- Ремонт комплектующих для ЧПУ станков
- Являемся официальными дилерами
- Признаки поломки комплектующих ЧПУ станков
- Услуги по ремонту в нашей компании
- Порядок сотрудничества
- Где мы работаем?
- Проблемы ремонта электронных блоков станков с ЧПУ. Взгляд практика
- Ремонт станка на контроллере
- Составные части и принцип работы машины на контроллере Mitsubishi
- Поиск причины неисправности
- Неисправность в контроллере
- Ремонт ещё не окончен
- UPD 3 мая: Станок отремонтирован!
- Скачать мануалы по контроллерам Mitsubishi
- Мануалы по контроллеру и кабелям для подключения:
- Обучение программированию и подключению
Ремонт комплектующих для ЧПУ станков
Нередко повреждение одного элемента станка парализует работу всего оборудования. Компания Hotline-Service оказывает услуги ремонта и замены любых комплектующих ЧПУ оборудования по всей России.
Являемся официальными дилерами
Наша сервисная служба с 2012 года занимается техническим обслуживанием станков с ЧПУ, и мы уже много раз подтвердили свои знания на практике. Мы работаем с крупными брендами, такими как Reci, Lasea, Tongli, XINFUTAI, Best, LaserPwr, а также являемся официальной сервисной службой чиллеров S&A.
Специалисты компании Hotline Service
- знают принципы работы оборудования
- владеют программным обеспечением
- работают с измерительными приборами и инструментами
- ремонтируют и сами эксплуатируют станки с ЧПУ
Мы оперативно выезжаем на территорию заказчика, осуществляем полную диагностику оборудования, а затем устраняем повреждения и производим ремонт неисправных деталей. Hotline-Service работает не только в Москве и Санкт-Петербурге, но и по всей России.
Признаки поломки комплектующих ЧПУ станков
- исчезновение луча,
- отсутствие индикации дисплея,
- резкое падение мощности лазерной трубки,
- неточность реза,
- нарушение функции автоматического поиска «дома»,
- полная остановка станка и другие.
- биение,
- замедление или остановка шпинделя,
- нарушение порядка фрезеровки,
- замедленная реакция на нажатие кнопок,
- резкое прерывание работы,
- шум и нагревание.
Услуги по ремонту в нашей компании
Произвести ремонт самостоятельно довольно сложно, так как требуются специальные навыки, опыт и профессионализм. Не менее трудная задача — это понять, какие именно устройства вышли из строя и вызывают сбои в работе станка, в таких случаях необходима тщательная диагностика.
Для диагностики наши специалисты используют современное оборудование от Renishaw.
Перечень некоторых услуг, оказываемые нашей компанией:
- профессиональная диагностика,
- ремонт и замена лазерной трубки,
- ремонт блока высокого напряжения,
- ремонт оптической системы,
- замена зеркал и линз,
- ремонт шагового двигателя,
- ремонт шпинделя,
- ремонт или замена инвертора,
- ремонт системы управления, DSP-контроллера и многое другое.
Порядок сотрудничества
Чтобы оформить заказ или получить консультацию, позвоните по номеру 8 (800) 222-19-49 или оставьте заявку на сайте. После подробного обсуждения всех деталей заказа мы выставим счет и вышлем его по почте.
Если услуга известна заранее, то вы оплачиваете ее сразу. Если необходим ремонт и причина неизвестна — оплачивается диагностика, а дальнейшие ремонтные работы оформляются отдельно.
Предоплата 100%. Весь процесс регулируется договором и является юридически чистым. При выезде специалиста в другой город в стоимость услуг включаются затраты на проезд и проживание.
Стоимость услуг известна заранее, а к работе приступаем только при вашем согласии.
Где мы работаем?
Наши офисы находятся в Москве и Санкт-Петербурге, но мы работаем по всей России. Наши специалисты производят техническое обслуживание станков с ЧПУ в Смоленске, Твери, Ярославле, Череповце, Вологде, Саратове, Рязани, Пензе, Самаре и других городах России.
Не нашли свой город? Позвоните и узнайте можем ли мы вам помочь.
8 (800) 222-19-49
Источник
Проблемы ремонта электронных блоков станков с ЧПУ. Взгляд практика
Последние годы наша страна переживает подъем промышленного производства, который невозможен без высокоточного и производительного оборудования. Появились новые системы ЧПУ, цифровые электроприводы, датчики и т.д., значительно надежнее тех, которые были выпущены в 80-90 годах. Но станочный парк 80-90-ых годов выпуска при правильном подходе к его обслуживанию еще может и должен приносить экономическую прибыль, которую нужно направлять на переоснащение производства.
 После упадка промышленности в 90-е годы многие станки требуют восстановления. Так как оборудование часто простаивало, механика в большинстве случаев осталась в работоспособном состоянии. Восстановление касается в основном электроники и электрики. Возьмем для примера платы памяти с распространенными в 90-е годы микросхемами К573РФ4. Естественный процесс старения кристалла через 10-15 лет приводит к потере данных, а это математическое обеспечение и оно может быть уникальным. Заводские специалисты, учитывая это обстоятельство, должны были заблаговременно сделать и хранить его резервные копии. Но в тяжелые для промышленности 90-е годы, по причине текучести кадров, копии терялись либо не делались вообще. Поэтому часто складывается ситуация, когда для восстановления работоспособности станка требуются установка новой системы ЧПУ с новой программой привязки и серьезные финансовые вложения. Чтобы справиться с задачей восстановления оборудования, нужны сильные ремонтные службы на заводах и Центры Технического Обслуживания (ЦТО) в областных центрах. А это означает, что требуются специалисты высокой квалификации. Кадровый вопрос является очень непростым. В последние годы вузы стали выпускать меньше специалистов в области электронной техники, но даже они, как правило, идут работать по другим направлениям. С одной стороны молодые люди не видят перспективы в технических специальностях, а с другой — их начальная квалификация как разработчика или ремонтника электронной аппаратуры не дает возможности сегодня получать достойную заработную плату. Поэтому ситуация на большинстве предприятий такова — средний возраст обслуживающего персонала 45-50 лет. Как можно привлечь умную и грамотную молодежь на заводы? Есть два пути. Первый — это высокая зарплата, второй — интересная работа. Высокая зарплата не является гарантией того, что в скором времени у Вас появится или вырастет на глазах хороший специалист. Если же человеку интересно приходить на работу, где он получает новые знания, находится на гребне технического прогресса, что обеспечивает быстрый рост его квалификации, с соответствующим увеличением зарплаты, то успех в привлечении молодых специалистов обеспечен. Ремонтом электроники для станков с ЧПУ я и мои товарищи занимаемся более 20-ти лет. После институтов и техникумов специалистами, уверенными в своих силах, мы стали только через несколько лет работы. Сказалась очень широкая номенклатура обслуживаемых систем ЧПУ и электроприводов, хотя, на тот момент, у нас были неплохие возможности для профессионального роста. Проводились курсы повышения квалификации. Были системы ЧПУ установленные в лаборатории в качестве диагностических стендов. При необходимости можно было получить консультацию в ЦТО. Сегодня никто не хочет и не будет ждать несколько лет, пока специалист станет на ноги. Что же делать? Безусловно, здесь нужен комплекс мер, важнейшими из которых, как показала наша практика, являются: применение на предприятии современных информационных технологий и использование в процессе ремонта новейшего диагностического оборудования. Несколько лет назад мы приобрели новое тестовое оборудование — автоматизированную систему диагностики «Тест-Д» (рис.1), управляемую от персонального компьютера.
После упадка промышленности в 90-е годы многие станки требуют восстановления. Так как оборудование часто простаивало, механика в большинстве случаев осталась в работоспособном состоянии. Восстановление касается в основном электроники и электрики. Возьмем для примера платы памяти с распространенными в 90-е годы микросхемами К573РФ4. Естественный процесс старения кристалла через 10-15 лет приводит к потере данных, а это математическое обеспечение и оно может быть уникальным. Заводские специалисты, учитывая это обстоятельство, должны были заблаговременно сделать и хранить его резервные копии. Но в тяжелые для промышленности 90-е годы, по причине текучести кадров, копии терялись либо не делались вообще. Поэтому часто складывается ситуация, когда для восстановления работоспособности станка требуются установка новой системы ЧПУ с новой программой привязки и серьезные финансовые вложения. Чтобы справиться с задачей восстановления оборудования, нужны сильные ремонтные службы на заводах и Центры Технического Обслуживания (ЦТО) в областных центрах. А это означает, что требуются специалисты высокой квалификации. Кадровый вопрос является очень непростым. В последние годы вузы стали выпускать меньше специалистов в области электронной техники, но даже они, как правило, идут работать по другим направлениям. С одной стороны молодые люди не видят перспективы в технических специальностях, а с другой — их начальная квалификация как разработчика или ремонтника электронной аппаратуры не дает возможности сегодня получать достойную заработную плату. Поэтому ситуация на большинстве предприятий такова — средний возраст обслуживающего персонала 45-50 лет. Как можно привлечь умную и грамотную молодежь на заводы? Есть два пути. Первый — это высокая зарплата, второй — интересная работа. Высокая зарплата не является гарантией того, что в скором времени у Вас появится или вырастет на глазах хороший специалист. Если же человеку интересно приходить на работу, где он получает новые знания, находится на гребне технического прогресса, что обеспечивает быстрый рост его квалификации, с соответствующим увеличением зарплаты, то успех в привлечении молодых специалистов обеспечен. Ремонтом электроники для станков с ЧПУ я и мои товарищи занимаемся более 20-ти лет. После институтов и техникумов специалистами, уверенными в своих силах, мы стали только через несколько лет работы. Сказалась очень широкая номенклатура обслуживаемых систем ЧПУ и электроприводов, хотя, на тот момент, у нас были неплохие возможности для профессионального роста. Проводились курсы повышения квалификации. Были системы ЧПУ установленные в лаборатории в качестве диагностических стендов. При необходимости можно было получить консультацию в ЦТО. Сегодня никто не хочет и не будет ждать несколько лет, пока специалист станет на ноги. Что же делать? Безусловно, здесь нужен комплекс мер, важнейшими из которых, как показала наша практика, являются: применение на предприятии современных информационных технологий и использование в процессе ремонта новейшего диагностического оборудования. Несколько лет назад мы приобрели новое тестовое оборудование — автоматизированную систему диагностики «Тест-Д» (рис.1), управляемую от персонального компьютера. 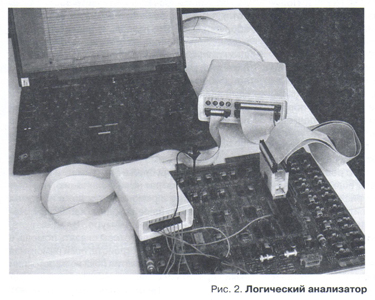 После этого на одном рабочем месте у нас сразу появилась возможность ремонтировать все системы ЧПУ, электропривода, оптические датчики, ремонт которых ранее можно было проводить только на специализированных стендах. Естественно, производительность труда инженера-ремонтника электронной техники выросла в несколько раз. Особенно понравилась эта система нашим молодым, начинающим инженерам. Молодежь, в совершенстве владеющая персональным компьютером, быстрее наших «асов-ремонтников» освоила широкие возможности новой системы. Вчерашние студенты с успехом стали ремонтировать не только цифровые платы, но и платы электроприводов, которых ранее побаивались, а затем писать собственные тесты на достаточно сложные устройства. Оставались некоторые проблемы с ремонтом наиболее сложных плат — процессоров и контроллеров. Система «Тест-Д» позволяет отремонтировать станочные процессоры, но это трудоемкий процесс, требующий высокой квалификации специалиста. Недавно у нас появился отечественный логический анализатор LAD-03 USB (рис. 2) новые возможности которого позволили решить многие проблемы с ремонтом сложной микропроцессорной техники и тщательно разобраться, как работают некоторые современные устройства. А ведь всем ясно, что ремонт осуществить гораздо проще, если ремонтник досконально понимает, как работает электронная плата.
После этого на одном рабочем месте у нас сразу появилась возможность ремонтировать все системы ЧПУ, электропривода, оптические датчики, ремонт которых ранее можно было проводить только на специализированных стендах. Естественно, производительность труда инженера-ремонтника электронной техники выросла в несколько раз. Особенно понравилась эта система нашим молодым, начинающим инженерам. Молодежь, в совершенстве владеющая персональным компьютером, быстрее наших «асов-ремонтников» освоила широкие возможности новой системы. Вчерашние студенты с успехом стали ремонтировать не только цифровые платы, но и платы электроприводов, которых ранее побаивались, а затем писать собственные тесты на достаточно сложные устройства. Оставались некоторые проблемы с ремонтом наиболее сложных плат — процессоров и контроллеров. Система «Тест-Д» позволяет отремонтировать станочные процессоры, но это трудоемкий процесс, требующий высокой квалификации специалиста. Недавно у нас появился отечественный логический анализатор LAD-03 USB (рис. 2) новые возможности которого позволили решить многие проблемы с ремонтом сложной микропроцессорной техники и тщательно разобраться, как работают некоторые современные устройства. А ведь всем ясно, что ремонт осуществить гораздо проще, если ремонтник досконально понимает, как работает электронная плата.  Приведу пример недавнего ремонта в присутствии заказчика платы ПРЦ НЦ31 с помощью логического анализатора LAD-03 USB. За 8 часов работы были обнаружены три неисправности: один обрыв дорожки и две неисправных микросхемы КР1801ВУ102и КР1801ВУ103. Получилось в среднем по 2,5 часа на поиск одной неисправности. Это очень неплохой результат, если учесть, что специалисты ЦТО того областного центра, откуда приезжал заказчик, не смогли отремонтировать этот процессор в связи со сложностью неисправности. А был бы в этом ЦТО LAD-03 USB то уверен, что справились бы самостоятельно. Заплатили мы за него порядка 40000 рублей, и окупили где-то за полгода. Так что хороший инструментарий залог успеха во всех направлениях и в плане роста скорости ремонта, и в плане роста квалификации ремонтника, и в плане экономического роста. На отечественном рынке появилась еще одна очень интересная разработка — Внутрисхемный Тестер «ВТ-02» (рис. 3) который состоит из аналогового тестера «VI-зонд» и Внутрисхемного Цифрового Тестера Микросхем «ВЦТМ-32». Видел в работе, впечатляет.
Приведу пример недавнего ремонта в присутствии заказчика платы ПРЦ НЦ31 с помощью логического анализатора LAD-03 USB. За 8 часов работы были обнаружены три неисправности: один обрыв дорожки и две неисправных микросхемы КР1801ВУ102и КР1801ВУ103. Получилось в среднем по 2,5 часа на поиск одной неисправности. Это очень неплохой результат, если учесть, что специалисты ЦТО того областного центра, откуда приезжал заказчик, не смогли отремонтировать этот процессор в связи со сложностью неисправности. А был бы в этом ЦТО LAD-03 USB то уверен, что справились бы самостоятельно. Заплатили мы за него порядка 40000 рублей, и окупили где-то за полгода. Так что хороший инструментарий залог успеха во всех направлениях и в плане роста скорости ремонта, и в плане роста квалификации ремонтника, и в плане экономического роста. На отечественном рынке появилась еще одна очень интересная разработка — Внутрисхемный Тестер «ВТ-02» (рис. 3) который состоит из аналогового тестера «VI-зонд» и Внутрисхемного Цифрового Тестера Микросхем «ВЦТМ-32». Видел в работе, впечатляет.
С помощью VI-зонда, можно проверить входные и выходные цепи цифровых и аналоговых микросхем без подачи питания, проверить исправность дискретных аналоговых элементов, не выпаивая их из платы. В тех случаях, когда отсутствуют принципиальные схемы устройства, просто незаменимая вещь. Берутся две одинаковые платы одна исправная, вторая неисправная и методом сравнения ВАХ ищется неисправность. При этом не требуется очень высокий уровень квалификации работника. ВЦТМ-32 проводит функциональный контроль микросхем. Можно полностью протестировать микросхему, не выпаивая ее из платы. Есть большая библиотека наиболее применяемых компонентов. А самое главное, эту библиотеку можно расширить самостоятельно. Установлен хороший редактор, в котором можно написать тесты на новые элементы. Планируем в ближайшем времени приобрести. Таким образом, наша практика показывает, что ремонтная служба современного предприятия для успешного решения всего спектра возникающих перед ней задач должна быть оснащена самыми современными диагностическими устройствами и приборами, тем более, что появилось много отечественных разработок, ориентированных на ремонт станочного оборудования. Это позволит привлечь к работе молодых перспективных специалистов, владеющих компьютерными технологиями, а кадры, как известно, решают все.
П.С. Иванов
Журнал «Главный механик», № 11, 2008 г.
Источник
Ремонт станка на контроллере

Shishichina Automatic shoulder pads dividing machine/ На основе контроллера и частотников Mitsubishi/
Ремонтом этой машины я занимаюсь уже больше года с переменным успехом, сейчас работодатель совсем припёр – край как надо, чтобы в мае этот станочек работал.
Основа этого станка – программируемый контроллер Mitsubishi Electric Melsec FX-1S, а также частотные преобразователи той же фирмы.
Очень много узнал из этой работы, и считаю очень важным опубликовать знания у себя на блоге Самэлектрик. Пока при памяти, зафиксировать, ибо жизнь очень многогранна, и информация, полученная с большим трудом, забывается.
Начинаем двигаться в направлении контроллеров и промышленной электроники вообще.
В статье будет несколько ссылок, но они будут в виде поисковых запросов, кому интересно – ищите в поисковиках.
Итак, машина эта применяется для парной резки х/б и поролоновых плечиков для женских платьев. Производит китайская фирма Shishichina, название машины – Automatic shoulder pads dividing machine. Вольный перевод – машина для для разрезания плечевых подкладок.
Казалось бы, что тут сложного, копеечное дело. Однако, оказывается, поролон очень капризен в обработке. И плечики это расходятся по всему миру – от Иваново до Китая (тихо, это коммерческая тайна). Интересно, что мы поставляем в Китай что-то, кроме ресурсов.
Ниже приводятся фото с телефона, качество не очень, фотоаппарат свой недавно разбил.
Составные части и принцип работы машины на контроллере Mitsubishi
Вот общее фото электроники.
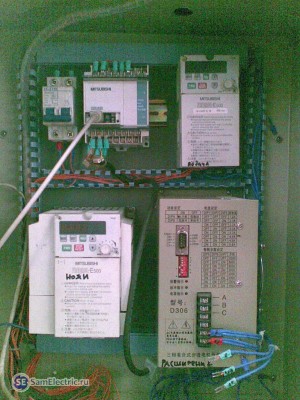
Электронный шкаф на компонентах Mitsubishi Electric
Вот общая электрическая схема.
Кстати, обратите на включение Аварийного выключателя. Подробнее пишу об этом в статье про Контрольные цепи, рекомендую всем, кто занимается любыми станками.
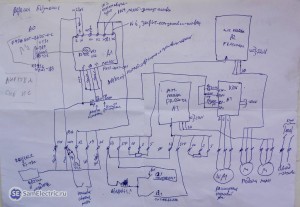
Схема электрическая резалки поролона на контроллере Mitsubishi Melsec FX-1S
А теперь подробнее.
Графический интерфейс (терминал) Mitsubishi F920GOT-BBD5-K-С, на котором оператор задает желаемые параметры резки.

Слева – органы управления частотным преобразователем Mitsubishi Freqrol FR-E520-0,2К, который управляет лентой подачи. Включение и скорость, проще не придумать, с контроллером никак не связан. Справа – управление инвертором Mitsubishi Freqrol FR-E520-1,5К. Он помощнее, и питает параллельные двигатели вращения ножей.
Ножа два, они ленточные, хорошо видно на фото:

Ленточные ножи. Вид со стороны подачи
На подаче, там где на фото лежит листок бумаги, стоит волоконно-оптический датчик с регулировкой чувствительности Keyence FS-T20, по которому начинается цикл резки. Кстати. По фотодатчикам, в том числе по волоконно-оптическим (оптоволоконным), у меня есть подробная статья.

Ленточные ножи. Вид сзади
Двигатели ножей установлены на червячной передаче, червяк раздвигает и сдвигает ленточные ножи, которые режут заготовку из поролона или ткани по заданной траектории. Вращает вал с червячной передачей шаговый двигатель. По полной прощупал, что это такое.

Трехфазный шаговый двигатель
Параметры: Steping Motor. 110BYG 350A. 3 Phase, 2.5A/Phase. 0.6/1.2Deg/Step. 8N.m.
Проверить шаговый двигатель просто: замыкаем поочередно любые два вывода, и пытаемся вращать. Если крутится ОЧЕНЬ туго, и между этими выходами проскакивает искра, обмотка исправна.
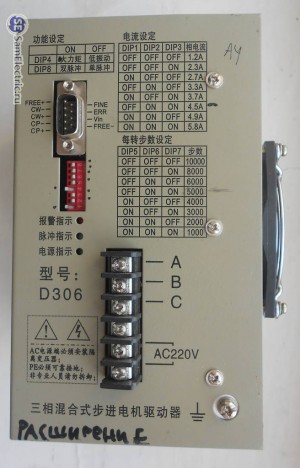
Этим двигателем управляет привод шагового двигателя – Three phases stepping driver D306.
Нашёл его в инете, отправил китайцам запрос на какой-нибудь мануал. И странное дело – не только ничего не ответили, но и удалили страницу с фото и названием, оставили только новые модели. Поэтому выкладываю своё фото. Сайт – mcbmc.com

Three phases stepping motor D306
Управление – по разъему DB-9, выводы CP+, CP-, CW+, CW-, FREE+, FREE-, Vin, CRR, FINE. Используются только СР и CW – это вращение в одну и другую сторону. Дип-свичами (переключатели) устанавливается ток двигателя и количество импульсов на оборот.
В счетчиках тоже используются шаговые двигатели. Подробнее – в статье про устройство электрического счетчика.
Ещё фото китайского шагового привода D306.

Платы шагового привода D306
В качестве ключевого элемента – не транзисторы, а специальная микросборка Toshiba PS21564 для управления шаговыми двигателями.

Плата управления шагового привода D306
Шаговый привод D306. Three phases stepping driver
Кто понимает в китайском, напишите в комментах. Я даже с Гуглом перевести не смог.
Поиск причины неисправности
Неисправность простая, не крутился двигатель червячного вала. При включении он должен ехать до концевика начального положения, но импульсы с контроллера идут с черепашьей скоростью – около 2 Гц.
Грешил сперва на сам двигатель, и на его драйвер, но оказалось зря. Обратился я на сайт Монитор, эта тема там и сейчас, её можно найти по запросу Частотный преобразователь D306 китайский.
В результате подключил на входы драйвера генератор импульсов, и вдоволь наигрался. Поскольку в качестве генератора использовал энкодер (ЛИР158Д производства СКБ ИС), и прикольно было его вращать, а движок в точности, с рёвом и огромной мощностью, повторял мои движения. Только с коэффициентом, который определялся свичами, быстрее или медленнее. Как мне подсказали на Мониторе, это называется “коэффициент электронной редукции”
Спасибо всем форумчанам монитора, кто помог разобраться, но дело оказалось глубже – в районе контроллера.
Неисправность в контроллере
Итак, контроллер Mitsubishi Electric Melsec FX-1S. Полюбил его всей душой).
За советом обратился на соответствующий форум melsec.ru, там создал тему Melsec FX1S-20MT неправильно работает, управление шаговым двигателем.
Также много узнал на rutracker.org где скачивал софт GX Developer-FX v8.25 Rus. Там тоже собрались люди в теме.
– Можно ли спаять кабель по схеме?
– Спаять не получится.Кабель Троицкого что вам советовали не подойдёт для данного контроллера.Надо купить либо SC09 или FX -USB-AW.Последний дешевле.Обратитесь к ближайшему к вам дилеру.
– Спасибо большое. А не в курсе, у меня есть кабель для контроллера Delta, он подойдёт?
– У Delta “физический” протокол RS232,у Mitsubishi RS422.Пайка не поможет.Нужен преобразователь интерфейсов
USB(RS232)-RS485(RS422). нет.вам нужны те кабеля что я указал.совет-не пытайтесь изобретать велосипед.спалите порт программирования попадёте на бабки
Что я выяснил – без ПО и кабеля для подключения с контроллерами дело иметь не имеет смысла. Конечно, это и так ясно, и я стал искать кабель. Нужен SC-09 или FX-USB-AW. Эти кабели преобразуют интерфейс PLC Melsec RS-422 в RS-232 или обычный USB. Второй конечно лучше, поскольку USB везде, а COM-порт ещё надо поискать.
Хотел такой кабель спаять. Схема и заказ кабеля SC-09 – https://www.bestincn.com/sc09red-standard-programming-cable-for-fx-and-a-series-plc_p217.html
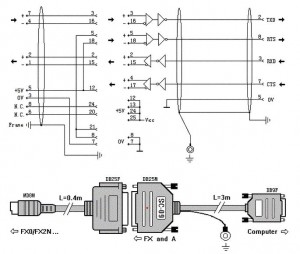
Схема кабеля SC-09 для связи с контроллером Melsec FX
В кабеле SC-09 – преобразователь интерфейса RS-422 (используется в Mitsubishi Melsec FX) в интерфейс RS-232, который есть (был) во всех компьютерах. Если RS-232 нет, нужно дополнительно использовать конвертер RS-232 – USB. Или сразу приобрести FX-USB-AW.
Второй вариант – использовать преобразователь интерфейсов MOXA Uport 1150. Он более универсален, подойдёт на все случаи жизни, когда надо подключить интерфейсы RS-232, RS-422, RS-485 (используются во всей промышленной электронике) к ноутбуку через USB.
И ещё вариант – спаять кабель Троицкого, которого рекомендуют (не все) для подключения к контроллерам Melsec FX. Вот что пишет об этом сам Сергей Троицкий (живая легенда для тех, кто понимает): https://forums.mrplc.com/index.php?showtopic=609&st=0.
Кстати, очень понравилась обстановка на форуме, очень доброжелательная. Особенно примечателен паренёк из Индии. На наших же форумах часто люди понтуются, ругаются, и тд.
А вот схема кабеля Троицкого:
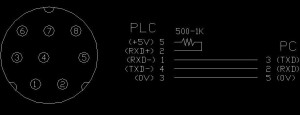
Кабель Троицкого для подключения компьютера к контроллеру Mitsubishi Melsec FX
Слева – разъем mini DIN 8 pin male (не путать с разъемами клавиатуры/мышки), интерфейс RS422. Справа – обычный COM-порт, интерфейс RS-232.
Во всех вариантах – нужен разъем mini DIN, его я так и не нашел, а времени искать нет. Разъем для подключения хотел взять из другого кабеля (для контроллера Delta) но оказалось, не получится – он залит пластиком, а в радиомагазине о таком не слышали.
В общем, кабель я не достал – цена минимум 1500 руб, кроме того ждать около месяца нельзя.
А главное – не факт, что всё получится. Ведь опыта в этом особого нет, я больше по жесткой и релейной логике и по электрике. На форуме об этом мне сказали прямо:
Под спецом я подразумевал человека, у которого имеются кабель, софт и необходимые познания в программировании контроллеров. Который, скачав программу и проанализировав ее, может разобраться, соответствует ли частота, присутствующая на скоростных выходах, той, что формируется программой, и, при необходимости, в эту программу внести исправления.
Имейте ввиду. Даже заполучив нужный шнурок и софт, отнюдь не факт, что запросто удастся скачать программу, – она может быть запаролена…
Ремонт ещё не окончен
В общем, проигрывать надо уметь – сказал я себе, и нашёл специалиста через интернет. 3-го мая он приедет из Ростова, буду учиться. Сделает – напишу положительный отзыв. Не сделает – тоже напишу.
UPD 3 мая: Станок отремонтирован!
Итак, приехал специалист, по имени Александр. Примерно опишу, что и как он делал.
- Достал бывалый ноутбук HP, с COM-портом и кабель SC-09, тот самый, как на картинке, красный.
- Запустил программу GX Developer-FX v8
- На горячую подключил кабель к ноуту
- Подключение прошло без проблем, программа не была запаролена. Это уже обрадовало.
- Программа считалась, выяснилось, что некоторые значения (константы) в блоке данных были сбиты. Как раз те значения, которые отвечали за скорость хода шагового двигателя!
Александр подобрал их опытным путём, и всё стало работать!
Хочу поблагодарить (пользуясь случаем и служебным положением) Александра Садовского, профессионала, с которым приятно иметь дело.

Югпромавтоматика. Решение любых проблем с контроллерами.
Он за пол часа разобрался с проблемой, мы настроили станок на рабочий режим. Это не реклама, а просто положительный отзыв. Я доволен.
Причина сбоя в программе (прошивке) – проблемы в питании, станок включался в розетку, было искрение, к тому же отсутствовало заземление. В ближайшее время сделаю питание станка по уму.
Также рекомендую по ремонту станков на промышленных контроллерах ростовскую фирму ПромТехАвтоматизация. Опытные специалисты, лицензионные программные пакеты, кабели для подключения в наличии. Всё делают быстро и квалифицированно. Рекомендую.
Скачать мануалы по контроллерам Mitsubishi
Как всегда, выкладываю найденную информацию по теме. Мне тоже потом пригодится, чтобы долго не искать.
Мануалы по контроллеру и кабелям для подключения:
• FX1S_catalog / Каталог PLC FX1S, pdf, 748.72 kB, скачан: 854 раз./
• FX-USB-AW_UserManual_JY997D13201C / Руководство к кабелю USB, pdf, 321.69 kB, скачан: 1231 раз./
• Melsec komplektatciia / Полный список всех устройств Mitsubishi Melsec, pdf, 795.08 kB, скачан: 942 раз./
• MOXA uport_1100_series_users_manual_v2 / Мануал к универсальному преобразователю интерфейсов МОХА, pdf, 1.47 MB, скачан: 924 раз./
• step driver manual / Мануал к похожему драйверу шагового двигателя, pdf, 3.67 MB, скачан: 855 раз./
• usb-sc09-fx-user-manual / Ещё одно руководство к кабелю, pdf, 790 kB, скачан: 1183 раз./
• FX_Ppogram_RU / Описание контроллеров PLC FX, pdf, 2.99 MB, скачан: 1083 раз./
Обучение программированию и подключению
• FX_Programming_Manual / Полное описание PLC FX на русском языке, программирование, pdf, 3.3 MB, скачан: 1470 раз./
• Mitsubishi GX_Developer_FX_Manual_RU / Система программирования Mitsubishi GX_Developer_FX_Manual_RU. Пособие для начинающего., pdf, 3.47 MB, скачан: 1477 раз./
• FX-Trening_Manual_Rus / Очень хорошее учебное пособие по контроллерам вообще. Аппаратная и программная часть. Теория и практика с азов., pdf, 2.92 MB, скачан: 1573 раз./


Цитата :
Второй вариант — использовать преобразователь интерфейсов MOXA Uport 1150. Он более универсален, подойдёт на все случаи жизни, когда надо подключить интерфейсы RS-232, RS-422, RS-485 (используются во всей промышленной электронике) к ноутбуку через USB.
Здравствуйте, помогите пожалуйста, не получается подключить по приведенному способу, не могу понять что я делаю не так. Имеется МОХА 1150, имеется ПЛК FX1S, нужно законнектиться чтобы слить программу на другой такой контроллер. Вы пробовали подключаться через МОХА? что нужно делать, какая распиновка подключения у ПЛК, какой интерфейс нужно использовать, на какой скорости следует подключать, программа у меня ЖХ девелопер 8, два дня потерял впустую пытаясь подключить. В интернете информации ну очень мало, в основном только ваш пост.
Александр, к сожалению, я не в теме.
С тех пор не занимался этим вопросом.
Зайдите к специалистам –
По поисковому запросу GX Developer-FX v8.25 Rus на rutracker.org
и
на melsec.ru.
Удачи!
Вопрос серьезный, но стоит усилий, чтобы разобраться!
Надеюсь, напишите комментарий, когда всё разрешится!
Уже повторно случайно напоролся на эту заметку и решил таки высказаться в адрес автора, начав с того, чем следовало бы закончить:
1. Если бы предприняли попытку выйти на связь со мной, выезд спеца по ПЛК Mitsu на объект вовсе бы не понадобился – сработали бы в паре, а помощь с моей стороны была бы оказана удалённо. И заказчику бы обошлось гораздо дешевле, и сами бы приобрели некоторые навыки и средства начальной работы с ПЛК указанного производителя. Я в таком режиме работоспособность не одной установки и не в одном городе страны помог восстановить, и обошлось это в сущие копейки – дешевле полудня/дня стоимости выезда на объект живого спеца.
2. С ПЛК возможно законнектиться посредством связки USBRS232RS422 порт программирования, где первая стрелка – кабель-адаптер USB-COM (на сегодняшний день такой можно приобрести чуть дороже 100рэ), вторая – самопайный трёхпроводый кабель DB9(F)-MiniDIN6(M) (что по затратам меньше.100рэ).
3. Для распароливания, считывания и записи программы ПЛК существует набор малых по весу утилит, не требующих установки на ПК, с элементарнейшим, понятным даже дошкольнику однокнопочным интерфейсом.
и, в заключении,
4. Прекратите уже отнимать хлеб у профильных спецов. Во-первых, они, когда голодные – очень злые; во-вторых, у вас такая работа занимает уйму времени (зачастую, месяцы и безрезультатно), а, в итоге, всё равно вынуждены обратиться к тем самым спецам, кого лишаете хлеба насущного; в-третьих, благодаря вот таким, “лужу, паяю, примуса починяю”, профильный форум melsec.ru накрылся медным тазом, ибо истинным спецам напрочь отбили желание помогать вам советами и они всем скопом “ушли в подполье”: поймите, люди отдали годы и десятилетия работе с оборудованием данного производителя, именно поэтому обладают и необходимыми навыками, и шнурками, и софтом!
Спасибо!
Да, после этого случая я с контроллерами особо стараюсь не связываться. Благо, что есть под рукой люди с софтом и шнурками, даю им хлеб)
Источник