Ремонт контактных колец и щеточного аппарата
При ремонте контактных колец счищают потемнения и подгары на их поверхности, устраняют замыкания между кольцами и ремонтируют приспособления для замыкания колец и подъема щеток.
Потемнения и подгары на поверхности колец счищают стеклянной мелкозернистой шкуркой. Если шкуркой не удается снять подгары, двигатель разбирают и протачивают контактные кольца на токарном станке, а затем шлифуют и полируют. Замыкания между кольцами могут образоваться при попадании в промежутки между контактными кольцами щеточной пыли. Во время ремонта контактные кольца продувают, а торцевые поверхности колец и перегородки между ними покрывают электроэмалью, на твердой блестящей поверхности которой щеточная пыль не оседает.
При замыкании между контактными кольцами концы обмотки ротора от контактных колец отсоединяют (для определения места замыкания) и проверяют изоляцию между кольцами мегаомметром. Если замыкание произошло вследствие оседания на изоляции контактных шпилек щеточной пыли, ее удаляют. При замыкании вследствие пробоя изоляции между кольцами или кольца на втулку контактные кольца снимают с вала и проводят их капитальный ремонт.
В асинхронных двигателях часто изнашиваются сухарики хомутика, передвигающего кольцо, потому что они остаются неподвижными во время работы двигателя и между ними и кольцом существует трение. При ремонте круглые сухарики заменяют прямоугольными со скругленными углами (в целях усиления сухариков).
В синхронных машинах положительное кольцо изнашивается быстрее, чем отрицательное, поэтому периодически меняют их полярность.
Капитальный ремонт контактных колец проводят в следующих случаях: износ колец, выгорание контактных шпилек, ослабление посадки контактных колец на втулке. Изношенные кольца заменяют новыми, изготовленными из того же материала (меди, бронзы, стали, чугуна). При замене колец ремонтируют также изоляцию втулки; поврежденные шпильки и их изоляцию заменяют новыми.
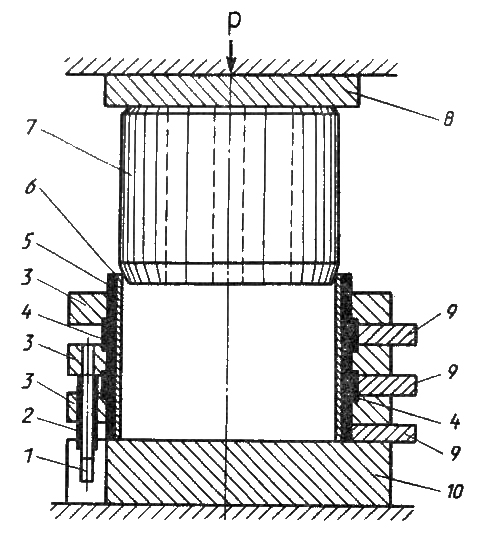
Pиc. 109. Холодная прессовка контактных колец:
1 — контактные шпильки; 2 — изоляционные втулки; 3 — кольцо; 4 — изоляционное кольцо; 5 — изоляционная втулка; 6 — разрезная гильза; 7 стальная втулка; 8 — диск; 9 — прокладки; 10 — основание.
Контактные кольца электродвигателей мощностью до 100 кВт обычно собирают методом холодной прессовки (рис. 109). При холодной прессовке кольца 3 соединяют сваркой с контактными шпильками 7, которые изолируют изоляционными втулками 2. Затем комплект колец собирают на кольцевом основании 10 с разрезными дистанционными прокладками 9. Под дистанционные прокладки вкладывают изоляционные кольца 4 из электрокартона. Внутрь сборки устанавливают изоляционную втулку 5 из листов миканита и электрокартона. Для предохранения изоляции от деформаций при прессовке внутрь втулки 5 помещают стальную разрезную гильзу 6. Сверху в гильзу направляют стальную втулку 7. На её торец устанавливают диск 8.
После запрессовки дистанционные прокладки удаляют. Кольца сушат 6—8 ч при температуре 110—115 С, затем пропитывают их изоляцию эмалью. Процесс сушки повторяют при температуре 120 °С в течение 10-12 ч. Охлаждают кольца на воздухе до 80-90 °С, и при этой температуре напрессовывают их на вал ротора (при напрессовке кольца ориентируют контактными шпильками на выходные концы обмотки). Завершив посадку колец, индикатором контролируют эллипсность и биение колец, а также неровности их поверхности. При необходимости поверхность колец протачивают, шлифуют и полируют. Биения колец должны быть в пределах 30 — 50 мкм.
При выгорании контактных шпилек их заменяют новыми. Шпильки изолируют миканитом или бакелизированной бумагой, затем бандажируют стальной проволокой и запекают в печи. В контактных кольцах сверлят новые отверстия для ввертывания шпилек и прохода шпилек соседних контактных колец. Бандажную проволоку удаляют.
В случаях ослабления посадки контактных колец на втулке поверх изоляции накладывают гильзу из жести и прессуют на нее контактные кольца. Части гильзы между кольцами вырезают на токарном станке и затем ввертывают контактные шпильки в кольца.
Ремонт щеткодержателей заключается в проверке давления щеток на коллектор или контактные кольца, крепления щеткодержателей на пальцах, замене изношенных щеток.
Давление щеток на коллектор или контактные кольца измеряют пружинным динамометром, зацепляя его за рычаг щеткодержателя и оттягивая вдоль оси щеток. При ослаблении крепления щеткодержателей на пальцах подтягивают болты, крепящие щеткодержатель. Проверяют и регулируют расстояние между нижней кромкой корпуса щеткодержателя и коллектором, так как при ослаблении крепления щеткодержатель может опуститься и корпус его начнет задевать за пластины коллектора. При ослаблении крепления щеточных канатиков ток пойдет через корпус щеткодержателя, что приведет к обгоранию обоймы щеткодержателя и снижению нажатия пружин.
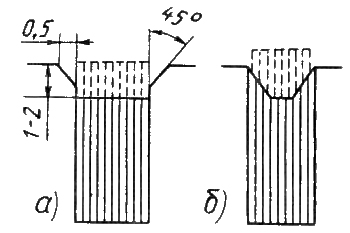
Рис. 110. Спиливание (продороживание) изоляции коллектора:
а — правильно; б — неправильно.
Для предотвращения выступления миканитовой изоляции из поверхности коллекторов проводят спиливание (продороживание) (рис. 110). Эта операция технического обслуживания состоит в удалении изоляции на глубину до 1 — 2 мм фрезерованием или выпиливанием. Коллекторы крупных машин продороживают с помощью фрезерного приспособления с пневматическим или электрическим приводом (рис. 111, а). Фрезу выбирают диаметром 25 мм и шириной зубьев на 0,1 мм меньше ширины дорожки. Глубина дорожки должна быть больше её ширины н 2,2 — 1,5 раза. Для небольших коллекторов электрических машин пользуются ручным инструментом в виде пакета из ножовочных полотен, укрепленных в оправке (рис. 111, б).
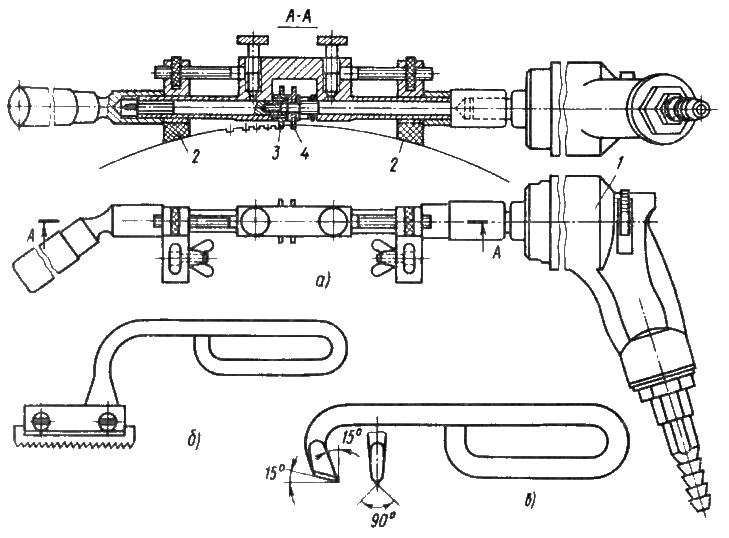
Рис. 111. Пневматическое приспособление (а), ручной дорожник (б) и ручной фасочник (в) для продороживания коллекторов:
1 — пневматическая сверлилка; 2 — упор из текстолита; 3 — направляющая шайба; 4 — фреза 30 мм.
В продороженном коллекторе с наружных ребер пластин снимают фаски под углом 45°, пользуясь для этого чаще всего ручным фасочником или конической фрезой и приспособлением для продороживания (рис. 111, в). Обработанный таким образом коллектор шлифуют и полируют.
При износе щеток их заменяют новыми той же марки. Все течки заменяют одновременно. В этом случае в крупных ре-мот пых мастерских щетки притирают вне электрической машины. Для притирки щеток применяют приспособление в виде барабана (корпуса), в пазы которого вставляют щетки, опирающиеся на шлифовальный круг из карбида кремния.
Для большего числа притираемых щеток применяют специальные станки с барабанами. На барабан, наружный диаметр которого на 1 мм меньше диаметра коллектора машины, устанавливают с помощью щеткодержателей щетки, обертывают барабан стеклянной бумагой, опускают на щетки нажимные рычаги и включают электродвигатель для вращения барабана. Щетки пришлифовываются и используются для одновременной замены. Это позволяет ускорить процесс замены щеток и исключить попадание пыли в щеточный механизм, что неизбежно происходит при притирании щеток непосредственно на машине.
Крепление щеточных пальцев проверяют, покачивая их за концы, противоположные траверсе. При большой длине щеточных пальцев их скрепляют со стороны петушков коллектора с помощью кольца из изоляционного материала, которое крепят к щеточным пальцам болтами, ввернутыми в их торцы. Щетки сдвигают по длине коллектора, перемещая щеточные пальцы в головках траверсы. При неравномерном износе поверхности коллектора проверяют расстановку щеток, измеряя расстояние между торцом коллектора и крайними щетками на каждом щеточном пальце.
При ремонтах после сборки машины проверяют установку щеток в нейтралях. Для этого при неподвижном якоре подводят к обмотке возбуждения от постороннего источника напряжение около 12 В, а к зажимам якоря подключают вольтметр на напряжение 1,5-3 В. Перемещая траверсу по коллектору в обе стороны, находят такое положение, при котором стрелка вольтметра не отклонится во время замыкания и размыкания цепи возбуждения.
Капитальный ремонт щеткодержателей машин постоянного тока заключается в восстановлении изношенных обойм и замене пружин, потерявших свою упругость. Износ обойм происходит в результате вибрации щеток при вращении коллектора.
При ремонте проверяют зазоры между щетками и обоймами щеткодержателей. Размер суммарного зазора по окружности коллектора должен быть 0,1—0,3 мм. В направлении длины коллектора допускаются примерно в два раза большие размеры зазоров, чем в направлении его окружности. Изношенные обоймы восстанавливают методом наплавки с последующей обработкой и притиркой. Щеткодержатели с поломанными стенками заменяют новыми.
Поломанные траверсы заменяют новыми, так как при сварке отломанных частей неизбежно будет нарушена точность установки щеточных пальцев, что ухудшит коммутацию машины.
Источник
Ремонт электрических машин — Ремонт коллекторов, щеткодержателей и контактных колец
Содержание материала
2.13. Ремонт коллекторов, щеткодержателей и контактных колец
Коллектор может иметь следующие неисправности: нарушение геометрической формы, замыкание коллекторных пластин, выступайте межпластиночной изоляции над пластинами, износ и оплавление пластин. Геометрическая форма коллектора нарушается чаще всего из-за несвоевременного продороживания коллектора. При этой неисправности на рабочей поверхности коллектора в результате неравномерного износа пластин в продольном направлении образуется волнистость и повышается радиальное биение.
Для восстановления коллектор обтачивают на токарном станке, а затем шлифуют и полируют. Обточку выполняют до полной ликвидации дефекта при минимальной подаче (не более 0,05мм/об) резцами с пластинами из твердого сплава ВК-6 или ВК-8 со скоростью резания 1 — 1,5 м/с, которая не должна превышать номинальную окружную скорость коллектора.
После обточки коллектор продороживают и полируют. На практике обточку и шлифовку выполняют с помощью переносных приспособлений при вращении якоря машины постоянного тока в своих подшипниках (рис. 2.34). Шлифовку коллектора производят при номинальной частоте вращения якоря. Полируют коллектор с помощью деревянных брусков из несмолистых пород дерева (бук, клен), которые вставляют в щеткодержатели вместо щеток так, чтобы их волокна были расположены перпендикулярно к коллектору. Полировка способствует более быстрому образованию на поверхности коллектора оксидной пленки, необходимой для хорошей коммутации. 
Рис. 2.34. Переносные приспособления для обточки (а) и шлифовки (б) коллектора:
1 — станина; 2 — суппорт; 3 — резец; 4 — карборундовый круг; 5 — гибкий вал; 6 — электродвигатель
Ремонт коллектора заканчивается продороживанием, т. е. прорезанием межпластиночной миканитовой изоляции на глубину 0,5 — 1,5 мм в зависимости от размеров коллектора. Иногда продороживание выполняют ручными резаками (рис. 2.35, о) и с помощью специального переносного приспособления ПМР-20К (рис. 2.35, б). Рабочая часть приспособления имеет метрическую шкалу для установки дисковых фрез на размер и шаг коллекторных пластин, а также концентрический зажим, позволяющий регулировать глубину продороживания. Изоляция прорезается фрезой левого вращения и соответствующей толщины. Продороживание выполняют в защитных очках и одежде, рукава которой должны быть завязаны.
По окончании продороживания края пластин обрабатывают напильником (снимают заусенцы и скашивают под утлом 45°).
Поврежденные пластины заменяют с помощью специальных приспособлений. Новые пластины должны быть из того же материала и иметь такой же профиль и размеры, что и заменяемые. Пластины предварительно собирают и спрессовывают с миканитовой изоляцией и между собой, а затем устанавливают на коллектор. 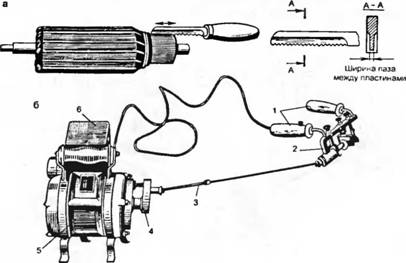
Рис. 2.35. Приспособления для продороживания коллектора:
а — ручной резак; б — переносное устройство для механизированной выборки межпластннной изоляции коллектора; 1 — рукоятки; 2 — рабочая часть; 3 — карданный валик; 4 — редуктор; 5 — электродвигатель; 6 — магнитный пускатель
После замены пластин коллектор формуют на специальных станках.
При большом числе поврежденных пластин коллектор снимают с вала с помощью специального приспособления (рис. 2.36), предварительно отсоединив концы обмотки якоря от пластин или петушков. Чтобы снять коллектор 4, в его вентиляционные каналы вводят шесть крюков 5 и поворачивают их на 90° так, чтобы они зацепили корпус коллектора. Концы крюков вставляют в отверстия диска 3, в центре которого нарезана резьба для винта 2. Вращая винт воротком 1, снимают коллектор с вала якоря и устанавливают новый коллектор. Заменяют также коллекторы, износ пластин которых составляет: 2,5 мм при диаметре коллектора до 100 мм; 3,5 мм при диаметре 250 — 500 мм.

Рис. 2.36. Приспособление для снятия коллектора с вала якоря: I — вороток; 2 — винт; 3 — диск; 4 — коллектор; 5 — крюк
Щеточный аппарат электрической машины состоит из щеток, щеткодержателей и щеточных пальцев, которые расположены на поворотной траверсе. Применяют в основном два типа щеткодержателей: радиальные и реактивные (наклонные) (рис. 2.37). Радиальные щеткодержатели применяют в реверсивных машинах, а наклонные — в нереверсивных. 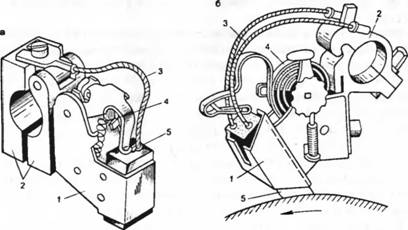
Рис. 2.37. Щеткодержатели радиальные (а) и наклонные (б):
1 — обмотка щеткодержателя; 2 — колодки для закрепления щеткодержателя на пальцах; 3 — гибкий канатик; 4 — нажимная пружина; 5 — щетка
Наиболее часто встречаются такие неисправности щеткодержателя, как ослабление пружины, оплавление или механические повреждения. Ослабление пружин устраняют регулировкой, а если это невозможно, заменяют новыми.
Для пришлифовки щеток применяют только мелкозернистую стеклянную бумагу Л» 00. Прижимая ее к поверхности коллектора и держа за концы, протягивают от одного конца до другого, пока щетка не притрется. Бумага должна лежать абразивной поверхностью к щетке (рис. 2.38). Таким же способом притирают одновременно группу щеток щеточного пальца или одной полярности.
Правильно Неправильно 
Рис. 2.38. Притирка щеток стеклянной шкуркой
Из-за сильного искрения обоймы и другие детали щеткодержателя оплавляются. При легком оплавлении щеткодержатель очищают от копоти, грязи и нагара, а при сильном — заменяют новым.
Механические повреждения щеткодержателя (заусенцы, вогнутость, изгибы) устраняют опиловкой и правкой. Сильно коррозированную обойму заменяют новой.
Затем проверяют правильность сборки и установки щеткодержателей по отношению к коллектору. Щетки должны равномерно располагаться по рабочей поверхности коллектора. При этом учитывают, что износ коллектора под щетками разной полярности неодинаковый. Поэтому щеткодержатели устанавливают так, чтобы щетки двух соседних пальцев разной полярности работали по одному щеточному следу, а следующей пары — по другому следу, т.е. в промежутках между щеточными следами первой пары пальцев.
Устанавливая щеткодержатели, следят, чтобы расстояние от обоймы до поверхности коллектора было 2-4 мм. Чтобы щетки в обоймах свободно перемещались, между ними должен быть зазор 0,1 — 0,4 мм в направлении вращения и 0,2 — 0,5 мм — в направлении оси коллектора.
В контактных кольцах фазных роторов часто повреждаются рабочая поверхность и изоляция между кольцами или кольцами и валом. Неравномерный износ контактных колец устраняют проточкой на токарном станке или с помощью приспособления, показанного на рис. 2.34, о. При легких повреждениях контактных колец (подгар, царапины и др.) их шлифуют стеклянной шкуркой или с помощью приспособления, изображенного на рис. 2.34, 6.
Нарушение изоляции между контактными кольцами восстанавливают, зачищая, промывая и затем окрашивая поврежденные места изоляционной эмалью ГФ-92ХС или ГФ-92ГС. При предельном износе изготовляют новые кольца из чугуна, стали или латуни Л68 и напрессовывают их на вал ротора.
1. В результате чего происходит неравномерный износ коллектора?
2. Как обтачивают и продороживают коллектор?
3. Как ремонтируют поврежденные коллекторные пластины?
4. Неисправности щеточного аппарата.
5. Как пришлифовывают щетки?
6. Как расставляют щетки на коллекторе?
7. Как ремонтируют контактные кольца?
Источник