ОБЩЕЕ РУКОВОДСТВО ПО РЕМОНТУ ТОРМОЗНОГО ОБОРУДОВАНИЯ ВАГОНОВ (732-ЦВ-ЦЛ) — часть 3
9.1.3 После сборки концевой кран необходимо испытать на
9.1.4 Испытание концевых кранов на герметичность необходимо
При проведении испытания отросток концевого
соединительного рукава должен быть заглушен, сжатый воздух должен
подаваться со стороны штуцера.
Испытание производится при двух положениях концевого крана – при
открытом и при закрытом.
Проверка герметичности концевого крана производится одним из
— по наличию мыльных пузырей;
— по падению давления.
При проверке герметичности по образованию мыльных пузырей
обмыливать необходимо все наружные поверхности концевого крана,
включая его атмосферное отверстие, и соединение корпуса со штуцером. При
этом появление пузырей не допускается.
Проверка герметичности по падению давления производится на
испытательном устройстве, имеющем в своей схеме контрольный резервуар
объемом 5 литров. При этом падение установившегося давления в
контрольном резервуаре в течение 5 минут не допускается.
9.1.5 На отремонтированном концевом кране должна быть установлена
бирка с нанесенными на ней номером АКП и датой ремонта (число, месяц и
две последние цифры года).
9.2 Концевые краны 4314 и 4314Б
9.2.1 Ремонт концевого крана необходимо производить с соблюдением
— поступивший в ремонт концевой кран необходимо разобрать, при
этом клапан в сборе с уплотнением разбирать не допускается;
— все детали и клапан в сборе с уплотнением следует промыть и
продуть сжатым воздухом;
— у корпуса концевого крана не допускаются трещины, отколы и
— у штуцера концевого крана не допускаются трещины, отколы и
— суммарный износ деталей эксцентрикового механизма более 3 мм не
допускается, изношенные поверхности шипа кривошипа допускается
восстанавливать наплавкой с последующей их обработкой до чертежных
размеров;
— на поверхностях седел корпуса и штуцера не допускаются забоины,
Источник
Концевые краны с усл. №190 и № 4304.
Предназначены для сообщения тормозных магистралей вагонов
между собой и локомотивами.
7. уплотнительные кольца.
Внешний осмотр, заключается в определении отсутствия наличия -трещин, отколов, изломов, повреждения резьбы.
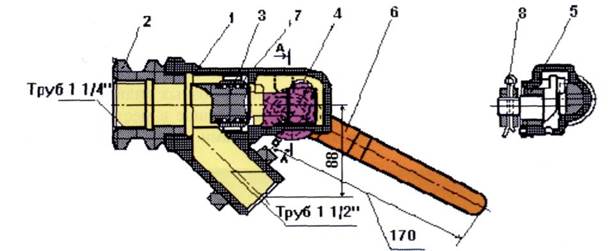
Концевой кран состоит из корпуса, в котором размещена
переключающая часть, приводимая в действие рукояткой. Когда она
занимает вертикальное положение — кран открыт, а его отросток,
связанный с соединительным рукавом, сообщен с атмосферой через
отверстие «Ат» диаметр — 10 мм.При расположенной вдоль отростка ручке — кран открыт, а соединительный рукав изолирован от атмосферного отверстия.
Крепление ручки — плотное, допускается устранение зазора (между ручкой и квадратом) — пластиной толщиной — 1 мм.Суммарный износ эксцентрикового механизма, не более — 2 мм.Расстояние до концевого крана, от вертикального бруса, при длине розетки:
— 185мм — 160 +7-4 мм,
— 130мм— 200 +10-10 мм.
Расстояние от продольной оси вагона до оси корпуса крана грузовых вагонов должно быть 280— 320мм, а на рефрижераторных вагонах, не
более 350 мм. Ручки концевых кранов должны быть исправны, зашплинтованы и, перемещаться свободно, без заедания.
 |
 |
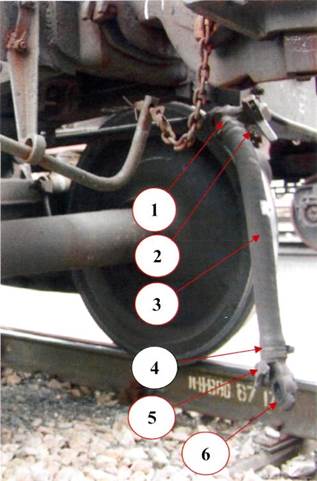
Концевой кран устанавливается под углом 60° к вертикали, что исключает удары головки соединительного рукава о стрелочные переводы, а также обеспечивает их автоматическое разъединение при прохождении горба сортировочной горки. Концевой кран крепится к угольнику скобой через планку-замок шайбой-замком, двумя гайками М12 со строгой фиксацией положения скобы в пазу кронштейна. Гайки фиксируются стопорной пластиной.
 |
Неисправности концевого крана
Откол корпуса крана,
трещины крана, излом
деталей (ручки, шплинта,
срыв, смятие резьбы.

Обрыв соединительного рукава, концевого крана, откол корпуса концевого крана
Соединительный рукав Р-17
 Соединительный тормозной рукав предназначен для соединения магистрали между тормозными единицами поезда, состоит из наконечника 1, болта 2, резиновой трубки 3, хомутика 4, головки5, уплотнительного кольца 6.
Соединительный тормозной рукав предназначен для соединения магистрали между тормозными единицами поезда, состоит из наконечника 1, болта 2, резиновой трубки 3, хомутика 4, головки5, уплотнительного кольца 6.
 |
Неисправности:
— утечка воздуха в соединении между рукавами;
— утечка воздуха между наконечником и рукавом;
— излом, откол, трещина наконечника;
— износ гребня соединительной головки;
— излом, трещина головки рукава;
— забита канавка для уплотнительного кольца;
— надрывы, трещины, расслоение рукава;
— не полное соединение головок рукавов (соединение головок рукавов «на гребнях»).
Кран разобщительный № 372.
Предназначен для выключения отдельных тормозных приборов, состоит из — корпуса 3, конической пробки 2, пружины 4, ручки 1 и заглушки 5. При расположении ручки вдоль трубы кран пропускает сжатый воздух, поперек трубы не пропускает. В корпусе крана имеется отверстие «А» диаметром — 3/4 для подсоединения манометра.
Неисправности, при которых кран следует сменить:
 |
• излом и деформации ручки,
• деформация и срыв резьбы,
• деформация квадрата пробки.
Расположение ручки
• вдоль трубы —
открытое положение крана,
• поперек трубы —
закрытое положение крана.
При постановке разобщительного крана на вагон стрелка на корпусе крана должна располагаться в направлении двухкамерного резервуара или определяется по маркировке, нанесенной на корпус крана «М» — должна быть направлена в сторону магистрального воздухопровода.

Разобщительный кран на вагоне-хоппере
Все резиновые детали, входящие в тормозное оборудование вагона, должны ставиться в зависимости от состояния и с учетом сроков годности. Установлены сроки годности:
• рукава резинотекстильные — 6 лет;
• кольца уплотнительные — 3 года;
• манжеты тормозных цилиндров — 5 лет;
• манжеты всех типов и диафрагмы в тормозных приборах — 3 года;
• прокладки (уплотнения) всех типов в тормозных приборах — 5 лет.
Срок службы резиновых деталей исчисляется от даты изготовления
(рельефный оттиск на детали), не считая год изготовления. Прокладки и уплотнения, не имеющие клейма-оттиска с датой изготовления, необходимо ставить в тормозные приборы в зависимости от состояния. Прорезы, расслоения не допускаются.
МЕХАНИЧЕСКАЯ ЧАСТЬ ТОРМОЗА
Тормозная рычажная передача представляет собой систему рычагов тяг, триангелей передающих на фрикционные узлы системы усилие, действующее от давления сжатого воздуха на поршень тормозного цилиндра, или силу от привода стояночного тормоза.
По действию на колеса тормозные рычажные передачи подразделяются на передачи с односторонним и двухсторонним нажатием тормозных колодок.
 Тележка изотермического вагона с двухсторонним нажатием колодок
Тележка изотермического вагона с двухсторонним нажатием колодок
Для всех грузовых вагонов колеи 1520 мм характерной особенностью является одностороннее нажатие тормозных колодок на колеса, а для рефрижераторных вагонов — двухстороннее нажатие.
Рычажная передача с двухсторонним нажатием колодок на колеса имеет следующие преимущества:
— усилие, передаваемое на каждую колодку, ниже;
— нагрев колодок при торможении значительно ниже;
— имеют значительно меньший износ;
— выше эффект торможения за счет меньшего давления;
— реже появляется необходимость в регулировании рычажной передачи за счет меньшего износа колодок.
— колесная пара не подвергается выворачивающему действию в буксах в направлении силы нажатия колодок.
Но при этом передача с двухсторонним нажатием сложнее передачи с односторонним нажатием, обладает большей массой, температура нагрева колодок при торможении ниже на 10-15%, на равнинных профилях пути общий
весовой износ тормозных колодок при двухстороннем нажатии больше, чем при одностороннем нажатии.

Тележка с односторонним нажатием колодок
На грузовых вагонах преимущественно применено одностороннее нажатие тормозных колодок. Кроме того, при композиционных тормозных колодках одностороннее торможение обеспечивает лучшие условия охлаждения колес.
С увеличением скоростей движения поездов возникла необходимость увеличения эффективности тормозных средств за счет установки на вагонах композиционных тормозных колодок.
Ввиду применения на вагонах одностороннего нажатия, возникает вероятность более интенсивного износа, повреждения тормозных колодок и необходимость их смены в больших количествах. С применением композиционных колодок недостатки одностороннего нажатия становятся менее ощутимыми вследствие меньшего нажатия на каждую колодку и более высокого коэффициента трения.


Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Источник
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ» КРАНЫ КОНЦЕВЫЕ 190, 4304, 4304М РУКОВОДСТВО ПО РЕМОНТУ
1 ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ» УТВЕРЖДАЮ Начальник Департамента вагонного хозяйства ОАО «РЖД» Н.А. Бочкарев «31» марта 2008г. КРАНЫ КОНЦЕВЫЕ 190, 4304, 4304М РУКОВОДСТВО ПО РЕМОНТУ Заместитель начальника 2005г. Директор ПКБ ЦВ ОАО «РЖД» М.С. Соколовский «28» марта 2008г.
2 — 1 ВВЕДЕНИЕ 1.1 Настоящее Руководство содержит технические требования на дефектацию, ремонт и контроль кранов концевых моделей 190, 4304, 4304М. 1.2 Данным документом необходимо руководствоваться на всех предприятиях, осуществляющих ремонт тормозных приборов. 1.3 В Руководстве приведены методы установления дефектов деталей концевых кранов и средства их измерения. При контроле деталей концевых кранов возможно применение других средств измерения, не указанных в данном Руководстве, но обеспечивающих не менее точный контроль. 1.4 Руководство разработано в полном соответствии с Инструкцией по ремонту тормозного оборудования вагонов ЦВ-ЦЛ Настоящее Руководство вводится взамен Руководства по ремонту Р 003 ПКБ ЦВ 97 РК. Инв. подл Изм Докум. Подп. Дата Разраб. Михайлова Краны концевые Нач.отд Яковлев , 4304, 4304М Руководство по ремонту Лит. ов Пров. Симонова Н. контр Голышева Утв. ПКБ ЦВ ОАО «РЖД»
3 2 ОРГАНИЗАЦИЯ РЕМОНТА 2.1 Процесс ремонта концевых кранов состоит из следующих этапов: -разборка; -проверка узлов и деталей; -устранение дефектов; -сборка; -испытание. 2.2 Рабочее место для ремонта концевых кранов должно быть оснащено специальными приспособлениями и инструментом для его разборки и сборки, средствами контроля деталей и узлов, стендом для испытания концевого крана. 2.3 Рабочее место для ремонта концевых кранов должно быть организовано с учетом требований ГОСТ «ССБТ. Рабочее место при выполнении работ стоя. Общие эргономические требования», ГОСТ «ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования». изм. докум Подп. Дата 3
4 3 МЕРЫ БЕЗОПАСНОСТИ 3.1 Рабочее место и приспособления для ремонта концевых кранов, стенды для их испытания должны отвечать требованиям безопасности в соответствии с ГОСТ «Оборудование производственное. Общие требования безопасности к рабочим местам» и ГОСТ «ССБТ. Оборудование производственное. Общие требования безопасности». 3.2 При ремонте концевых кранов необходимо соблюдать общие меры безопасности и все меры безопасности, оговоренные в эксплуатационной документации на приспособления и стенды, применяемые при этом. изм. докум Подп. Дата 4
5 4 ПРИЕМКА В РЕМОНТ 4.1 Все поступившие в ремонт концевые краны необходимо разобрать, все детали промыть горячей водой (от 55 до 70 С) под давлением в специальных моечных установках и продуть сжатым воздухом. Допускается при сильных загрязнениях производить промывку 5% раствором кальцинированной соды. 4.2 После промывки все детали и узлы необходимо протереть технической салфеткой без ворса очистить от грязи и старой смазки. изм. докум Подп. Дата 5
6 5 РАЗБОРКА 5.1 Разборка концевого крана 4304, согласно рисунку 1: -удалить шплинт 9 и снять ручку 8; -удалить ось 6 из корпуса 3, извлечь из корпуса 3 втулку 11 и кривошип 10; -вывинтить штуцер 4 из корпуса 3 и извлечь клапан 1; -отвернуть контргайку 5 с корпуса 3; -снять кольцо 13 с кривошипа 10; -снять кольцо 12 с втулки 11; -снять уплотнительные кольца 2 с клапана Разборка концевого крана 4304М, согласно рисунку 2: -удалить шплинт 9 и снять ручку 8; -удалить ось 5 из корпуса 2, извлечь из корпуса 2 втулку 6 и кривошип 3; -вывинтить штуцер 7 из корпуса 2, извлечь из корпуса 2 прокладку 4 и клапан 1; -отвернуть контргайку 10 с корпуса 2; -снять кольцо 11 с кривошипа 3; -снять кольцо 12 с втулки 6; -снять уплотнительные кольца 13 с клапана Разборка концевого крана 190, согласно рисунку 3: -удалить шплинт 7 и снять ручку 5; -удалить шплинт 10 из корпуса 2 и вывинтить втулку 8; -вывинтить штуцер 1 из корпуса 2; -отвернуть контргайку 6 с корпуса 2; -извлечь из корпуса 2 кривошип 9 и клапан 3; -снять уплотнительные кольца 4 с клапана 3. изм. докум Подп. Дата 6
7 1 клапан ; 2 кольцо уплотнительное КУ ГОСТ 38-72; 3 корпус «4304»; 4 штуцер А; 5 контргайка 40 ГОСТ или ГОСТ ; 6 ось ; 8 ручка или ; 9 шплинт 5х40 ГОСТ ; 10 кривошип или ; 11 втулка ; 12 кольцо ГОСТ ; 13 кольцо ГОСТ изм. докум Подп. Дата Рисунок 1 Кран концевой
8 1 клапан ; 2 корпус («4304М»); 3 кривошип или ; 4 прокладка или или или ; 5 ось ; 6 втулка ; 7 штуцер или ; 8 ручка или ; 9 шплинт 5х40 ГОСТ ; 10 контргайка 40 ГОСТ или ГОСТ ; 11 кольцо ГОСТ ; 12 кольцо ГОСТ ; 13 кольцо уплотнительное КУ ГОСТ Рисунок 2 Кран концевой 4304М Изм. докум. Подп. Дата 8
9 1 штуцер А; 2 корпус А; 3 клапан ; 4 кольцо уплотнительное КУ ГОСТ 38-72; 5 ручка А или или ; 6 контргайка 40 ГОСТ или ГОСТ ; 7 шплинт 5х40 ГОСТ ; 8 втулка А; 9 кривошип А или А; 10 шплинт 3,2х18 ГОСТ Рисунок 3 Кран концевой 190 изм. докум Подп. Дата 9
10 6 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ И РЕМОНТ 6.1 Корпус крана Корпус «4304»; 2 Заклепка 3х кп ГОСТ Рисунок 4 изм. докум Подп. Дата 10
11 Таблица Дефектацию корпуса произвести в соответствии с таблицей 1. Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить корпус или кран * Суммарный срыв резьбы 1 более 1 витка Суммарный срыв резьбы 2 более 1 витка Размер 3 более 35,3мм Размер 4 менее 65,8 или более 66,2мм Измерить величину размера 3 ШЦ ,1 Измерить величину размера 4 Штангенглубиномер ШГ 160-0,05 ГОСТ Размер 5 менее 10мм Измерить величину размера 5 ШЦ ,1 Размер 5 более 12мм Измерить величину размера 5 ШЦ ,1 Наличие щербин на поверхности Г Наличие ржавчины на поверхностях Д и Е Заменить корпус или кран * Заменить корпус или кран * Заменить корпус или кран * Заменить корпус или кран * Отверстие рассверлить, выдерживая размер 5 Заменить корпус или кран * Заменить корпус или кран * Зачистить поверхности Д и Е изм. докум Подп. Дата 11
12 Продолжение таблицы Наличие щербин на поверхности Е Наличие заусенцев на поверхности Е Заменить корпус или кран * Зачистить поверхность Е Отколы заклепки 2 Заменить заклепку 2 * КОРПУС КРАНА 4304 В КАЧЕСТВЕ ЗАПАСНОЙ ЧАСТИ НЕ ПОСТАВЛЯЕТСЯ изм. докум Подп. Дата 12
13 6.2 Корпус крана 4304М Рисунок 5 изм. докум Подп. Дата 13
14 6.2.1 Дефектацию корпуса произвести в соответствии с таблицей 2. Таблица 2 Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить корпус или Суммарный срыв резьбы 1 более 1 витка Суммарный срыв резьбы 2 более 0,5 витка Размер 3 более 35,3мм Размер 4 менее 65,8 или более 66,2мм Измерить величину размера 3 ШЦ ,1 Измерить величину размера 4 Штангенглубиномер ШГ 160-0,05 ГОСТ Размер 5 менее 10мм Измерить величину размера 5 ШЦ ,1 Размер 5 более 12мм Измерить величину размера 5 ШЦ ,1 Наличие заусенцев на поверхности Г Наличие ржавчины на поверхностях Д и Е Наличие щербин на поверхности Е Наличие заусенцев на поверхности Е кран * Заменить корпус или кран * Заменить корпус или кран * Заменить корпус или кран * Заменить корпус или кран * Отверстие рассверлить, выдерживая размер 5 Заменить корпус или кран * Зачистить поверхность Г Зачистить поверхности Д и Е Заменить Зачистить поверхность Е * КОРПУС КРАНА 4304М В КАЧЕСТВЕ ЗАПАСНОЙ ЧАСТИ НЕ ПОСТАВЛЯЕТСЯ изм. докум Подп. Дата 14
15 6.3 Корпус А изм. докум Подп. Дата 15
16 Таблица 3 Исполнение d 1 d 2 d 3 1 (с одним атмосферным 10 +0,4 — — отверстием) 2 (с двумя атмосферными отверстиями) ,3 8 +0,4 Рисунок Дефектацию корпуса произвести в соответствии с таблицей 3. Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить корпус или кран * Суммарный срыв резьбы 1 более 1 витка Заменить корпус или кран * изм. докум Подп. Дата 16
17 Продолжение таблицы Суммарный срыв резьбы 2 более 1 витка Суммарный срыв резьбы 3 более 0,5 витка Размер 4 менее 65,8 или более 66,2мм Диаметр и количество атмосферных отверстий не соответствуют норме Наличие щербин на поверхности Д Наличие ржавчины на поверхностях Ж и Е Наличие щербин на поверхности Ж Наличие заусенцев на поверхности Ж Измерить величину размера 4 Штангенглубиномер ШГ 160-0,05 ГОСТ Заменить корпус или кран * Заменить корпус или кран * Заменить корпус или кран * В соответствии с п В соответствии с п ШЦ ,1 Заменить корпус или кран * Зачистить поверхности Ж и Е Заменить кран * Зачистить поверхность Ж * КОРПУС КРАНА 190А В КАЧЕСТВЕ ЗАПАСНОЙ ЧАСТИ НЕ ПОСТАВЛЯЕТСЯ Корпус концевого крана 190 должен иметь одно атмосферное отверстие диаметром d 1 (исполнение 1) или два атмосферных отверстия диаметром соответственно d 2 и d 3 (исполнение 2). Корпус с одним атмосферным отверстием диаметром 6 +0,3 мм должен быть заменен или модернизирован в соответствии с техническими указаниями от ЦВА. У корпуса (исполнение 1) необходимо проконтролировать диаметр атмосферного отверстия при величине диаметра более 12 мм корпус должен быть заменен, при величине диаметра менее 10 мм допускается производить рассверловку атмосферного отверстия до размера d 1. изм. докум Подп. Дата 17
18 6.4 Штуцер А Таблица 4 Рисунок Дефектацию штуцера произвести в соответствии с таблицей 4. Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы и проверка в соответствии с п Заменить Суммарный срыв резьбы 1 более 1 витка Суммарный срыв резьбы 2 более 0,5 витка Наличие щербин на поверхности Б Наличие коррозии на поверхности В Наличие щербин на поверхности В Наличие заусенцев на поверхности В изм. докум Подп. Дата Заменить Заменить Заменить Зачистить поверхность В Заменить Зачистить поверхность В 18
19 6.4.2 После визуального осмотра штуцер должен быть проверен на герметичность. Проверку необходимо осуществлять на специальном приспособлении. Принципиально специальное приспособление должно соответствовать приспособлению, приведенному на рисунке 8, но при этом может отличаться от него конструктивно. Появление мыльного пузыря после обмыливания не допускается. Если мыльный пузырь появляется, штуцер необходимо заменить. 1-крышка, которая навинчивается на испытываемый штуцер; 2-штуцер приспособления, на который навинчивается испытываемый штуцер Рисунок 8 изм. докум Подп. Дата 19
20 6.5 Штуцер , Таблица 5 Рисунок Дефектацию штуцера произвести в соответствии с таблицей 5. Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить Суммарный срыв резьбы 1 более 1 витка Суммарный срыв резьбы 2 более 0,5 витка Наличие коррозии на поверхности В Наличие щербин на поверхности В Наличие заусенцев на поверхности В Заменить Заменить Зачистить поверхность В Заменить Зачистить поверхность В изм. докум Подп. Дата 20
21 6.6 Клапан Условное обозначение размера Размер по рабочему чертежу Ремонтный размер Д 50-0,08;- 0,25 49,7 min Таблица 6 Рисунок Дефектацию клапана произвести в соответствии с таблицей 6. Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить Размер 1 более 15,3мм Размер 2 более 44мм Наличие коррозии на поверхности А Измерить размер 1 ШЦ ,1 Измерить размер 2 ШЦ ,1 Заменить или ремонтировать в соответствии с п Заменить или ремонтировать в соответствии с п Заменить или ремонтировать в соответствии с п изм. докум Подп. Дата 21
22 6.6.2 Допускается производить ремонт наплавкой поверхностей Б и В с последующей обработкой клапана до чертежных размеров 1, 3 и Обжать клапан до размера 2. Обжатие необходимо производить только на специальном приспособлении Зачистить поверхность А, выдерживая размер Д. Контроль размера Д производить штангенциркулем ШЦ ,05. При величине размера Д менее 49,7мм клапан необходимо заменить. изм. докум Подп. Дата 22
23 6.7 Клапан Условное обозначение размера Размер по рабочему чертежу Ремонтный размер Д 50-0,08;- 0,25 49,7 min Таблица 7 Рисунок Дефектацию клапана произвести в соответствии с таблицей 7. Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить Размер 1 более 15,3мм Размер 2 более 44мм Наличие коррозии на поверхности А Измерить размер 1 ШЦ ,1 Измерить размер 2 ШЦ ,1 Заменить или ремонтировать в соответствии с п Заменить или ремонтировать в соответствии с п Заменить или ремонтировать в соответствии с п изм. докум Подп. Дата 23
24 6.7.2 Допускается производить ремонт наплавкой поверхностей Б и В с последующей обработкой клапана до чертежных размеров 1, 3 и Обжать клапан до размера 2. Обжатие необходимо производить только на специальном приспособлении Зачистить поверхность А, выдерживая размер Д. Контроль размера Д производить штангенциркулем ШЦ ,05. При величине размера Д менее 49,7мм клапан необходимо заменить. изм. докум Подп. Дата 24
25 6.8 Кривошип цей 8. Таблица 8 Рисунок Дефектацию кривошипа произвести в соответствии с табли- Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить Износ поверхности А более нормы изм. докум Подп. Дата Измерить размер 1 : если размер 1 менее 13 мм, то износ поверхности А более нормы ШЦ ,05 Заменить или ремонтировать в соответствии с п
26 Продолжение таблицы Износ поверхности Б более нормы Износ поверхностей квадрата Г более нормы Наличие заусенцев на поверхности В Измерить размер 2 : если размер 2 менее 19,7 мм, то износ поверхности Б более нормы ШЦ ,05 Измерить размер 3 на расстоянии 5 : если размер 3 менее 14,5 мм, то износ поверхностей Г более нормы ШЦ ,05 Заменить или ремонтировать в соответствии с п Заменить Зачистить поверхность В Допускается производить ремонт кривошипа наплавкой поверхностей А и Б с последующей обработкой кривошипа до чертежных размеров 1, 2, выдерживая размер 4. изм. докум Подп. Дата 26
27 6.9 Кривошип цей 9. Таблица 9 Рисунок Дефектацию кривошипа произвести в соответствии с табли- Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить изм. докум Подп. Дата 27
28 Продолжение таблицы Износ поверхности А более нормы Износ поверхности Б более нормы Износ поверхностей квадрата Г более нормы Наличие заусенцев на поверхности В Измерить размер 1 : если размер 1 менее 13 мм, то износ поверхности А более нормы ШЦ ,05 Измерить размер 2 : если размер 2 менее 19,7 мм, то износ поверхности Б более нормы ШЦ ,05 Измерить размер 3 на расстоянии 5 : если размер 3 менее 14,5 мм, то износ поверхностей Г более нормы ШЦ ,05 Заменить или ремонтировать в соответствии с п Заменить или ремонтировать в соответствии с п Заменить Зачистить поверхность В Допускается производить ремонт кривошипа наплавкой поверхностей А и Б с последующей обработкой кривошипа до чертежных размеров 1, 2, выдерживая размеры 4. изм. докум Подп. Дата 28
29 6.10 Кривошип А, А Рисунок Дефектацию кривошипа произвести в соответствии с таблицей 10. Таблица 10 Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить Износ поверхности А более нормы изм. докум Подп. Дата Измерить размер 1 : если размер 1 менее 13 мм, то износ поверхности А более нормы ШЦ ,05 Заменить или ремонтировать в соответствии с п
30 Продолжение таблицы Износ поверхности Б более нормы Износ поверхностей квадрата В более нормы Измерить размер 2 : если размер 2 менее 19,7 мм, то износ поверхности Б более нормы ШЦ ,05 Измерить размер 3 на расстоянии 5 : если размер 3 менее 14,5 мм, то износ поверхностей В более нормы ШЦ ,05 Заменить или ремонтировать в соответствии с п Заменить Допускается производить ремонт кривошипа наплавкой поверхностей А и Б с последующей обработкой кривошипа до чертежных размеров 1, 2, выдерживая размеры 4. изм. докум Подп. Дата 30
31 6.11 Втулка Таблица 11 Рисунок Дефектацию втулки произвести в соответствии с таблицей 11. Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить втулку или кран * Износ поверхности А более нормы Наличие заусенцев на поверхности Б Измерить размер 1 : если размер 1 более 20,5 мм, то износ поверхности А более нормы ШЦ ,1 Заменить втулку или кран * Зачистить поверхность Б * ВТУЛКА В КАЧЕСТВЕ ЗАПАСНОЙ ЧАСТИ НЕ ПОСТАВЛЯЕТСЯ изм. докум Подп. Дата 31
32 6.12 Втулка Рисунок Дефектацию втулки произвести в соответствии с таблицей 12. Таблица 12 Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить Износ поверхности А более нормы Наличие заусенцев на поверхности Б Измерить размер 1 : если размер 1 более 20,5 мм, то износ поверхности А более нормы ШЦ ,1 Заменить или ремонтировать в соответствии с п Зачистить поверхность Б Допускается производить ремонт втулки наплавкой поверхности А с последующей обработкой втулки до чертежного размера 1. изм. докум Подп. Дата 32
33 6.13 Втулка А Рисунок Дефектацию втулки произвести в соответствии с таблицей 13. Таблица 13 Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить Суммарный срыв резьбы 1 более 0,5 витка Износ поверхности А более нормы Измерить размер 2 : если размер 2 более 20,5 мм, то износ поверхности А более нормы ШЦ ,1 Заменить Ремонтировать в соответствии с п Допускается производить ремонт втулки наплавкой поверх-ности А с последующей обработкой втулки до чертежных размеров 2, 3, 4. изм. докум Подп. Дата 33
34 6.14 Ручка Таблица 14 Рисунок Дефектацию ручки произвести в соответствии с таблицей 14. Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить Размер 1 более 15,5мм Измерить размер 1 ШЦ ,1 Заменить изм. докум Подп. Дата 34
35 6.15 Ручка А Таблица 15 Рисунок Дефектацию ручки произвести в соответствии с таблицей 15. Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить Размер 1 более 15,5мм Измерить размер 1 ШЦ ,1 Заменить изм. докум Подп. Дата 35
36 6.16 Ручка Таблица 16 Рисунок Дефектацию ручки произвести в соответствии с таблицей 16. Возможный дефект Метод установления дефекта и средство его измерения Заключение и рекомендуемые методы ремонта Трещины и отколы Заменить Размер 1 более 15,5мм Измерить размер 1 ШЦ ,1 Заменить изм. докум Подп. Дата 36
37 7 СБОРКА 7.1 При сборке крана в него должны устанавливаться детали и узлы, которые стояли в нем до разборки, за исключением замененных из-за неисправностей. 7.2 Сборка концевого крана 4304, согласно рисунку 1: -надеть новые уплотнительные кольца 2 на клапан 1, предварительно смазав их смазкой ЖТ-79Л ТУ ; -надеть кольцо 12 на втулку 11 и кольцо 13 на кривошип 10; -навинтить контргайку 5 на корпус 3, предварительно смазав резьбу корпуса и гайки индустриальным маслом ГОСТ ; -вставить в корпус 3 клапан 1, предварительно смазав у них поверхности трения смазкой ЖТ-79Л; -нанести слой смазки ЖД ТУ 32 ЦТ или ПГК-1 ТУ или ВНИИ НП-232 ГОСТ на наружную резьбу штуцера 4 и ввернуть его до упора в корпус 3; -вставить в корпус 3 кривошип 10, предварительно смазав кривошип смазкой ЖТ-79Л; -вставить в корпус 3 втулку 11 согласно рисунку 1 (сечение Б-Б), предварительно смазав втулку смазкой ЖТ-79Л, и новую ось 6, при этом концы оси 6 разводить не следует (это необходимо сделать только после испытания крана); -надеть ручку 8 на кривошип 10; -проконтролировать правильность сборки крана и отрегулировать кран (при необходимости). Для контроля правильности сборки крана перевести ручку крана из положения «открыто» в положение «закрыто», при этом должен ощущаться переход эксцентрика через крайнее положение — сначала нарастание усилия сопротивления, а затем резкое его снятие. Если для перевода ручки крана в положение «закрыто» («открыто») к ней необходимо приложить слишком большое усилие (более 250Н (25 кгс)) или наоборот очень малое (менее 100Н (10 кгс)), то необходимо произвести регулировку крана: удалить ось 6, втулку 11 выдвинуть из корпуса таким образом, чтобы она вышла из зацепления с заклепкой, повернуть ее на угол 30 0 и вновь вставить в корпус; для увеличения усилия втулку необходимо поворачивать против часовой стрелки, для уменьшения по часовой стрелке. После регулировки необходимо вставить в корпус ось 6. ПРИ СБОРКЕ КРАНА 4304 НЕОБХОДИМО ПОМНИТЬ, ЧТО ШТУЦЕР 4 (190.02А) НЕ ЯВЛЯЕТСЯ ВЗАИМОЗАМЕНЯЕМЫМ С ШТУЦЕРОМ КРАНА 4304М ( , )! изм. докум Подп. Дата 37
38 7.3 Сборка концевого крана 4304М, согласно рисунку 2: -надеть новые уплотнительные кольца 13 на клапан 1, предварительно смазав их смазкой ЖТ-79Л; -надеть кольцо 12 на втулку 6 и кольцо 11 на кривошип 3; -навинтить контргайку 10 на корпус 2, предварительно смазав резьбу корпуса и гайки индустриальным маслом ГОСТ ; -вставить в корпус 2 клапан 1, предварительно смазав у них поверхности трения смазкой ЖТ-79Л; -смазать смазкой ЖТ-79Л наружную резьбу штуцера 7, вставить в корпус 2 новую прокладку 4 и ввернуть до упора штуцер 7 в корпус 2; -вставить в корпус 2 кривошип 3, втулку 6, предварительно смазав кривошип и втулку смазкой ЖТ-79Л, и новую ось 5, при этом концы оси 5 разводить не следует (это необходимо сделать только после испытания крана); -надеть ручку 8 на кривошип 3; -проконтролировать правильность сборки крана. Для контроля правильности сборки крана необходимо перевести ручку крана из положения «открыто» в положение «закрыто», при этом должен ощущаться переход эксцентрика через крайнее положение — сначала нарастание усилия сопротивления, а затем резкое его снятие. ПРИ СБОРКЕ КРАНА 4304М НЕОБХОДИМО ПОМНИТЬ, ЧТО ВТУЛКА 6 ( ) НЕ ЯВЛЯЕТСЯ ВЗАИМОЗАМЕНЯЕМОЙ С ВТУЛ-КОЙ КРАНА 4304 ( ), А ШТУЦЕР 7 ( , ) С ШТУЦЕРОМ КРАНА 4304 И 190 (190.02А)! 7.4 Сборка концевого крана 190, согласно рисунку 3: -надеть новые уплотнительные кольца 4 на клапан 3, предварительно смазав их смазкой ЖТ-79Л; -навинтить контргайку 6 на корпус 2, предварительно смазав резьбу корпуса и гайки индустриальным маслом ГОСТ ; -вставить в корпус 2 кривошип 9 и клапан 3, предварительно смазав у них поверхности трения смазкой ЖТ-79Л; -нанести слой смазки ЖД или ПГК-1 или ВНИИ НП-232 на наружную резьбу штуцера 1 и ввернуть его до упора в корпус 2; -ввернуть втулку 8 в корпус 2 до упора, предварительно смазав резьбу втулки смазкой ЖТ-79Л; — отвернуть втулку 8 не менее чем на 1/4 оборота до совпадения шлица втулки с отверстием в корпусе под шплинт 10. ОТВОРАЧИВАТЬ ВТУЛКУ БОЛЕЕ ЧЕМ НА 1/2 ОБОРОТА ЗАПРЕЩЕНО; -надеть ручку 5 на кривошип 9; -произвести контроль правильности сборки крана — перевести ручку крана из положения «открыто» в положение «закрыто», при этом должен изм. докум Подп. Дата 38
39 ощущаться переход эксцентрика через крайнее положение — сначала нарастание усилия сопротивления, а затем резкое его снятие. ПРИ СБОРКЕ КРАНА 190 НЕОБХОДИМО ПОМНИТЬ, ЧТО ШТУЦЕР 1 (190.02А) НЕ ЯВЛЯЕТСЯ ВЗАИМОЗАМЕНЯЕМЫМ С ШТУЦЕРОМ КРАНА 4304М ( , )! изм. докум Подп. Дата 39
40 8 ИСПЫТАНИЕ И ПРИЕМКА 8.1 Каждый отремонтированный концевой кран после сборки должен быть испытан на герметичность. 8.2 Проверка герметичности крана должна производиться сжатым воздухом под давлением (0,6+0,05) МПа (6+0,5) кгс/см 2 одним из следующих способов: -по наличию мыльных пузырей; -по падению давления Подаваемый к испытываемому крану воздух должен быть очищен от механических примесей и влаги При проведении испытания отросток крана для соединительного рукава должен быть заглушен, сжатый воздух должен подаваться со стороны штуцера Кран должен быть испытан при закрытом и открытом положении ручки крана. 8.3 При проверке крана на герметичность по образованию мыльных пузырей обмыливать необходимо весь корпус крана, включая его атмосферное отверстие, и соединение корпуса со штуцером. Кран считается выдержавшим испытание, если при этом не было обнаружено появление пузырей. 8.4 Проверку герметичности по падению давления необходимо производить на испытательном устройстве, принципиальная пневматическая схема которого должна соответствовать схеме, приведенной на рисунке 21. Кран считается выдержавшим испытание, если в течение 5 минут после установления давления в контрольном резервуаре не произошло падение этого давления. 8.5 На выдержавшем испытание концевом кране 4304, рисунок 1, необходимо: -развести концы оси 6 на угол между ними не менее 10 0 ; -вставить шплинт 9, установить на него бирку и развести обе ветви шплинта на угол между ними не менее На выдержавшем испытание концевом кране 4304М, рисунок 2, необходимо: -развести концы оси 5 на угол между ними не менее 10 0 ; -вставить шплинт 9, установить на него бирку и развести обе ветви шплинта на угол между ними не менее изм. докум Подп. Дата 40
41 1-испытываемый концевой кран; 2-контрольный резервуар объемом 5 литров; 3, 7-разобщительный кран или устройство, заменяющее его; 4-задатчик давления, отрегулированный на давление (0,6+0,05) МПа; 5-фильтр для очистки воздуха; 6-контрольно-измерительный прибор для измерения величины давления (манометр с пределом измерения 1 МПа класса точности не ниже 1,5) Рисунок На выдержавшем испытание концевом кране 190, рисунок 3, необходимо: -в отверстие на корпусе 2 установить новый шплинт 10 и развести обе его ветви на максимально возможный между ними угол; -вставить шплинт 7, установить на него бирку и развести обе ветви шплинта на угол между ними не менее На бирке, устанавливаемой на отремонтированном и выдержавшем испытание кране, должны быть нанесены номер АКП и дата ремонта (число, месяц и две последние цифры года). Рекомендуемые размеры бирки приведены в приложении А. изм. докум Подп. Дата 41
42 9 ОСНОВНЫЕ НЕИСПРАВНОСТИ 9.1 Основные неисправности концевых кранов методы их устранения приведены в таблице 17. Таблица 17 Неисправность Метод устранения неисправности 4304, рисунок М, рисунок 2 190, рисунок 3 Негерметичность крана Смазать и затянуть резьбовое соединение корпуса 3 со штуцером 4 Затянуть резьбовое соединение корпуса 2 со штуцером 7 Смазать и затянуть резьбовое соединение корпуса 2 со штуцером 1 Заменить уплотнительные кольца 2 клапана 1 Заменить уплотнительные кольца 13 клапана 1 Заменить уплотнительные кольца 4 клапана 3 Заменить кривошип 10 и клапан 1 Заменить кривошип 3 и клапан 1 Заменить кривошип 9 и клапан 3 Малое усилие на ручке (менее 10 кгс) шту- Заменить цер 4 Произвести регулировку крана в соответствии с п.7.2 настоящего Руководства шту- Заменить цер 7 Заменить кривошип 3 и клапан 1 шту- Заменить цер 1 Проверить правильность установки втулки 8 в соответствии с п.7.4 настоящего Руководства Большое усилие на ручке (более 25 кгс) Заменить кривошип 9 и клапан 3 изм. докум Подп. Дата 42
43 10 ХРАНЕНИЕ 10.1 Отремонтированные и испытанные концевые краны должны храниться в помещении, не содержащем паров кислот, щелочей и других агрессивных веществ, вредно действующих на металлические поверхности, резиновые уплотнения и лакокрасочные покрытия Помещение, предназначенное для хранения концевых кранов, должно отвечать требованиям не ниже группы С по ГОСТ Резьбовая часть отростка для соединительного рукава должна быть смазана смазкой ЖТ-79Л В течение всего срока хранения присоединительные отверстия в кране должны быть закрыты заглушками, ручка крана должна находиться в положении «открыто» Концевые краны, срок хранения которых превышает 6 месяцев, перед постановкой на вагон должны быть испытаны вновь в соответствии с требованиями раздела 8 настоящего Руководства с постановкой новой бирки изм. докум Подп. Дата 43
44 Приложение А (рекомендуемое) Бирка 1 Материал: Ст3 ГОСТ Высота шрифта маркировки не менее 5мм Рисунок А.1 изм. докум Подп. Дата 44
45 Приложение Б (рекомендуемое) Перечень рекомендуемого оборудования и оснастки 1 Стенд ремонта и испытания тормозной арматуры Т (ПКБ ЦВ ОАО «РЖД») 2 Специальный съемник Р-0042 (для вынимания втулки из корпуса кранов 4304 и 4304М). (ОАО «Ритм» г. Тверь) изм. докум Подп. Дата 45
46 регистрации изменений Изм Измененных Номера листов (страниц) Заме- Новых ненных Аннулированных Всего листов (страниц) в докум. докум. Входящий сопроводительного докум. и дата Подп. Дата изм. докум Подп. Дата 46
Источник