Проверка технического состояния и ремонт коленчатого вала и маховика
Коленчатый вал
Осмотрите коленчатый вал. Трещины в любом месте коленчатого вала не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
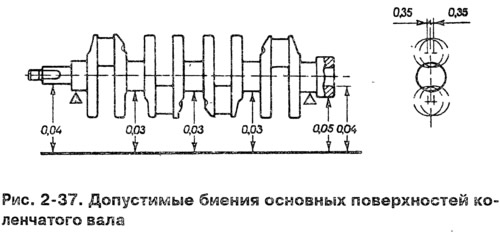
Установите коленчатый вал крайними коренными шейками на две призмы (рис. 2-37) и проверьте индикатором биение:
- коренных шеек (не более 0,03 мм);
- посадочных поверхностей под звездочку и подшипник ведущего вала коробки передач (не более 0,04 мм);
- поверхности, сопрягающейся с сальником (не более 0,05 мм).
Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек более 0,03 мм, а также если на шейках есть задиры и риски.
Шлифуйте шейки с уменьшением диаметра до ближайшего ремонтного размера (рис. 2-36).
При шлифовании выдерживайте размеры галтелей шеек, аналогичные указанным на рис. 2-36 для нормальных размеров коленчатого вала. Овальность и конусность коренных и шатунных шеек после шлифования должна быть не более 0,005 мм.
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм (рис. 2-37). Для проверки установите вал крайними коренными шейками на призмы и выставьте вал так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек. Затем индикатором проверьте смещение в вертикальном направлении шатунных шеек 2, 3 и 4 цилиндров относительно шатунной шейки 1-го цилиндра.
Прошлифовав шейки, отполируйте их с помощью алмазной пасты или пасты ГОИ.
После шлифования и последующей доводки шеек удалите заглушки масляных каналов, а затем обработайте гнезда заглушек фрезой A.94016/10, надетой на шпиндель А.94016. Тщательно промойте коленчатый вал и его каналы для удаления остатков абразива и продуйте сжатым воздухом. Оправкой А.86010 запрессуйте новые заглушки и зачеканьте каждую в трех точках кернером.
На первой щеке коленчатого вала промаркируйте величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Вкладыши
На вкладышах нельзя производить никаких подгоночных операций. При задирах, рисках или отслоениях замените вкладыши новыми.
Зазор между вкладышами и шейками коленчатого вала проверяют расчетом (промерив детали). Удобно для проверки зазора пользоваться калиброванной пластмассовой проволокой. В этом случае метод проверки следующий:
- тщательно очистите рабочие поверхности вкладышей и соответствующей шейки и положите отрезок пластмассовой проволоки на ее поверхность;
- установите на шейке шатун с крышкой или крышку коренного подшипника (в зависимости от вида проверяемой шейки) и затяните гайки или болты крепления. Гайки шатунных болтов затягивайте моментом 51 Н·м (5,2 кгс·м), а болты крепления крышек коренных подшипников — моментом 80,4 Н·м (8,2 кгс·м);
- снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора (рис. 2-38).
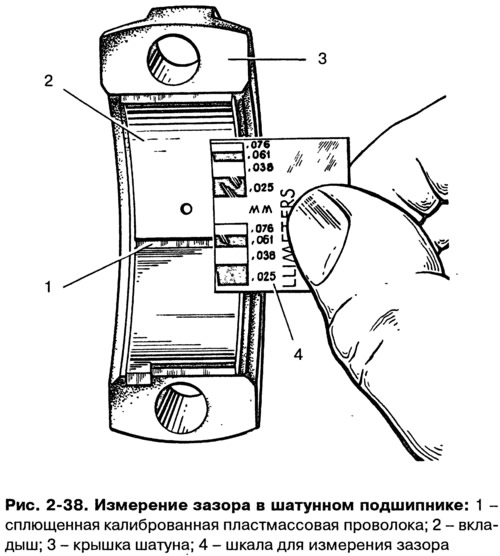
Номинальный расчетный зазор составляет 0,02-0,07 мм для шатунных и 0,026-0,073 мм для коренных шеек. Если зазор меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то можно снова использовать эти вкладыши.
При зазоре, большем предельного, замените на этих шейках вкладыши новыми.
Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины).
Упорные полукольца
Также, как и на вкладышах, на полукольцах нельзя производить никаких подгоночных операций. При задирах, рисках или отслоениях заменяйте полукольца новыми.
Полукольца заменяются также если осевой зазор коленчатого вала превышает максимально допустимый — 0,35 мм. Новые полукольца подбирайте номинальной толщины или увеличенной на 0,127 мм, чтобы получить осевой зазор в пределах 0,06-0,26 мм.
Осевой зазор коленчатого вала проверяется с помощью индикатора, как описано в главе «Сборка двигателя» (рис. 2-14).
Осевой зазор коленчатого вала можно проверять также на двигателе, установленном на автомобиле. При этом осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по перемещению переднего конца коленчатого вала.
Маховик
Проверьте состояние зубчатого обода и в случае повреждения зубьев замените маховик. Если маховик имеет цвета побежалости на поверхности 3 (рис. 2-39), необходимо проверить натяг обода на маховике. Обод не должен проворачиваться при крутящем моменте 590 Н·м (60 кгс·м).
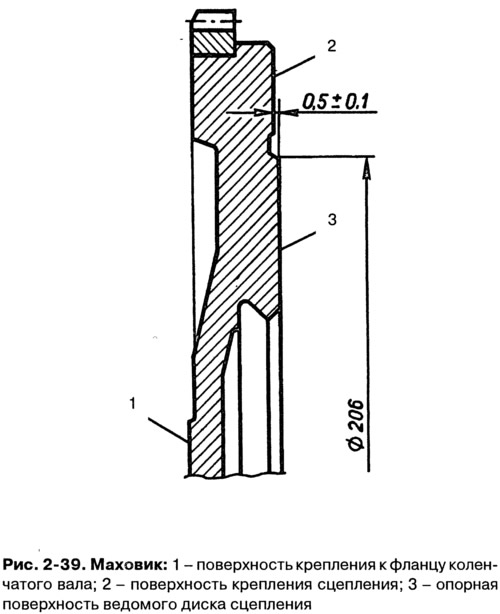
На поверхности 1 маховика, прилегающей к фланцу коленчатого вала, и на поверхности 3 под ведомый диск сцепления не допускаются царапины и задиры.
Царапины и задиры на поверхности 3 удалите проточкой, снимая слой металла толщиной не более 1 мм. При этом проточите также и поверхность 2, выдерживая размер (0,5±0,1) мм. При проточке необходимо обеспечить параллельность поверхностей 2 и 3 относительно поверхности 1. Допуск непараллельности 0,1 мм.
Установите маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1, и проверьте биение плоскостей 2 и 3. В крайних точках индикатор не должен показывать биений, превышающих 0,1 мм.
Источник
Разборка и ремонт (переборка) двигателя
Перед разборкой очищаем двигатель от грязи.
 Головкой «на 17» отворачиваем три болта крепления к блоку цилиндров кронштейна редуктора переднего моста. |
. и снимаем кронштейн.
Головкой «на 13» отворачиваем четыре гайки крепления к блоку цилиндров кронштейна левой опоры силового агрегата.
. и снимаем кронштейн в сборе с подушкой.
После снятия кронштейнов на их крепежные шпильки и резьбовые отверстия в блоке цилиндров монтируем плиту разборочного стенда и закрепляем двигатель на стенде. Снимаем сцепление (см. тут)
Снимаем маховик и крышку картера сцепления (см. тут).
Головкой «на 13» отворачиваем четыре гайки крепления к блоку цилиндров кронштейна правой опоры силового агрегата.
 . и снимаем кронштейн с подушкой. |
Головкой «на 17» отворачиваем три болта крепления к блоку цилиндров кронштейна генератора.
. и снимаем кронштейн.
 Круглогубцами ослабляем хомут крепления к патрубку отводящей трубки радиатора отопителя шланга отвода охлаждающей жидкости от дроссельного узла (двигатель ВАЗ-21214) или от блока подогрева карбюратора (ВАЗ-21213). |
 Снимаем шланг с патрубка отводящей трубки. |
 Головкой «на 10» отворачиваем две гайки крепления фланца отводящей трубки радиатора отопителя к корпусу насоса охлаждающей жидкости. |
Отвернув гайку крепления кронштейна трубки к выпускному коллектору (см. тут).
. снимаем отводящую трубку радиатора отопителя и ее уплотнительную прокладку.
Головкой «на 13» отворачиваем три болта крепления насоса охлаждающей жидкости к блоку цилиндров.
. и снимаем насос охлаждающей жидкости в сборе и его прокладку.
На впрысковом двигателе демонтируем головку блока цилиндров в сборе с ресивером, впускной трубой и выпускным коллектором (см. тут).
На карбюраторном двигателе головку блока цилиндров снимаем в сборе с карбюратором, впускной трубой и выпускным коллектором (см. тут).
Снимаем маслоотделитель системы вентиляции картера, поддон картера и масляный насос (см. соответствующие разделы).
Головкой «на 10» отворачиваем шесть болтов крепления держателя заднего сальника коленчатого вала к блоку цилиндров.
 Поддеваем отверткой за приливы держатель заднего сальника. |
. и снимаем держатель в сборе с сальником.
Из пазов держателя сальника извлекаем два специальных болта (с квадратными головками) крепления крышки картера сцепления.
 Снимаем прокладку держателя заднего сальника. |
Снимаем крышку привода распределительного вала, демонтируем цепь, звездочку коленчатого вала, валик привода масляного насоса, башмак натяжителя цепи (см. соответствующие разделы).
Накидным ключом «на 10» отворачиваем болт крепления кронштейна сливной трубки маслоотделителя системы вентиляции картера двигателя.
Снимаем кронштейн.
 Головкой «на 14» отворачиваем две гайки крепления крышки шатуна (поршень при этом должен находиться в НМТ). |
 Постучав по боковым поверхностям крышки молотком с пластмассовым бойком. |
 . снимаем крышку шатуна. |
 Вынимаем нижний вкладыш шатунного подшипника из крышки. |
 Опираясь на торцы стержней шатунных болтов, сдвигаем нижнюю головку шатуна с шатунной шейки коленчатого вала. |
 Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем поршень в цилиндр. |
 . и вынимаем поршень с шатуном из цилиндра. |
Вынимаем верхний вкладыш подшипника из головки шатуна.
Аналогичным образом извлекаем поршни с шатунами из других цилиндров.
Зажимаем шатун в тиски с накладками губок из мягкого металла.
Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца.
 . и снимаем верхнее компрессионное кольцо. |
Таким же образом снимаем.
. нижнее компрессионное кольцо.
 . два диска масляного кольца. |
 Снимаем расширитель маслосъемного кольца. |
Для снятия поршня с шатуна.
. поддеваем отверткой стопорное кольцо поршневого пальца.
 . и извлекаем его из кольцевой канавки поршня. |
Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец.
. извлекаем его из отверстия в поршне.
 Снимаем поршень с верхней головки шатуна. |
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр.
Головкой «на 17» отворачиваем два болта крепления крышки коренного подшипника коленчатого вала.
 Снимаем крышку коренного подшипника. |
 Вынимаем из крышки нижний вкладыш коренного подшипника. |
Таким же образом снимаем еще четыре крышки коренных подшипников.
Вынимаем коленчатый вал из блока цилиндров.
 Вынимаем из проточек задней опоры блока цилиндров упорные полукольца. |
 Вынимаем из опор блока цилиндров верхние вкладыши коренных подшипников коленчатого вала. |
После разборки двигателя тщательно промываем бензином и очищаем от нагара детали для проверки их технического состояния.
Для определения износа цилиндров.
. нутромером измеряем диаметр цилиндра в четырех поясах и двух плоскостях (параллельно и перпендикулярно оси коленчатого вала).
Схема измерения цилиндров: А и В — направления измерений; 1,2, 3 и 4 — номера поясов 
Основные размеры блока цилиндров 
Для определения износа юбки поршня.
. микрометром измеряем диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня.
Микрометром измеряем диаметры.
. шатунных шеек.
 . и коренных шеек коленчатого вала. |

Допустимые биения основных поверхностей коленчатого вала
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
(читайте также статью «Коленвал — шлифовка или ремонт»)
После шлифования шеек коленчатого вала.
. необходимо удалить заглушки масляных каналов.
. тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).
В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками.
. а в третью опору — вкладыш без проточки на внутренней поверхности (такой же, как в крышках коренных подшипников).
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
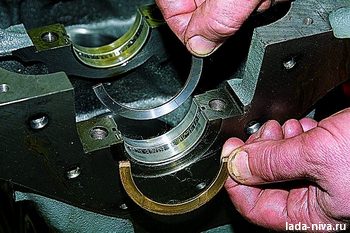
Вставляем в проточки пятой опоры упорные полукольца, смазанные моторным маслом.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.
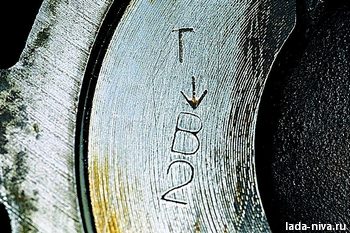
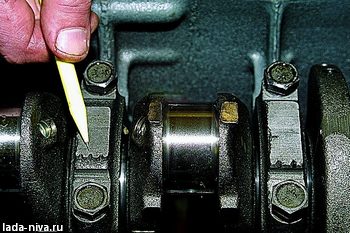 Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет ведется со стороны привода распределительного вала). |
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Затягиваем болты крепления крышек коренных подшипников предписанным моментом (см. тут).
Поршни к цилиндрам подбираются по классам.

Маркировка размерного класса цилиндров на блоке
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
 Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище. |
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.
Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях.
Устанавливаем на поршни кольца.
Нижнее компрессионное кольцо устанавливаем проточкой («скребком») вниз.
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх.
Кольца должны проворачиваться в канавках свободно без заеданий.
Располагаем кольца следующим образом:
замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.
Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку.
. и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр.
Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.
 При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна. |
 Гайки крепления шатуна затягиваем предписанным моментом (см. тут). Дальнейшую сборку проводим в последовательности обратной разборке. Уплотнительные прокладки и сальники заменяем новыми. |
 При установке маховика ориентируем его так, чтобы установочная (конусная лунка), расположенная на задней плоскости маховика рядом с зубчатым венцом, располагалась напротив шатунной шейки четвертого цилиндра. |
Видео
Источник