Ремонт колосникового холодильника конспект
Конструкция колосникового холодильника позволяет подавать на охлаждение большее количество воздуха, чем это требуется по условиям сгорания топлива.
В колосниковом холодильнике через слой раскаленного клинкера, движущегося по колосниковой решетке, которая является одновременно и транспортным средством, продувается холодный воздух. Нагреваясь, он направляется в печь, чтобы поддержать горение топлива. Основные преимущества колосниковых холодильников, определившие их широкое распространение: эффективный обмен тепла между охлаждаемым материалом и охлаждающим воздухом, высокий тепловой к. п. д., позволяющий значительно уменьшить расход топлива на обжиг, а также высокая степень охлаждения материала, разрешающая в ряде случаев направлять его непосредственно на дальнейшую технологическую переработку.
Все цементные заводы СССР с печами мощностью 50 т/ч клинкера и более оснащают холодильниками типа «Волга» производительностью 75—125 т/ч. Эти холодильники имеют одинарный или двойной просос воздуха.
Рекламные предложения на основе ваших интересов:
Рис. II-28. Схема холодильника «Волга-125СУ»
а — схема установки холодильника; б — принципиальная схема холодильника; в — кинематическая схема привода колосниковой решетки
На рис. II-28, а представлена принципиальная схема установки холодильника с одинарным прососом воздуха. Клинкер из вращающейся печи поступает в шахту и далее на колосниковый холодильник. При своем падении клинкер обдувается воздухом, подаваемым вентилятором острого дутья, а при движении по колосникам — воздухом от вентилятора общего дутья. Часть подогретого воздуха возвращается в печь, а остальная, пройдя аспира-ционное устройство (электрофильтр), вентилятором направляется в трубу.
На рис. II-28, б представлена схема колосникового холодильника «Волга-125 СУ» с двойным прососом воздуха. Раскаленный клинкер из вращающейся печи поступает в шахту холодильника на плиты дробящего устройства и далее на колосники острого дутья. Воздух под дробящее устройство и колосники подается вентилятором острого дутья. Затем клинкер поступает на колосниковую решетку. Перемещение клинкера по решетке осуществляется за счет возвратно-поступательного движения подвижных колосников, имеющих различные углы наклона рабочих плоскостей: крутой — вперед и отлогий — назад. Подвижные колосники чередуются с неподвижными (рис. II-29). Сквозь щели колосников вентилятором общего дутья подается воздух. Для прохождения охлаждающего воздуха имеются расширяющиеся книзу щели шириной 4—6 мм.
Рис. II-29. Схема колосников
1 — неподвижного; 2 — подвижного
Основным несущим узлом холодильника является основание (см. рис. II-28, б), состоящее из отдельных металлических блоков, связанных между собой поперечными стенками. Поперечные стенки разделяют основание на отдельные четыре камеры. Выше основания расположен сферический кожух, выполненный из листовой стали и футерованный огнеупорным кирпичом.
Надколосниковое пространство холодильника разделено перегородкой с шиберами на две зоны: горячую и холодную. Эта перегородка отделяет более нагретый воздух, поступающий в печь, от менее нагретого, отсасываемого дымососом через аспирационное устройство.
Подвижная часть колосниковой решетки состоит из шести тележек, связанных продольными балками в две секции (по 3 шт. в каждой). Каждая из секций опирается на восемь опорных катков, не имеющих подшипников и смазки. На тележках закреплены подвижные балки с подвижными колосниками. Неподвижные колосники смонтированы на неподвижных балках, опирающихся на поперечные балки, которые крепятся к блокам основания.
Каждая из секций приводится в движение от торцовых автономных приводов. Привод подвижной секции состоит из редуктора, кривошипно-шатунного механизма и приводного вала (см. рис. II-28, в). На приводах установлены маховики и мембранные муфты. Отсюда плавный возвратно-поступательный ход движущихся частей. Привод обеспечивает 7—20 двойных ходов в минуту колосников. Величина хода колосников 150 мм. Регулирование бесступенчатое электрическое.
Для уборки мелких кусков клинкера, провалившихся через щели в подколосниковое пространство, служат три скребковых конвейера, установленных параллельно друг другу.
Герметизация надколосникового и подколосникового пространств достигается двумя параллельными затворами.
Охлажденный клинкер с колосниковой решетки поступает в разгрузочное устройство — на решетку, где сортируется на две фракции. Мелкая, диаметром до 40 мм, просыпается в разгрузочный бункер, а крупная дробится двумя параллельно установленными молотковыми дробилками. Пройдя через затворы, клинкер поступает на конвейеры и далее на склад.
Толщина слоя клинкера на решетке для холодильника «Волга-125 СУ» 150—350 мм. Смазка механизмов холодильника густая, централизованная в сочетании с ручной. Холодильник имеет необходимую контрольно-измерительную аппаратуру и систему автоматического регулирования технологического процесса.
При двойном прососе тепловой к. п. д. холодильника выше, чем при одинарном, так как воздух, дважды прошедший через охлаждаемый слой клинкера и поступивший в печь, имеет более высокую температуру.
Рис. II-30. Схема разводки воздуховодов холодильника с двойным прососом воздуха
Сокращение расхода воздуха на охлаждение в колосниковых холодильниках с двойным прососом приводит к увеличению теплосодержания воздуха, поступающего из холодильника в печь. Холодильники с двойным прососом воздуха целесообразно устанавливать к печным агрегатам, работающим с циклонными теплообменниками. Схема разводки воздуховодов холодильника с двойным прососом воздуха представлена на рис. II-30.
При двойном прососе воздуха открываются жалюзийные затворы 1—4 (остальные затворы закрыты). Холодный воздух вентилятором общего дутья 5 направляется в III и IV камеры, при этом он проходит через слой клинкера. После очистки в аспирационном устройстве 6 (электрофильтре) дымосос 7 подает его в I и II камеры, там он вторично проходит через слой охлажденного клинкера и, согреваясь, поступает в печь.
При одинарном прососе воздуха открываются жалюзийные затворы 1, 2, 8, 9, 10 (остальные затворы закрыты). Холодный воздух от вентилятора направляется во все четыре камеры холодильника, проходит через решетки и слой охлаждаемого клинкера и частично (более нагретый) поступает в печь, а избыток воздуха очищается в аспирационном устройстве и дымососом сбрасывается в трубу (в атмосферу). Затвор открывается при аварии в случае выхода из строя дымососа, в этом случае избыточный воздух сбрасывается неочищенным. Затвор добавки холодного воздуха предназначен для разбавления горячего воздуха в случае перегрева дымососа.
Принципиальным отличием вращающегося холодильника от колосниковых холодильников переталкивающего типа является то, что охлаждаемый клинкер в нем перемещается за счет вращения наклонно расположенных корпуса и колосниковой решетки, выполненных в виде барабана. Вращающиеся колосниковые холодильники отличаются простотой конструкции, отсутствием быстроизнашивающихся и трущихся деталей, более низкими удельной энергоемкостью и удельным весом.
В инерционных холодильниках перемещение клинкера происходит за счет сил инерции, возникающих при колебательных движениях решетки, укрепленной на рессорных опорах.
Источник
Колосниковый охладитель “Волга – 50”
Эксплуатация и ремонт колосникового охладителя “Волга – 50”
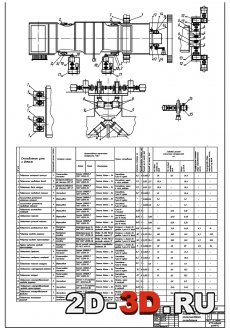
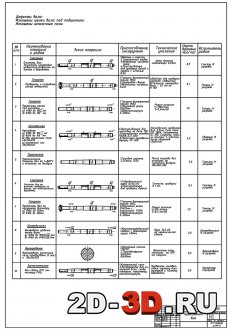

Список чертежей: карта смазки, карта ремонта вала, чертёж вала приводного.
Содержание расчётно-пояснительной записки
1. Назначение, принцип действия колосникового охладителя.
2. Основные быстроизнашиваемые узлы и детали.
2. Система ППР (СТОиР). Виды и содержание ремонта машины. Ремонт детали.
3. Расчетная часть.
3.1 Расчет общей трудоемкости ремонта машины.
3.2 Расчет времени простоя.
3.3 Расчет рабочей силы.
4. Смазка оборудования.
4.1 Организация смазочного хозяйства.
4.2 Классификация и основные свойства смазочных материалов.
4.3 Выбор смазочных материалов.
4.4 Система смазки оборудования.
4.5 Карта смазки машины.
5. Охрана труда при ремонте.
Периодическое техническое обслуживание включает в себя:
1) Осмотр приводов колосниковых решеток холодильника;
2) Осмотр состояния колосниковых решеток и замена до 10 колосников;
3) Проверка состояния скребковых конвейеров просыпи, замена при обходимости отдельных звеньев, натяжка цепей;
4) Устранение обнаруженных неисправностей в затворах просыпи;
5) Проверка установки и состояния термопар и отборных устройств;
6) Ревизия толкающих роликов, определение степени износа опорных катков;
7) Замена уплотнений приводных и поддерживающих валов;
8) Осмотр и мелкий ремонт системы густой смазки;
9) Осмотр состояния приборов КИПиА.
Производство цемента включает две ступени: первая — получение клинкера, вторая — доведение клинкера до порошкообразного состояния с добавлением к нему гипса или других добавок.
Важную роль качественного производства клинкера играет процесс охлаждения и поэтому неотъемлемой частью печного агрегата является охладитель клинкера.
Колосниковый охладитель постоянно работает в агрессивных средах, больших температурах и высоких нагрузках. Все это может привести к потери надежности, прочности, износостойкости, а это в свою очередь может привести к внезапным или постоянным поломкам оборудования. Для того чтобы он работал согласно рабочему графику, следует проводить вовремя все виды ремонта.
Производство отечественных колосниковых охладителей клинкера серии «Волга» было освоено в начале 60-х гг. XX в. В настоящее время такие охладители выпускают для печных агрегатов производительностью 25. 150 т. клинкера в час.
Все колосниковые охладители серии «Волга» аналогичны по принципу действия, имеют большое число унифицированных узлов и деталей (колосники, подколосниковые балки, приводы, транспортёры уборки просыпи и др.) и отличаются в основном размерами и конструкцией отдельных элементов.
Конструкция и принцип работы охладителей серии «Волга».
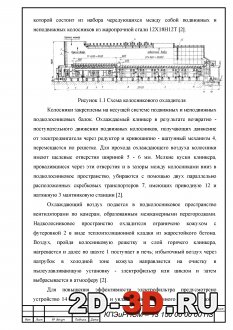
Работа охладителя происходит по следующей схеме: обожженный клинкер из вращающейся печи сбрасывается в загрузочную шахту 1 охладителя и затем на колосниковую решетку 5, настил которой состоит из набора чередующихся между собой подвижных и неподвижных колосников из жаропрочной стали 12Х18Н12Т.
Колосники закреплены на несущей системе подвижных и неподвижных подколосниковых балок. Охлаждаемый клинкер в результате возвратно — поступательного движения подвижных колосников, получающих движение от электродвигателя через редуктор и кривошипно — шатунный механизм , перемещается по решетке. Для прохода охлаждающего воздуха колосники имеют щелевые отверстия шириной 5 — 6 мм. Мелкие куски клинкера, провалившиеся через эти отверстия и в зазоры между колосниками вниз в подколосниковое пространство, убираются с помощью двух параллельно расположенных скребковых транспортеров, имеющих приводную и натяжную маятниковую станции.
Охлаждающий воздух подается в подколосниковое пространство вентиляторами по камерам, образованным межкамерными перегородками. Надколосниковое пространство охладителя ограничено кожухом с футеровкой в виде теплоизоляционной кладки из жаростойкого бетона. Воздух, пройдя колосниковую решетку и слой горячего клинкера, нагревается и далее по шахте поступает в печь; избыточный воздух через патрубок в холодной зоне кожуха направляется на очистку в пылеулавливающую установку — электрофильтр или циклон и затем выбрасывается в атмосферу.
Для повышения эффективности электрофильтра предусмотрено устройство для охлаждения и увлажнения избыточного воздуха водой с помощью форсунок. При испарении воды снижается температура воздушного потока, происходит его увлажнение и резко уменьшается электрическое сопротивление частиц клинкерной пыли, благодаря чему повышается эффективность работы электрофильтра, увеличивается срок службы аспирационного дымососа, долговечность воздуховодов и др.
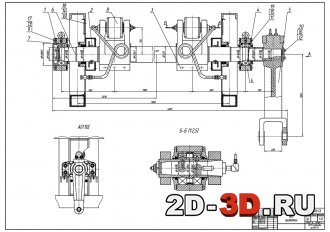
Колосниковая решетка состоит из двух горизонтальных секций, расположенных уступом одна относительно другой. Подвижные подколосниковые балки установлены на тележках, которые непосредственно связаны с приводом, состоящим из редуктора и кривошипно — шатунного механизма, и опираются на опорные катки. Подвижные колосниковые балки, совершающие возвратно — поступательные движения, имеют ход 150 мм; неподвижные подколосниковые балки закреплены на основании металлоконструкции охладителя.
Основание охладителя воспринимает статические нагрузки от колосниковой решетки, кожуха и футеровки, а также динамические нагрузки, возникающие при возвратно-поступательном движении колосниковой решетки.
Основание представляет собой две параллельные вертикально установленные рамы, набранные из отдельных металлических блоков, опирающихся на бетонный фундамент. Блоки имеют окна подвода воздуха в подколосниковые пространства и ремонтные люки, а также окна для прохода приводного вала. На внутренней поверхности блоков приварены кронштейны с плитами для установки опорных катков. Параллельные блоки связаны между собой межкамерными перегородками, образующими камеры, и поперечными балками, служащими опорами для неподвижных подколосниковых балок. В конце колосниковой решетки смонтирована молотковая дробилка для дробления крупных кусков клинкера. Раздробленные куски разгружаются в течку.
Внутренняя часть кожуха в разгрузочной части облицована металлическими плитами. Для предохранения футеровки от разрушения кусками материала, вылетающими из молотковых дробилок, подвешена двухрядная цепная завеса.
Колосниковая решетка в горячей зоне» (а) и колосниковая решетка в «холодной» зоне (б). Охладитель имеет два привода, каждая секция, «горячая» и «холодная», присоединена к отдельному приводу. Привод состоит из рамы, электродвигателя постоянного тока, пальцевой муфты, маховика, редуктора, двух мембранных муфт, кривошипного вала и шатуна, шарнирно соединенного с рычагом приводного вала охладителя.
Применение электродвигателя постоянного тока позволяет бесступенчато регулировать частоту вращения его ротора и, следовательно, частоты возвратно — поступательного движения тележек в пределах 1:3. Приводной вал покоится на двух опорах (подшипниках). На валу закреплены два рычага с шатунами, шарнирно связанными с кожухами опорных катков. Благодаря такой схеме трение скольжения между подвижными и неподвижными частями колосниковых решеток и поддерживающей конструкции заменено трением качения.
Охладитель имеет два параллельно установленных скребковых транспортера с отдельными приводами и цепями со звеньями из износостойкой стали 35XMЛ.
Верхняя ветвь в «холодной» зоне подрешеточного пространства поддерживается роликами на подшипниках качения, установленными на стойках, в средней и «горячей» зонах – направляющими рельсами. Нижняя рабочая ветвь скользит по настилу, набранному из рельсов.
Для компенсации удлинений цепи скребковых транспортеров уборки просыпи, возникающих при ее нагреве и изнашивании, применена маятниковая натяжная станция. Станция состоит из маятниковой подвески на оси и натяжного барабана, через который перекинута скребковая цепь. Поворотом рукоятки домкрата изменяется положение оси натяжного барабана, а тем самым регулируется натяжение цепи.
Установленные в конце колосниковых решеток две молотковых дробилки имеют индивидуальные приводы. Ротор дробилки состоит из вала с насаженными на нем дисками с шарнирно подвешенными молотками (билами). Перед дробилкой установлена решетка для отбора кусков клинкера менее 30 мм. Вращение ротора каждой дробилки отрегулировано так, чтобы клинкер под ударами молотков ротора измельчался и отбрасывался на колосниковую решетку и цепную завесу.
Раскаленный клинкер сбрасывается из печи на колосниковую решетку в «одной точке», что приводит к неравномерному распределению его по ширине решетки и высоте слоя. В результате увеличиваются затраты энергии на просос воздуха и снижается эффект охлаждения.
В некоторых конструкциях охладителей предусмотрено устройство, обеспечивающее интенсивное охлаждение и равномерное распределение клинкера по ширине колосниковой решетки. Это устройство монтируют в загрузочной шахте. Устройство состоит из трех наклонных колосниковых побудителей, установленных параллельно оси охладителя под углом 15° к горизонту. Конструкция имеет возможность индивидуального регулирования хода каждого побудителя, а также частоты их движения.
Привод расположен внизу на фундаменте и через рычаг с шатуном сообщает возвратно — поступательное движение колосниковым побудителям. Охлаждающий воздух, поступающий через патрубок, интенсивно продувается сквозь слой клинкера, находящегося на колосниках.
Детали охладителя, работающие в зонах высоких температур (колосники, детали бортового уплотнения и др.), изготовлены из высоколегированных жаропрочных сталей. Скребки цепи транспортеров уборки просыпи, молотки (била) молотковых дробилок и другие детали, подвергающиеся абразивному изнашиванию, выполнены из износостойких сталей.
Источник