- Горячая вулканизация конвейерных лент
- Преимущества
- Ограничения
- Область применения
- Оборудование и материалы
- Горячая вулканизация двухслойной конвейерной ленты
- Горячая вулканизация трехслойной транспортерной ленты
- Вулканизация конвейерных лент
- Виды работ — горячая и холодная вулканизация конвейерной ленты
- Вулканизация или механическая стыковка конвейерных лент?
- Стыковка и ремонт конвейерных лент методом вулканизации
- Цены на стыковку ленты в кольцо методом горячей вулканизации
- В чём суть способа стыковки транспортёрных лент методом горячей вулканизации?
Горячая вулканизация конвейерных лент

Горячая вулканизация — специальный метод стыковки конвейерных лент при использовании специальных вулканизационных составов, под действием высоких давлений и температур, синтетические и натуральные каучуковые смолы «сплавляются» с рабочей поверхностью конвейерной ленты образуя непрерывный рабочий слой. По качеству соединения горячая вулканизация является наилучшим способом стыковки лент и составляет 90% от прочности самой транспортерной ленты.
История появления горячей вулканизации неразрывно связана с изобретение резины Чарльзом Гудьиром, запатентовавшим новый материал в 1844 году. Контролируемое термическое воздействие значительно ускоряет химическую реакцию по преобразованию исходного сырья в готовый продукт. Комбинированное воздействие равномерного нагрева и высокого давления обеспечивает преобразование сырой резины в пластичный материал, обладающий высокой прочностью и необходимыми физико-механическими характеристиками.
Преимущества
Стыки резинотканевых и резинотросовых транспортерных лент – наиболее уязвимые участки гибкого конвейера, эксплуатируемого в условиях плавно изменяющихся нагрузок. Применение метода горячей вулканизации обеспечивает максимально качественное соединение материалов с формированием эластичного однородного шва, устойчивого к высоким динамическим нагрузкам.
Главные преимущества технологии горячей вулканизации:
- Немедленное восстановление работоспособности конвейера;
- Высокая прочность стыка;
- Отсутствие зазоров;
- Равномерная толщина ленты;
- Высокая гибкость и эластичность стыковочного шва;
- Возможность стыковки при отрицательных температурах окружающей среды;
- Возможность стыковки при сильной запыленности помещений;
- Допустимы небольшие погрешности при разделке ленты;
- Применение для лент из различных материалов;
- Восстановление ленты без демонтажа с конвейера;
- Гарантированная долговечность соединительного шва;
- Исключается просыпь транспортируемых материалов;
- Широкий температурный диапазон эксплуатации.
Технология может применяться для ремонта ленточных конвейеров, используемых для транспортировки высокотемпературных грузов. Горячая стыковка транспортерной ленты обеспечивает формирование однородного конвейера, не перегружающего ролики в процессе эксплуатации.
Ограничения
Основными ограничениями, препятствующими широкому использованию технологии горячей вулканизации, являются: большая трудоемкость процесса и высокая стоимость специализированных приспособлений. Необходимость перемещения массивного вулканизационного оборудования усложняет процесс ремонта в условиях работающего предприятия. Трудоемкость ремонтного процесса удачно компенсируется доступной стоимостью расходных материалов и безупречным качеством восстановленной конвейерной ленты.
Область применения
Технология горячей вулканизации, обладающая многочисленными преимуществами, применяется для восстановления конвейеров, эксплуатируемых в обычных и сильно запыленных промышленных помещениях, а также на открытом пространстве. Гарантированно высокое качество результата позволяет использовать технологию для восстановления конвейерных линий, используемых для перевозки сильно нагретых грузов, сыпучих материалов и пищевой продукции.
Оборудование и материалы
Для горячей вулканизации конвейерных лент применяют специальные прессы — вулканизаторы: 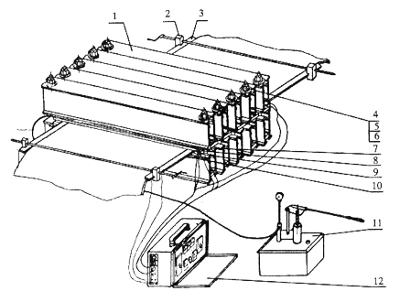
1. наборная рамка
2. закрепляющие устройство
3. выравнивающая пластина
4. 5. 6. — болт с гайкой и прокладками
7. теплоизоляционная пластина
8. верхняя тепловая пластина для горячей вулканизации
9. нижняя тепловая пластина для горячей вулканизации не рабочей поверхности ленты
10. пресовочное устройство
11. прессовочная система
12. устройство контроля нагрева пластин.
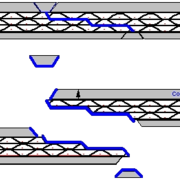
Горячая вулканизация очень надежная система стыковки конвейерных лент, сотрудники нашей компании применяют для горячей вулканизации немецкие технологии и расходные материалы, все работы проводятся с четким контролем качества на каждом из этапов. Перед проведением горячей вулканизации необходимо сделать предварительные работы по подготовке конвейерной ленты для горячей вулканизации. В зависимости от используемой конвейерной ленты методы стыковки могут отличаться дург от друга, так к примеру при подготовке к горячей вулканизации тонкую конвейерную ленту разделывают по схеме :
Горячая вулканизация двухслойной конвейерной ленты
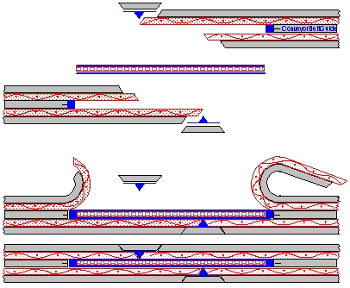
Горячая вулканизация трехслойной транспортерной ленты
Применение немецких технологий, оборудования и клеющих смесей таких производителей как «Tip-Top, Nilos» позволяет выполнять работы в тяжелых условиях эксплуатации конвейерных лент и гарантировать стык ленты.
Тщательное соблюдение технологии в сочетании с применением высококачественных компонентов исключает риск расслоения стыковых соединений, обеспечивая стабильность прочностных и эксплуатационных характеристик конвейеров.
Наши специалисты проведут стыковковку конвейерных лент методом горячей вулканизации как на собственных площадках, так и непосредственно на производстве заказчика, с соблюдением всех параметров горячей вулканизации.
Гарантия — 1 год, на выполненное соединение горячей вулканизацией, на новой конвейерной ленте!
Источник
Вулканизация конвейерных лент
Вулканизация конвейерных лент — один из проверенных временем и наиболее надежных способов их стыковки. Операция может потребоваться не только для ремонта оборудования. К вулканизации прибегают при необходимости изменить длину ленты — увеличить или уменьшить, заменить поврежденный или изношенный фрагмент.
 Произвести стыковку ленты современного конвейера — не самая простая задача. Учитывая огромное количество конструкций, материалов, вариантов сборки, необходимо подобрать способ, позволяющий полностью сохранить свойства ленты. Она не должна утратить основных качеств, позволяющих использовать ее безаварийно и в течение установленных сроков эксплуатации.
Произвести стыковку ленты современного конвейера — не самая простая задача. Учитывая огромное количество конструкций, материалов, вариантов сборки, необходимо подобрать способ, позволяющий полностью сохранить свойства ленты. Она не должна утратить основных качеств, позволяющих использовать ее безаварийно и в течение установленных сроков эксплуатации.
Результатом неправильной стыковки, которую часто стремятся выполнить своими силами или с использованием подручных материалов, становятся повреждения роликов, сходы ленты, более серьезные аварии, которые грозят не только потерями времени и простоями, но и травмами персонала. Один некачественный стык ленты — и конвейер превращается из надежного помощника в источник постоянных проблем. Стыковка, ремонт и вулканизация конвейерных лент требуют глубоко профессионального подхода, подбора материалов и метода соединения.
Виды работ — горячая и холодная вулканизация конвейерной ленты
В современном производстве применяются конвейеры, для которых разработано три основных методики соединения торцевых краев разомкнутого полотна.
 Горячая вулканизация конвейерных лент — основан на физико-химической технологии. Под действием температуры и давления резиновая лента в месте соединения не просто “заплавляется” аналогично сварке — материал частично изменяет свойства, позволяя получить однородный и практически неотличимый от основного полотна стык. При выполнении ремонта (соединения) ленты этим способом проводятся испытания на разрыв, в ходе которых может возникнуть расслоение ранее незатронутого корда ленты из-за износа.
Горячая вулканизация конвейерных лент — основан на физико-химической технологии. Под действием температуры и давления резиновая лента в месте соединения не просто “заплавляется” аналогично сварке — материал частично изменяет свойства, позволяя получить однородный и практически неотличимый от основного полотна стык. При выполнении ремонта (соединения) ленты этим способом проводятся испытания на разрыв, в ходе которых может возникнуть расслоение ранее незатронутого корда ленты из-за износа.
Этот метод обладает рядом преимуществ и недостатков, в целом уравновешивающих друг друга:
- получение ровного и однородного соединения;
- сведение к минимуму механических нагрузок на ролики и основы конвейера;
- минимальный риск повторного разрыва;
- возможность выполнять работы и использовать ленту без температурных ограничений;
- длительность процесса восстановления, необходимость использовать специальное оборудование.
Принцип горячей вулканизации максимально приближает процесс соединения краев к процессу изготовления новой ленты, что заметно повышает качество результата.
Холодная вулканизация конвейерных лент выполняется двухкомпонентными клеящими составами промышленного назначения — можно привести в качестве примера Nilos TL-T70, TipTop SC-2000, позволяющие получить прочное соединение резинотканевой ленты с прочностью на разрыв до 2000 Н/мм при ограничении температуры при эксплуатации. Транспортируемые материалы не должны быть нагреты до температур более 80 градусов.
- высокая прочность соединения;
- возможность проводить ремонт и стыковку в труднодоступных местах;
- отсутствие необходимости привозить и разворачивать оборудование;
- отсутствие ограничений по ширине пресса, как при горячем методе.
Применение метода холодной вулканизации ограничено:
- температурой воздуха при выполнении работ — не ниже 4 градусов выше нуля;
- температурой эксплуатации — не выше 80 градусов;
- условиями выполнения операции — не допускается проводить работы в условиях высокой запыленности и влажности воздуха в помещении.
Вулканизация или механическая стыковка конвейерных лент?
 Метод механической стыковки конвейерной ленты — соединение ленты с помощью скрепок, стяжек и прочих металлических деталей позволяет выполнить ремонт очень быстро, практически без ограничений по доступу и условиям, но создает ряд проблем. Это быстрый износ механических частей, большая вероятность повторного разрыва ленты.
Метод механической стыковки конвейерной ленты — соединение ленты с помощью скрепок, стяжек и прочих металлических деталей позволяет выполнить ремонт очень быстро, практически без ограничений по доступу и условиям, но создает ряд проблем. Это быстрый износ механических частей, большая вероятность повторного разрыва ленты.
Вулканизация конвейерных лент на профессиональном уровне с использованием специального оборудования и материалов — наиболее надежное решение для качественного восстановления и соединения лент на ответственных участках производства.
Источник
Стыковка и ремонт конвейерных лент методом вулканизации
ООО “Практика” производит стыковку и ремонт конвейерных (транспортёрных) лент методом горячей вулканизации на собственном оборудовании.
На сегодняшний день в мире существует несколько способов стыковки (соединения) транспортёрных лент. Озвучим основные:
- Сшивание различными видами шнуров, кож.
- Механический. Это соединение двух полотен ленты при помощи специальных металлических подвижных соединителей.
- Склеивание методом холодной вулканизации.
- Склеивание методом горячей вулканизации.

У каждого метода есть свои положительные и отрицательные моменты. Бывает такое, что не на каждом производстве возможно применение одного из методов соединения ленты. Например, нельзя применять металлические соединители на производствах с повышенной пожароопасностью. В частности, на элеваторах, где много в воздухе пыли.
Если рассматривать эти методы с точки зрения быстроты осуществления соединения, то на первых позициях будут механический метод и метод сшивания. После этого разместится метод холодной вулканизации (склеивания) конвейерной ленты. Самым трудоёмким и продолжительным по времени будет метод соединения конвейерной ленты горячей вулканизацией.
При сравнении этих методов нужно сказать, что самым дорогостоящим методом окажется метод горячей вулканизации транспортёрной ленты. Причиной является необходимость закупки не дешёвого прессово-вулканизирующего оборудования.
Теперь нужно остановиться на вопросе надёжности соединительного стыка , осуществлённого каждым из озвученных методов.
Метод горячей вулканизации стыковки конвейерной ленты позволяет начать эксплуатацию конвейера сразу после стыковки. Прочность стыковочного шва ленты в данном случае достигает 90-95% прочности ленты.
Метод холодной вулканизации стыковки конвейерной ленты зависит от условий эксплуатации, прочность стыка 50-70% от прочности ленты. Начать эксплуатировать транспортерную ленту, в этом случае, можно только по истечении 12-24 часов. Метод не применяется при температуре окружающей среды ниже +5 С.
Метод стыковки конвейерных лент механическими соединителями является самым быстрым способом. Он подходит для производств где не допустим простой конвейеров. Поэтому этот метод применяют как временный, пока специалисты не проведут стыковку транспортерной ленты горячим или холодным методом.
ООО “Практика” предлагает своим клиентам различные типы механических соединителей конвейерных лент. С ними можно познакомиться, пройдя по ссылке.
Ещё раз упомянем параметр надёжности соединительного шва, осуществлённого методом горячей вулканизации. Этот показатель приближается к 100%.
Именно по этой причине мы выбрали горячий способ вулканизации стыковочных швов конвейерных лент.
ООО “Практика” производит стыковку транспортёрных лент в городе Самаре на собственном оборудовании. При стыковке лент применяются только высококачественные материалы европейского производства.
Цены на стыковку ленты в кольцо методом горячей вулканизации
| Ширина ленты | Цена с НДС |
|---|---|
| до 200 мм | 2000 руб. |
| 300 мм | 3000 руб. |
| 400 мм | 4000 руб. |
| 500 мм | 5000 руб. |
| 600 мм | 6000 руб. |
| 650 мм | 6500 руб. |
| 800 мм | 8000 руб. |
| 1000 мм | 10000 руб. |
*Примечание: Заказы на склеивание конвейерной ленты в кольцо методом горячей вулканизации длинною менее 2,5 м не принимаются.
В чём суть способа стыковки транспортёрных лент методом горячей вулканизации?
Технология соединений подобна технологии по которой изготавливают само ленточное полотно на заводе.
С одного края ленты и другого края определяют максимальное “пятно” стыка, которое возможно завулканизировать. На этом участке встречно удаляют слои ленты так, чтобы при склеивании этих краёв не получилось утолщений полотна. По инструкции изготовителя клея обрабатывают клеевым раствором оба края полотна. Выкладывают слои “сырой резины” на месте стыка для компенсации удалённых слоёв в теле конвейерного полотна . Затем весь этот “бутерброд” помещают в вулканизатор. Там происходит процесс сваривания конвейерной ленты.
Её можно использовать непосредственно после процесса склеивания. Это очень удобно. Проклеенную таким методом ленту можно использовать при показателях температуры до + 200°С. Работы можно выполнять и в условиях отрицательных температур окружающей среды. Отсутствие толстых стыков позволяет продлить срок эксплуатации барабанов и роликов самого транспортера.
Для успешного применения данного метода соединения нужно придерживаться определённых условий.
Источник