- Ремонт вертикально-фрезерного станка 6Р13
- Коробка скоростей станка 6Р13Ф3-37
- Еще чертежи и проекты по этой теме:
- Вертикально-фрезерный станок 6Р12,6Р13
- Вы здесь
- Оглавление
- Устройство вертикально-фрезерного станка моделей 6р12,6р13
- Органы управления вертикально-фрезерного станка моделей 6р12,6р13
- Кинематическая схема вертикально-фрезерного станка 6Р12,6Р13
- Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
- Коробка подач вертикально-фрезерного станка моделей 6р12,6р13
- Консоль вертикально-фрезерного станка моделей 6р12,6р13
- Техническая характеристика вертикально-фрезерного станка 6Р12,6Р13
- Коробка подач фрезерных станков серии 6Р схемы, описание, характеристики
- Сведения о производителе консольно-фрезерных станков серии 6Р
- Продукция Горьковского завода фрезерных станков ГЗФС
- Коробка подач фрезерных станков серии 6Р. Назначение, область применения
- Конструкция и принцип работы коробки подач фрезерных станков серии 6р
- История выпуска станков Горьковским заводом, ГЗФС
- Модель 6Р12, 6Р12Б
- Модель 6Р13, 6Р13Б
- Коробка переключения подач
- Консоль
- Механизм включения быстрого хода
- Механизм включения вертикальной и поперечной подач
- Стол и салазки
- Механизм включения продольной подачи
- Механизм автоматического цикла
- Система смазки
- Описание работы системы смазки
Ремонт вертикально-фрезерного станка 6Р13
Ремонт вертикально-фрезерного станка 6Р13 (аналог)
Состав работ.
Перед началом работ должны быть оговорены контрольные точки приемки качества изготовления деталей (на этапе разборке и на этапе сборки уже отремонтированных узлов).
- Полная разборка станка и всех его узлов. Промывка и дефектация деталей.
- Шлифовка и шабровка базовых поверхностей, восстановление геометрической точности станка.
- Ремонт узлов: ревизия каждого узла, замена РТИ, подшипников, изношенных деталей. Сборка узла.
- Замена пускорегулирующей аппаратуры. Ревизия электродвигателей. Замена электрокабелей.
- Восстановление механизма перемещения хобота.
- Модернизация электросхем с учетом современных требований электробезопасности.
- Ремонт системы смазки и системы подачи СОЖ.
- Восстановление освещения зоны резания.
- Восстановление защитных ограждений.
- Поузловая покраска станка.
- Сборка станка.
- Проверка станка по нормам точности согласно ТУ норм точности и паспорту станка.
- Испытание станка в работе на холостом ходу и под нагрузкой.
- Сдача станка в эксплуатацию.
- Исполнитель выполняет ремонтные работы с соблюдением всех соответствующих норм и правил.
- Исполнитель обязан обеспечить на монтажной площадке выполнение необходимых мероприятий по технике безопасности и пожарной безопасности, нести все затраты и расходы, связанные с несчастными случаями, происшедшими с работниками Исполнителя по его вине.
- После окончания ремонтных работ Исполнитель производит пуско-наладку станка на соответствие его параметров и характеристик паспортным данным и назначает дату испытаний по согласованию с Заказчиком.
- Исполнитель проводит испытания станка в присутствии назначенных Заказчиком ответственных представителей и оформляет результат испытаний в виде оформления Акта соответствия станка паспортным параметрам.
- В случае выявления дефектов и замечаний, Исполнитель устраняет недостатки результата работ, выявленные при его приемке, в сроки, согласованные с Заказчиком.
- После устранения недостатков и оформления Акта соответствия станка паспортным параметрам, Исполнитель оформляет приемку выполненных работ путем подписания Акта о приемке выполненных работ.
В настоящее время наше предприятие обеспечивает следующие сервисные услуги:
— разработку технологии обработки
— разработку управляющих программ
— разработку и изготовление приспособлений
— проведение шеф-монтажных и пусконаладочных работ станков
— полный курс обучения работе на станке
— сервисное обслуживание в гарантийный период (12 месяцев)
Источник
Коробка скоростей станка 6Р13Ф3-37

ВПУ№7 города Кременчуга, кафедра машиностроения. 2014 Коробка скоростей станка 6Р13Ф3-37
Файл содержит чертеж коробки скоростей и спецификации к чертежу.
Состав: Корбка скоростей станка 6Р13Ф3-37 
Софт: КОМПАС-3D 15

Автор: Bezlatny
Дата: 2014-10-17
Просмотры: 5 890
287  Добавить в избранное
Добавить в избранное
Еще чертежи и проекты по этой теме:

Софт: КОМПАС-3D 13
Состав: ПЗ, Спецификация, Шпиндель (СБ), Свёртка (СБ), Развёртка (СБ)

Софт: КОМПАС-3D 15.1
Состав: Сборочный чертеж коробки скоростей горизонтального консольно-фрезерного станка, Спецификация, пояснительная записка

Софт: КОМПАС-3D V13 HOME
Состав: Коробка скоростей (КС), Кинематическая схема (КС) с графиком частот вращения, Спецификация.

Софт: КОМПАС-3D 2019
Состав: ПЗ, общий вид, 2 вида коробки скоростей, спецификации

Софт: КОМПАС-3D 16.1
Состав: Общий вид, кинематическая схема, Коробка скоростей, Спецификация
Автор: Bezlatny
Дата: 2014-10-17
Просмотры: 5 890
287 Добавить в избранное
Источник
Вертикально-фрезерный станок 6Р12,6Р13
Вы здесь
Оглавление

Вертикально-фрезерный станок моделей 6р12,6р13 предназначен для выполнение разнообразных фрезерных работ любой сложности на деталях из стали, чугуна и цветных металлов. Он не менее популярен, чем фрезерно гравировальный станок с чпу. С применением делительной головки и поворотного стола, увеличиваются его технологические возможности, позволяющие обрабатывать наклонные плоскости, углы и зубчатые колеса. Применяется в условиях индивидуального и серийного производства.
6Р12Б и 6Р13Б – быстроходные станки, отличающейся особенностью этих станков является повышенный диапазон частоты вращения шпинделя, подач стола и увеличенная мощность электродвигателя главного движения.
Устройство вертикально-фрезерного станка моделей 6р12,6р13
- Станина;
- Поворотная головка;
- Коробка скоростей;
- Коробка подач;
- Консоль;
- Стол и салазки;
- Электрооборудование

Органы управления вертикально-фрезерного станка моделей 6р12,6р13
- Кнопка “Стоп”;
- Кнопка “Пуск шпинделя”;
- Стрелка-указатель оборотов шпинделя;
- Указатель частоты вращения шпинделя;
- Кнопка “Быстрый стол”;
- Кнопка “Импульс шпинделя”;
- Освещение;
- Поворот головки;
- Зажим гильзы шпинделя;
- Механизм автоматического цикла;
- Включение продольных перемещений стола;
- Зажим стола;
- Продольное перемещение стола;
- Кнопка “Ускоренный стол”;
- Кнопка “Пуск шпинделя”;
- Кнопка “Стоп”;
- Ручное и автоматическое управление продольным перемещением стола;
- Ручное продольное перемещение стола;
- Механизм поперечных перемещений стола;
- Нониус;
- Ручное вертикальное перемещение стола;
- Фиксация грибка переключения подач;
- Грибок переключения подач;
- Указатель подач стола;
- Стрелка-указатель подач стола;
- Включение вертикальных подач стола;
- Зажим салазок;
- Включение продольных перемещений стола;
- Включение вертикальных подач стола (дублирующие);
- Ручное продольное перемещения стола (дублирующие);
- Переключения направления вращения шпинделя;
- Включения насоса охлаждения;
- Переключатель ввода;
- Переключение скоростей шпинделя;
- Автоматическое и ручное управления работой круглого стола;
- Зажим консоли;
- Выдвижение гильзы с шпинделя;
- Зажим головки;

Кинематическая схема вертикально-фрезерного станка 6Р12,6Р13

Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.

Коробка подач вертикально-фрезерного станка моделей 6р12,6р13
При помощи коробки подач осуществляется рабочая и ускоренная подача стола, салазок и консоли. Крутящий момент передается на выходной вал 36 через предохранительную и кулачковую муфты 46 и втулку 45.Втулка 45 соединяет при помощи шпоночного соединения кулачковую муфту 46 и выходной вал 36.
Ускоренное вращательное движение передается от электродвигателя, минуя коробку подач и шестерню 37, которая расположенная на хвостовике корпуса фрикциона 51 и имеет постоянную частоту вращения.

Консоль вертикально-фрезерного станка моделей 6р12,6р13
Консоль является основным узлом объединяющим узлы цепи подач станка. Консоль состоит из валов и зубчатых колес, передающие вращательное движение в трех направлениях – винтам продольной, поперечной и вертикальной подач, а также механизм поперечных и вертикальных подач.
Шестерня 71 получает вращательное движение от шестерни 34 и передает его на шестерни 64, 65, 67 и 70.Шестерня 67 передает крутящий момент валу только через кулачковую муфту 69.Далее через несколько зубчатых передач движение передается на винт 77.
Коническая передача 73 и 78 отрегулирована компенсаторами 75 и 76 и фиксирована винтом.
Шестерня 65 сидит на шпоночном соединении на гильзе и шлицы постоянно вращаться от вала 9 продольного хода.

Паспорт на вертикально-фрезерный станок можно скачать здесь
Техническая характеристика вертикально-фрезерного станка 6Р12,6Р13
| Основные параметры | 6Р12 | 6Р13 |
|---|---|---|
| Размеры рабочей поверхности стола,мм | 1250х320 | 1600х400 |
| Наибольшее перемещение стола,мм: | ||
| продольное механическое | 800 | 1000 |
| продольное ручное | 800 | 1000 |
| поперечное механическое | 240 | 320 |
| поперечное ручное | 250 | 300 |
| вертикальное механическое | 410 | 410 |
| вертикальное ручное | 420 | 420 |
| 350 | 420 | |
| Перемещение стола за одно деление лимба,мм | 0,05 | 0,05 |
| Наибольшее осевое перемещение пиноли шпинделя,мм | 70 | 80 |
| Габариты станка: | ||
| длина | 2305 | 2560 |
| ширина | 1950 | 2260 |
| высота | 2020 | 2120 |
| Вес станка,кг | 3120 | 4200 |
Источник
Коробка подач фрезерных станков серии 6Р
схемы, описание, характеристики
Сведения о производителе консольно-фрезерных станков серии 6Р
Производитель фрезерных станков серии 6Р Горьковский завод фрезерных станков, ГЗФС, основанный в 1931 году.
Продукция Горьковского завода фрезерных станков ГЗФС
Коробка подач фрезерных станков серии 6Р. Назначение, область применения
Консольно-фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Конструкция и принцип работы коробки подач фрезерных станков серии 6р
Коробка подач обеспечивает получение рабочих перемещений стола по 3-м координатам.
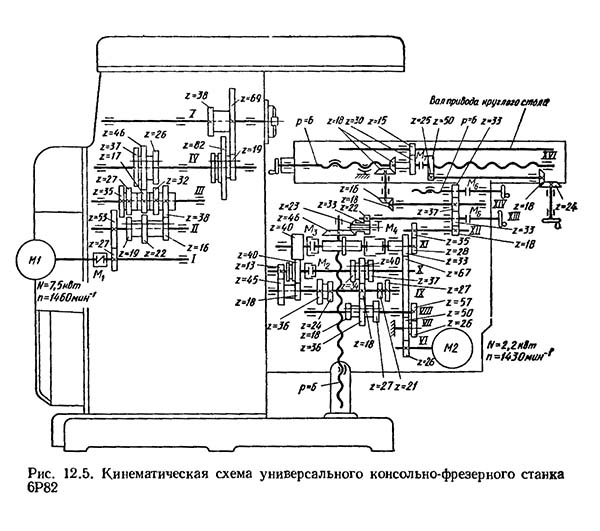
Движение подачи производится от электродвигателя М2 (N = 2,2 кВт; п = 1430 об/мин). Коробка подач станка позволяет осуществлять механическое перемещение стола в трех направлениях:
- продольном (перпендикулярно оси шпинделя)
- поперечном (параллельно оси шпинделя)
- вертикальном
Специальные блокировочные устройства обеспечивают невозможность одновременного включения нескольких движений.
Восемнадцать продольных подач осуществляются по схеме: электродвигатель М2, постоянная передача (26/50)(26/57), тройной передвижной блок (18/36)(27/27)(36/18), второй тройной блок (18/40)(21/37)(24/34), вал X.
С вала X движение может передаваться либо на вал XI, либо непосредственно через колеса (40/40) (муфта М2 включена), либо через перебор (13/45)(18/40)(40/40) (М2 выключена).
Далее движение передается по схеме: вал XI, передача (28/35), вал XII, передачи (18/33)(33/37)(18/16)(18/18), ходовой винт с шагом 6 мм.
Поперечные и вертикальные перемещения стола осуществляются аналогичным путем двумя другими ходовыми винтами.
Уравнения кинематических цепей для максимального и минимального значений продольной подачи:
Smax = 1430·(26/50)(26/57)(36/18)(24/34)(40/40)(28/35)(18/33)(33/37)(18/16)(18/18)·6 = 1250 мм/мин
Smin = 1430·(26/50)(26/57)(18/36)(18/40)(13/45)(18/40)(40/40)(28/35)(18/33)(33/37)(18/16)(18/18)·6 = 25 мм/мин
Быстрое перемещение стола во всех трех направлениях осуществляется от того же электродвигателя без коробки подач, непосредственно через зубчатую передачу (26/50)(50/67)(67/33), фрикционную муфту М4 на валу XI и далее по кинематическим цепям рабочих подач. Кулачковая муфта М3 в этом случае выключена, а фрикционная муфта М4 включена.
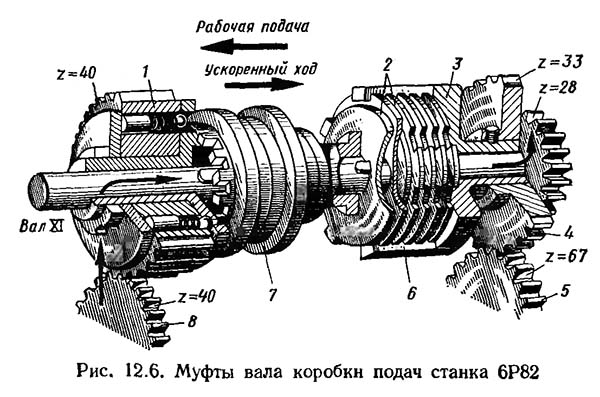
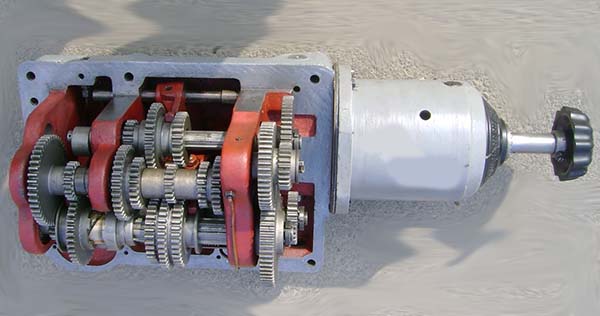
Муфты коробки подач консольно-фрезерного станка
На рис. 12.6 показаны муфты последнего вала XI коробки подач станка. Слева на валу находится шариковая предохранительная муфта 1 с зубчатым венцом (z = 40). Рабочая подача осуществляется при включении кулачковой муфты 7 в крайнее левое положение, когда ее кулачки сцепляются с кулачками предохранительной шариковой муфты. В этом случае движение от зубчатого колеса 8 (z — 40) передается на зубчатый венец предохранительной муфты и далее на кулачковую муфту 7, которая установлена на валу XI на скользящей шпонке.
При передвижении муфты 7 вправо ее кулачки разъединяются с кулачками предохранительной муфты, и рабочая подача прекращается. При дальнейшем перемещении вправо муфта 7 включает фрикционную муфту 6, и вал XI получает быстрое вращение от колеса 5 (z = 67) через зубчатое колесо 4 (z = 33), корпус 3 фрикционной муфты и сжатые фрикционные диски 2.

Включение быстрого хода стола консольно-фрезерного станка
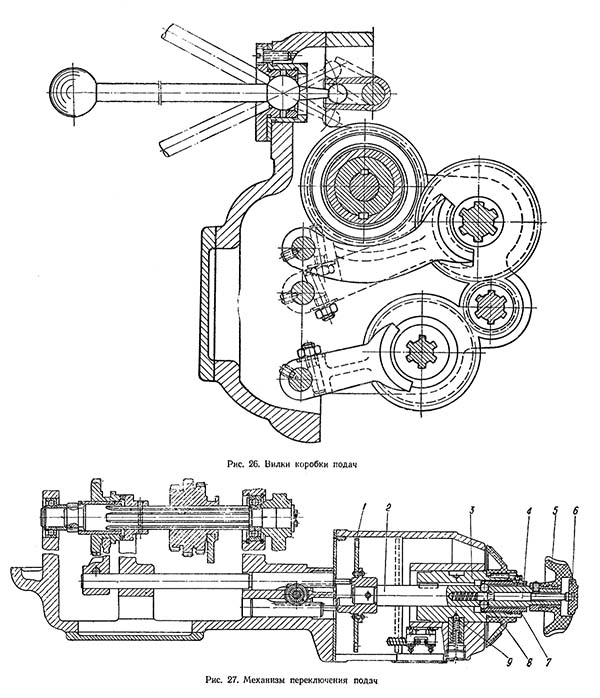
Коробка подач имеет однорукояточное селективное управление (рис. 12.7). Переключение подач осуществляется передвижением зубчатых блоков или отдельных зубчатых колес с помощью вилок, закрепленных на соответствующих рейках. Рейки получают продольное перемещение от двух дисков с отверстиями, закрепленных на одной оси с рукояткой переключения. Рейки, перемещающие блоки, могут занимать три различных положения относительно дисков.
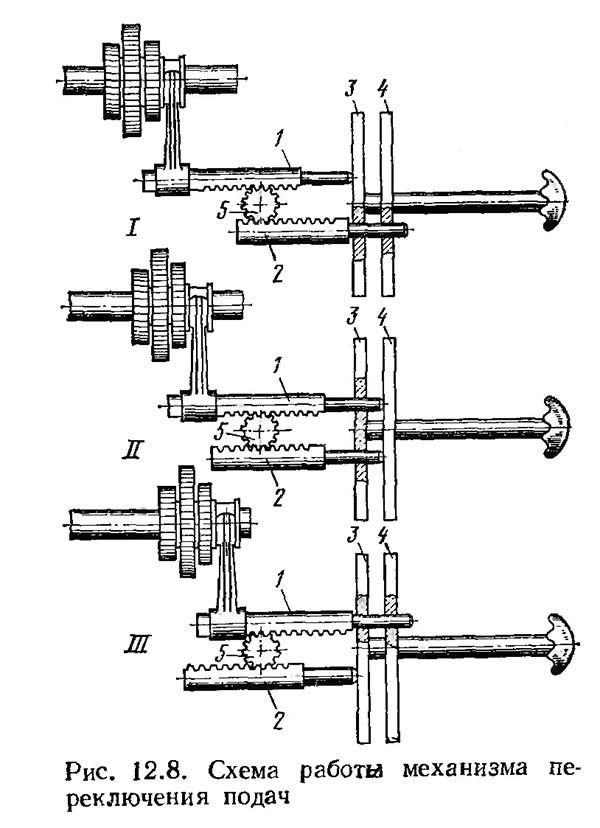
Схема механизма переключения подач
На рис. 12.8 показана схема работы этого механизма на примере переключения тройного блока зубчатых колес. В положении I рейка 1 упирается в диск 3, а рейка 2 проходит через отверстия обоих дисков 3 и 4. В положении II обе рейки входят в отверстия диска 3. Положение III является обратным относительно положения I. Между рейками имеется зубчатое колесо 5, которое обеспечивает согласованное движение реек.
Для установки требуемой подачи рукоятку переключения с дисками сначала выдвигают из коробки подач, затем поворачивают вправо или влево вокруг оси в требуемое положение до совпадения выбираемой подачи на лимбе рукоятки со стрелкой-указателем на корпусе коробки подач. После этого рукоятку вдвигают обратно и, толкая выступающие концы реек дисками, перемещают рейки, а значит, и включаемые зубчатые колеса в положения, обеспечивающие выбранную подачу.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
Кинематическая схема фрезерного станка
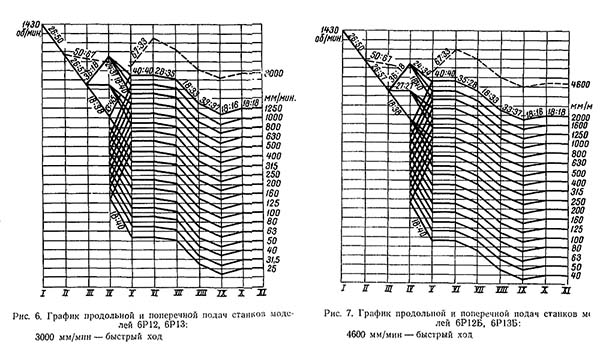
График продольных и поперечных подач консольно-фрезерного станка
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 3.
Коробка подач консольно-фрезерного станка

Коробка подач консольно-фрезерного станка

Коробка подач консольно-фрезерного станка
Коробка подач консольно-фрезерного станка
Коробка подач консольно-фрезерного станка
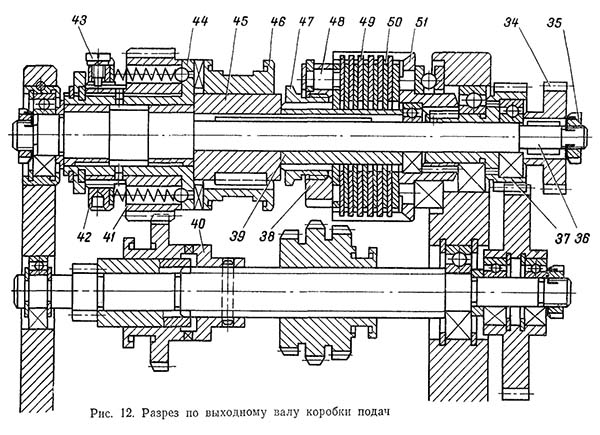
Разрез по выходному валу коробки подач
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 36 (рис. 12) через шариковую предохранительную муфту, кулачковую муфту 46 и втулку 45, соединенную шпонкой с кулачковой муфтой 46 и выходным валом 36.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 44, сжимают пружины и выходят из контакта. При этом зубчатое колесо 41 проскальзывает относительно кулачковой втулки 44 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 37, которое сидит на хвостовике корпуса фрикциона 51 и имеет, таким образом, постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 35. Корпус фрикционной, муфты должен свободно вращаться между зубчатым колесом 34 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 39, которая в свою очередь соединена шпонкой с выходным валом 36.
При нажатии кулачковой муфтой 46 на торец втулки 47 и далее на гайку 38 диска 49 и 50 сжимаются и передают быстрое вращение выходному валу 36 и зубчатому колесу 34.
При регулировании предохранительной муфты снимается крышка 54 (рис 13) и вывертывается пробка 53.
На место пробки вставляется стальной стержень так, чтобы конец его вошел в одно из отверстий на наружной поверхности гайки 42 (см. рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается за зубья зубчатое колесо 41. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 43.
Регулирование считается правильным, если при встречном фрезеровании цилиндрической фрезой удается фрезеровать чугун марки СЧ 15-32 при следующих параметрах режима резания:
Модель 6Р12, 6Р12Б
- Диаметр фрезы: 150, мм
- Число зубьев: 12
- Ширина фрезерования: 100, мм
- Глубина фрезерования: 10, мм
- Число оборотов в минуту: 63
- Продольная подача по лимбу: 315, мм/мин
Модель 6Р13, 6Р13Б
- Диаметр фрезы: 200, мм
- Число зубьев: 14
- Ширина фрезерования: 150, мм
- Глубина фрезерования: 8, мм
- Число оборотов в минуту: 63
- Продольная подача по лимбу: 50, мм/мин
При этих режимах муфта может периодически прощелкивать.
Регулирование зазора между дисками фрикциона производится гайкой 38, которая от самопроизвольного перемещения заперта фиксатором 48.
Коробка переключения подач
Изменение частот вращения шпинделя в коробке скоростей и величин подач в коробке подач производят с помощью переключения подвижных колес и муфт. Самым простым из них является многорукояточное устройство, в котором для перемещения каждого блока колес предусмотрена отдельная рукоятка. Такой способ переключения требует значительных затрат времени, особенно если переключения приходится делать часто.
Время на переключение значительно сокращается при использовании системы избирательного (селективного) переключения, осуществляемого одной рукояткой.
Коробка переключения подач входит в узел коробки подач. Принцип ее работы аналогичен работе коробки переключения скоростей.
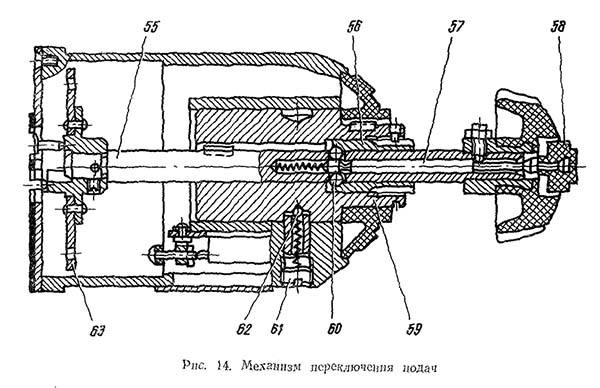
Механизм переключения подач консольно-фрезерного станка
Механизм переключения подач консольно-фрезерного станка
Для предотвращения смещения диска 63 (рис. 14) в осевом направлении валик 55 запирается во включенном положении двумя шариками 60 и втулкой 56. Попадая в кольцевую проточку валика 57, шарики освобождают от фиксации валик 55 при нажиме на кнопку 58.
Фиксация поворота диска переключения 63 осуществляется шариком 62 через фиксаторную втулку 59, связанную шпонкой с валиком 55.
Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 61.
Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме этого, в нижней части платика консоли имеется отверстие (сверление в нагнетательную полость насоса смазки), через которое смазка поступает к маслораспределителю коробки подач.
От маслораспределителя отводятся две трубки: на глазок контроля работы насоса и для смазки подшипников II оси. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
Для достижения плотности стыка коробки подач и консоли разрешается установка коробки подач, кроме прокладки, на бензиноупорную смазку БУ, ГОСТ 7171—63, если прокладка не обеспечивает достаточной герметичности.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач станка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел „консоль» входит также механизм включения поперечных и вертикальных подач.
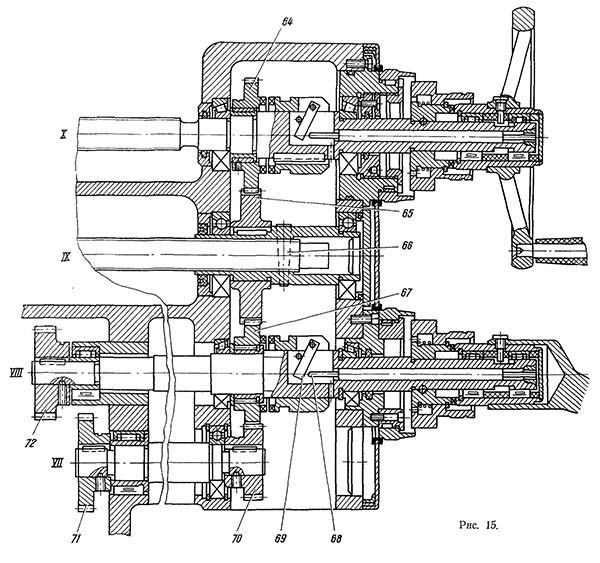
Консоль фрезерного станка
Консоль фрезерного станка
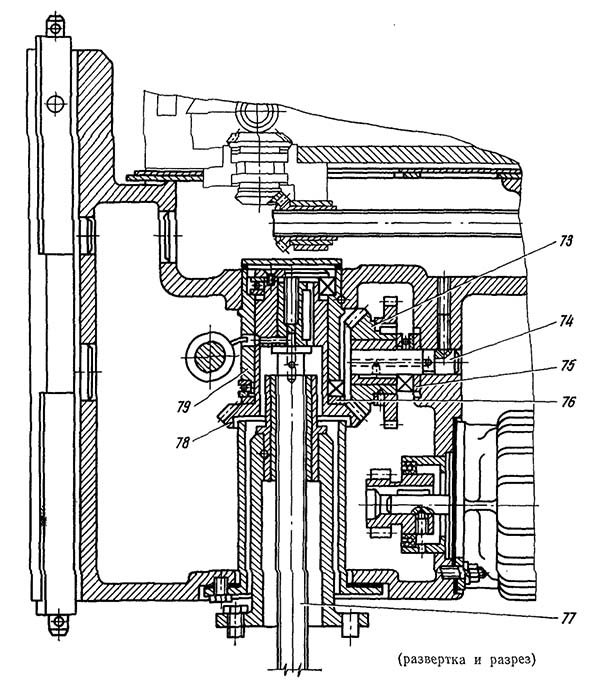
Зубчатое колесо 71 (рис. 15) получает движение от колеса 34 (см. рис 12) и передает его на зубчатые колеса 70, 67, 65 и 64 (см. рис. 15). Зубчатое колесо 67 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 69, связанную с валом. Далее через пару цилиндрически и пару конических колес движение передается на винт 77.
Зацепление конической пары 73 и 78 отрегулировано компенсаторами 75 и 76 и зафиксировано винтом, входящим в засверловку пальца 74.
Втулка 79 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 65, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевой вал IX цепи продольного хода.
Винт поперечной подачи X получает вращение через зубчатое колесо 65 и свободно сидящее на валу колесо 64 при включенной кулачковой муфте поперечного хода.
Для демонтажа валов VII и VIII необходимо снять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 71 и 72.
Демонтаж салазок можно произвести после демонтажа шлицевого вала IX, для чего необходимо снять верхний щиток на направляющих консоли, выбить штифт 66 и вытянуть шлицевой вал.
При демонтаже салазок необходимо также демонтировать кронштейн поперечного хода или винт поперечной подачи.
Для полного демонтажа вертикального винта необходимо предварительно снять узел „стол-салазки».
Механизм включения быстрого хода
Механизм включения быстрого хода выключает кулачковую муфту подачи 46 и сжимает диски 49 и 50 фрикционной муфты (см. рис. 12).
Механизм включения электромагнита
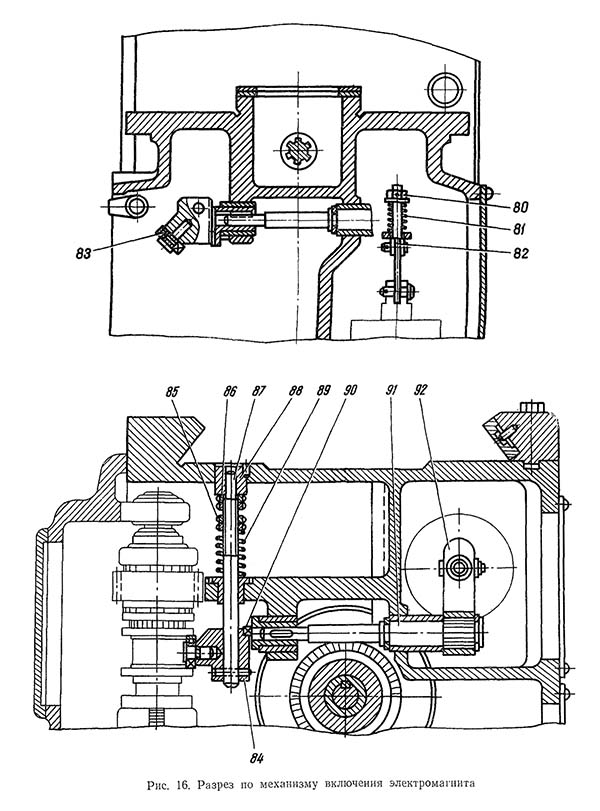
Рычаг 84 (рис. 16) посажен на ось 87 и связан с ней штифтом; ось давлением пружины 89 отжимается в направлении зеркала станины. На оси 87 имеется две пары гаек. Правые гайки 85 предназначены для регулирования усилия пружины. Левые 86, упираясь в торец втулки 88, закрепленной в стенке консоли, служат для ограничения и регулирования хода оси, что необходимо для облегчения ввода подшипника в паз кулачковой муфты во время монтажа коробки подач на консоли, а также для устранения осевых ударных нагрузок на подшипник вала при включении кулачковой муфты.
Рычаг имеет на задней стенке уступ, в который упирается шип фланца втулки 90. При повороте втулки рычаг 84 перемещается и сжимает пружину 89. Ось 91 на втором конце имеет мелкий зуб, обеспечивающий возможность монтажа рычага 92, соединяющего ось 91 с тягой электромагнита, под необходимым углом.
Электромагнит через тягу и шарниры скрепле: с вилкой 82, от которой через гайку 80 и пружину 81 усилие передается на рычаг 92. Таким об разом, независимо от усилия, развиваемого электромагнитом, усилие на рычаге определяется степенью затяжки пружины 81.
Цепь включения быстрого хода от электромагнита до фрикционной муфты должна удовлетворять следующим условиям:
- общий зазор между дисками фрикциона в выключенном состоянии должен быть не менее 2—3 мм;
- во включенном положении фрикциона диски должны быть плотно сжаты и сердечник электромагнита полностью втянут. При этом сжатие пружины 81 допускается до положения, определяемого зазором от низа рычага 92 до торца вилки 82 в 1—1,5 мм;
- пружина 81 должна развивать усилие, немногим меньше усилия электромагнита. Гайка 80 регулируется так, чтобы сердечник электромагнита во включенном положении был полностью втянут. Усилие сжатия дисков определяется величиной натяга пружины 81 и не зависит от величины зазора в дисках.
РЕГУЛИРОВАТЬ ЗАЗОР В ДИСКАХ, ПОЛАГАЯ, ЧТО ЭТО УВЕЛИЧИТ СИЛУ СЖАТИЯ ДИСКОВ, ЗАПРЕЩАЕТСЯ.
Усилия электромагнита при включении, передаваемые через рычаги, могут расшатывать систему, поэтому при осмотрах и ремонте необходимо проверять сохранность шплинтов, крепление гайки 80, посадку шпонок и крепление самого электромагнита на крышке консоли. Износ подшипника 83 увеличивается, если усилие его прижима не ограничивается гайками 85 и 86.
Механизм включения вертикальной и поперечной подач
Механизм включения вертикальной и поперечной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
Механизм включения вертикальной и поперечной подач
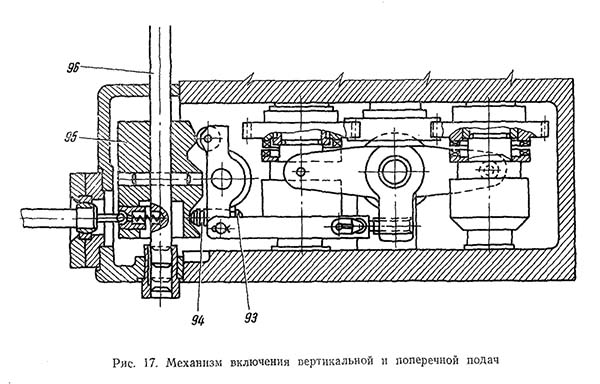
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 95 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты — конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 96 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировка, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 69 и штифт 68 (см. рис. 15).
При включении кулачковой муфты рукояткой подачи коромысло 69 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 93 (см. рис. 17) и подвернуть винт 94. После проверки люфта необходимо тщательно законтрить гайку 93.
Система смазки консоли включает в себя плунжерный насос (рис. 18), золотниковый распределитель (рис. 19), маслораспределитель и отходящие от него трубки, подающие масло к подшипникам, зубчатым колесам, винтам поперечного и вертикального перемещений. Плунжерный насос смазки консоли, коробки подач, механизмов узла «стол-салазки» засасывает масло через сетку фильтра из масляной ванны и подает его по трубке к золотниковому распределителю.
От золотникового распределителя отводятся трубки: для смазки вертикальных направляющих консоли, на штуцер гибкого шланга смазки узла „стол-салазки» и к маслораспределителю консоли. Производительность насоса около 1 л/мин.
При нажиме на кнопки 5 или 6 (см. рис. 2) доступ масла к маслораспределителю перекрывается и оно от насоса поступает соответственно на вертикальные направляющие консоли или для смазки узла „стол-салазки».
Смазка на вертикальный винт поступает через отверстия в зубчатом колесе и в самом винте.
Стол и салазки
Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Разрез стола по ходовому винту
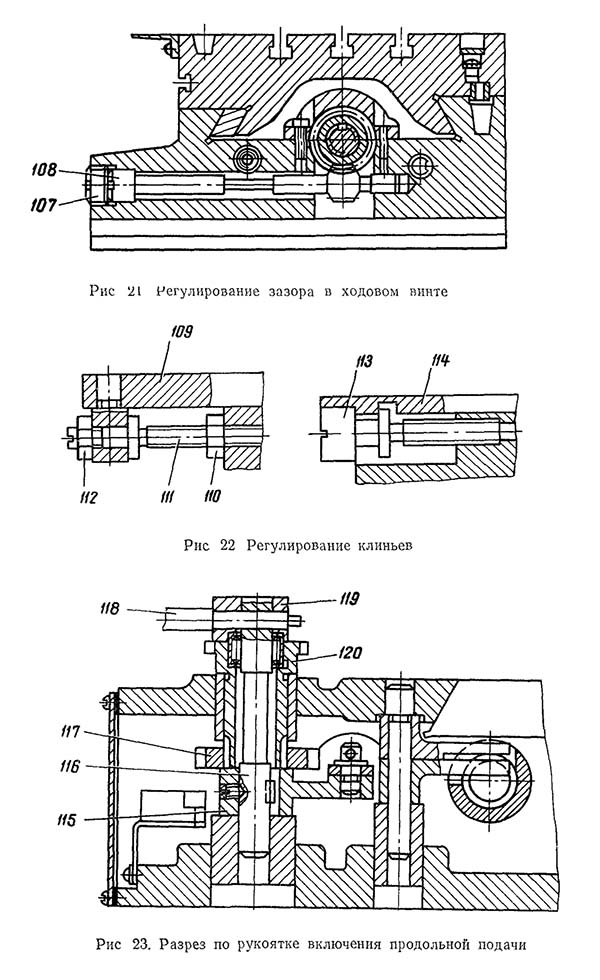
Регулирование зазора в ходовом винте
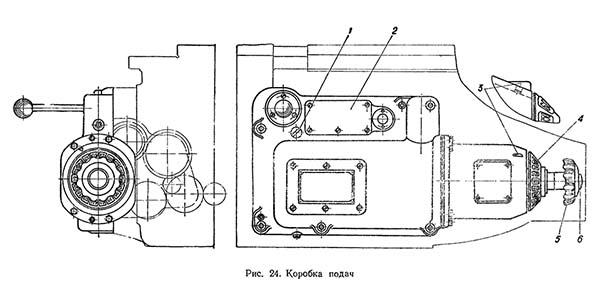
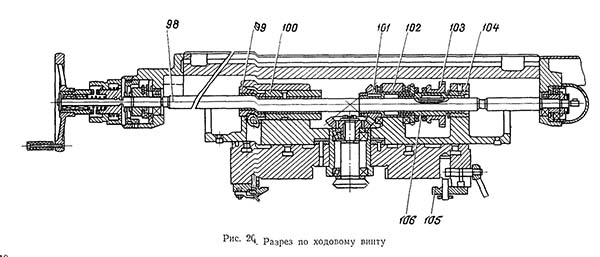
Ходовой винт 98 (рис. 20) получает вращение через скользящую шпонку гильзы 106, смонтированную во втулках 102 и 104. Гильза через шлицы получает вращение от кулачковой муфты 103 при сцеплении ее с кулачками втулки 102, жестко связанной с коническим зубчатым колесом 101. Втулка 102 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 103 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 121 (рис. 24) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 121 может быть только в случае расцепления муфты 103 с втулкой 102 (см. рис. 20).
Таким образом, маховичок 122 (см. рис. 24) блокируется при механических подачах.
Гайки 99 и 100 ходового винта (см. рис. 20) расположены в левой части салазок. Правая гайка 100 зафиксирована двумя штифтами в корпусе салазок, левая гайка 99, упираясь торцем в правую при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 107 (рис. 21) и, вращая валик 108 произвести подтягивание гайки 99 (см. рис. 20) Выбор люфта необходимо производить до тех пор пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно, затянув контргайку 107 (см. рис. 21), зафиксировать валик 108 в установленном положении.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кГ.
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование клина 109 стола (рис. 22) производится при ослабленных гайках 110 и 112 подтягиванием винта 111 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Зазор в направляющих салазок регулируется клином 114 при помощи винта 113. Степень регулирования проверяется перемещением салазок вручную.
Зажим салазок на направляющих консоли обеспечивается планкой 105 (см. рис. 20).
Механизм включения продольной подачи
Механизм включения продольной подачи осуществляет включение кулачковой муфты продольного хода, а также включение, выключение и реверсирование электродвигателя подач.
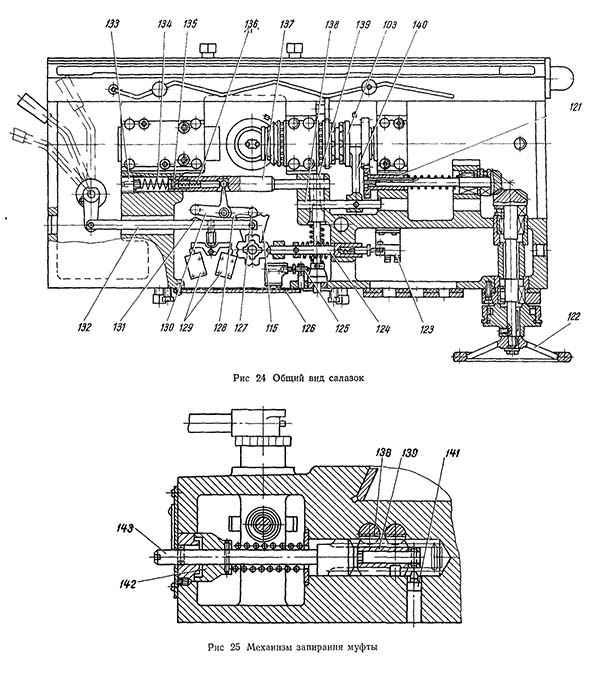
Рукоятка 118 (рис. 23) жестко соединена с осью 116 и поворачивает рычаг 115, по криволинейной поверхности которого в процессе переключения катится ролик 127 (рис. 24). При нейтральном положении рычага ролик находится в средней впадине, при включенном — в одной из боковых впадин.
Движение ролика через рычаг 128 передается штоку 137 и через зубчатое колесо 139 — рейке 138 и вилке 140, ведущей кулачковую муфту.
Пружина 134, регулируемая пробкой 133, постоянно нажимает на шток 137. Пружина 136 обеспечивает возможность включения рукоятки при попадании зуба на зуб кулачковой муфты. Регулирование пружины 136 производится винтом 135 при помощи ключа, который вставляется через отверстие пробки 133. Чрезмерное сжатие пружины 134 ослабляет действие пружины 136. На одной оси с рычагом 128 сидит рычаг 130, который служит для выключения кулачковой муфты кулачком 131, прикрепленным к тяге 132. Тяга соединяет основную рукоятку продольного хода с дублирующей.
Включение и реверсирование электродвигателя подач производится конечными выключателями 129.
Отключение двигателя происходит после выключения кулачковой муфты.
Салазки консольно-фрезерного станка
На ступице 119 (см. рис. 23) рукоятки продольного хода имеются выступы, на которые воздействуют кулачки ограничения продольного хода или (при автоматических циклах) управления продольным ходом.
При снятой крышке 126 (см. рис. 24) можно проверить работу контактов конечных выключателей и при необходимости очистить их от пригара.
Механизм автоматического цикла
Механизм автоматического цикла обеспечивает возможность управления столом от кулачков. На оси рукоятки продольного хода смонтированы жестко связанные между собой звездочки 120 и 117 включения быстрого хода при работе станка на автоматическом цикле (см. рис. 23). Звездочка 120 получает вращение от возвратного пружинного кулачка, установленного на лицевой стороне стола в Т-образном пазу. Нижняя звездочка 117 имеет различную глубину впадин, что при повороте ее на 45° дает различный ход штоку 124 (см. рис. 24), который воздействует на конечный выключатель 123 и включает электромагнит быстрого хода. Конечный выключатель имеет две пары контактов, обеспечивающих переключение с быстрого хода на подачу и наоборот.
При быстром ходе шток 124 входит в глубокие впадины, включает быстрый ход и одновременно фиксирует обе звездочки от произвольного поворота.
При повороте кулачком верхней и, соответственно, нижней звездочек шток выходит на участок постоянной кривизны нижней звездочки и замыкает вторую пару контактов. Попадая во впадины этих криволинейных участков, шток фиксирует звездочки в новом положении, когда оба контакта разомкнуты (включается рабочая подача).
Механизм запирания муфты (рис. 25) позволяет подготовить станок для работы в автоматическом цикле.
При нажатии на валик-шестерню 143 рейка 138 расцепляется с зубчатым колесом 139 и зацепляется с валиком-шестерней 143. Поворотом валика 143 кулачковая муфта 103 (см. рис. 20) перемещается, входит в зацепление с кулачковым зубчатым колесом и с этого момента уже не может быть выключена рукояткой продольного хода.
Запирание муфты можно произвести только при среднем (нейтральном) положении рукоятки. Это обеспечивается Т-образным пазом в зубчатом колесе 139 (см. рис. 25) и штифтом 141, установленным в корпусе салазок.
При нажатии на валик-шестерню 143 конусом 142 и пальцем 125 (см. рис. 24) размыкаются контакты конечного выключателя, блокирующего цепь включения поперечной и вертикальной подач. Этим исключается возможность включения при запертой кулачковой муфте продольного хода одновременно двух движений — стола и салазок или стола и консоли.
Система смазки стола и салазок питается от насоса, расположенного в консоли, при нажиме на кнопку золотникового распределителя. При этом масло подается и смазывает следующие точки:
- направляющие стола (4 точки);
- коническое колесо 101 (см. рис. 20);
- гайки винта продольного хода;
- подшипник конического колеса центрального кронштейна;
- подшипник конического колеса;
- подшипник зубчатого колеса привода круглого стола;
- кулачковую муфту и вилку включения;
- гайку винта поперечного хода;
- направляющие салазок (2 точки).
Система смазки
Схема расположения точек смазки показана на рис. 26. В таблице 5 указан перечень элементов системы и точек смазки.
Описание работы системы смазки
Внимательное отношение к смазке, нормальная работа систем смазки являются гарантией безотказной работы станка и его долговечности.
На станке имеются две изолированные централизованные системы смазки:
- зубчатых колес, подшипников коробки скоростей и элементов коробки переключения скоростей;
- зубчатых колес, подшипников коробки подач, консоли, салазок, направляющих консоли, салазок и стола.
Масляный резервуар и насос смазки коробки скоростей находятся в станине. Масло в резервуар заливается через крышку 5 до середины маслоуказателя 9. При необходимости уровень масла должен пополняться. Слив масла производится через патрубок 6.
Контроль за работой системы смазки коробки скоростей осуществляется маслоуказателем 7.
Масляный резервуар и насос смазки узлов, обеспечивающих движение подачи, расположены в консоли. Масло в резервуар заливается через угольник 2 до середины маслоуказателя 1. Превышать этот уровень не рекомендуется: заливка выше середины маслоуказателя может привести к подтекам масла из консоли и коробки подач. Кроме того, при переполненном резервуаре масло через рейки затекает в корпус коробки переключения, что может привести к порче конечного выключателя кратковременного включения двигателя подач. При снижении уровня масла до нижней точки маслоуказателя необходимо пополнять резервуар. Слив масла из консоли производится через пробку 3 в нижней части консоли с левой стороны. Контроль за работой системы смазки коробки подач и консоли осуществляется маслоуказателем 10.
Работа системы смазки считается удовлетворительной, если масло каплями вытекает из подводящей трубки; наличие струйки или заполнение ниши указателя маслом свидетельствует о хорошей работе масляной системы.
Направляющие стола, салазок, консоли и механизмы привода продольного хода, расположенные в салазках, смазываются периодически от насоса, расположенного в консоли. Масло для смазки этих узлов поступает из резервуара консоли. Смазка направляющих консоли осуществляется от кнопки 11, а смазка направляющих салазок, стола и механизмов привода продольного хода — от кнопки 12.
Достаточность смазки оценивается по наличию масла на направляющих.
Смазка должна производиться с учетом степени загрузки станка, как правило, перед работой (ориентировочно два раза в смену при длительности 15—20 сек.
Смазка подшипников концевых опор (точки 4) винта продольной подачи производится шприцеванием.
Источник