- Ремонт корпусов электрических машин
- РЕМОНТ КОРПУСА СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ.
- Ремонт корпусов и подшипниковых щитов.
- Ремонт электрических машин
- Содержание материала
- Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
- Ремонт коллекторов.
- Ремонт контактных колец.
- Ремонт сердечников.
- Условия для безыскровой коммутации.
Ремонт корпусов электрических машин
Ремонт корпусов и подшипниковых щитов сердечников (магнитопроводов)
Наиболее часто корпуса электрических машин имеют следующие повреждения: отлом лапы у чугунной станины, износ или срыв резьбовых отверстий, износ посадочных мест под щиты, появление трещин. Для подшипниковых щитов характерен износ посадочных поверхностей и трещины.
Ремонт посадочных поверхностей в чугунных корпусах и подшипниковых щитах.
Задиры и вмятины исправляют зашлифовкой, если общая площадь повреждений не превышает 4 % от посадочной поверхности под подшипник и 15% от посадочной поверхности замков. Зашлифовку производят бархатным напильником или шлифовальной шкуркой, слегка смоченной в машинном масле. При сильных повреждениях ремонт производят наплавкой металла, запрессовкой втулки, нанесением герметика и другими методами.
Перед наплавкой детали нагревают в печи до 300. 400 °С. Наплавку производят чугунным электродом марки Б и газовой горелкой, используя в качестве флюса буру или одну из трех смесей, процентное содержание которых указано ниже.
Углекислый натрии, %. 22 27 50
Углекислый калии, %. 22 — —
Азотнокислый натрии, %. — 50 —
Двууглекислый натрий, %. — — 50
После наплавки детали подвергают отжигу в печи при температуре 300. 400°С в течение 4. 6 ч и медленному охлаждению в выключенной печи в течение 12. 16 ч.
Большое значение имеют правильная установка и крепление деталей на стан ке при механической обработке наплавленных мест. При обработке замков корпуса его устанавливают на внутреннюю поверхность или на один из замков, который не подвергался наплавке, а при обработке щитов — либо на одну посадочную поверхность, не имеющую наплавки, либо на технологические приливы (при обработке двух наплавленных поверхностей).
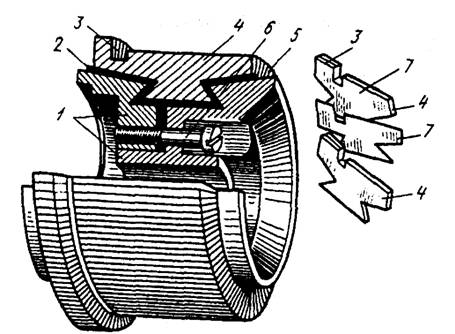
В щите посадочную поверхность под подшипник восстанавливают запрессовывай нем втулки. Предварительно протачивают гнездо под подшипник и используют втулку толщиной 6. 10 мм . При этом толщина стенки на щите должна быть не менее 10 мм . Проточку щита и изготовление втулки производят по размерам и допускам, обеспечивающим посадку с натягом. Прессование производят с подогревом. Втулку 1 (рис. 9.3) закрепляют в щите двумя диаметрально расположенными стопорами 2. Глубина сверления под стопор должна быть не менее двух диаметров стопора.
При износе посадочных поверхностей не более 0,2 мм в щитах и на валах его устраняют нанесением герметика 6Ф, который выпускается в виде листов желтого цвета толщиной до 5 мм . Этот материал стоек к воздействию воды, щелочей и масел, но растворяется в ацетоне, толуоле, бензоле и этилбутилацетате. Он обладает хорошей адгезией к стали, чугуну, алюминиевым и медным сплавам. Для приготовления раствора герметик нарезают мелкими кусочками и помещают в посуду с растворителем на 24 ч. Посуду плотно закрывают и периодически взбалтывают. Вязкость приготовленного раствора должна быть в пределах 33. 34 с по вискозиметру ВЗ-4. Срок хранения раствора в плотно закрытой посуде и в затененном месте составляет 2. 3 года.
Для нанесения герметика необходимо зачистить поверхность и обезжирить ее ацетоном. Герметик наносят кисточкой и сушат на воздухе не менее 20 мин. При необходимости увеличить слой герметика его наносят несколько раз после высыхания каждого предыдущего слоя. Окончательную сушку производят при температуре 140°С в течение 2 ч. Герметик обладает хорошими виброгасящими свойствами.
Герметик не токсичен, но при сушке возможно выделение в небольших количествах замещенного фенола и аммиака, поэтому при работе необходимо пользоваться резиновыми перчатками и спецодеждой. Раствор герметика относится к легко воспламеняющимся жидкостям.
Заварку трещин допускается применять только в тех случаях, когда она не вызовет изменений формы посадочных поверхностей. Предварительно засверливают отверстия на расстоянии 8. 10 мм от концов трещины сверлом диаметром 6. 8 мм на глубину трещины. Затем трещину разделывают под заварку с углом не менее 70 ° и притупляют кромки. Поверхности, прилегающие к месту заварки, зачищают до металлического блеска абразивным кругом или металлической щеткой. Заварку производят электросваркой постоянным током обратной полярности силой 45. 60 А на 1 мм диаметра в зависимости от электрода.
В качестве присадочного материала используют медные стержни диаметром 3 . 6 мм с оболочкой из листовой жести толщиной 0,3 мм с тонкой меловой обмазкой. При сварке используют флюс (бура — 50%, железные опилки — 25%, железная окалина — 25 %). Сварку ведут короткими участками не более 40 мм , не допуская перегрева основного материала. Для отвода тепла применяют медные прокладки. Каждый участок сразу после сварки простукивают молотком массой 500 г . Швы зачищают от шлака металлической щеткой.

Рис. 9.3. Эскиз отремонтированной посадочной поверхности подшипни- кового шита
Восстановление отломанных лап корпуса. Кромки сопрягаемых деталей разделывают под углом 30° с обеих сторон на глубину не менее 1/4 толщины. Изготовляют 2 — 3 ввертыша 2 из стального прутка диаметром не менее 1/2 толщины детали. Размечают и засверливают отломанную 1 и основную 3 детали (рис. 9.4) и нарезают резьбу в основной детали. Завертывают ввертыши 2 в основную деталь 3 и надевают на них отломанную часть.
Проваривают газовой сваркой отломанную часть 1 по разделке, придерживаясь технологии, рассмотренной в начале этого параграфа. Швы зачищают стальной щеткой. Размечают и просверливают отверстия в лапе.

Рис. 9.4. Эскиз восстановленной лапы корпуса
Восстановление резьбовых отверстий. Износ и срыв резьбы в крепежных отверстиях происходит при многократных сборках и разборках резьбовых соединений или чрезмерно больших моментах затяжки. В стальных корпусах гнезда с изношенной резьбой заваривают электродуговой сваркой, просверливают отверстия и нарезают резьбу того же диаметра. В чугунных и алюминиевых корпусах неисправное резьбовое отверстие рассверливают под пробку и нарезают резьбу большего диаметра. Заготавливают футорку, завертывают ее в отверстие и проваривают соединение электросваркой. Сварной шов зачищают, в футорке просверливают отверстие и нарезают резьбу того же диаметра.
В алюминиевых деталях целесообразна замена болтов на шпильку и гайку. Сначала в корпусе устанавливают на клей шпильку, на которую будет надеваться деталь и крепиться гайкой. В этом случае износ соединения при сборке и разборке значительно уменьшится, так как происходит свинчивание двух стальных деталей. Если позволяет конструкция, допускается восстанавливать резьбовое отверстие рассверливанием до ближайшего большего диаметра размерного ряда резьбы.
Источник
РЕМОНТ КОРПУСА СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ.
Повреждения корпусов и щитов в асинхронных электродвигателях. Корпуса электродвигателей повреждаются относительно редко. Наиболее распространенный дефект чугунных корпусов (станин) — облом лап из-за ударов при небрежной транспортировке или прижиме к неровному основанию при монтаже электродвигателя. Чаще происходит срыв или износ резьбовых отверстий и износ посадочных мест под подшипниками качения в щитах. В чугунных щитах возможно также появление трещин.
Повреждения корпусов и щитов в машинах современных серий резко сократились. Это объясняется широким применением сварных конструкций из стального проката, а также повышением культуры обслуживания и ремонта электрических машин. Сокращение номенклатуры деталей (щитов, подшипниковых крышек и т. д.) за счет унификации в единых сериях делает более целесообразной замену поломанных деталей новыми, запас которых постоянно хранится на ремонтном заводе. Это ускоряет процесс ремонта и повышает качество отремонтированных машин.
Заварка трещин, отверстий, приварка отломанных частей корпуса электродвигателя. Заварку трещин, отверстий, приварку отломанных частей обычно производят электродуговой сваркой. Газовая сварка в основном применяется для заварки трещин в чугунных щитах. Перед заваркой трещин деталь обезжиривают и очищают от ржавчины. На концах трещин высверливают отверстия, чтобы предотвратить дальнейшее нх распространение. Разделку под сварку производят с одной или двух сторон в зависимости от толщины стенки.
Качество сварных швов проверяют внешним осмотром, просвечиванием рентгеновскими и гамма-лучами, ультразвуком и др. Наличие трещин в сварных соединениях выявляют при осмотре с помощью лупы с десятикратным увеличением, по характеру издаваемого звука при простукивании заваренной зоны и др.
Ремонт изношенных посадочных мест под подшипники. Износ гнезда под подшипник происходит при сборке, разборке и проворачивании наружного кольца подшипника из-за недостаточной твердости и гладкости поверхности. Ремонт изношенных гнезд под подшипники качения осуществляют запрессовкой стальной втулки в расточенное отверстие щита, металлизацией или наплавкой слоя металла с помощью электросварки. Втулку с толщиной стенки 3 — 6 мм сажают по прессовой посадке и закрепляют стопорными винтами или клеем. При восстановлении гнезда методом металлизации на его поверхности, как и при восстановлении валов, нарезают рваную резьбу. Электросварка применяется только при ремонте стальных щитов.
Центрирующие поверхности изнашиваются как в щите, так и в корпусе. Восстанавливают посадку обычно на щите металлизацией поверхности. Прибегают также и к наплавке слоя металла электросваркой. При одновременном ремонте посадочных поверхностей гнезда под подшипник и центрирующего замка их механическую обработку производят с одного установа, чтобы выдержать минимальное биение между поверхностями.
Износ и срыв резьбы в крепежных отверстиях довольно часто встречаются в чугунных корпусах и особенно в корпусах из алюминиевых сплавов. Износ обычно происходит при многократных сборках и разборках резьбовых соединений, срыв резьбы — при чрезмерно больших моментах затяжки.
Восстановление резьбовых соединений. В стальных корпусах гнезда с изношенной или сорванной резьбой заваривают электродуговой сваркой, просверливают отверстие
и нарезают резьбу того же диаметра. В чугунных и алюминиевых корпусах нарезают резьбу большого диаметра и устанавливают футорку с наружной и внутренней резьбой, которую стопорят штифтом или эпоксидным клеем.
Резьбовое соединение со шпилькой можно отремонтировать, если изготовить новую шпильку с двумя резьбами разного диаметра. В алюминиевых корпусах целесообразна замена винтов на шпильки с гайками. В этом случае износ соединения при сборке и разборке значительно уменьшается, так как происходит свинчивание двух стальных деталей.
Шпильки стопорят в корпусах клеем. Резьбовые конец шпильки и отверстие в корпусе промывают бензином, просушивают и затем на их поверхности наносят клей. На второй конец шпильки навинчивают гайку и устанавливают втулку. Чтобы обеспечить оптимальную толщину слоя клея в соединении (затяжку
производят с небольшим моментом, чтобы не выдавить клей), шпильку ввинчивают в резьбовое отверстие корпуса на необходимую глубину и затягивают гайкой. Клеевое соединение сушат при затянутой гайке.
Источник
Ремонт корпусов и подшипниковых щитов.
Наиболее распространенные дефекты:
— Износ и срыв резьбы отверстия
— Износ посадочных мест под щиты
Исправление посадочных отверстий в чугунных корпусах и щитах.
Задиры и вмятины исправляют зашлифовкой, если общая площадь не превышает 4% от посадочной поверхности под подшипник и 15% от посадочной поверхности замков. Зашлифовку производят бархотным напильником или шлифовальной шкуркой, слегка смоченной в машинном масле. При больших повреждениях исправления производят наплавкой металла, запрессовкой втулки, нанесения герметика и другими методами.
Перед наплавкой детали нагревают в печи до 300-400 градусов течении 4-6 часов и медленному охлаждению в выключенной печи в течении 12-16 часов.
В щите посадочную поверхность под подшипник восстанавливают запрессовыванием втулки.
1) Протачивают гнездо с учётом толщины втулки в 6-10 мм, а толщина стенки на щите неравна 10мм
2) Прессование производят с подогревом, обеспечивающим посадку с натягом.
3) Втулку закрепляют в щите с двумя диаметрально-противоположными стопорами.
Износ посадочных поверхностей 0 и притупляют кромки
— Поверхности прилегающие к месту заварки зачищают до металлического блеска абразивным кругом и металлической щёткой
— Заварку производят электросваркой постоянным током обратной полярности 45-60А на 1мм в зависимости от электрода. В качестве присадочного используют медные стержни диаметром 3. 6мм с оболочкой из листовой жести t=0,3мм с тонкой меловой обмазкой. Флюс: бура=50%, Fe опилки = 25%, Fe окалина = 25%. Сварку ведут короткими участками 40мм, не допуская перегрева
— Каждый участок простукивают молотком
— Швы зачищают от шлака
Восстановление обломанных лап корпуса.
— Кромки сопрягаемых деталей разделывают под углом 30 0 с обеих сторон на гл. ¼ толщины
— Изготовляют 2…3 шпильки с резьбой
— Сверлят отломан и основн детали и нарезают в них резьбу
— Проваривают газовой сваркой по разделке по технологии (выше)
Восстановление резьбовых отверстий.
В стальных корпусах
— Гнёзда с изношенной резьбой заваривают электросваркой дуговой
В чугунных и Al корпусах
1) расверливают отверстия под пробку
2) нарезают резьбу
3) изготовляют футорку, свертывают ее и проваривают э сваркой
5) просверливают отверстие и нарезают ррезьбу.
В Al корпусах целесообразно заменить болты на шпильку и гайку. Шпильку на клей закрепляют в корпусе.
Дата добавления: 2014-12-04 ; просмотров: 2499 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Ремонт электрических машин
Содержание материала
При текущем ремонте электрических машин выполняют следующие работы:
проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя;
чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток;
смену и долив масла в подшипники. При необходимости производят:
полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены;
промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %.
Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм.
Зазоры в подшипниках качения
| Внутренний диаметр подшипника, мм |

| Неисправность |
| Неисправность |


