. От поперечного и продольного смещения они зафиксированы уступами, которые размещаются в пазах крышек подшипников и постелях шатуна. Указанные части имеют соответствующую маркировку (74-05.100-40-58 и 74-05.100-57-51). Заслонки и крышки изготовлены из чугуна повышенной прочности. Крепятся они при помощи болтов, которые фиксируются по регламентированной схеме. Маховик фиксируется на восемь болтовых шпилек, сделанных из легированной стали, а также штифтами с втулкой. Чтобы избежать повреждения узла, под болтовые головки помещаются шайбы, а на цилиндрической поверхности маховика находится зубчатый венчик.
Гаситель вращательных моментов
Коленвал двигателя КамАЗ 740″ оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.
Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.

Шатунно-поршневая группа
Шатун коленвала КамАЗ 740 10 сделан из стали методом ковки. Он оснащен стержнем с двутавром, головка вверху — неразъемного типа, снизу — сделана с прямым разъемом. Окончательная обработка шатуна производится в сборе с крышкой, которая не является взаимозаменяемой для аналогов. В верхней головке детали имеется втулка из сплава бронзы и стали, которая установлена путем прессовки. В нижней части смонтированы сменные вкладки.
Нижняя крышка фиксируется болтами с гайками, которые запрессованы в стержень. На элементы наносятся метки сопряженности в виде порядковых номеров из трех знаков. Также на крышке выбивается номерное клеймо цилиндра. Поршень отливается из алюминиевого состава, имеет вставку из чугуна для верхнего кольца компрессии. Также головка поршня оснащается камерой сгорания с центральным вытеснителем. Элемент смещен по оси в направлении от клапанных выточек на пять миллиметров. Боковая часть имеет бочкообразную конфигурацию с уменьшением размера в районе отверстий под палец поршня.
Компрессионные и маслосъемные элементы
Поршень комплектуется сальником коленвала КамАЗ 740, а также парой компрессионных колец и одним маслосъемным аналогом. Дистанция от днища до нижней торцевой части верхней канавки 17 мм. Поршневая часть моторов 740/11, 740/13 и 740/14 между собой отличается формой гнезд под кольца, поэтому не является взаимозаменяемой.
Компрессионные элементы сделаны из усиленного, а маслосъемное кольцо — из серого чугуна. На «движке» 740/11 конфигурация поперечного сечения фиксаторов — односторонняя трапеция. При установке верхний наклонный торец размещается со стороны поршневого дна. Рабочая бочкообразная часть кольца покрыта молибденом. На поверхность второго компрессионного и маслосъемного кольца нанесено хромовое напыление.
При установке середина расширителя располагается в специальном замке. Маслосъемное кольцо изготовлено коробчатой конфигурации, на моторе 740/11 имеет высоту 5 миллиметров, а на 740/13 и 740/14 — 4 мм.

Ремонтные размеры коленвала КамАЗ 740
Ниже в таблицах приведены габариты, при которых допускается восстановление частей узла:
Источник