- 6.2. Обслуживание шин и контактных соединений
- Читайте также
- Сколько природных соединений содержится в чашке кофе?
- Классификация основных типов сварных соединений
- Отключение зависших соединений
- Ручной разрыв соединений
- 5.2.3. Главная схема электрических соединений
- Сварка монтажных соединений строительных конструкций
- Испытания стыковых сварных соединений
- Сборка и сварка монтажных соединений железобетонных конструкций
- Шаг № 4: ввод контактных данных и оплата билетов
- Ремонт контактных частей РУ
6.2. Обслуживание шин и контактных соединений
6.2. Обслуживание шин и контактных соединений
Шинопровод — это токоведущие элементы, расположенные в металлической оболочке, служащие для соединения главных цепей составных частей в соответствии со схемой соединения и конструктивным исполнением РУ (ГОСТ 14695—80).
Контактное соединение — это контакт электрической цепи, предназначенный только для проведения электрического тока и не предназначенный для коммутации электрической цепи при заданном действии устройства (ГОСТ 14312—79).
В РУ из экономических соображений применяются в основном шины из алюминия и его сплавов. Медные шины находят применение, как правило, в установках с большими токами и в специальных установках.
Шины различаются по форме поперечного сечения: прямоугольные (плоские полосы), трубчатые (квадратного и круглого сечения), а также шины корытного профиля, которые по своим свойствам близки к трубчатым шинам.
В РУ наружной установки 35 кВ и выше применяются шины из гибких многопроволочных проводов. При токах более 1000 А применяют пучки из двух, трех и большего числа проводов на фазу. В ряде случаев шины выполняют трубами из алюминия.
Площадь поперечного сечения шин выбирают по значению рабочего тока и току КЗ. При КЗ температура нагрева алюминиевых шин не должна превышать 200 °C.
Контактные соединения шин, электрических аппаратов и кабелей являются их неотъемлемыми частями. Причинами многих аварий на ПС были неудовлетворительные состояния контактных соединений, в том числе и на шинах, а также подвижных частей и гибких связей разъединителей, в частности из-за неплотного касания, загрязнения и окисления контактных поверхностей.
В местах плохого контакта вследствие повышенного активного сопротивления выделяется большое количество теплоты с последующим перегревом и расплавлением металла соприкасающихся поверхностей. Поэтому контакты и их поверхности требуют постоянного наблюдения и ухода.
При осмотре и проверке шинопроводов тщательно проверяют контактные соединения, крепления опорных и проходных изоляторов.
Шины прямоугольного сечения соединяют внахлестку двумя болтами при ширине шин до 60 мм и четырьмя болтами — при ширине шин 80 мм и более. Длина участка болтового соединения должна составлять не менее двойной ширины соединяемых шин.
Ремонт контактных соединений сводится к очистке поверхностей бензином, ацетоном или уайтспиритом от смазки и грязи, удалению ржавчины со стальных и оксидной пленки с алюминиевых шин. Болты затягивают до отказа, но так, чтобы под ними не сминался материал шин и не повреждалась резьба болтов. Сильно затянутое болтами соединение алюминиевых контактов с течением времени ослабевает, так как алюминий под воздействием большого давления вытесняется из зоны высокого давления и дает невосстанавливаемую усадку.
Контактное соединение считается удовлетворительным, если щуп размером 0,05?10 мм входит в межконтактное пространство (между шинами) не более чем на 5 мм.
Количество теплоты, выделяющееся в контактном соединении, пропорционально квадрату тока и значению переходного сопротивления. При длительном прохождении тока температура нагрева контактов не должна превышать значений, приведенных в табл. 6.1.
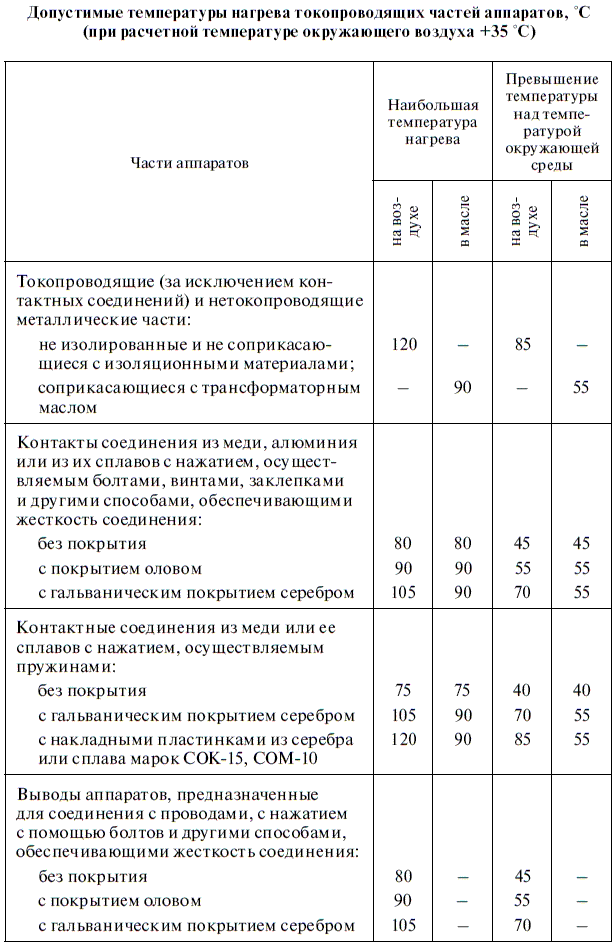
Контактные соединения выполняют таким образом, чтобы переходное сопротивление участка цепи, содержащей контакт, было меньше сопротивления участка целого провода той же длины. Благодаря этому температура нагрева контакта меньше температуры целого проводника. Отношение этих величин характеризует дефектность контакта.
Дефектность контактных соединений определяют падением напряжения на участке цепи, содержащем контактное соединение, при прохождении по контакту рабочего тока или измерением переходного сопротивления контакта.
Дефектность контактного соединения определяется следующими отношениями:

Если состояние контакта хорошее, то
Состояние контактных соединений коммутационных аппаратов оценивается абсолютными значениями их сопротивлений, которые не должны превышать допустимых (нормируемых) значений.
По своему назначению контакты разделяются на неразъемные, разъемные и подвижные.
По исполнению контакты бывают болтовыми, сварными, прессуемыми, обжимными, переходными (с алюминия на медь).
Более надежными в эксплуатации по сравнению с болтовыми справедливо считаются сварные, прессуемые и обжимные контакты.
Контактные пары из алюминия имеют тот недостаток, что уже при обработке контактные поверхности окисляются, и получить надежный контакт без удаления оксидной пленки невозможно. С целью повышения качества и свойств алюминиевых контактных соединений осуществляют их меднение, лужение, серебрение и т. д.
Для защиты контактов масляных и воздушных выключателей от повреждения дугой к ним припаивают тонкие металлические накладки, изготовленные из порошка тугоплавкого вольфрама и хорошо проводящих металлов (серебра или меди).
На переходное сопротивление контактов значительное влияние оказывает чистота обработки их поверхностей и сжимающие силы. С увеличением нажатия чистота обработки сказывается меньше. Большие сжимающие силы обеспечивают более низкие переходные сопротивления. Чтобы не превысить критических значений сил, болты зажимов затягивают ключом с регулируемым моментом.
Измерение температуры и контроль нагрева контактных соединений обязательны при прохождении максимальных токов нагрузки.
Измерение температуры нагрева контакта производится переносным электротермометром или при помощи термосвеч.
Переносной электротермометр предназначен для измерений на токоведущих частях напряжением до 10 кВ и представляет собой компактный неравномерный мост, в одно плечо которого включен медный термометр сопротивления, а в диагональ — микроамперметр. Для питания моста применяется батарейка. При измерении головку датчика температуры прибора прижимают к контакту и через 20–30 с считывают значение температуры со шкалы прибора. Электротермометр имеет погрешность 2,5 % в обе стороны.
При помощи термосвеч определяется степень нагрева контактов. Комплект состоит из пяти свечей с температурами плавления 50, 80, 100, 130 и 160 °C.
Закрепленной на изоляционной штанге специальным держателем свечой касаются отдельных частей контакта. При температуре нагрева этой части, близкой к температуре плавления материала свечи, конец ее плавится. Расплавляемые свечи применяют поочередно в порядке возрастания их температур плавления.
Нагрев контактных соединений контролируют при помощи термопленочных указателей многократного действия в ЗРУ и термоуказателей однократного действия с легкоплавким припоем — на ОРУ.
Термопленочные указатели в виде узких полосок наклеивают на металлические части контактных соединений. В интервале температур 70-100 °C термопленка изменяет свой цвет с красного на черный. При охлаждении контакта черный цвет вновь становится красным. Если контакт нагревается до температуры более 120 °C и его температура удерживается на этом уровне в течение 1–2 ч, термопленка приобретает грязновато-желтую окраску и после охлаждения контакта уже не восстанавливает своего первоначального красного цвета. По изменению цвета пленки судят о степени нагрева контактов.
Указатели нагрева с легкоплавким припоем применяют в местах, не доступных для контроля нагрева контактов при помощи термопленок. Два конца медной проволоки соединяют припоем с различным содержанием олова, свинца и висмута. Температура плавления таких припоев может быть получена от 95 до 160 °C. Один конец спаянной проволоки закрепляют непосредственно на контактном зажиме, а другой, загнутый в колечко, служит указателем.
При нагреве контакта, а вместе с ним и указателя до температуры, превышающей температуру плавления припоя, указатель отпадает, что свидетельствует о недопустимом нагреве контакта.
Для выявления перегрева контактов используются тепловизоры и инфракрасные радиометры.
Радиометр представляет собой прибор, фокусирующий тепловое излучение на чувствительный элемент, передающий соответствующий выходной сигнал на стрелочный индикатор. Наводка объектива радиометра на контактное соединение производится через оптический окуляр. При измерении прибор устанавливается на расстоянии 2-20 м от токопроводящей части.
С помощью радиометров выявляют неисправные контактные соединения разъединителей, токопроводов, наконечников кабелей, выводов силовых трансформаторов и другого оборудования.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Сколько природных соединений содержится в чашке кофе?
Сколько природных соединений содержится в чашке кофе? В чашке кофе содержится около тысячи природных соединений. Из них лишь три процента проверены на
Классификация основных типов сварных соединений
Классификация основных типов сварных соединений Сварка – это процесс получения монолитного неразъемного соединения материалов за счет необратимых термодинамических процессов превращения энергии и вещества в зоне соединения.Сварным соединением называется
Отключение зависших соединений
Отключение зависших соединений Некоторые разговоры не могут быть разорваны автоматически. Чаще всего это происходит при ошибках передачи данных, когда телефонам абонентов и Elastix не удается корректно отреагировать на не доставленные пакеты. Если у абонентов включен
Ручной разрыв соединений
Ручной разрыв соединений К сожалению, связь может зависнуть на любой минуте. Есть возможность разорвать зависшее соединение вручную. Для этого следует выполнить в меню PBX Tools команду:core show channels conciseи выяснить уникальный идентификатор соединения, который указан после
5.2.3. Главная схема электрических соединений
5.2.3. Главная схема электрических соединений Электрические схемы всех напряжений ПС должны быть обоснованно упрощены с учетом применения современного высоконадежного оборудования.Для РУ 220 кВ и ниже в основном рекомендуется применять одинарные секционированные
Сварка монтажных соединений строительных конструкций
Сварка монтажных соединений строительных конструкций Испытания стыковых сварных соединений Механические испытания стыкового сварного соединения пробного образца для стальных конструкций следует проводить по ГОСТ 6996-66, стыкового сварного соединения арматуры
Испытания стыковых сварных соединений
Испытания стыковых сварных соединений Механические испытания стыкового сварного соединения пробного образца для стальных конструкций следует проводить по ГОСТ 6996-66, стыкового сварного соединения арматуры железобетонных конструкций – по ГОСТ 10922-75. Оптимальные
Сборка и сварка монтажных соединений железобетонных конструкций
Сборка и сварка монтажных соединений железобетонных конструкций При выполнении сварки монтажных соединений арматурной стали разных классов способы сварки и сварочные материалы применяются в соответствии с табл. 3.56 и 3.57.Ванную или дуговую механизированную сварку
Шаг № 4: ввод контактных данных и оплата билетов
Шаг № 4: ввод контактных данных и оплата билетов Наконец, мы подошли к заключительному этапу приобретения билетов, а именно к оплате! Здесь надо быть особенно внимательными, не допускать ошибок и следить за тем, чтобы авиакомпании RyanAir не удалось нас обхитрить… 1. В
Источник
Ремонт контактных частей РУ
Ремонт контактных частей РУ
В процессе эксплуатации контактные соединения шин подвергаются температурным воздействиям от нагрева токопроводов, вибрациям и влиянию окружающей среды, в которой могут содержаться влага, газы, пары щелочей и кислот.
Все эти факторы приводят к ухудшению контактного соединения, местным нагревам за счет увеличения переходного сопротивления, что, в свою очередь, может привести к подгоранию и оплавлению мест соединений токопроводов.
Поэтому при осмотре и проверке шинопроводов тщательно проверяют контактные соединения, крепления опорных и проходных изоляторов.
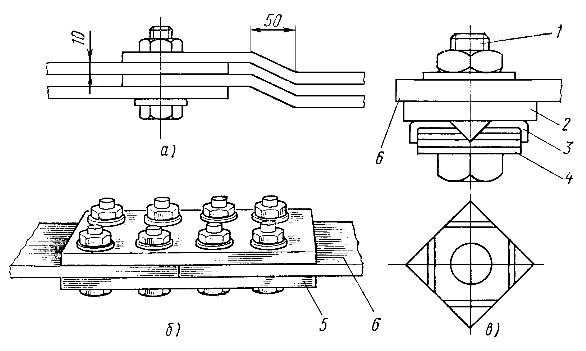
Шины прямоугольного сечения соединяют внахлестку (рис. 1, а) двумя болтами при ширине шин до 60 мм и четырьмя болтами — при ширине шин 80 мм и более. Длина участка болтового соединения должна составлять не менее двойной ширины соединяемых шин.
Рис. 1. Соединение шин болтами: а — внахлестку, б — встык с применением накладок, в — с медными выводами аппарата при помощи тарельчатой пружины; 1 — контактный вывод, 2 — медная пластина, 3 — специальная шайба, 4- тарельчатая пружина, 5 — накладки, 6 — шина
Ремонт контактных соединений сводится к очистке поверхностей бензином, ацетоном или уайт-спиритом от смазки и грязи, удалению ржавчины со стальных и оксидной пленки с алюминиевых шин. Болты затягиваются до отказа, но так, чтобы под ними не сминался материал шин и не повреждалась резьба болтов. Сильно затянутое болтами соединение алюминиевых контактов с течением времени ослабевает, так как алюминий под воздействием большого давления вытесняется из зоны высокого давления и дает невосстанавливаемую усадку.
При ремонте шинопроводов проверяют и состояние опорных или проходных изоляторов, на головках которых крепятся шины. Если на поверхностях фарфоровых изоляторов имеются небольшие сколы или трещины, то их ремонтируют, покрывая двумя слоями бакелитового лака. В случае нарушения большой площади и армировки фланцевых изоляторов их заменяют новыми.
Контактное соединение считается удовлетворительным, если щуп размером 0,05X10 мм входит в межконтактное пространство (между шинами) не более чем на 5 мм.
Лужение контактной поверхности производится только в случае соединения стальных шин друг с другом или присоединения стальных шин к аппаратам, установленным в сырых помещениях, в помещениях с агрессивной средой или на открытом воздухе. При лужении конец шины, предварительно смазанный раствором хлористого цинка (паяльной кислотой), погружают в ванночку с расплавленным припоем, а затем промывают в воде и протирают сухой тряпкой.
Сварные контактные соединения шин повреждаются сравнительно редко, главным образом вследствие динамических усилий, вызванных взаимодействием шин при прохождении токов короткого замыкания.
Поврежденное сварное соединение ремонтируют путем удаления старого сварочного шва и повторной сварки или же приварки нового куска шины, накладываемого на поврежденный участок.
Способ сварки шин выбирают в зависимости от материала и размера шин, наличия сварочного оборудования, возможности применения того или иного способа сварки и других условий.
Сварку прямоугольных шин производят постоянным или переменным током.
Перед сваркой постоянным током шины подогревают, торцы и свариваемые поверхности зачищают и покрывают слоем флюса. Сварку производят угольными или графитовыми электродами с применением присадочных прутков, в качестве которых используются узкие (6-8 мм) полоски обрезков материала свариваемых шин. При сварке медных шин присадочный пруток держат перед электродом, а при сварке алюминиевых шин — за электродом, исходя из направления движения электрода. Отрицательный полюс источника питания присоединяют к электроду, положительный — к свариваемой шине.
При сварке постоянным током шины толщиной до 7 мм сваривают встык с прямым срезом и с зазором между свариваемыми шинами, равным 1-2 мм, а при толщине 8 мм и выше — со срезом торца под углом 45° и с зазором между шинами 3-4 мм. Свариваемые шины подогреваются: алюминиевые — до 300-350° С, медные — до 600-700° С.
Подогрев шины контролируется термометром или термопарой. При отсутствии приборов температуру подогрева шин можно считать достаточной для сварки, если металл медной шины имеет цвет светло-красного каления, а на алюминиевой шине при прочерчивании ее стальным прутком остается блестящий след.
Сварку рекомендуется производить с помощью приспособления, фиксирующего на время сварки взаимное расположение свариваемых шин.
Рекомендуемые размеры сварочных швов: ширина 15-25 мм, высота над шиной (усиление шва) -3-5 мм.
После сварки шов очищают стальной щеткой от флюса и шлака, а затем промывают горячей водой и просушивают. Приливы, приставшие к поверхности шин капли металла и излишки усиления шва снимают зубилом или опиловкой драчевым напильником.
Технология и режим сварки шин переменным током практически мало чем отличается от описанной выше сварки постоянным током. Отличительная особенность сварки переменным током алюминиевых шин состоит в том, что их сваривают встык без зазора, а медные шины — с зазором 8-10 мм или со срезом торца шины под углом 45°.
Сварку производят угольно-графитовыми электродами диаметром 16-20 мм.
Основным методом контроля сварных соединений является внешний осмотр, который производится после удаления со шва шлака, брызг металла и остатков флюса. Поверхность сварных швов должна быть равномерно чешуйчатой без наплывов и раковин с плавным переходом к основному металлу.
Швы не должны иметь трещин, прожогов, непроваров, незаплавленных кратеров и подрезов. Допускается наличие непроваров длиной не более 10% длины шва и подрезы глубиной до 10% толщины шины, но не более 3 мм.
Сварные контактные соединения компенсаторов шин не должны иметь подрезов и непроваров на лентах основного пакета.
Если к швам предъявляются повышенные требования в отношении механических свойств или качество выполненных швов вызывает сомнения, то дополнительно сваривают образцы-свидетели на тех же режимах и в тех же условиях, при которых проводилась сварка шин, и испытывают эти образцы.
Начальное сопротивление контактных соединений должно быть не больше сопротивления участка соединяемой шины, длина которого равна длине контактного соединения, т. е. ширина шва плюс по 5 мм с обеих сторон от шва.
Соединения шин должны иметь соответствующую защиту, исключающую возможность коррозии.
Луженые контактные поверхности зажимов при ремонте не зачищают, а промывают чистым бензином и покрывают тонким слоем вазелина.
Качество болтовых контактных соединений контролируют внешним осмотром и выборочной проверкой затяжки болтов, а в особых случаях два-три соединения разбирают для проверки качества подготовки поверхностей к сборке.
Падение напряжения на контактных соединениях шин со штыревыми выводами аппаратов не должно превышать 7 мВ, а начальное сопротивление их зависит от диаметра вывода. Так, например, для вывода с резьбой М10 сопротивление должно быть 14 мкОм; M16 — 12 мкОм, М20 -8 мкОм, М30 -6 мкОм.
Для создания герметичности контактного соединения круглых шин рекомендуется зазоры и места выхода шин из зажима покрыть слоем густой пасты толщиной 2 мм, состоящей из свинцового сурика, разведенного на натуральной олифе.
Компенсаторы ремонтируют одновременно с шинами или аппаратами. При ремонте компенсатора его разбирают и тщательно очищают контактные поверхности. Поврежденные пластины удаляют, а на их место ставят новые, изготовленные из ленты толщиной 0,3-0,5 мм. Ширина пластин должна быть равна ширине компенсируемых шин.
Пластины компенсаторов и шины, на которых они установлены, должны быть из одного и того же материала.
В качестве пластин применяют ленту из твердокатаной меди или алюминия.
В процессе ремонта шин при установке нового компенсатора количество пластин можно выбрать согласно таблицы.
Выбор пластин компенсатора для однополосных плоских шин
Источник