Кран машиниста 222
Кран машиниста усл. №222 — универсальный с двумя неавтоматическими перекрышами. Применяется на грузовых локомотивах с 1957 года. Модификации — краны 222М и 328 оснащены стабилизатором, увеличенным уравнительным резервуаром и контроллером управления ЭПТ. На основе крана 222 созданы применяемые на железнодорожных локомотивах в настоящее время краны 394 и 395.
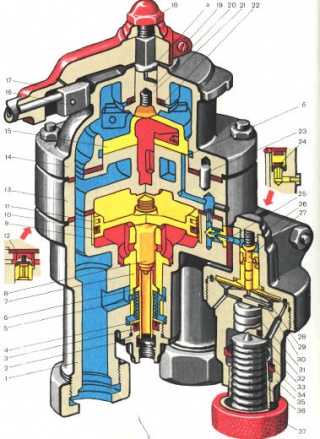
Кран машиниста усл. № 222 имеет в верхней части золотник 15, крышку 14 и стержень 20, на квадрат которого надета ручка 17, закрепленная винтом 19 и прижатая гайкой-колпачком 18.
В ручке помещены пружина и кулачок 16, который удерживается от выпадания винтом. Золотник прижат к зеркалу пружиной 21. В паз золотника вставлен стержень 20.
В крышке 14 имеется отверстие для смазывания золотника, закрытое пробкой. Масло попадает в канавку б между крышкой, золотником и зеркалом. Поверхность стержня 20 и манжеты 22 смазывается через отверстия а в стержне.
Промежуточная часть 13 является зеркалом золотника 15. Контрольный штифт 23 диаметром 8 мм точно фиксирует крышку 14 относительно промежуточной части, в которой размещен обратный клапан 12, уплотненный прокладкой.
Нижняя часть крана объединяет корпус 1 с запрессованными втулками 7 и 9, уравнительный поршень 8 с резиновой манжетой 10 и латунным кольцом 11 и выпускной клапан 6, который пружиной 5 прижат к втулке 7 и уплотнен манжетой 3.
Второй конец пружины через шайбу 4 упирается в гайку 2. Хвостовик уравнительного поршня притерт к торцу клапана 6. В каналах корпуса помещены фильтр 25 и обратный клапан 24.
Редуктор состоит из корпуса 28 верхней части с запрессованной втулкой 29 и корпуса 35 нижней части. Между корпусами верхней и нижней частей зажата металлическая диафрагма 30.
Питательный клапан 27 прижат к седлу пружиной 26, а на поршень 31, уплотненный резиновой манжетой 32, давит через центрирующую шайбу 33 пружина 36. Регулировочный стакан 37 также уплотнен резиновой манжетой 34.
При модернизации крана машиниста усл. № 222 канал к уравнительному резервуару в промежуточной части 13 рассверливают до диаметра 7 мм, а обратный клапан 24 снимают. В редукторе удаляют манжеты 32 и 34, а диафрагму 30 заменяют новой без отверстий, как в кране усл. № 394. Вместо штуцера для соединения с резервуаром времени ввертывается корпус стабилизатора. В зеркале золотника сверлят отверстие УРЛ и соединяют его с выемкой УР, и каналом УР2 2 ).
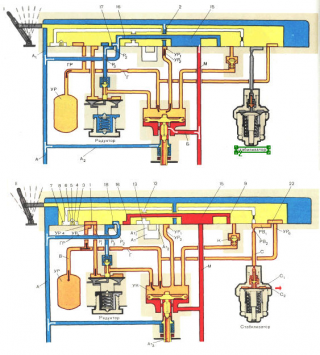
Если в момент перевода ручки крана из I положения во II давление в магистрали и уравнительном резервуаре будет выше зарядного, на которое отрегулирован редуктор, произойдет сообщение уравнительного резервуара с атмосферой через канал УРб, выемки 22 и Pbt, отверстие РВ2 и далее через стабилизатор (С, С, и С2).
Давление в уравнительном резервуаре и магистрали будет уменьшаться темпом, при котором тормоза не приходят в действие (0,2 кгс/см 2 за 80—110 с). Таким образом автоматически ликвидируется сверхзарядка магистрали.
При отпуске положением II ручки крана камера УК быстро наполняется широкими каналами ГР, 18, Р2, Р3 и через возбудительный клапан редуктора. Наполнение УР и полости над диафрагмой происходит медленно из камеры УК через отверстие Г, канал В, отверстие УР3, выемку 1, отверстие Р. Этим обеспечивается первоначальное автоматическое поддержание повышенного давления в магистрали с последующим переходом на нормальное.
III положение — перекрыша без питания тормозной магистрали. Сообщение главного резервуара с клапаном редуктора и уравнительным резервуаром прекращается.
Полость над уравнительным поршнем через обратный клапан К, отверстия 9 и 15 сообщается каналом М с магистралью, предотвращая перетекание воздуха из магистрали в уравнительный резервуар.
IV положение — перекрыша с питанием тормозной магистрали. Давление в магистрали поддерживается равным давлению в полости над Уравнительным поршнем и сообщенном с ней уравнительном резервуаре.
V положение — служебное торможение. Воздух из уравнительного резервуара по каналу В и из полости над уравнительным поршнем через отверстие Г поступает к отверстию УР3.
Далее через выемку 3, отверстие 4 диаметром 2,6 мм и отверстия 5 и б диаметром 2,8 мм воздух перетекает в выемку 7, оттуда через соединенные между собой отверстия Я и 12 попадает в выемку 13 золотника и через отверстия Ат, и Ат2 — в атмосферный канал А т. Уравнительный поршень перемещается вверх и сообщает магистраль через отверстие Аг3 выпускного клапана с атмосферой. Выпуск воздуха из магистрали в атмосферу будет продолжаться до тех пор, пока давления в магистрали М и уравнительном резервуаре УР не сравняются. Время понижения давления в уравнительном резервуаре с 5 до 4 кгс/см 2 составляет 4—6 с.
VI положение — экстренное торможение. Воздух из магистрали выходит в атмосферу по каналу М через отверстие 15, по каналам 16, Ат и А г. Одновременно уравнительный резервуар и полость над уравнительным поршнем разряжаются в атмосферу через отверстие УР2, выемки УР, и 13, отверстие Ат2, а также по каналу В через отверстие УР3, выемку 7, отверстия 8 и 12, выемку 13 золотника, отверстие Aт.
Благодаря быстрому понижению давления над уравнительным поршнем этот поршень под избыточным давлением со стороны магистрали переместится вверх, сообщая магистраль с атмосферой через открытое отверстие Ат3 выпускного клапана.
В. И. Крылов, В. В. Крылов, В. Н. Лобов. Приборы управления тормозами. М., Транспорт, 1982.
Источник
Ремонт крана машиниста 222
Краны машиниста усл. N9 222,395 и вспомогательного тормоза усл. № 254
Краны машиниста усл. № 222 и 395 . Технология ремонта этих кранов идентична. Перед разборкой наружную поверхность крана (рис. 109) очищают, насухо протирают салфеткой и разбирают. Металлические детали промывают керосином, насухо вытирают, каналы и калиброванные отверстия продувают сжатым воздухом. Детали осматривают и дефектируют, руководствуясь при этом данными табл. 72. Изношенный квадрат на стержне ручки и выработку стержня восстанавливают осталиванием и обработкой до чертежных размеров. Пружину стержня при посадке более 2 мм заменяют новой. Изношенное уплотняющее кольцо 6 стержня заменяют новым или восстановленным.
Осматривают золотник 7 и зеркало, проверяют размеры выемок и калиброванных отверстий. Небольшие риски и выработки выводят обработкой на плите с применением пасты корундовой М14 или ГОИ № 14. Большие дефекты устраняют проверкой резцом на станке, затем шлифовкой на плите, после чего золотник и зеркало притирают друг к другу. Если после обработки глубина выемок остается менее 2 мм, их восстанавливают фрезеровкой до глубины 3 мм.
Смазочные канавки на зеркале должны быть глубиной 1 мм. При износе зеркала золотника свыше 2 мм промежуточную часть 8 крана заменяют. Золотник 7, имеющий износ свыше 2 мм, заменяют новым. Проверяют диаметры калиброванных отверстий 0,7 и 1,5 мм. При отклонении от допускаемых размеров отверстия рассверливают до диаметра 2,3 и 3 мм соответственно, запрессовывают бронзовые заглушки и просверливают в них отверстия диаметрами по чертежу.
В корпусе крана проверяют диаметр отверстия в штуцере воздухопровода уравнительного резервуара (8 мм). Проверяют состояние втулки 15 уравнительного поршня 3. Втулку, ослабленную в месте постановки или изношенную по внутреннему диаметру более 100,5 мм, заменяют. Новую втулку растачивают до чертежного размера после запрессовки. Втулку испытывают на плотность давлением воздуха 588 кПа с выдержкой 30 с. Пропуск воздуха не допускается. Дефекты на зеркале старогодной втулки в виде овальной выработки до 0,2 мм или рисок разрешается устранять шлифовкой специальным поршнем пастой М28, а затем пастой М14.
Уплотнительное кольцо 4 при потере упругости, наличии рисок, изломов или зазора в замке более 11 мм заменяют. Новое кольцо плотно пригоняют в ручей, но без заеданий. Зазор в замке должен быть в пределах 0,1— 0,6 мм.
Плотность кольца после пригонки проверяют на стенде. Плотность считают достаточной, если время падения давления с 490 до 294 кПа в резервуаре объемом 8 л будет не менее 60 с.
Затем проверяют плотность уравнительного поршня с кольцом и резиновой манжетой. Если при испытательном давлении 490 кПа мыльный пузырь на магистральном отростке удерживается не менее 5 с, плотность уравнительного поршня считают достаточной.
При осмотре впускного 2 и выпускного 14 клапанов проверяют притертые поверхности клапанов и седел. При наличии рисок и вмятин, следов пропуска воздуха или уширения притирочной фаски до 1,5 мм проверяют посадочные места специальными зенкерами или на станке, затем притирают клапаны к седлам.
допустимый при выпуске из
Диаметр калиброванного отверстия в золотнике
Диаметр калиброванного отверстия в промежуточной части
Зазор между втулкой и диском уравнительного поршня
Подъем уравнительного поршня
Менее 4,5, более 6,3
Зазор между крышкой и стержнем
Зазор между питательным клапаном и втулкой
Зазор между втулкой и направляющей частью впускного клапана
Ход диафрагмы стабилизатора
Зазор между диском поршней и поршневыми втулками
Диаметр стержня верхнего поршня
Зазор между втулкой и клапаном
Диаметр цилиндра переключательного поршня
Диаметр калиброванного отверстия в заглушке корпуса
Притирку производят так, чтобы получить полное прилегание притираемых поверхностей и ширину фаски 0,5—0,7 мм.
Перед сборкой клапаны проверяют по шаблону. Зазор между нижним впускным клапаном 2 и втулкой должен быть в пределах 0,08—0,2 мм. Пружину 1 впускного клапана при высоте в свободном состоянии 38 мм заменяют. Разрешается восстановление пружин растяжкой до чертежной высоты с термообработкой. Все резиновые прокладки с дефектами, а также эксплуатируемые более трех лет заменяют. При замене следует руководствоваться данными табл. 73. Детали крана, кроме резиновых, промывают в растворителе, насухо вытирают салфеткой.
Каналы, выемки и отверстия прочищают и продувают сжатым воздухом. Затем трущиеся поверхности металлических деталей покрывают смазкой ЖТКЗ-65 и передают на сборку. Редукторы кранов разбирают, протирают и дефектируют с проверкой размеров. Корпус 11 и клапаны при наличии трещин или сорванной резьбы заменяют. Притирочную поверхность седла, имеющего дефекты, восстанавливают зенкерами с последующей притиркой клапана к седлу с применением тонкой пасты М5 или МЗ ТУ 32ЦТ-013—68. Регулировочную пружину 13 с потерей упругости или высотой в свободном состоянии менее 70 мм заменяют.
Пружину 9 питательного клапана заменяют при высоте в свободном состоянии менее 16 мм. Питательный клапан 10, изношенный свыше предела допуска, заменяют. Если зазор между корпусом 11 редуктора и хвостовиком поршня более 0,35 мм, поверхность хвостовика восста
Условный номер детали
Наружный диаметр, мм
Внутренний диаметр, мм
Манжета уравнительного поршня
Манжета выпускного клапана
клапана Прокладку между зеркалом и крышкой
Манжета хвостовика поршня
навливают горячим осталиванием и обработкой до чертежного размера. Стабилизатор разбирают и осматривают. Пружину заменяют при посадке более 2 мм.
Диафрагму 12 заменяют при наличии трещин, местных выпучин, общей остаточной деформации. Притирочные поверхности клапана и седла восстанавливают способом, описанным выше. Диаметр отверстия в ниппеле корпуса стабилизатора должен быть 0,45 ± 0,05 мм. При диаметре отверстия более 0,5 мм ниппель высверливают и запрессовывают новую заглушку, в которой просверливают отверстие диаметром 0,45 мм.
После сборки проверяют плотность прилегания диафрагмы в корпусе стабилизатора под зарядным давлением — обмыливанием места соединения корпуса с втулкой и отверстия в регулировочной гайке. Пропуск воздуха не допускается. Латунную сетку в корпусе фильтра промывают и продувают. Отремонтированный кран устанавливают на стенд, редуктор крана регулируют на поддержание давления 529,2 +9,8 кПа и производят следующее: проверяют усилие перемещения ручки крана машиниста между положениями при давлении воздуха на золотник 784 кПа, плотность соединений, плотность узла золотник — уравнительный поршень — уравнительный резервуар, чувствительность питания, темпы служебной и экстренной разрядки, первоначальное наполнение магистрали, наполнение уравнительного и дополнительного резервуаров, время перехода с завышенного давления, плотность прилегания диафрагмы стабилизатора и притирки клапанов стабилизатора и питательного редуктора, регулировку стабилизатора. Комплекс проверок должен производиться после ремонта крана без каких-либо сокращений на типовом испытательном стенде. Порядок действий при проверках регламентируется Инструкцией ТИ 102, разработанной ПКБ ЦТ МПС.
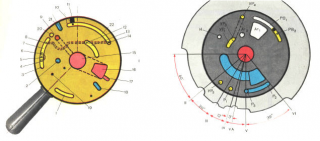
Контроллер 5 крана машиниста усл. № 395 осматривают. При снятом кожухе проверяют конфигурацию и износ рабочих поверхностей барабана шаблоном. Особое внимание обращают на целость плоских пружин. Пружины, потерявшие упругость, с трещинами, изломанные заменяют. При наличии местных выработок на рабочей поверхности глубиной более 0,5 мм кулачковую шайбу заменяют. Вскрывают микропереключатель и проверяют целость и крепление деталей, чистоту и износ контактов. При необходимости восстанавливают пайку проводов с применением припоя ПОС 18 или ПОС 40 и флюса на основе канифоли.
После контроля качества место пайки покрывают зеленым цапонлаком № 959. После проверки и восстановления пайки монтажных проводов их бандажируют одним слоем вполуперекрышу изоляционной липкой стеклолентой. Сопротивление изоляции токоведущих частей должно быть не менее 1,5 МОм.
Собранный после ремонта контроллер испытывают. Проверяют фиксацию положений контроллера и опережение положения электрического управления по отношению к пневматическому: сначала должен замыкаться контакт контроллера, а затем происходит выпуск воздуха из уравнительного резервуара. Устанавливают ручку крана в I , а затем во II положение. При этом должна загораться зеленая лампа, подключенная к зажиму СК. Затем ручку крана переводят из положения II в III и далее в IV положение. При нахождении ручки крана в III положении должна загораться желтая лампа, подключенная к зажиму 0. Зеленая лампа гаснет. В IV положении горит желтая лампа. При постановке ручки в V положение загорается красная лампа, подключенная к зажиму Т до начала разрядки уравнительного резервуара. В положении VA допускается падение давления в уравнительном резервуаре темпом не более 9,8 кПа за 2 с. Замыкание и размыкание контактов микропереключателя должны происходить без образования дуги.
Кран вспомогательного тормоза усл. № 254 (рис. 110). Кран снимают с нижней плиты, после наружной очистки разбирают, детали промывают, насухо вытирают и дефектируют (см. табл. 77). При износе ленточной резьбы в стакане 2 и крышке 3 резьбу в крышке исправляют на станке, а стакан вытачивают новый с приточкой резьбы по месту. Крышку 5 и корпус 5 для выявления трещин проверяют методом цветной дефектоскопии. В крышке разрешается заваривать трещину, если она не выходит в полость канала. Трещины в корпусе заваривать не разрешается. Втулку 6 корпуса заменяют при ее ослаблении по месту или износе по диаметру более 0,9 мм. При обнаружении во втулке рисок или овальности свыше 0,1 мм их устраняют шлифовкой специальным поршнем со стальным кольцом с применением пасты МТЗ марки М14 или ГОИ средней, а затем тонкой. При более значительных дефектах втулку растачивают, а затем шлифуют. Дефектные резиновые прокладки и манжеты поршней и клапанов заменяют новыми (табл. 74). Притирочные поверхности впускного клапана и нижнего поршня 7, имеющие дефекты, устраняют шлифовкой специальными зенкерами или проточкой на станке. Затем притирают клапаны так, чтобы притирочная фаска была шириной не более 0,5 мм. При наличии зазоров между направляющими клапанами и телом втулки, превышающих значение допуска (см. табл. 77), заменяют изношенную деталь.
Источник