МОЙ МОТОЦИКЛ

Одним из самых сложных и дорогих узлов двухцилиндровых четырехтактных двигателей, которыми снабжены отечественные тяжелые мотоциклы, является коленчатый вал. В наше время найти новый бывает проблематично или цены лупят. НО как всегда есть альтернатива — ремонт. Об этом и пойдет речь в данной статье.
Коленчатые валы у моторов ирбитского и киевского заводов составные (рис. 1), кроме типа МТ мотоциклов «Днепр», где они изготовлены из цельной отливки.

В процессе эксплуатации, как правило, первыми изнашиваются шатунные или коренные подшипники, из-за чего появляется люфт в нижней головке шатуна или нарушается посадка коленчатого вала в картере. Это вызывает стуки в нижней части двигателя. Чтобы определить зазоры в соединениях, снимают цилиндры и, взявшись рукой за шатун, пробуют перемещать его строго перпендикулярно оси вала. Если движение детали ощущается с трудом, значит, состояние подшипника удовлетворительное, а если шатун обнаруживает видимое перемещение, да еще сопровождаемое стуками, надо менять или ремонтировать вал.
Для определения люфта коренных подшипников пробуют перемещать вал шатунами, прилагая к ним значительно большие усилия, потому что сдвинуть тяжелый вал нелегко, Замена шатунных подшипников в отличие от коренных связана с разборкой вала. Перед разборкой (распрессовкой) на среднюю щеку цапфы наносят при помощи линейки и чертилки риски, чтобы, совмещая их, облегчить последующую сборку.
Разбирают вал при помощи пресса или приспособления, как показано на рис. 2.

Детали тщательно осматривают. Если на рабочих поверхностях роликов, кривошипного пальца и нижней головки шатуна есть углубления ипи заметна граненость — детали заменяют.
Перед сборкой шатуны, кривошипные пальцы и ролики подбирают согласно приводимой здесь таблице — это обеспечивает необходимый характер соединений.
Шатуны замаркированы краской на нижней части стержня, пальцы — на стенке отверстия. Ролики, рассортированные по группам, уложены в отдельные пачки (ящики). Если таковые имеются или придется подбирать. Подшипник, собранный на заводе с сепаратором, имеет номер 822907.
У правильно скомплектованных и собранных шатунных подшипников при всех сочетаниях деталей, указанных в таблице, зазор должен быть в пределах 0.01-0,024 мм. При подборе новых шатунов и пальцев надо выполнить еще одно условие — они должны иметь одинаковую массу в правом и левом цилиндрах.
Собирать коленчатый вал рекомендуется в следующем порядке.
Нагреть среднюю щеку кривошипа до температуры 350-400″С и запрессовать в нее пальцы «глухими» концами.
Надеть на палец подобранный шатун с сепаратором и роликами и несколько раз повернуть его. При нормальном зазоре шатун должен поворачиваться легко, без заеданий. Если он поворачивается с трудом, подшипник надо перекомплектовать.
Ориентируясь по рискам, нанесенным при разборке кривошипа, поочередно напрессовать на свободные концы фальцев переднюю и заднюю цапфы, обеспечивая при этом осевое перемещение («ОП») шатуна между щеками в пределах 0.045-0,1 40 мм у киевских двигателей и 0,05-0,34 мм у ирбитских (см. рис. 1).
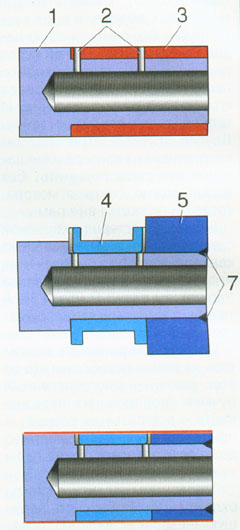
Установить коленчатый вал в специальные центры токарного станка и посредством индикатора определить взаимное биение коренных шеек в соответствии с тем, как показано на рис. 3.

Оно не должно превышать 0,03 мм. Если это условие не выдержано, необходима правка коленчатого вала. Это делают легкими ударами медного молотка по соответствующим сторонам цапф. Стрелки обоих индикаторов должны показывать отклонения в одинаковом направлении, то есть плюсовые или минусовые. . Если стрелки индикаторов показывают одинаковое, минусовое отклонение (см. рис. 3, а), превышающее допустимую величину, вал надо править, ударяя медным молотком в направлении, показанном стрелками. При плюсовом отклонении необходимо раздвигать цапфы (рис. 3, 6). Если стрелки индикаторов показывают разные величины (рис. 3, в), следует определить наиболее высокую точку на коренной шейке коленчатого вала (в данном случае на левой) и, зажав среднюю щеку в тиски, несильно ударить по левой цапфе.
Далее проверяют разворот кривошипа, также в центрах. Для этого шатуны складывают треугольником и в их верхние головки вставляют поршневой палец, соответствующий цветовому индексу отверстий. Замеры проводят при двух положениях кривошипа, как показано на рис. 4. Разница показаний индикатора не должна превышать 0,5 мм.

В случае, если стрелка индикатора при одном из положений коленчатого вала показывает отклонение, превышающее допустимую величину (0.5 мм), следует ударять по противовесам обеих цапф с противоположной стороны (на рис. 4. б показан пример с плюсовым отклонением). После правки вновь проверяют биение коренных шеек.
Может случиться, что не удалось поршневым пальцем соединить верхние головки шатунов. Это значит, что либо его ось непараллельна оси цапфы либо не-параллельны или развернуты (скрещены) оси отверстий в верхней и нижней головках шатуна. В этом случае надо разобрать вал, снять шатун и заменить его новым. Править шатун можно только в приспособлениях, которыми располагают специальные мастерские. После проверки кривошипа на «треугольнике» (см, рис. 4) надо вновь проверить биение коренных шеек и при необходимости сделать правку.
Источник
Коленвал: ремонт
В ПРОДАЖЕ НЕТ? И НЕ НАДО
капремонт коленвала оппозита (мото 12/2K стр 72)
Из всех еще как-то передвигающихся мотораритетов особым и всеобщим уважением пользуются нижнеклапанные оппозиты М-72 и К-750. И все благодаря их исключительной надежности, не превзойденной даже самыми современными моделями из Ирбита и Киева. Однако в последнее время у их владельцев появились трудности с покупкой запасных частей, а именно коленвала. Его просто нет в продаже.
Могу предложить выход. Мне удалось разработать и проверить на многих мотоциклах оригинальную технологию восстановления коленвалов. С ее помощью можно отремонтировать коленвал в любом состоянии, но только не провернувшийся — то есть с ослабленной прессовой посадкой.
Сперва вал придется полностью разобрать на гидравлическом 50-тонном прессе со специальными захватами для щек, отфрезерованными из толстой стальной плиты. Распрессовать вал не просто — за долгие годы бурной «совместной жизни»
детали вала буквально срастаются. Если увеличить усилие пресса до 100-150 тонн, то это может привести к деформации деталей вала — у вас возникнут непреодолимые сложности при центровке отремонтированного узла. Одиозный инструмент (уж не смейтесь) — хорошая кувалда, а также зоркий глаз помогут при разборке. Удары следует наносить снизу по упорам
(рис. 1) (листам рессор от грузовика), на которые опирается коленвал. Будьте очень осторожны: когда пальцы выпрессовываются из щек, вал может «стрельнуть». Его части далеко не улетят, но вот руки — они близки к источнику опасности — берегите в первую очередь.
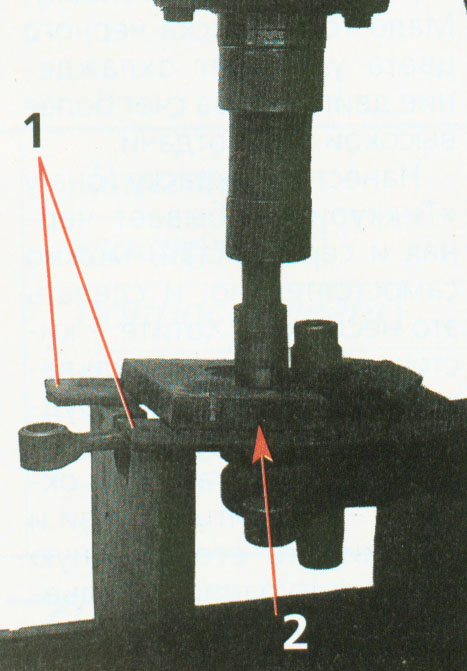
Рис.1. При разборке коленчатого вала;
1 — упоры (в данном случае рессоры);
2 — точка удара кувалдой с одной стороны вала.Такая же точка с противоположной.
Затем шатуны и шатунные шейки уложите в сильно разогретую муфельную печь (около 800°С), но сразу же печь отключите. Через двадцать часов, когда печь полностью остынет, вы получите отожженные детали со снятым напряжением. При этом фиксация втулок верхней головки шатуна ослабнет, и старые бронзовые втулки просто выпадут из шатуна. Затем в патрон станка зажимают нижнюю часть шатуна (очень нежно — дабы избежать деформации от
кулачков патрона). Шатун растачивают под запрессовку наружной обоймы от роликового подшипника 2505 со стальным сепаратором. Подобные подшипники устанавливаются на коленвалы мотоциклов семейства «Иж-Планета». Натяг для запрессовки выбирается
небольшой — 0,02-0,05 мм.
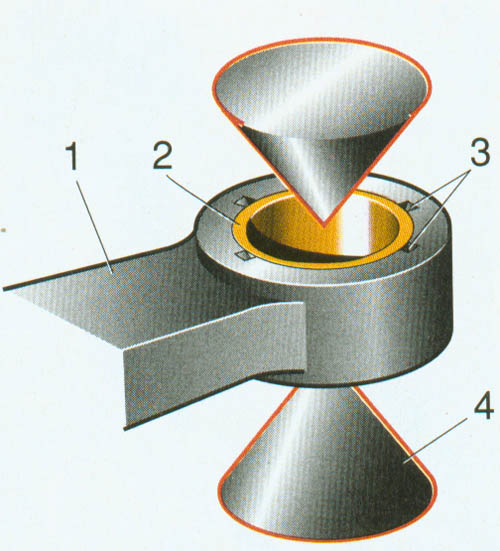
Рис.2. Установка бронзовой втулки;
1 — верхняя головка шатуна;
2 — бронзовая втулка;
3 — пропиленные пазы для фиксации втулки;
4 — конусы для развальцовки.
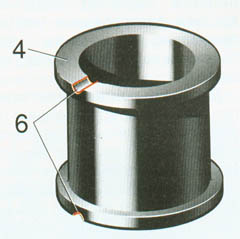
Рис.3. Модернизированная шатунная шейка:
2 — каналы для смазки;
3 — зона протачивания;
4 — обойма подшипника;
5 — запорная втулка;
6 — пазы для смазки;
Имеет смысл запрессовывать сразу и втулку верхней головки шатуна. Ее можно купить в магазине, но затем — доработать.
Сперва бронзовую втулку зажимают в цанговом патроне токарного станка, протачивают по внутреннему диаметру (оставьте припуск 0,2-0,3 мм, а то и меньше — для обработки ручной слесарной разверткой). Только после такой подготовки можно добиться ожидаемой перпендикулярности оси поршневого пальца к оси шатуна.
Перед запрессовкой необходимо сделать на одном из торцов втулки заходную фаску. С обеих сторон верхней головки шатуна, чтобы втулка не провернулась при работе двигателя, ножовочным полотном пропилите несколько пазов. Теперь прессуйте саму втулку. Остается развальцевать ее края двумя конусами, зажатыми в тисках, обработать разверткой и
просверлить отверстие для смазки поршневого пальца (рис. 2).
Качество — исключительное! Кстати, эта технология без изменений приемлема и для ремонта верхних головок «Ижей» с подшипниками скольжения.
После того, как мы запрессовали новую втулку нижней головки шатуна, ее края будут выступать за пределы ширины самого шатуна. Излишек легко убрать на токарном станке подрезным твердосплавным резцом. Все — шатун готов!
Шатунная шейка коленвала модернизируется следующим образом. Стороной без отверстия внутри она зажимается в патроне токарного станка и протачивается под посадку внутренней обоймы все того же «планетовского» подшипника 2505. Протачивается так, чтобы обойма оказалась точно по центру длины пальца (рис. 3). Натяг достаточно сделать 0,01 мм. Дорабатывается и сама обойма: на ее торцевых поверхностях надфилем следует пропилить по канавке с каждой стороны — по ним пойдет смазка к роликам из полости шатунной шейки. Как правило, расстояние между отверстиями для смазки в шейке соответствует ширине обоймы 2505, и в этом случае достаточно пропилов. Если же получается нестыковка каналов и пропилов, отверстия в пальце и торцевые канавки связывают дополнительными канавками на внутренней окружности обоймы. Все это делается до запрессовки.
Затем вытачивают две запорные втулки с натягом около 0,05 мм и «нагорячую» запрессовывают на шейке вслед за обоймой подшипника. Для надежности фиксации и обеспечения общей жесткости отремонтированного коленвала торцевую линию сопряжения шейки с запорной втулкой проваривают на обратном токе электросваркой. Чтобы получить надежное сварочное соединение, запорные втулки изготовляют из низколегированных малоуглеродистых сортов стали. Далее наружную поверхность обоймы подшипника и запорной втулки обрабатывают шлифовкой до «родного» диаметра шейки.
Что остается? Установить ролики, сепаратор и в обратной последовательности собрать коленчатый вал на прессе. Но не спешите: делать это можно лишь после того, как восстановите зазор в роликоподшипнике — ведь после запрессовки в шатун наружная обойма уменьшилась в диаметре, а внутренняя, оказавшись на шатунной шейке,«распухла». Если пренебречь этим замечанием и попытаться собрать подшипник, вместо зазора запросто может получиться натяг! Вал «сгорит» в первые же часы работы. Есть два выхода этого не допустить. Первый: эльборовым резцом расточите обойму в шатуне.
Второй: вместо новых в сепаратор заложить ролики от старого «планетовского» подшипника. Кстати, чтобы избежать задиров при прессовке вала, можно применить щелочь (электролит для щелочных АКБ, каустическую соду) вместо масла для сопрягаемых деталей.
При сборке каналы для смазки роликов нижней головки шатуна должны «смотреть» в сторону, обращенную от оси вращения вала. В противном случае эффект центробежной смазки ухудшится или его вообще не будет.
Не менее ответственная операция — центровка вала. Ее проводят в двух мощных центрах на основании пресса (в моем случае) или просто ударами медного молотка, но обязательно с тщательным контролем за биением индикаторами часового типа (рис. 4). Достаточно отцентровать вал до биения хотя бы в несколько десятых миллиметра.
Ресурс восстановленного таким образом вала в несколько раз выше, чем у нового. Сказывается применение для поверхностей качения нижней головки шатуна подшипниковой стали, а не обычной конструкционной, улучшенной цементацией.
Подобная технология применима к любым «убитым» коленвалам от иномарок. Особенно она актуальна для антикварщиков — им редко встречаются валы, которыми были бы довольны. Подшипников в стране много. Хочешь — шариковые, хочешь — роликовые. Комбинируя с их обоймами, можно «поймать» практически любой размер и диаметр.
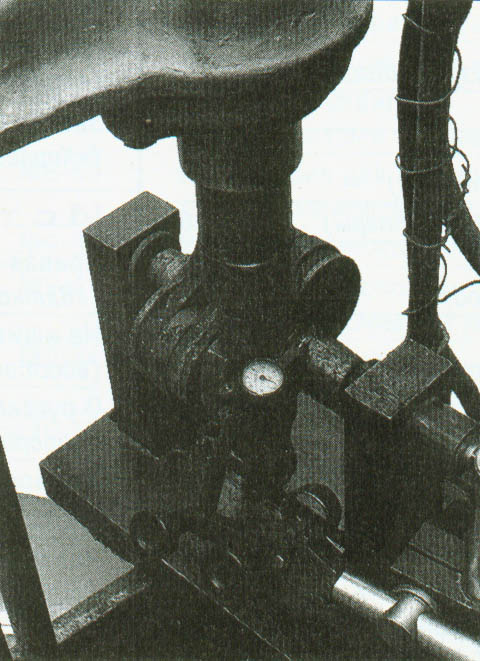
Рис. 4. Центровка вала при помощи гидравлического пресса (заменяет медные молотки) в мощных центрах.
текст, фото: Андрей Лященко, рисунки: Олег Воеводов
Источник
РЕМОНТ КОЛЕНВАЛОВ ОППОЗИТОВ
Одним из самых сложных и дорогих узлов двигателя четырехтактного мотоцикла является коленчатый вал. Отдельные его детали поступают в продажу в качестве запасных частей, и поэтому многие владельцы этих машин интересуются вопросами, связанными с ремонтом вала (Журнал «За рулем», № 6, 1982 г.)
Коленчатые валы у моторов ирбитского и киевского заводов составные (рис. 1), кроме типа МТ мотоциклов «Днепр», где они изготовлены из цельной отливки. В процессе эксплуатации, как правило, первыми изнашиваются шатунные или коренные подшипники, из-за чего появляется люфт в нижней головке шатуна или нарушается посадка коленчатого вала в картере. Это вызывает стуки в нижней части двигателя. Чтобы определить зазоры в соединениях, снимают цилиндры и, взявшись рукой за шатун, пробуют перемещать его строго перпендикулярно оси вала. Если движение детали ощущается с трудом, значит состояние подшипника удовлетворительное, а если шатун обнаруживает видимое перемещение, да еще сопровождаемое стуками, надо менять или ремонтировать вал.
Для определения люфта коренных подшипников пробуют перемещать вал шатунами, прилагая к ним значительно больше усилия, потому что сдвинуть тяжелый вал нелегко. Замена шатунных подшипников в отличие от коренных связана с разборкой вала. Перед разборкой (распрессовкой) вала на среднюю щеку и цапфы наносят при помощи линейки и чертилки риски, чтобы, совмещая их, облегчить последующую сборку.
Разбирают вал при помощи пресса или приспособления, как показано на рис. 2. Детали тщательно осматривают. Если на рабочих поверхностях роликов, кривошипного пальца и нижней головки шатуна есть углубления или заметна граненость — детали заменяют.
Перед сборкой шатуны, кривошипные пальцы и ролики подбирают согласно приводимой здесь таблице — это обеспечивает необходимый характер соединений.
Шатуны замаркированы краской на нижней части стержня, пальцы — на стенке отверстия. Ролики, рассортированные по группам, уложены в отдельные пачки (ящики). Подшипник, собранный на заводе с сепаратором, имеет номер 822907.
У правильно скомплектованных и собранных шатунных подшипников при всех сочетаниях деталей, указанных в таблице, зазор должен быть в пределах 0,01—0,024 мм. При подборе новых шатунов и пальцев надо выполнить еще одно условие — они должны иметь одинаковую массу в правом и левом цилиндрах.
Собирать коленчатый вал рекомендуется в следующем порядке.
Нагреть среднюю щеку кривошипа до температуры 350—400° С и запрессовать в нее пальцы «глухими» концами.
Надеть на палец подобранный шатун с сепаратором в роликами и несколько раз повернуть его. При нормальном зазоре шатун должен поворачиваться легко, без заеданий. Если он поворачивается с трудом, подшипник надо перекомплектовать.
Ориентируясь по рискам, нанесенным при разборке кривошипа, поочередно напрессовать на свободные концы пальцев переднюю и заднюю цапфы, обеспечивая при этом осевое перемещение («ОП») шатуна между щеками в пределах 0,045—0,140 мм у киевских двигателей и 0,05—0,34 мм у ирбитских (см. рис. 1).
Установить коленчатый вал в специальные центры или центры токарного станка и посредством индикатора определить взаимное биение коренных шеек в- соответствии с тем, как показано на рис. 3. Оно не должно превышать 0,03 мм. Если это условие не выдержано, необходима правка коленчатого вала. Это делают легкими ударами медного молотка по соответствующим сторонам цапф. Стрелки обоих индикаторов должны показывать отклонения в одинаковом направлении, то есть плюсовке или минусовые.
Если стрелки индикаторов показывают одинаковое, минусовое отклонение (см. рис. 3, а), превышающее допустимую величину, вал надо править, ударяя медным молотком в направлении, показанном стрелками. При плюсовом отклонении необходимо раздвигать цапфы (рис. 3, б). Если стрелки индикаторов показывают разные величины (рис. 3, в), следует определить наиболее высокую точку на коренной шейке коленчатого вала (в данном случае на левой) и, зажав среднюю щеку в тиски, несильно ударить .по левой цапфе.
Далее проверяют разворот кривошипа, также в центрах. Для этого шатуны складывают треугольником и в их верхние головки вставляют поршневой палец, соответствующий цветовому индексу отверстий. Замеры проводят при двух положениях кривошипа, как показано на рис. 4. Разница показаний индикатора не должна превышать 0,5 мм.
В случае, если стрелка индикатора при одном из положений коленчатого вала показывает отклонение, превышающее допустимую величину (0,5 мм), следует ударять по противовесам обеих цапф с противоположной стороны (на рис. 4, б показан пример с плюсовым отклонением). После правки вновь проверяют биение коренных шеек.
Может случиться, что не удалось поршневым пальцем соединить верхние головки шатуна. Это значит, что либо его ось непараллельна оси цапфы, либо непараллельны или развернуты (скрещены) оси отверстий в верхней и нижней головках шатуна. В этом случае надо разобрать вал, снять шатун и заменить его новым. Править шатун можно только в приспособлениях, которыми располагают специальные мастерские. После проверки кривошипа на «треугольник» (см. рис. 4) надо вновь проверить биение коренных шеек и при необходимости сделать правку.
вот читаю и думаю. за 2 года израсходовал 2 китацских вала, причем один 500км отходил второй 1500. пытаюсь купить заводской вал.но для эксперимента обязательно реанимировать постараюсь раздолбанные валы. у одного коренной подшипник шатуна сдох у второго левый шатун зажало.
лет через десять будем все так, когда имз откинет копыта окончательно.
Автор не упомянул что при ремонте значительно теряется прочность вала , и увеличивается вероятность того что вал провернется и заклинит двигатель, кои случаи не редки . поэтому целесообразней купить новый вал. а к ремонту прибегать в крайнем случае.
Статья нужная, если денег нет,то вполне можно из 2-3 х убитых один более-менее живой собрать.
Народ. Вы не поняли. на касик щя коленвал в таком дефиците. у нас возле завода 80 убитых енотов за него просили 2 года назад ща незнаю. а ремонт если мозги есть и руки не из задницы почти нашару обойдется.
Не Пиплы, статья добрая; у нас колено две штуки стоит,а за такие бабосы можно два Урала на зап. части хапнуть.
чего ты не видел уралов с клином:).
рад познакомиться я на байк-шоу поймал клина:)
правы купить проще а так заморачиваться-геморой один!
Все это хорошо да только было б это лет так десять назад, раньше кагда был дефицит, то вал днем с огнем не сыщешь, пошел на завод к «Дяде Васе» там и вал отремонтируют, а сейчас по моему проще купить, чем ремонтировать.
Источник