Ремонт контактных колец и щеточного аппарата
При ремонте контактных колец счищают потемнения и подгары на их поверхности, устраняют замыкания между кольцами и ремонтируют приспособления для замыкания колец и подъема щеток.
Потемнения и подгары на поверхности колец счищают стеклянной мелкозернистой шкуркой. Если шкуркой не удается снять подгары, двигатель разбирают и протачивают контактные кольца на токарном станке, а затем шлифуют и полируют. Замыкания между кольцами могут образоваться при попадании в промежутки между контактными кольцами щеточной пыли. Во время ремонта контактные кольца продувают, а торцевые поверхности колец и перегородки между ними покрывают электроэмалью, на твердой блестящей поверхности которой щеточная пыль не оседает.
При замыкании между контактными кольцами концы обмотки ротора от контактных колец отсоединяют (для определения места замыкания) и проверяют изоляцию между кольцами мегаомметром. Если замыкание произошло вследствие оседания на изоляции контактных шпилек щеточной пыли, ее удаляют. При замыкании вследствие пробоя изоляции между кольцами или кольца на втулку контактные кольца снимают с вала и проводят их капитальный ремонт.
В асинхронных двигателях часто изнашиваются сухарики хомутика, передвигающего кольцо, потому что они остаются неподвижными во время работы двигателя и между ними и кольцом существует трение. При ремонте круглые сухарики заменяют прямоугольными со скругленными углами (в целях усиления сухариков).
В синхронных машинах положительное кольцо изнашивается быстрее, чем отрицательное, поэтому периодически меняют их полярность.
Капитальный ремонт контактных колец проводят в следующих случаях: износ колец, выгорание контактных шпилек, ослабление посадки контактных колец на втулке. Изношенные кольца заменяют новыми, изготовленными из того же материала (меди, бронзы, стали, чугуна). При замене колец ремонтируют также изоляцию втулки; поврежденные шпильки и их изоляцию заменяют новыми.
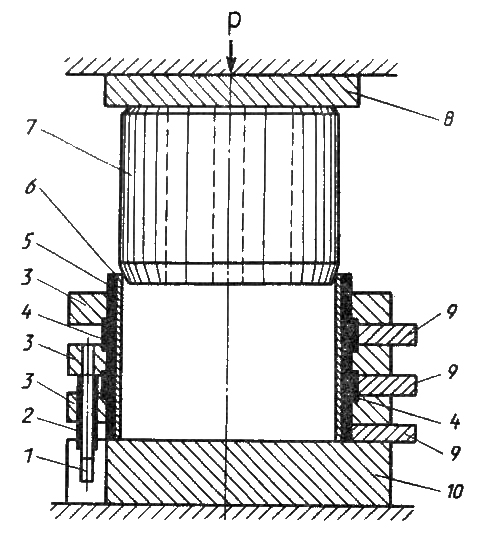
Pиc. 109. Холодная прессовка контактных колец:
1 — контактные шпильки; 2 — изоляционные втулки; 3 — кольцо; 4 — изоляционное кольцо; 5 — изоляционная втулка; 6 — разрезная гильза; 7 стальная втулка; 8 — диск; 9 — прокладки; 10 — основание.
Контактные кольца электродвигателей мощностью до 100 кВт обычно собирают методом холодной прессовки (рис. 109). При холодной прессовке кольца 3 соединяют сваркой с контактными шпильками 7, которые изолируют изоляционными втулками 2. Затем комплект колец собирают на кольцевом основании 10 с разрезными дистанционными прокладками 9. Под дистанционные прокладки вкладывают изоляционные кольца 4 из электрокартона. Внутрь сборки устанавливают изоляционную втулку 5 из листов миканита и электрокартона. Для предохранения изоляции от деформаций при прессовке внутрь втулки 5 помещают стальную разрезную гильзу 6. Сверху в гильзу направляют стальную втулку 7. На её торец устанавливают диск 8.
После запрессовки дистанционные прокладки удаляют. Кольца сушат 6—8 ч при температуре 110—115 С, затем пропитывают их изоляцию эмалью. Процесс сушки повторяют при температуре 120 °С в течение 10-12 ч. Охлаждают кольца на воздухе до 80-90 °С, и при этой температуре напрессовывают их на вал ротора (при напрессовке кольца ориентируют контактными шпильками на выходные концы обмотки). Завершив посадку колец, индикатором контролируют эллипсность и биение колец, а также неровности их поверхности. При необходимости поверхность колец протачивают, шлифуют и полируют. Биения колец должны быть в пределах 30 — 50 мкм.
При выгорании контактных шпилек их заменяют новыми. Шпильки изолируют миканитом или бакелизированной бумагой, затем бандажируют стальной проволокой и запекают в печи. В контактных кольцах сверлят новые отверстия для ввертывания шпилек и прохода шпилек соседних контактных колец. Бандажную проволоку удаляют.
В случаях ослабления посадки контактных колец на втулке поверх изоляции накладывают гильзу из жести и прессуют на нее контактные кольца. Части гильзы между кольцами вырезают на токарном станке и затем ввертывают контактные шпильки в кольца.
Ремонт щеткодержателей заключается в проверке давления щеток на коллектор или контактные кольца, крепления щеткодержателей на пальцах, замене изношенных щеток.
Давление щеток на коллектор или контактные кольца измеряют пружинным динамометром, зацепляя его за рычаг щеткодержателя и оттягивая вдоль оси щеток. При ослаблении крепления щеткодержателей на пальцах подтягивают болты, крепящие щеткодержатель. Проверяют и регулируют расстояние между нижней кромкой корпуса щеткодержателя и коллектором, так как при ослаблении крепления щеткодержатель может опуститься и корпус его начнет задевать за пластины коллектора. При ослаблении крепления щеточных канатиков ток пойдет через корпус щеткодержателя, что приведет к обгоранию обоймы щеткодержателя и снижению нажатия пружин.
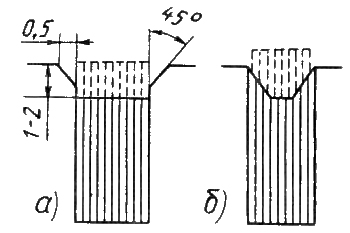
Рис. 110. Спиливание (продороживание) изоляции коллектора:
а — правильно; б — неправильно.
Для предотвращения выступления миканитовой изоляции из поверхности коллекторов проводят спиливание (продороживание) (рис. 110). Эта операция технического обслуживания состоит в удалении изоляции на глубину до 1 — 2 мм фрезерованием или выпиливанием. Коллекторы крупных машин продороживают с помощью фрезерного приспособления с пневматическим или электрическим приводом (рис. 111, а). Фрезу выбирают диаметром 25 мм и шириной зубьев на 0,1 мм меньше ширины дорожки. Глубина дорожки должна быть больше её ширины н 2,2 — 1,5 раза. Для небольших коллекторов электрических машин пользуются ручным инструментом в виде пакета из ножовочных полотен, укрепленных в оправке (рис. 111, б).
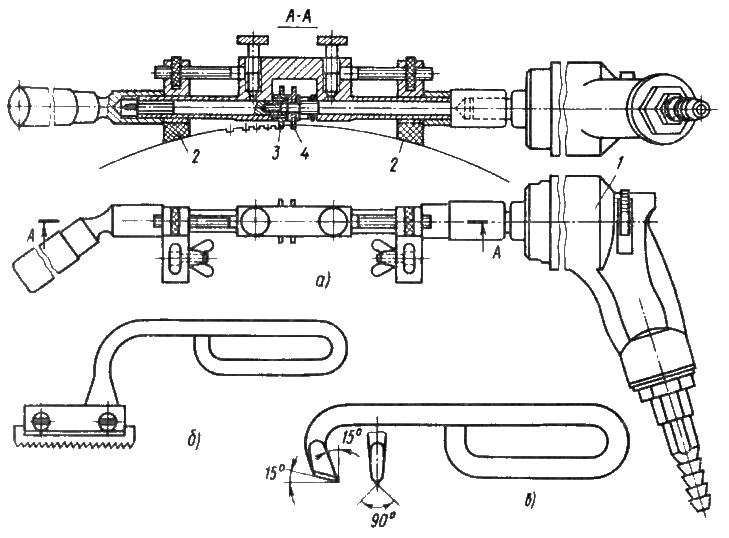
Рис. 111. Пневматическое приспособление (а), ручной дорожник (б) и ручной фасочник (в) для продороживания коллекторов:
1 — пневматическая сверлилка; 2 — упор из текстолита; 3 — направляющая шайба; 4 — фреза 30 мм.
В продороженном коллекторе с наружных ребер пластин снимают фаски под углом 45°, пользуясь для этого чаще всего ручным фасочником или конической фрезой и приспособлением для продороживания (рис. 111, в). Обработанный таким образом коллектор шлифуют и полируют.
При износе щеток их заменяют новыми той же марки. Все течки заменяют одновременно. В этом случае в крупных ре-мот пых мастерских щетки притирают вне электрической машины. Для притирки щеток применяют приспособление в виде барабана (корпуса), в пазы которого вставляют щетки, опирающиеся на шлифовальный круг из карбида кремния.
Для большего числа притираемых щеток применяют специальные станки с барабанами. На барабан, наружный диаметр которого на 1 мм меньше диаметра коллектора машины, устанавливают с помощью щеткодержателей щетки, обертывают барабан стеклянной бумагой, опускают на щетки нажимные рычаги и включают электродвигатель для вращения барабана. Щетки пришлифовываются и используются для одновременной замены. Это позволяет ускорить процесс замены щеток и исключить попадание пыли в щеточный механизм, что неизбежно происходит при притирании щеток непосредственно на машине.
Крепление щеточных пальцев проверяют, покачивая их за концы, противоположные траверсе. При большой длине щеточных пальцев их скрепляют со стороны петушков коллектора с помощью кольца из изоляционного материала, которое крепят к щеточным пальцам болтами, ввернутыми в их торцы. Щетки сдвигают по длине коллектора, перемещая щеточные пальцы в головках траверсы. При неравномерном износе поверхности коллектора проверяют расстановку щеток, измеряя расстояние между торцом коллектора и крайними щетками на каждом щеточном пальце.
При ремонтах после сборки машины проверяют установку щеток в нейтралях. Для этого при неподвижном якоре подводят к обмотке возбуждения от постороннего источника напряжение около 12 В, а к зажимам якоря подключают вольтметр на напряжение 1,5-3 В. Перемещая траверсу по коллектору в обе стороны, находят такое положение, при котором стрелка вольтметра не отклонится во время замыкания и размыкания цепи возбуждения.
Капитальный ремонт щеткодержателей машин постоянного тока заключается в восстановлении изношенных обойм и замене пружин, потерявших свою упругость. Износ обойм происходит в результате вибрации щеток при вращении коллектора.
При ремонте проверяют зазоры между щетками и обоймами щеткодержателей. Размер суммарного зазора по окружности коллектора должен быть 0,1—0,3 мм. В направлении длины коллектора допускаются примерно в два раза большие размеры зазоров, чем в направлении его окружности. Изношенные обоймы восстанавливают методом наплавки с последующей обработкой и притиркой. Щеткодержатели с поломанными стенками заменяют новыми.
Поломанные траверсы заменяют новыми, так как при сварке отломанных частей неизбежно будет нарушена точность установки щеточных пальцев, что ухудшит коммутацию машины.
Источник
Ремонт контактных колец турбогенераторов
РУКОВОДСТВО ПО КАПИТАЛЬНОМУ РЕМОНТУ ТУРБОГЕНЕРАТОРА ТВФ-60-2
СОСТАВЛЕНО Новосибирским филиалом ЦКБ Главэнергоремонта
Составители инженеры В.В.Савик, О.А.Ражев
Заместитель начальника Главтехуправления К.М.Антипов
16 марта 1979 г.
Главный инженер Главэнергоремонта В.И.Куркович
22 августа 1978 г.
1. ВВЕДЕНИЕ
1.1. Руководство по капитальному ремонту турбогенератора TBФ-60-2* является техническим документом, соблюдение требований которого обязательно для персонала, выполняющего ремонт турбогенераторов.
* В дальнейшем для краткости — Руководство.
1.2. Руководство разработано с учетом чертежей и инструкций ПЭО «Электросила».
1.3. Руководство содержит:
а) общие положения по подготовке и организации работ, в том числе технологический график ремонта;
б) технические требования на дефектацию и ремонт деталей и сборочных единиц, а также перечень деталей и сборочных единиц, ремонт которых невозможен или удлиняет срок простоя турбогенератора в ремонте;
в) порядок выполнения ремонта и технологические указания на ремонтные операции;
г) методы контроля и испытаний при ремонте и сборке деталей и сборочных единиц;
д) перечень оборудования, инструмента и аппаратуры, применяемых при капитальном ремонте турбогенератора (приложение 1);
е) нормы расхода материалов на капитальный ремонт турбогенератора (приложение 2).
1.4. В Руководстве указаны типовой объем работ по капитальному ремонту турбогенератора, а также некоторые специальные работы, наиболее частые при ремонте. Отдельные положения настоящего Руководства носят рекомендательный характер.
1.5. При проведении капитального ремонта турбогенератора кроме настоящего Руководства рекомендуется использовать описание и инструкцию по монтажу, пуску и эксплуатации турбогенератора ТВФ-60-2 (ЛЭО «Электросила»); действующие «Нормы испытания электрооборудования», «Правила технической эксплуатации электрических станций и подстанций», «Правила техники безопасности при эксплуатации электроустановок электрических станций и подстанций», «Инструкцию по организации ремонта энергетического оборудования электростанций и подстанций» (М.: СЦНТИ ОРГРЭС, 1975), «Инструкцию по эксплуатации и ремонту генераторов на электростанциях» (М.: Энергия, 1974), «Правила пользования инструментом и приспособлениями, применяемыми при ремонте и монтаже энергетического оборудования» (М.: Энергия, 1973), «Правила устройства и безопасной эксплуатации грузоподъемных кранов»* (М.: Металлургия, 1974), «Инструкцию по содержанию и применению средств пожаротушения на предприятиях Минэнерго СССР» (М.: СПО Союзтехэнерго, 1980). Кроме того, необходимо учитывать требования циркуляров, решений и других директивных документов Минэнерго СССР.
* Действуют ПБ 10-382-00, утвержденные Постановлением Госгортехнадзора России от 04.11.2000 N 63. — Примечание изготовителя базы данных.
2. ОРГАНИЗАЦИЯ РЕМОНТА
2.1. Организация капитального ремонта предусматривает:
а) подготовку документации, запасных частей и материалов;
б) создание условий для проведения работ, обеспечивающих соблюдение требований правил технической эксплуатации, правил безопасности и санитарно-технических норм;
в) организацию рабочих мест с размещением на них такелажных приспособлений, ремонтируемых сборочных единиц и оргоснастки, исходя из конкретных условий для наиболее рационального использования рабочих площадок;
г) обеспечение рабочих мест подъемно-транспортным оборудованием, приспособлениями и средствами механизации;
д) разработку схем подачи сжатого воздуха, кислорода, ацетилена, электропитания и т.д.;
е) разработку организационной структуры и режима работы ремонтного персонала;
ж) организацию уборки и транспортирования мусора, отходов и поддержание чистоты ремонтных площадок.
Рекомендуется до начала ремонта составлять проект организации работ, в который входят перечисленные выше мероприятия.
2.2. Ремонт турбогенератора должен производиться специализированными звеньями, состав которых определяется конкретным объемом работ и плановыми сроками простоя турбогенератора в ремонте. Для обеспечения оптимальной загрузки ремонтного персонала Руководством предусматривается проведение ремонта с типовой номенклатурой работ по технологическому графику, приведенному на рис.1. Нормы времени на ремонтные операции в состав звена определены исходя из типовых нормативов трудозатрат на ремонт оборудования электрических станций.
2.3. Перед началом ремонта необходимо ознакомить персонал, принимающий участие в ремонте, с конструкцией турбогенератора, объемом и графиком ремонта и провести инструктаж по технике безопасности. К ремонту турбогенератора можно приступить только после оформления наряда-допуска на производство работ.
2.4. До начала ремонта необходимо осмотреть турбогенератор под нагрузкой, прослушать на отсутствие посторонних шумов. Необходимо выявить (по эксплуатационным документам) дефекты и ненормальности в работе турбогенератора.
2.5. Технические параметры отремонтированного турбогенератора должны строго соответствовать техническим данным, приведенным в заводской инструкции и паспорте на турбогенератор.
2.6. Руководство ремонтом должно осуществляться представителем ремонтного подразделения.
2.7. Приемка из ремонта должна осуществляться персоналом эксплуатационной службы в соответствии с существующими положениями.
2.8. Окончание ремонта следует оформлять актом, который подписывают представители ремонтного и эксплуатационного подразделений.
2.9. На отремонтированный турбогенератор должна быть составлена «Ведомость основных показателей технического состояния турбогенератора» (приложение 3).
2.10. При проведении капитального ремонта турбогенератора необходимо:
а) выполнять общие требования безопасности, действующие местные инструкции, а также указания, изложенные в техническом описании и инструкции по эксплуатации;
б) проверять состояние средств пожаротушения;
в) проверять состояние, сроки испытания строп и грузоподъемных механизмов, изучить схемы стропки;
г) знакомиться с расположением и проверять состояние устройств перекрытия подачи воздуха, ацетилена, электроэнергии и т.д. Расположение этих устройств должно обеспечивать в кратчайшие сроки отключение рабочего места от магистралей и электропроводок.
3. ТРЕБОВАНИЯ К РАЗБОРКЕ ТУРБОГЕНЕРАТОРА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
3.1. Детали и сборочные единицы массой более 25 кг следует поднимать с помощью подъемных механизмов и приспособлений. Масса сборочных единиц и приспособлений приведена в приложении 4. Захват деталей за рабочие поверхности без прокладок не допускается.
3.2. В процессе разборки турбогенератора необходимо тщательно замаркировать все съемные сборочные единицы и детали, в том числе болты, шпильки, щеткодержатели, концы силовых и измерительных кабелей, прокладки (в том числе изоляционные).
3.3. Болты, шпильки и другие мелкие детали, снятые с турбогенератора во время его разборки, следует помещать в отдельные ящики или на отдельные стеллажи. Снятые гайки по возможности навинчивать на свои места.
3.4. Во время разборки, а также после разборки и очистки все снятые детали и сборочные единицы, ставшие доступными для осмотра, необходимо внимательно осмотреть и проверить. В первую очередь надо проверить исправность крепежа в местах крепления сборочных единиц и деталей, где дефекты могут послужить причиной аварии.
3.5. Разборку необходимо производить только исправным инструментом. Используемые при разборке гаечные ключи должны охватывать головку болта или гайки всем зевом и не проворачиваться.
3.6. При разборке не допускается:
а) наносить удары по деталям непосредственно стальным молотком или через стальные выколотки;
б) пользоваться зубилом и молотком для отвинчивания гаек и болтов;
в) наносить метки на посадочные, уплотняющие и стыковые поверхности.
3.7. После разборки все детали и сборочные единицы следует тщательно очистить от пыли, грязи, масла, продуктов коррозионно-механического износа, нагара, промыть и протереть.
3.8. Во время разборки и ремонта турбогенератора запрещается располагать внутри статора непосредственно на активной стали инструмент и различные приспособления без подкладок, а также заносить в расточку статора ненужные для выполнения работ металлические предметы. Следует строго проверять, чтобы снятые гайки, болты, слесарный инструмент и другие металлические предметы не оставались в зоне корпуса турбогенератора (в вентиляционных отсеках, карманах корпуса, в лобовых частях обмотки и т.д.). Рабочие во время работы внутри статора должны быть в чистой спецодежде и мягкой обуви (без металлических гвоздей).
3.9. Разборку турбогенератора следует производить в соответствии с требованиями разд.4 настоящего Руководства.
4. РАЗБОРКА ТУРБОГЕНЕРАТОРА
4.1. Снятие возбудителя с фундамента
4.1.1. Разобрать полумуфту, соединяющую турбогенератор с возбудителем.
4.1.2. Вывернуть болты крепления фундаментной рамы к фундаментным плитам возбудителя.
4.1.3. Вывернуть болты фланцевых соединений подвода воды к охладителям возбудителя.
4.1.4. Вывернуть болты фланцевых соединений маслопроводов.
4.1.5. Замаркировать и отсоединить токопроводы и кабели термосопротивлений.
4.1.6. Снять заглушки рым-болтов, застропить возбудитель и транспортировать его вместе с фундаментной плитой на ремонтную площадку.
4.2. Снятие щеточного аппарата
4.2.1. Открыть защитный кожух, замаркировать и отсоединить кабели токопроводов.
4.2.2. Измерить (по щетке) с помощью индикатора радиальное биение контактных колец.
4.2.3. Вынуть щетки контактных колец из щеткодержателей. Измерить все зазоры и размеры щеточного аппарата и занести данные в формуляр.
4.2.4. Вывернуть болты крепления корпуса щеточного аппарата со стояком подшипника, застропить корпус щеточного аппарата, снять его со стояка подшипника и транспортировать на место, отведенное для ремонта.
4.3. Разборка торцевых уплотнений вала
4.3.1. Вывернуть болты и снять нажимные шайбы 6 (рис.2).
4.3.2. Вывернуть болты и снять нажимные шайбы 8 и уплотнительные шайбы 12.
4.3.3. Измерить натяг каждой пружины торцевого уплотнения, записать его значение в ремонтный журнал. Замаркировать пружины.
4.3.4. Вывинтить винты 11 и удалить пружины 10.
4.3.5. Вывернуть болты, крепящие верхние половины корпусов уплотнений, отсоединить провода термоконтроля вкладыша.
4.3.6. Застропить верхнюю половину корпуса торцевого уплотнения, снять ее и уложить на резиновый коврик.
4.3.7. Отсоединить от вкладыша провода термоконтроля и вынуть термометры сопротивления.
4.3.8. Вывернуть болты разъема вкладыша уплотнения и снять вкладыш.
4.3.9. Отсоединить маслопровод, вывернуть болты крепления корпуса к щиту и снять нижнюю половину корпуса уплотнения.
4.3.10. Вывернуть болты и снять маслоуловители.
4.4. Снятие верхних половин торцевых щитов
4.4.1. Отсоединить трубопроводы подачи и слива воды из газоохладителей и воздушные дренажи.
4.4.2. Снять заглушки с торцевых щитов. Отвернуть болты крепления диффузоров.
4.4.3. Вывернуть болты, крепящие верхние половины щитов к корпусу статора, отвернуть болты разъемов щитов.
4.4.4. Застропить верхние половины щитов и транспортировать на ремонтную площадку.
4.5. Снятие нижних половин торцевых щитов
4.5.1. Установить полукольцо приспособления 7 (рис.3) в заточке наружной стенки нижней половины торцевого щита статора, предварительно смазав заточку тонким слоем смазки ЦИАТИМ. Прикрепить полукольцо к нижнему щиту болтами 4 с гайками 3. Установить держатели 6.
Источник