Ремонт крестовины стрелочного перевода




§ 3. Ремонт стрелочных переводов
Ремонт металлических частей стрелочных переводов заключается в зачистке концов остряков, выправке стрелочных тяг, замене отдельных негодных деталей скреплений (в основном отремонтированными старогодными), ликвидации люфтов в шкворневом креплении корня остряков, наплавке крестовин.
Наплавка крестовин выполняется в мастерских со снятием их с пути, а также непосредственно на путях станций.
Наплавляют изношенные крестовины электродуговым способом. Разрешается наплавка крестовин, имеющих вертикальный износ не более 6 мм на главных путях, 8 мм на приемоотправочных и 10 мм на прочих станционных путях. Для сборнорельсовых крестовин величина допускаемого износа 4 мм. Наплавка не допускается, если крестовины имеют износ свыше нормы, трещины, которые нельзя устранить шлифовкой, отколы.
Наплавка крестовин производится как переменным, так и постоянным током. Часть крестовины, подлежащую наплавке, очищают стальной щеткой от грязи и масла. Старый наплавленный металл снимают шлифовальным кругом на глубину 2 — 3 мм, если крестовина наплавляется вторично.
В пути лежат крестовины из углеродистой и высокомарганцовистой стали; способы наплавки их отличаются друг от друга. Род стали узнают по клеймам. Новые крестовины, имеющие общую отливку сердечника вместе с изнашиваемой частью усиков, изготавливаются из высокомарганцовистой стали; узнать эту сталь можно, в частности, по тому, что к ней не притягивается магнит.
Крестовины из углеродистой стали при температуре окружающей среды ниже +5°С требуется подогревать перед наплавкой до температуры 200 — 300°С, а при температуре ниже -10°С наплавка углеродистых крестовин вообще не допускается.
Для высокомарганцовистого металла нагрев недопустим, так как он портит структуру этого металла. Наплавка высокомарганцовистых крестовин выполняется, как правило, в зимнее время при низких отрицательных температурах. В летнее время наплавка таких крестовин может быть допущена лишь как исключение при температуре не выше +15°С и только при условии искусственного охлаждения крестовины.
Наплавленные места крестовины тщательно шлифуют.
Источник
Смена крестовины
Смена крестовины производится при износе сердечника или усовиков на величину более допускаемых норм, при их выкрашивании или появлении в них трещин (см. п. 5.5.2.4). Технология смены крестовины зависит от ее конструкции (с неподвижным или подвижным сердечником), местонахождения (главные или второстепенные пути), продолжительности «окна», применяемых средств механизации, времени года и др.
Работу по смене крестовины ведет бригада монтеров пути (6—12 чел.), состав которой зависит от типа стрелочного перевода (Р65 или Р50) и марки крестовины, под руководством бригадира пути.
В подготовительный период подбирают новую (старогодную) крестовину по типу, марке, размерам; подвозят ее и выгружают против сменяемой крестовины с соблюдением габарита, как правило, по боковому пути; проверяют правильность положения лежащей в пути крестовины, состояние зазоров в передних и задних стыках. При обнаружении неисправностей их устраняют до начала работ.
Непосредственно перед основными работами снимают второй и пятый болты (при шестидырных накладках) и опробовают остальные болты со смазкой и установкой дополнительных шайб в переднем вылете и хвосте крестовины. То же делают с клеммными болтами на стыковых мостиках и крестовинных подкладках. Вывертывают 50 % шурупов на лафете крестовины; сверлят отверстия для штепсельных соединителей.
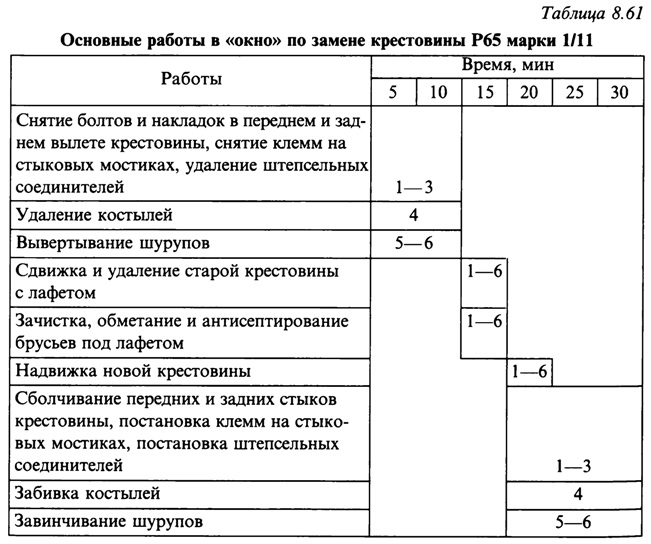
В основной период (табл. 8.61), после ограждения стрелочного перевода сигналами остановки, три монтера разболчивают передний и задний стыки крестовины, снимают накладки, рельсовые соединители и клеммы на стыковых мостиках и крестовинных подкладках; последние три монтера вывертывают остальные шурупы и удаляют костыли. После этого все монтеры с помощью подъемного механизма (при его отсутствии — ломами) перемещают старую крестовину вместе с лафетом за пределы стрелочных брусьев на междупутье или обочину. Зачищают заусенцы на брусьях в тех местах, где лежал лафет, антисептируют места зачистки и шурупные отверстия и надвигают на место новую крестовину. Три монтера сболчивают передние и задние стыки крестовины и устанавливают штепсельные соединители. Бригадир пути проверяет ширину колеи и положение крестовины по уровню у начала сердечника и в стыках крестовины по обоим направлениям. Три монтера завертывают шурупы на лафете, устанавливают клеммные болты на мостиках и подкладках. Затем снимают сигналы остановки и открывают движение поездов с установленными скоростями. После пропуска поезда довинчивают гайки болтов и проверяют ширину колеи.
В заключительный период устанавливают недостающие болты в стыках (при шестидырных накладках), довинчивают стыковые и закладные болты, приваривают стыковые соединители, при необходимости подбивают брусья. Смененную крестовину отвозят к месту складирования.
Одиночная смена крестовин с подвижным сердечником производится редко, т.к. срок их службы в 2—4 раза больше, чем жестких крестовин и согласуется со сроком службы стрелок. Поэтому после выработки ресурса металлические части таких стрелочных переводов заменяют комплектно. Но в случае возникновения в крестовине дефекта, угрожающего безопасности движения поездов, необходимо производить одиночную замену. Руководит этой работой дорожный мастер. Сложность этой работы заключается в том, что крестовина с подвижным сердечником имеет индивидуальный электропривод, переводное устройство и гарнитуру. При этом перевод сердечника крестовины должен быть сблокирован с переводом остряков. В связи с этим в смене крестовины участвуют работники дистанции сигнализации и связи. Производить смену или укладку таких крестовин следует, руководствуясь Инструкцией по монтажу и эксплуатации крестовин с непрерывной поверхностью катания. Затраты труда на замену одной крестовины в зависимости от сложности работ составляют 7,0—9,2 чел.ч и более.
Admin добавил 22.11.2011 в 16:21
Вы можете дополнить или изменить данную статью, нажав кнопку Редактор
Источник
[Статья] Ремонт стрелочных переводов
Для определения возможности дальнейшего использования стрелочного перевода его осматривают, измеряют износ рамных рельсов, остряков и крестовин, а также проверяют дефектоскопом. Осмотр, обмер, дефектоскопирование и маркировку стрелочных переводов производит дорожный мастер, бригадир пути, оператор дефектоскопа или другой работник, назначенный начальником дистанции пути. Старогодные стрелочные переводы подразделяют на I, II и III степени годности и предназначают для железнодорожных путей соответствующих категорий, групп и классов.
Старогодные стрелочные переводы в зависимости от степени годности не должны иметь износ основных элементов, превышающий величины, приведенные в табл. 9.8.
Признаки, определяющие степень годности стрелочных переводов типов
Р65 и Р50 по наибольшим величинам вертикального износа 
Примечание. Нормы бокового износа элементов старогодных стрелочных переводов, нормы содержания по ширине колеи, размеры желобов, ординаты для установки переводных кривых и другие параметры не должны превышать допусков, предусмотренных Инструкцией по текущему содержанию железнодорожного пути [4].
Старогодные стрелочные переводы не должны иметь остродефектных элементов. Дефектность и остродефектность элементов старогодных стрелочных переводов определяют НТД/ЦП-1-93, НТД/ЦП-2-93 и НТД/ЦП-3-93 и дополнения к ним.
Старогодные стрелочные переводы применяют: для замены дефектных стрелочных переводов и стрелочных переводов пополнения покилометрового запаса; для усиления стрелочного хозяйства; при строительстве новых малодеятельных железнодорожных линий, станционных и подъездных путей.
Для комплектования стрелочных переводов могут быть использованы отремонтированные элементы и сваренные рельсы. Классы путей, где допускается эксплуатация старогодных стрелочных переводов, приведены в табл. 9.9.
Технические условия допускают ремонт (восстановление) наплавкой и механической обработкой изношенных опорных поверхностей подушек стрелочных башмаков; привалочных плоскостей стальных вкладышей; рабочих поверхностей упорных накладок; отверстий в башмаках, подкладках мостиках, упорках;
опорных поверхностей шипов стальных клемм и упорок; выколов в торце головки корня остряков, рамных рельсов, рельсовых усо-виков, рельсов соединительных путей, а также ходовых рельсов при контррельсах и оголовке заднего торца сердечника.
Классы путей, на которых допускается эксплуатация старогодных
стрелочных переводов 
Для устранения недопустимого взаимного положения головок остряка и рамного рельса допускают дополнительную механическую обработку рабочих граней остряка от острия до его сечения 20 мм.
Технические условия допускают устранение неровностей и выкрашиваний механической обработкой на рабочих поверхностях остряков и рамных рельсов; литой и рельсовой частях усовиков; рабочей поверхности сердечника. Отремонтированные остряки и крестовины должны соответствовать требованиям нормативных документов.
Наплавку крестовин выполняют непосредственно в пути электродуговым способом. Разрешается наплавка крестовин, имеющих вертикальный износ в сечении сердечника 40 мм, не более 4,5 мм на главных путях, 6,5 на приемо-отправочных и 8,5 мм на прочих станционных путях. Для сборнорельсовых крестовин допускаемый износ принят 4 мм. Наплавка не допускается, если крестовины имеют износ выше нормы, трещины, которые нельзя устранить шлифовкой, отколы.
Наплавку крестовин производят как переменным, так и постоянным током 120—140 А. Часть крестовины, подлежащую наплавке (сердечники и наиболее изношенная часть усовиков), очищают стальной щеткой от грязи и масла и снимают металл шлифовальным кругом на глубину не менее 1,5 мм.
Одним из способов продления сроков службы крестовин является упрочнение поверхностей сердечника и изнашиваемой части усовиков крестовины методом науглероживания. Этим методом производят первичное и повторное упрочнение острых и тупых крестовин всех типов и марок и литых с сердечником из высокомарганцовистой стали после их обкатки в процессе эксплуатации и пропуска по ним 5—10 млн т брутто груза.
При подготовке крестовин к упрочнению их осмотривают и в случае обнаружения наружных дефектов устраняют вышлифовкой с плавным переходом места вышлифовки к поверхности катания. Поверхности крестовин, подлежащих упрочнению, очищают от грязи, масла и следов коррозии и зачищают до металлического блеска.
Необходимо полностью удалить наплывы (накаты) металла с рабочих граней усовиков и сердечников и разметить участки упрочнения в местах интенсивного износа зоны перекатывания крестовины. После удаления наплывов следует проверить обработанные шлифовкой участки крестовины на отсутствие трещин.
Упрочнение участков поверхности крестовины с наиболее интенсивным износом производят угольными электродами диаметром 6 мм марки СК.6 отдельными точками (пятнами), в зоне которых металл крестовины расплавляется дугой. Длительность горения угольной дуги при постановке одного пятна упрочнения составляет 2—4 с. Диаметр пятна упрочнения на поверхности должен быть 8 мм с допускаемыми отклонениями ±2 мм; не допускается перекрытие одного пятна другим.
Расстояние между краями соседних точек (пятен) должно быть в пределах 3—8 мм. Допускают не более 3—4 пар пятен на каждом усовике и сердечнике, располагаемых в шахматном порядке при расстоянии между ними не менее 2 мм. Расстояние от края пятна упрочнения до выкружки сердечника и усовика крестовины должно быть в пределах 3—5 мм.
По краям поверхности пятен упрочнения допускают небольшие возвышения высотой до 0,5—0,7 мм. При большей высоте они вышлифовываются заподлицо с основной поверхностью сердечника или усовика. Допускаются углубления до 1,5 мм в кратерной части пятен упрочнения. Углубления более 1,5 мм устраняют повторным зажиганием дуги на этом месте.
Упрочнение выполняют при температуре не ниже -10 °С. Перед повторными упрочнениями поверхностный слой ранее упрочненных участков крестовины не подвергают шлифованию (как это бывает при восстановлении крестовины наплавкой).
При сплошном исчезновении всех науглероженных пятен повторным упрочнениям подвергают все ранее упрочненные участки крестовины. При этом допускают наличие небольшого числа (до 10—15) следов первичных пятен упрочнения диаметром до 2—4 мм.
При наличии дефектов на поверхности катания усовиков и сердечника, расположенных за пределами подлежащей повторному упрочнению поверхности крестовины, упрочнение производят только после наплавки дефектного участка. При повторных локальных упрочнениях допускают обработку угольной дугой наряду с зоной максимального износа также и прилегающих к зоне переходных участков. При этом допускают перекрытие пятен первичного упрочнения новыми (повторными) пятнами. Перекрытие старых пятен новыми должно быть полным. Работами по проведению повторных упрочнений крестовины руководит бригадир пути.
Упрочнение крестовин методом науглероживания выполняют квалифицированные электросварщики не ниже 5-го разряда, обученные технологии науглероживания, выдержавшие испытания на право производства наплавочных работ и получившие удостоверения или карточки вкладыша о допуске к сварочным работам в квалификационной комиссии под председательством руководителя предприятия.
Электросварщик и шлифовщик должны иметь не ниже II квалификационной группы по технике безопасности.
Источник
Наплавка крестовин
Крестовины, изготавливаемые из аустенитной, высокомарганцовистой стали ГΙ3Л, имеют высокую износостойкость и обладают способностью к образованию прочной наклепанной зоны на поверхности катания. Однако из-за повышенных в пределах стрелочного перевода ударных воздействий подвижного состава крестовины и усовики имеют срок службы значительно меньший, чем другие элементы.
Гарантийные сроки службы крестовин в зависимости от типа и конструкции составляют 60-70 млн. т брутто, но не более трех лет с момента поставки, стрелок 120 млн. т брутто, но не более пяти лет с момента поставки.
С целью продления срока службы изношенные крестовины подвергают ремонту наплавкой в пути и в стационарных условиях и на участковом пункте.
Ремонту наплавкой в путиподлежат крестовины с сердечником общей отливки с изнашиваемыми частями (сборных) всех типов и марок и цельнолитых, в том числе тупых двойных перекрестных стрелочных переводов и глухих пересечений, изготовленных из стали ГΙ3Л, кроме цельнолитых крестовин Р65 марки 1/11 с подуклонкой, и крестовин, упрочненных энергией взрыва. Наплавка изношенного сердечника одиночных стрелочных переводов может производиться только до сечения 60 мм, а усовиков для всех марок крестовин от математического центра (МЦК) в сторону заднего стыка по всей длине износа и в сторону горла до 250 мм. Для крестовин марки 1/18 наплавка усовика в сторону горла может производиться на длину 350 мм от МЦК. Наплавка изношенного сердечника тупых крестовин может производиться только до сечения — 60 мм, а усовиков от места, расположенного против сечения сердечника — 50 мм, и до МЦК. В зависимости от износа длина наплавки может быть уменьшена.
К восстановлению наплавкой допускаются обычные крестовины, вертикальный износ которых не превышает величин, которые указанны в таблице 6.1
Таблица 6.1 Максимальный износ крестовин одиночных стрелочных переводов, допускаемых к наплавке
| Категория пути | Износ, мм | |
| сердечника в сечении 40 мм | усовиков по мере наибольшего износа | |
| Главные | 4,5 +А | 4,5 +А |
| Приемо-отправочные Прочие | 6,5 +А 8,5 + А | 6,5 +А 8,5 +А |
| А — Износ сердечника в сечении 60 мм относительно уровня базы измерения. |
Допускаемый износ в тех же сечениях тупых крестовин составляет в главных путях 6-8 мм, в приемо-отправочных – 8-10 мм. Размер А является износом сердечника в сечении 60 мм, измеряемом с точностью до 0,5 мм, относительно уровня катания колеса.
Не допускаются к восстановлению первичной и повторной наплавками крестовины:
· упрочненные взрывом (маркировка ВВ);
·  с трещинами в усовиках или сердечнике;
с трещинами в усовиках или сердечнике;
· при максимально допустимом износе и в любом случае не более 6 мм для главных, 8 мм для приемо- отправочных и 10 мм для прочих путей;
· с выкрашиванием металла, раковинами, пленами, отслоениями на рабочей поверхности сердечника и усовиков, а также трещинами на поверхности наплавленного слоя в случае, если после снятия слоя металла с поверхности на глубину 1,5 мм указанные дефекты остаются не удаленными.
Перед наплавкой необходимо выполнить работы, обеспечивающие долговечность наплавленного слоя:
· наплавить концы заднего стыка крестовины при их износе более 2 мм и примыкающие к крестовине изношенные концы рельсов таким образом, чтобы вертикальная ступенька не превышала в стыке 1 мм;
· затянуть болты в стыках и крестовине;
· заменить негодные брусья, а отрясенные подбить;
· заменить путевой рельс у контррельса при наличии на нем седловины глубиной более 2 мм.
Непосредственно перед наплавкой необходимо:
· удалить наплывы металла с рабочих граней усовиков и сердечника;
· 
 зачистить их боковые стороны на глубину не менее 15 мм от поверхности катания;
зачистить их боковые стороны на глубину не менее 15 мм от поверхности катания;
· 
 вышлифовать канавки глубиной 1,5 мм по границам наплавки на сердечниках и усовиках с последующим удалением металла со всей поверхности, подлежащей наплавке, на такую же глубину;
вышлифовать канавки глубиной 1,5 мм по границам наплавки на сердечниках и усовиках с последующим удалением металла со всей поверхности, подлежащей наплавке, на такую же глубину;
· полностью удалить выкрашивания, плены и другие местные дефекты на усовиках и сердечнике;
· очистить поверхность крестовины от грязи, мазута, масла и т. п.
Наплавка крестовин в пути производится без перерыва в движении поездов, но с ограничением скорости проследования по месту работ до 40 км/ч обязательным соблюдением требований: Инструкции по обеспечению безопасности движения поездов при производстве путевых работ, Правил по технике безопасности и производственной санитарии при производстве работ в путевом 
 хозяйстве и Инструкции «О порядке производства работ по электродуговой наплавке рельсовых концов, крестовин и приварке стыковых соединителей на перегонах и станциях с электрическими рельсовыми цепями». Руководит работами по наплавке бригадир пути.
хозяйстве и Инструкции «О порядке производства работ по электродуговой наплавке рельсовых концов, крестовин и приварке стыковых соединителей на перегонах и станциях с электрическими рельсовыми цепями». Руководит работами по наплавке бригадир пути.
Наплавку можно производить при отрицательной и положительной температурах, но она не допускается при длительном перерыве движения поездов, так как для снятия внутренних напряжений и уплотнения наплавленного металла должно проследовать не менее двух грузовых или четырех пассажирских поездов. Не допускается также выполнять наплавочные работы при дожде, снегопаде, тумане и в темное время, если освещенность рабочего места менее 50 лк.














 Для наплавки крестовин используются электроды ЦНИИ Н-4 диаметром 4 мм при постоянном токе 120-140 А обратной полярности (плюс на электроде) или переменном токе 130-150 А.
Для наплавки крестовин используются электроды ЦНИИ Н-4 диаметром 4 мм при постоянном токе 120-140 А обратной полярности (плюс на электроде) или переменном токе 130-150 А.
 Наплавку первого и второго слоев на сердечнике и усовиках необходимо производить в определенной последовательности, как показано на рисунке 6.2. На этих слоях длина валиков должна быть 90-100 мм, высота 2,5-3 мм, ширина 12-15 мм.
Наплавку первого и второго слоев на сердечнике и усовиках необходимо производить в определенной последовательности, как показано на рисунке 6.2. На этих слоях длина валиков должна быть 90-100 мм, высота 2,5-3 мм, ширина 12-15 мм.
Рисунок 6.2 Последовательность наплавки валиков металла на сердечнике и усовиках.
Необходимо производить смещения каждого последующего валика и слоя на 1/3 по длине, не допуская совпадения кратеров валиков.
Завершающие работы по наплавке крестовин обработкой поверхностей катания и рабочих граней абразивным инструментом, шлифовальными станками, работающими по копир-линейкам, устанавливаемым с обеих сторон крестовины: сборной на лафете, а цельнолитой – на основании. При пропуске поезда линейки не снимают. Шлифовку начинают с сердечника. Поперечный уклон сердечника и усовиков 1:20, отводы усовиков от места, расположенного против сечения сердечника 20 мм в сторону хвостовой части и в сторону горла, выполняют плавно заподлицо с основным металлом.
После шлифовки вертикальные размеры от наплавленных поверхностей сердечника и усовиков до уровня катания должны соответствовать приведенным в таблице 6.2
Таблица 6.2 Вертикальные размеры от наплавленных поверхностей сердечника и усовиков до уровня катания
| Элементы крестовин | Размер от уровня катания до поверхности, мм |
| Сердечник в сечениях: | |
| 12 мм | Минус (4 + А) |
| от 20 до 60 мм | А |
| Усовик: | |
| против МЦК | 3-А |
| против сечения | |
| сердечника 12 мм | 4-А |
| » 20 мм | 5-А |
Обработанные поверхности сердечников и усовиков должны быть ровными и иметь очертания профиля показанных на рисунке 6.3
После пропуска по наплавленной крестовине 3-5 млн. т брутто, а затем по мере образования должны быть удалены наплывы металла на рабочих гранях усовиков и сердечников.
Качество наплавленных работ и точность обработки контролирует дорожный мастер. Каждая наплавленная крестовина маркируется клеймом сварщика и датой наплавки.

Рисунок 6.3 Продольный профиль сборных крестовин
а – по ГОСТ 10122-62; б – по ОСТ 32.11-78; в – схема крестовины;
1– линия усовика; 2 – линия сердечника; 3 – линия врезки литой части в усовик.
Ремонту наплавкой в стаци 









 онарных условиях подлежат острые крестовины Р50 и Р65 марок 1/9 и 1/11 сборные с литыми сердечниками из высокомарганцовистой стали 110Г13Д. Наплавке подвергаются цельнолитые части усовиков и сердечников с износом в сечении сердечника 40 мм до 12 мм типа Р50 и до 19 мм типа Р65; в том числе ранее наплавленные в пути.
онарных условиях подлежат острые крестовины Р50 и Р65 марок 1/9 и 1/11 сборные с литыми сердечниками из высокомарганцовистой стали 110Г13Д. Наплавке подвергаются цельнолитые части усовиков и сердечников с износом в сечении сердечника 40 мм до 12 мм типа Р50 и до 19 мм типа Р65; в том числе ранее наплавленные в пути.
В зависимости от износа, размеров и количества дефектов установлены три категории ремонта. Крестовины I категории пригодны после их восстановления к эксплуатации во всех путях со скоростью движения пассажирских поездов до 100 км/ч, грузовых до 80 км/ч, II категории – в приемо-отправочных, главных с грузонапряженностью до 10 млн.т.км брутто/км год и пр., I II категории – только в прочих путях.
Не допускаются к наплавке крестовины:
· с поперечными трещинами в хвостовой части сердечника;
· с дефектами в виде горизонтальных расслоений сердечника и усовиков, трещин и другими дефектами, которые не могут быть ликвидированы шлифовкой и последующей наплавкой.
В зависимости от категории ремонта и путей, в которые будет уложена восстановленная крестовина, регламентированы износ и максимальное углубление после шлифовки размерами, приведенными в таблице 6.3
Таблица 6.3 Допускаемый износ и максимальное углубление
элементов крестовины после шлифовки
| Категория ремонта | Допускаемый износ сердечника в сечении 40 мм | Максимальное углубление после шлифовки, мм |
| сердечника в сечениях | усовиков | |
| 40 мм | 20 мм | |
| I | ||
| II | ||
| III | 12 для Р50, 19 для Р65 |
Наплавка крестовин в стационарных условиях должна выполняться их предварительным изгибом по схеме, представленной на рисунке 6.4

Рисунок 6.4 Положение стрелы при выносе сварочных головок:
а – вперед вдоль оси пути; б – вперед вправо или влево параллельно от пути на 600 мм; в – вправо или влево от оси пути на 850 мм с перекосом стрел.
Процесс подготовки поверхностей к наплавке и производства наплавочных работ аналогичен изложенному выше с той лишь разницей, что после шлифовки крестовина устанавливается на стенд, где производят двух-трехкратный прогиб ее до 75-90 мм. Температура поверхности крестовины не должна быть ниже + 5°С. После этого в свободном состоянии измеряется расстояние от торца крестовины до горизонтальной плоскости на уровне расположения опытного валика. Затем дается  повторный прогиб и осмотр крестовины с целью выявления в ней дефектов, раскрывшихся при прогибе. В случае появления дефектов они непосредственно на стенде дополнительно вышлифовываются. После этого производится наплавка. По окончании наплавки всех рабочих поверхностей с крестовины снимается нагрузка. При отсутствии видимых дефектов крестовина обрабатывается с обеспечением необходимых ординат продольного профиля усовиков и сердечника. Затем каждая отремонтированная крестовина подвергается осмотру, обмерам на стенде с применением луп, приборов для измерения крестовин, линеек, шаблонов и шнура. Рельсовые усовики проверяют дефектоскопами УРД-63 или УРДО-3 от переднего стыка до места, расположенного против сечения сердечника 50 мм. Наплавленная крестовина маркируется белой краской. В маркировке указывается шифр рельсосварочного поезда, категория пути, в который можно укладывать отремонтированную крестовину, номер клейма сварщика, год наплавки.
повторный прогиб и осмотр крестовины с целью выявления в ней дефектов, раскрывшихся при прогибе. В случае появления дефектов они непосредственно на стенде дополнительно вышлифовываются. После этого производится наплавка. По окончании наплавки всех рабочих поверхностей с крестовины снимается нагрузка. При отсутствии видимых дефектов крестовина обрабатывается с обеспечением необходимых ординат продольного профиля усовиков и сердечника. Затем каждая отремонтированная крестовина подвергается осмотру, обмерам на стенде с применением луп, приборов для измерения крестовин, линеек, шаблонов и шнура. Рельсовые усовики проверяют дефектоскопами УРД-63 или УРДО-3 от переднего стыка до места, расположенного против сечения сердечника 50 мм. Наплавленная крестовина маркируется белой краской. В маркировке указывается шифр рельсосварочного поезда, категория пути, в который можно укладывать отремонтированную крестовину, номер клейма сварщика, год наплавки.
Наплавка крестовин в пути без их изъятия на грузонапряженных линиях и с высокой частотой движения поездов может вызвать снижение провозной способности за счет уменьшения скорости проследования до 40 км/ч по наплавляемому стрелочному переводу.
Для исключения этого наплавку крестовин производят на типовых участковых пунктах, размещаемых в прямом участке станционного или малодеятельного главного, по которому установлена скорость движения поездов не свыше 40 км/ч и в период наплавки проходит не менее двух поездов в 1 ч.
После наплавки крестовин на участковом пункте они уже как отремонтированные используются в том числе для замены дефектных крестовин, лежащих на грузонапряженных участках с интенсивным движением поездов.

 В практике используют две схемы организации участкового пункта по ремонту крестовин наплавкой без капитальных затрат и с капитальными затратами.
В практике используют две схемы организации участкового пункта по ремонту крестовин наплавкой без капитальных затрат и с капитальными затратами.
При первом варианте работы организуются на открытых специализированных площадках, при втором – в специальных помещениях со сварочным и технологическим оборудованием для наплавки и обработки крестовин.
Участковые пункты имеют площадки для складирования запаса не менее 10 изношенных крестовин и отремонтированных, располагаемые в пределах досягаемости стрелы поворотного крана дрезины или стационарного крана.
На подготовительной площадке изношенные крестовины, доставленные с одной или нескольких дистанций пути для ремонта, осматриваются с измерением износа и подвергаются предварительной обработке (сошлифовка с поверхности катания перенаклепанного слоя металла, удаление накатов, выкрашиваний и трещин в металле). Затем сразу две крестовины вместо рельса укладывают в станционный путь и наплавляют без перерыва движения поездов с целью упрочнения их колесами наплавленного слоя. У крестовин, снятых с главных путей и по которым шли поезда в одну сторону, один из усовиков изношен больше. С учетом этого в зависимости от максимального износа одного из усовиков крестовины укладывают в путь в пошерстном или противошерстном направлении так, чтобы поезда проходили по наиболее изношенному усовику.
Свободные концы крестовин соединяют рельсовыми рубками длиной 1,5 м и типовыми накладками. Концы рельсовых рубок соединяют челноками длиной 30 см. На второй нити против каждой крестовины устанавливают контррельсы. Эпюра шпал под крестовинами обычная.
В зависимости от величины износа и размеров выкрашиваний металла с поверхности катания и крестовины в соответствии с требованиями Инструкции ЦПСВ-03-27/9 устанавливаются две категории ремонта.
Крестовины I категории пригодны после их ремонта к работе во всех путях со скоростью движения пассажирских поездов не свыше 100 км/ч, грузовых – не более 80 км/ч; II категории – в приемно-отправочных путях.
При этом максимальный износ сердечника крестовины в сечении 40 мм должен составлять 8 мм для ремонта I категории и 11 мм для ремонта II категории. Соответственно местные углубления после абразивной обработки сердечника в сечении 40 мм не должны превышать 12 и 15 мм, а в сечении 20 мм и усовиков – 15 мм для ремонта I категории и 18 мм для ремонта II категории.
Ремонт крестовин на участковых пунктах по опыту их организации на ряде дорог и по исследованиям ВНИИЖТа дает значительные преимущества по сравнению с ремонтом в РСП.
К основным из них относятся:
· послойное уплотнение и упрочнение наплавленного металла колесами подвижного состава в процессе производства наплавочных работ;
· повышение качества ремонта за счет большей его плановости с недопущением максимального износа крестовины на дистанциях пути;
· оснащенных участковыми пунктами;
· за счет высокого качества ремонта пригодность крестовин для эксплуатации в главных путях;
· минимальные затраты на организацию участковых пунктов.
Дата добавления: 2015-01-05 ; просмотров: 133 | Нарушение авторских прав
Источник