Ремонт поглощающих аппаратов
Шестигранный поглощающий аппарат (Ш-І-Т)
Неисправным поглощающим аппаратом считается такой, у которого просела или лопнула пружина, имеются трещины корпуса, излом фрикционного клина, толщина стенки горловины корпуса менее 18 мм при капитальном ремонте подвижного состава и менее 14 мм при остальных видах периодического ремонта подвижного состава. Неисправный аппарат, поступивший в ремонт, разбирается, корпус и детали осматриваются и обмеряются.
Во избежание несчастных случаев с людьми не допускается свинчивания гайки со стяжного болта аппарата с заклинившимися деталями.
Такой аппарат необходимо до разборки восстановить до полной его длины, что достигается путём осту-кивания корпуса. При остукивании аппарат должен находиться в тяговом хомуте с передней упорной плитой или под плитами пресса для сборки аппарата.
Ремонт аппарата производится путём замены изношенных или сломанных деталей новыми или мало изношенными.
Для сборки допускается корпус аппарата, имеющий толщину стенок вверху горловины не менее 14 мм, и фрикционные клинья с толщиной стенок по краям не менее 17 мм. Износ нажимного конуса проверяется шаблоном, как показано на фиг. 180. Двумя стойками шаблон прижимается к скошенным плоскостям конуса. При этом зазор между концом движка третьей стойки и конусом должен быть не более 3 мм. При величине зазора более 3 мм конус не разрешается ставить в аппарат. Нажимная шайба бракуется, если она имеет износ более 5 мм от литейной поверхности. Наружная пружина высотой не менее 390 мм и внутренняя — не менее 382 мм считаются годными для сборки аппарата.
Излом оттянутого конца пружины не более чем на Пз окружности не служит причиной браковки пружины.
Стяжной болт поглощающего аппарата с износом по диаметру более 5 мм заменяется новым или исправляется напдавкой. Излишняя нарезка болта свыше 35 мм, считая от конца болта, должна
Фиг. 180. Проверка шаблоном нажимного конуса поглощающего аппарата Ш-1-Т
быть забита или заплавлена, чтобы предотвратить самонавинчи-вание гайки и уменьшение этим хода аппарата в работе.
После сборки аппарата до постановки гайки стяжного болта выход нажимного конуса за верхний обрез корпуса должен составлять не менее 80 мм, а расстояние между конусом и нажимной шайбой должно быть не менее 4 мм (фиг. 181). Гайка стяжного болта ставится после проверки этих размеров.
Расстояние между конусом и шайбой определяется путём постановки конуса сначала непосредственно на шайбу (без клиньев), а затем — на клинья. В обоих случаях измеряется выход конуса за верхний обрез корпуса. По|разности между этими замеренными величинами судят о расстоянии между конусом и шайбой в собранном аппарате.

Фиг. 181 Зазор между конусом и шайбой в собранном поглощающем аппарате Щ-1-Т

Фиг. 182. Проходной шаблон для проверки собранного поглощающего аппарата
Собранный аппарат проверяется проходным шаблоном, изображённым на фиг. 182. Аппарат должен проходить в рамку шаблона.
После проверки аппарата и постановки гайки стяжного болта конец последнего расклёпывается для предупреждения самосвин-чивания гайки.
При сборке под гайку стяжного болта ставится металлическая подкладка толщиной 10 мм, что уменьшает длину аппарата и облегчает постановку его на вагон.
Пассажирский поглощающий аппарат ЦНИИ-Н6
Неисправный аппарат ЦНИИ-Н6 разбирается, детали его осматриваются и обмеряются. Изношенные места стяжного болта, стержней аппарата наплавляются и обрабатываются до альбомных размеров.
При обработке стержней после наплавки изношенных мест радиус перехода к средней утолщённой части должен быть сделан не более 3 мм. Допускается делать выточки соответственно чертежу (фиг. 183).
Другие изношенные или поломанные детали заменяются новыми или мадо изношенными.
Допускаются к сборке^ шестигранная горловина с толщиной стенок вверху не менее \$мм и фрикционные клинья с толщиной стенок по краям не менее 17 мм. Износ нажимного конуса проверяется тем же шаблоном, который применяется для проверки конуса аппарата Ш-І-Т (см. фиг. 180). При этой проверке конус аппарата ЦНИИ-Н6 ставится на круглую плиту диаметром 165 мм_и

Фиг. 183. Стержень пассажир- Фиг. 181. Струбцинка для сжатия ского поглощающего аппарата поглощающего аппарата
толщиной 35 мм с учётом разности высот конусов аппаратов Ш-І-Т и ЦНИИ-Н6. Зазор между движком шаблона и скошенной поверхностью конуса также должен быть не более 3 мм.
Нажимная шайба с износом не более 5 мм от литейной поверхности допускается к постановке в аппарат.
Большие пружины высотой менее 210 мм, внутренняя пружина фрикционной части и верхние угловые пружины высотой менее 188 мм, нижние угловые пружины высотой менее 86 мм, малая пружина, надеваемая на стяжной болт, высотой менее 90 мм являются непригодными для сборки аппарата.
Излом оттянутого конца пружины допускается не более чем иа */з окружности.
При сборке аппарата нужно подбирать комплекты угловых пружин так, чтобы разность высот свободных пружин не превышала 2 мм. При большей разности может быть перекос горловины относительно основания.
, Отремонтированный и собранный аппарат проверяется проходным шаблоном, показанным на фиг. 182.
У аппарата ЦНИИ-Нб запрещается ставить под гайку стяжного болта подкладку для сокращения длины аппарата.
Для облегчения постановки аппарата в раму вагона пользуются струбцинкой, изображённой на фиг. 184, при помощи которой аппарат сжимается непосредственно в тяговом хомуте.
Источник
Ремонт поглощающих аппаратов и деталей упряжного и опорного устройства — Ремонт корпуса поглощающего аппарата
Для этого поврежденную резьбу срезают на токарном станке, наплавляют эту зону и нарезают новую резьбу. Допускается приваривать новую часть болта электроконтактной или газопрессовой сваркой при условии, что стык располагается не ближе 30 мм от головки или резьбы болта.
Изношенную поверхность болта вблизи головки наплавляют, если износ не превышает 5 мм по диаметру.
Высота собранного поглощающего аппарата должна быть не менее 568 мм.
Тяговые хомуты, поступившие в ремонт, очищают от грязи и краски, осматривают и проверяют шаблонами.

Разрешается заваривать трещины 3 в соединительных планках, трещины 1 в ушках для болтов. Трещины 5, образовавшиеся на тяговых полосах хомута, восстановлению не подлежат, так как сварные швы плохо работают на восприятие растягивающих усилий.
По этой же причине не заваривают трещины 2 и 7, если они выходят на тяговую полосу. Наплавляют изношенные поверхности 4 и 6 на задней опорной поверхности хомута, на потолке проема головной части и стенках отверстия для валика.
Тяговые полосы разрешается наплавлять при условии, что их толщина в зоне износа 8 составляет для автосцепки СА-3 не менее 20 мм, ширина не менее 95 мм и для автосцепки СА-ЗМ соответственно не менее 22 мм и 115 мм. Износ 9 перемычки отверстия для клина восстанавливают наплавкой при условии, что толщина изношенной перемычки в этом месте составляет не менее
45 мм.
Предельные износы устраняют ручной или полуавтоматической сваркой под слоем флюса или в защитной газовой среде пластинчатым электродом с применением порошковой проволоки. Поверхности хомута наплавляют с помощью сварочного манипулятора, который позволяет устанавливать хомут в удобное положение для наплавки.
После наплавки поверхности подвергают механической обработке, а затем шаблонами проверяют основные размеры тягового хомута.
Изношенные в средней части цилиндрические поверхности и прилежащие боковые поверхности упорных плит разрешается наплавлять при толщине плиты в ее средней части не менее 55 мм (при капитальном ремонте).
Перед наплавкой для улучшения сцепления основного металла с наплавляемым, а также с целью уменьшения терметических напряжений упорные плиты необходимо нагревать до температуры 250—300 °С. Заварка трещин в любой части плиты не допускается. После наплавки упорные плиты подвергаются механической обработке (толщина в средней части должна составить 58—59 мм).
В поддерживающей планке изношенные поверхности наплавляют при глубине износа до 5 мм.
Передние упоры, объединенные с ударной розеткой, повреждаются по поверхностям 11 и 12 от взаимодействия с корпусом автосцепки и головками маятниковых подвесок и по поверхностям 13 от взаимодействия с упорной плитой. Их разрешается восстанавливать наплавкой с последующей механической обработкой, а при износе поверхностей 11 больше 5 мм допускается приваривать планки.
Также разрешается заваривать трещины 10 с предварительной их разделкой, но при условии, что на розетке аналогичных дефектов должно быть не более трех.
Восстановление изношенных поверхностей 14, 15, 16 и 17 центрирующей балочки производят наплавкой, если глубина выработок составляет не более 10 мм. Разрешается для ускорения процесса восстанавливать износ опорной поверхности 16 приваркой плотно пригнанной планки. Наплавленные поверхности подвергаются механической обработке. Для этой цели целесообразно применять вертикально-фрезерные станки.
Источник
РЕМОНТ ПОГЛОЩАЮЩИХ АППАРАТОВ И ДЕТАЛЕЙ УПРЯЖНОГО УСТРОЙСТВА
При плановом ремонте поглощающие аппараты разбирают для осмотра и определения технического состояния деталей. Для поглощающих аппаратов применяют специальные прессы типа ПР-1-САЗ и др.
При разборке предварительно срубают наклеп конца резьбовой части стяжного болта. Аппарат устанавливают на пресс для сжатия и разгрузки гайки стяжного болта, после чего гайку отворачивают и снимают нагрузку с поглощающего аппарата. Разработана поточная линия по ремонту поглощающих аппаратов грузовых вагонов, на которой на специально оборудованной позиции наклеп снимают фрезой. Аппарат в горизонтальном положении сжимается гидравлическим прессом, гайку стяжного болта завинчивают на несколько оборотов, и фрезой, закрепленной на шпинделе, срезают фаску. После разборки все детали осматривают и определяют дефекты. Если толщина стенки горловины корпуса менее 18 (при капитальном ремонте) и 16 мм (при деповском ремонте) или, если имеются трещины, уширения в зоне расположения фрикционных клиньев, то корпус бракуют.
При ремонте корпуса поглощающего аппарата ЦНИИ-Н6 разрешается наплавлять у горловины и основания опорные поверхности для пружин, нажимных стержней и стенок отверстий для них.
При ремонте корпуса поглощающего аппарата Ш-1-ТМ разрешается заваривать трещины у технологических отверстий, если их суммарная длина до 120 мм, с вваркой усиливающей вставки. Перед заваркой корпус подогревают до температуры 250—300°С.
Резинометаллический поглощающий аппарат Р-2П требует защиты от прямого попадания солнечных лучей и от контакта с горюче-смазочными материалами, разъедающими резиновые элементы, которые при ремонте должны заменяться.
Фрикционные клинья с износом более допустимых значений не восстанавливают (толщина стенки должна быть более 17 мм для аппаратов Ш-1-ТМ и более 32 мм для аппаратов Ш-2-Т).
Вследствие большой трудоемкости и сложности технологических процессов изношенные фрикционные клинья, нажимные конусы и нажимные шайбы практически не восстанавливают, а заменяют исправными. Просевшие пружины ремонтируют аналогично пружинам рессорного подвешивания.
У стяжных болтов разрешается наплавлять резьбовую часть на длине 35 мм. Для этого поврежденную резьбу срезают на токарном станке, наплавляют эту зону и нарезают новую резьбу. Допускается приваривать новую часть болта электроконтактнойили газопрессовой сваркой при условии, что стык располагается не ближе 30 мм от головки или резьбы болта. Изношенную поверхность болта вблизи головки наплавляют, если износ не превышает 5 мм по диаметру. Высота собранного поглощающего аппарата должна быть не менее 568 мм. Тяговые хомуты, поступившие в ремонт, очищают от грязи и краски, осматривают и проверяют шаблонами.
Разрешается заваривать трещины 3 (рис. 10, а) в соединительных планках, трещины 1 в ушках для болтов. Трещины 5, образовавшиеся на тяговых полосах хомута, восстановлению не подлежат, так как сварные швы плохо работают на восприятие растягивающих усилий. По этой же причине не заваривают трещины 2 и 7, если они выходят на тяговую полосу. Наплавляют изношенные поверхности 4 и 6 на задней опорной поверхности хомута, на потолке проема головной части и стенках отверстия для валика.
Тяговые полосы разрешается наплавлять при условии, что их толщина в зоне износа составляет для автосцепки СА-3 не менее 20 мм, ширина не менее 95 мм и для автосцепки СА-ЗМ соответственно не менее 22 мм и 115 мм. Износ 9 перемычки отверстия для клина восстанавливают наплавкой при условии, что толщина изношеннойперемычки в этом месте составляет ке менее 45 мм.
Предельные износы устраняют ручной или полуавтоматической сваркой под слоем флюса или в защитной газовой среде пластинчатым электродом с применением порошковой проволоки. Поверхности хомута наплавляют с помощью сварочного манипулятора, который позволяет устанавливать хомут в удобное положение для наплавки.
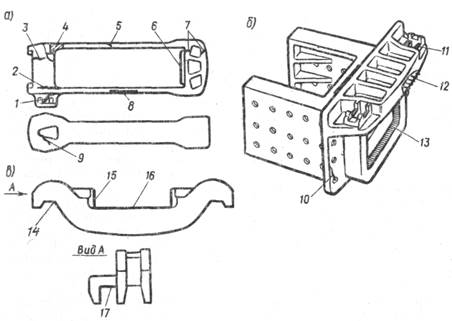
Рис.10 Зоны износов и повреждений на тяговом хомуте (а), ударной розетке (б)
и центрирующей балочке (в)
После наплавки поверхности подвергают механической обработке, а затем шаблонами проверяют основные размеры тягового хомута.
Изношенные в средней части цилиндрические поверхности и прилежащие боковые поверхности упорных плит разрешается наплавлять при толщине плиты в ее средней части не менее 55 мм (при капитальном ремонте). Перед наплавкой для улучшения сцепления основного металла с наплавляемым, а также с целью уменьшения терметических напряжений упорные плиты необходимо нагревать до температуры 250—300 °С. Заварка трещин в любой части плиты не допускается. После наплавки упорные плиты подвергаются механической обработке (толщина в средней части должна составить 58—59 мм). В поддерживающей планке изношенные поверхности наплавляют при глубине износа до 5 мм.
Передние упоры, объединенные с ударной розеткой, повреждаются по поверхностям 11 и 12 (рис. 10, б) от взаимодействия с корпусом автосцепки и головками маятниковых подвесок и по поверхностям 13 от взаимодействия с упорной плитой. Их разрешается восстанавливать наплавкой с последующей механической обработкой, а при износе поверхностей 11 больше 5 мм допускается приваривать планки. Также разрешается заваривать трещины 10 с предварительной их разделкой, но при условии, что на розетке аналогичных дефектов должно быть не более трех. Восстановление изношенных поверхностей 14, 15, 16 и 17 центрирующей балочки (рис. 10, в) производят наплавкой, если глубина выработок составляет не более 10 мм. Разрешается для ускорения процесса восстанавливать износ опорной поверхности 16 приваркой плотно пригнанной планки. Наплавленные поверхности подвергаются механической обработке. Для этой цели целесообразно применять вертикально-фрезерные станки. Маятниковые подвески с трещинами ремонту не подлежат. Разрешается наплавлять изношенные места опорной головки, если ее высота в этом месте не менее 18 мм, а наплавленный металл не будет доходить до стержня подвески на 3—5 мм во избежание подреза при наложении валика наплавляемого металла. При наплавке опорных поверхностей маятниковых подвесок, изготовленных из стали 38ХС, необходимо предварительно подогревать подвески до температуры 250—300 °С. Наплавленные поверхности должны подвергаться механической обработке.
После ремонта и проверки шаблонами на все принятые детали автосцепного устройства ставят клеймо, которое присвоено данному ремонтному предприятию, и дату выполнения ремонта. Клейма на различных деталях ставят в определенных местах. Так, например, на принятом корпусе автосцепки клеймо должно быть расположено на расстоянии 80 мм от верха головы корпуса (все старые клейма должны быть удалены). После приемки отремонтированные детали автосцепного устройства окрашивают.
Источник