- UAZ 31512 К700 › Logbook › Половой пост часть 2 или кузовной ремонт с минимальными затратами денег (и только их, но не времени)
- Кузовной ремонт автомобиля: почему заклёпки лучше сварки
- Почему клёпочный ремонт кузова автомобиля во многом лучше сварочного?
- Разумеется, есть и минусы
- И что же лучше?
- Ремонт кузова клепками собственными силами
- Почему я много лет чиню кузова клёпками, а не сваркой (с примером)
- Сначала немого о минусах заклёпок
- А плюсов куда больше!
- Сообщества › Кузовной Ремонт › Блог › Мой ремонт задних крыльев заклёпками.
- Кузовной ремонт автомобиля: почему заклёпки лучше сварки
- Почему клёпочный ремонт кузова автомобиля во многом лучше сварочного?
- Разумеется, есть и минусы
- Mercedes-Benz Vito › Бортжурнал › Капитальный ремонт кузова. Пороги на заклепках?!
- Технология работ
- Виды заклепок
- Сверление отверстий под заклепки
- Методы заделки днища автомобиля без сварки
- Холодные способы заделки дырок в металле
- Общие технологические правила
- Заделка точечных дыр
- Заделка масштабных разрушений
- Стоит ли паять
- Заклепочный шов
- Ремонт кузова авто без сварки: починка своими руками
- Бессварочные варианты авторемонта
- Шпаклевание автомобиля
- Стекловолокно +синтетический клей
- Пайка
- Заклёпки
- Как заделать дырку в днище автомобиля без сварки
- Способ заделывания дырок с помощью шпатлевки
- Припаивание металлической заплатки
- Применение стекловолокна и клея
- Установка оцинковки и заклепочные соединения
UAZ 31512 К700 › Logbook › Половой пост часть 2 или кузовной ремонт с минимальными затратами денег (и только их, но не времени)

Находясь не в состоянии потратить около 30 000 рублей на вменяемый сварочный полуавтомат я задался вопросом, как еще можно скрепить кузовные элементы?
Вариантов скрепления кузовных деталей на самом деле достаточно много:
1. Сварочный инвертор. Отказался от сварки кузовщины инвертором после нескольких безуспешных попыток сварить тонкий металл между собой, даже с электродом 2мм, и токе 40-50 ампер глазом не успеешь моргнуть как прожигаешь даже хороший металл насквозь, поэтому пришлось отбросить, в назидание будущим поколениям: сварочный инвертор ну никак не поможет вам в кузовном ремонте, если хотите варить кузовщину то берите полуавтомат, не тешьте себя напрасными надеждами что сможете набить руку и инвертором варить кузовщину.
2. Точечная сварка — сложно реализуемый и не всегда доступный вариант сварки в гаражных условиях, можно сделать такой аппарат из инвертора, но на месте его использовать врядли получится. Да и не для всех условий сварки это подходит, например не сваришь встык, а можно варить только внахлест, опять же куча настроек длительности и силы импульса… не вариант
3. Полуавтомат из инвертора — не тратьте время, вкратце мораль басни такова что инвертор это источник тока, а полуавтомат это источник напряжения, совсем разные принципы и идеологии сварочного процесса, даже если получится удержать дугу, то это будет нестабильный и неуниверсальный сварочный процесс
4. Тиг сварка из инвертора — есть такие сварочники с функцией тиг, мой один из таких, вообще идея реализуемая, но в моем маленьком гараже держать баллон на 40 литров с аргоном ну совсем неохота, а с учетом стоимости горелки и редуктора и баллона (5 000 + 1500 + 2500 = 9 000), для сварки небольших объемов тонколистового металла вполне себе может заменить полуавтомат, но баллон :-((( вообще самый универсальный способ сварки, варить можно что угодно, но в скорости уступает полуавтомату конечно.
5. Болтовое соединение — вполне себе неплохой способ соединения металлов, но минус его только в том что шляпки болтов будут выступать сильно далеко наружу, что может оказать негативное влияние на функциональность конечной заготовки. Зато есть огромный плюс в том что соединение получается разборным и обслуживаемым, но врядли это будет существенным аргументов в пользу этого метода для кузовного ремонта, так что от этого способа я тоже отказался
6. Заклепки — ну и наконец способ, который я избрал в качестве рабочего для своего случая, это заклепки. Дешево (заклепочник 1500 + сами клепки по 1-2 рубля за штуку + сверла в среднем 60-70 руб за штуку на сотню отверстий). Из минусов только высокие трудо/времязатраты, а времени у меня хоть отбавляй, в сибири 10 месяцев в году зима а в остальное время идет дождь
По способу закрепления на детали заклепки бывают следующих видов
1. под молоток — старый вариант, так клепают самолеты и корабли, в том числе космические, для установки такой заклепки сверлим отверстие, суем туда заклепку, упираем заклепку в какой нибудь твердый предмет и метким ударом молотка с обратной стороны расклепываем ее внутри детали
2. резьбовые — сверлим отверстие, суем туда заклепку, закручиваем в заклепку специальный болт и крутим, пока заклепка не расклепается внутри детали,
3. вытяжные — самый простой вариант, сверлим отверстие, суем туда заклепку, и расклепываем ее заклепочником.
Понятное дело что клепать уаз молотковыми заклепками — уж сильно неоправданные трудозатраты, резьбовые отбрасываем потому как по сути это болтовое соединение, только вместо гайки выступает заклепка, остаются вытяжные.
Плюсы вытяжных заклепок:
1. «самолетная» технология, проверенная и надежная, сами клепки не очень сильно выступают из детали
2. прочность соизмеримая со сваркой (про прочность ниже)
3. не деформируется клепаемая деталь
4. ДЕШЕВО… очень
5. можно соединять несколько слоев деталей
6. можно соединять достаточно толстые детали
Минусы вытяжных заклепок:
1. очень высокие трудозатраты
2. очень высокие временные затраты
3. негерметичное соединение, то есть между деталей надо предусмотреть нержавеющую прокладку, сами клепки надо промазывать герметиком или мастикой чтобы стали герметичными
4. трудно клепать сложные формы, клепки лучше всего применять для крепления деталей внахлест, и это не всегда удобно, особенно в современных машинах, для крепления деталей встых подойдет только полуавтомат, для уаз еще можно подклепать, но для современных машин можно клепать только то, что не видно глазу.
Материал вытяжных заклепок и их выбор
1. говнолиновые — сделаны из слов продавцов леруа мерлена, касторамы, бауцентра продаются там же, состоят такие заклепки как правило из непонятной смеси непонятных металлов, обладают непредсказуемыми характеристиками, предсказуемо высокой ценой, годятся разве что для крепления унитаза к потолку, который закономерно упадет вам на голову когда вы захотите посрать. Образуют гальваническую пару с феррумом, сталью, железом если хотите. Выгнивают вместе с отверстием, при условии периодического взаимодействия с водой за 2-3 года.
2. стандартные аллюминиевые (со стальным или аллюминиевым сердечником) — такие заклепки сделаны из сплава аллюминия, обладают предсказуемыми характеристиками, продаются в магазинах проф строительных материалов, или инструментальных магазинах. Также как и первый вариант плохо подходят для крепления железа т.к. гальванизируют с ним. Ими можно крепить неответственные соединения, которые если отвалятся то не жалко переклепать. Выдерживают самую низкую нагрузку. Клепаются самым обычным
3. стальные — заклепки сделаны из обычной стали, сердечник стальной, выдерживают бОльшие нагрузки, чуть дороже чем люминиевые, требуют усиленного заклепочника, который стоит пару касарей.
4. нержавейка — заклепки не ржавеют, гальванических пар не образуют, выдерживают нагрузки сравнимые со сваркой, требуют хорошего заклепочника, и стоят как космический корабль :-))) шутка, примерно по 4-5 рублей за штуку, но они того стоят
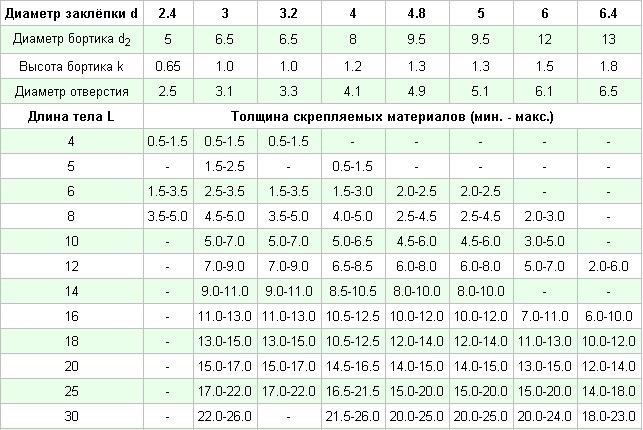
Теперь о прочности вытяжных заклепок в цифрах, то есть килограммах

Я для себя определился что меня устроит прочность заклепки из нержавейки диаметром 4мм.
С материалом и толщиной определились, теперь определяемся с длиной заклепок
Теперь надо определиться с шагом и расстоянием между заклепками.
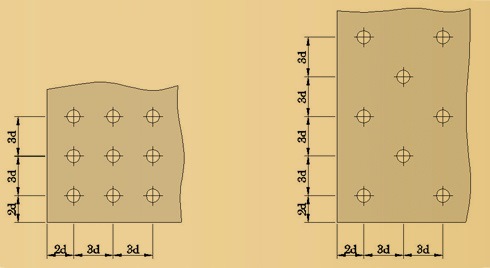
Где d это диаметр гильзы заклепки.
Дальше надо определиться с порядком заклепывания для того чтобы не было люфтов и расстояний между скрепляемыми плоскостями, то есть нам надо выбрать слабину между скрепляемыми деталями, для этого идем в любой магазин продающий метизы и покупаем там болты на 4мм 2х видов длиной 10 мм и 20 мм, далее, по мере того как мы сверлим отверстия мы стягиваем детали при помощи болтов, в итоге перед заклепкой у нас будет собранная конструкция, только вместо заклепок у нас будут болты, болтами намного проще стягивать детали, клепки плохо стягивают, но хорошо держат, поэтому по мере сверления стягиваем болтами, а дальше, когда вся деталь полностью готова но станута болтами, то, на место болтов ставим заклепки, делаем это таким образом что сначала снимаем болты через один, и в первый проход получится примерно половина заклепок и половина болтов, потом во второй проход снимаем все болты и по мере разболтовывания ставим на место болтов заклепки. В итоге у вас получится прочная, почти монолитная конструкция с минимумом люфтов.
Удачи вам в клепании. Перед сборкой для клепания, надо обязательно промазать все места стыков щелевым герметиком или битумной мастикой
Источник
Кузовной ремонт автомобиля: почему заклёпки лучше сварки
Продолжаем разрывать шаблоны (и не только) граждан своими «неправильными» темами и мнениями. И неправильные они потому, что в отличие от, прости хоспади , «топового контента» этого ресурса, основаны не на желании выдать максимум желтушной копипасты за минимум времени, а на личном опыте автора. А как известно, то что не укладывается в общепринятую теорию «правильного», априори сметается в кучу «неправильного». Но это лирика — уверен, среди моих читателей много вменяемых людей, разделяющих этот постулат. Итак.
Почему клёпочный ремонт кузова автомобиля во многом лучше сварочного?
Но прежде чем описать ситуацию, необходимо сделать важную, я бы даже сказал — принципиальную оговорку. Сегодня речь пойдёт о самостоятельном ремонте . Не в профессиональной кузовной мастерской с не менее профессиональными работниками и оборудованием (посмотреть бы на такое чудо. ) И уж тем более, не о технологиях сборочной линии завода. А именно о случае, когда вы сами, в гаражных условиях, чините прореху в полу, арке, или любом другом не видимом снаружи месте кузова автомобиля.
- Не требуется сварочный аппарат и соответствующие навыки. Очевидно. Работы выполняются с помощью шуруповёрта, качественного сверла по металлу и заклёпочника.
- Прочность соединения на регулярные изгибы и вибрацию выше сварного шва. А также, отсутствуют точки локального перегрева металла, которые со временем могут развиться в усталостные трещины и коррозию. Кстати, низкая коррозионная стойкость «домашнего» сварного шва — один из жирных минусов этого вида соединения. Если же в голове не укладывается, как какие-то там алюминиевые заклёпки могут быть прочнее сварки — задумайтесь, почему мосты, огромные резервуары, фюзеляжи самолётов, корпусы кораблей и ещё кучу больших силовых конструкций изготавливают и усиливают именно клёпочным методом. Конечно, и клёпки и технологии там несколько иные, но ведь и сварной шов похмельного Дяди Васи — это немножко не тот шов, что кладёт робот на сборочной линии Mercedes-Benz, не правда ли.
- Возможность соединять «несоединяемые» металлы в любых комбинациях. Попробуйте сварить кузовную сталь и алюминиевую проставку или медную латку. А заклёпочником — что угодно и как угодно. Разумеется, с предварительной обработкой антикоррозионным составом (о личной практике по защите кузова я уже рассказывал , там же и видеопример).
Разумеется, есть и минусы
Вообще, полный перечень как достоинств так и недостатков можно почитать в той же Вики, я же скажу о главном минусе клепания в домашних условиях (мы ведь именно про такие условия, не забыли. ) И дело в том, что процесс сей очень муторный и трудоёмкий . В случае сварки вы просто вырезаете латку (усилитель, проставку, надставку — неважно), прикладываете по месту и делаете шов. А вот если решили соединять клёпками, то вам нужно сначала просверлить отверстия в обоих слоях металла, что уже само по себе отнимает кучу времени и сил.
И что же лучше?
В данном случае лучше то, что объективно отражает уровень ваших навыков . Имея сварочный аппарат и некие практические азы его использования, автор данных строк, тем не менее, скрытые от глаз прорехи в кузове предпочитает именно клепать. Потому что, друзья, в отличие от вышеупомянутых Дядьвась, я трезво оцениваю свои способности . И понимаю, что для изготовления качественного и долговечного сварного шва мне нужно очень и очень долго практиковаться. А так как это пока не входит в круг моих первостепенных задач, я раз в пару лет предпочитаю помучиться на том или ином кузове с заклёпками, но потом не думать из месяца в месяц — отгнила там моя доморощенная сварка или ещё нет. А вот те товарищи, которые клёпки в грош не ставят, вполне искренне считают, что сварив пару раз на даче забор, они уже стали профессиональными кузовщиками и знают «как правильно». Нет, друзья. Ничего вы не знаете — вы лишь так считаете. 🙂
В качестве примеров подобных работ приведу пару своих видеороликов. В одном показан ремонт сгнившего порога (усилитель установлен на болтах + сверху декоративная латка на клёпках), в другом — ремонт не менее сгнившего пола. Также болто-клёпаные соединения.
Надеюсь, кому-то будет полезно!
Всем крепкого металла и прочных соединений!
Данная статья публикуется мной исключительно на канале OVER 9000 Яндекс.Дзен.
Источник
Ремонт кузова клепками собственными силами
Ремонт кузова посредством заклепок проводят в двух случаях. Когда использование сварки невозможно из-за несвариваемости деталей или возникающие деформации сложно устранить. А также, если соединение заклепками экономичней и быстрей, чем сваркой. Изготовляют из ковких металлов. Наибольшее распространены получили клепки из алюминия и его легких сплавов, мягкой стали, латуни, меди и другие. Различают типы:
У простых сплошной стержень. Заводская головка может быть цилиндрической, круглой или потайной (плоской). Эти крепежные элементы применяют, когда есть хороший доступ к обеим поверхностям скрепляемых листов, потому что для формирования второй шляпки используют пневматический или ручной молоток.
У специальных клепок стержень трубчатый и заводская головка имеет отверстие по центру. Вторую шляпку получают протягиванием и последующим отрывом оправки (стержня с утолщенным концом). В результате получается головка в виде толстого заплечика. Второй способ — цилиндрический стержень проталкивают, в следствии чего внутренний заплечик раздается и преобразуется в наружный. Специальные применяют в случаях:
- задняя поверхность соединяемых листов недоступна или труднодоступна;
- для скрепления металла с деталями из слоистого пластика;
- для крепления декоративных деталей.
Почему я много лет чиню кузова клёпками, а не сваркой (с примером)
Вообще, тема эта «крамольная» и вызывающая неимоверное бурление народных (и не только) масс. Но всё же, на основе опыта как своего, так и коллег по цеху, я постараюсь аргументированно описать плюсы и минусы альтернативы сварочному шву. А именно — обычной вытяжной заклёпке
. Кстати, пользоваться таким способом хоть и дольше, но гораздо проще — не нужна квалификация сварщика и соответствующее оборудование. Но сначала давайте выясним, чем заклёпка хуже.
Сначала немого о минусах заклёпок
Прежде всего, это трудоёмкость ремонта. Перед скреплением детали нужно просверлить в местах клепания
. А ещё лучше — предварительно промазать их слоем
герметика
, ведь прилегание двух склёпанных листов металла как ни крути не будет идеально-герметичным. Во-вторых, подлезать заклёпочником зачастую менее удобно, чем электродом или проволокой. И. Да пожалуй, на этом явные минусы заканчиваются. А в чём плюсы?
А плюсов куда больше!
Прежде всего, это отсутствие обязательного навыка сварщика
. Это
уже
с головой может перекрыть все аргументы «против». Кроме того, если нет сварки — возникает вопрос, где её хотя бы взять напрокат. Далее. Все «сварщики 80-го уровня» из типичных комментариев, которые только вчера научились варить забор на даче, обожают говорить про коррозию заклёпок. Но к ним у меня вопрос.
Господа «сварщики», а вы в жизни никогда не видели сгнивший через два-три года сварной шов
. Который сделан такими же неумехами как вы, и который уже нужно переваривать снова. Лично я на такой «ремонт» насмотрелся сполна. Кроме того, в свободной продаже сегодня есть заклёпки, не создающие с металлом гальванопару (хоть и стоят недёшево) — они ржаветь точно не будут. Ну а также, нужно понимать, что любое место ремонта (сварка, клёпка, склейка — что угодно) необходимо тщательно промазать
жидким антикором
. И хотя бы раз в пару лет этот антикор освежать.
А ещё эксперты 80-го уровня обожают «аргумент» про прочность соединения. И здесь несут такую же ересь как и в примерах выше — ни разу в жизни не попробовав клепать лично
. Я же предлагаю таким товарищам нормально (с качественным автостекольным герметиком) склепать, а затем попробовать разорвать эти два листа металла. С удовольствием на это посмотрю.
Ну а в заключение небольшой видеопример, где я показал один из вариантов простейшего ремонта порога без сварки. С нормальным усилением конструкции, нормальной герметизацией и нормальным антикором. Ездит третий год без изменений.
Понравилась статья? Поддержите лайком!
Сообщества › Кузовной Ремонт › Блог › Мой ремонт задних крыльев заклёпками.
Долго ли, коротко ли, но идея так отремонтировать крылья моего старичка Мерседеса w201, витала в моей голове уже давно. Сварка — это, конечно, хорошо, когда она есть. Однако, чем глубже я погружался в азы правильного клепания автомобилей, тем больше находил преимуществ в этом скромном, непритязательном, казалось-бы хлипком, и для некоторых, уродливом методе крепления одного листа металла к другому. В конце концов, я решился на такой ремонт. Были куплены ремвставки задних крыльев, и заказаны из поднебесной стальные скрытые заклёпки с головками «заподлицо».
Теперь о технологии. У заклёпок перед сваркой есть два основных преимущества: Первое: металл не подвергается «стрессу» из-за перепада температур. Это очень положительно сказывается на его последующей «усталости», о пагубном влиянии которой, думаю, все слышали. И второе: все скрепляемые поверхности можно обработать антикоррозийными составами ещё перед клёпкой, что значительно повышает стойкость к коррозии. Я считаю, «холодный» тип крепления заклёпок — это огромнейший плюс, не использовать который в целях увеличения долговечности соединения, просто недопустимо! Клёпки должны быть обязательно стальные. Алюминиевые могут спровоцировать гальваническую коррозию, и прочность у них обычно на порядок ниже, чем у их железных собратьев, что черевато потерей прочности соединения. Моя реализация этого метода вышла следующим образом: Ремвставки были покрыты эластичным антикором с внутренней стороны (для герметизации присадочной плоскости). В родных крыльях вырезаны области под ремвставки с нахлёстом 2-3 сантиметра (с запасом, на всякий случай), и присадочная область была зачищена до металла, для минимизирования толщины нахлёста. Чтобы максимально точно рассверлить места посадки клёпок, прихватывал ремвставки на двусторонний скотч, рассверливался, зенковал фаску в каждом отверстии, а после убирал скотч =))) На стадии клёпки обе плоскости покрывались эмалью. Так-же, в эмаль окуналась каждая клёпочка, ибо не использовать преимущество холодного крепления — грех!))) Единственный косяк: отзенковать отверстия под скрытые клёпки не совсем получилось. Точнее, получилось, но не достаточно глубоко. От этого плоские головки заклёпок немного торчат из крыльев. Думаю, что исправлять данный косяк буду путём стачивания головок до абсолютно плоского состояния, а окончательный вид всё это получит после высыхания шпатлёвки. Пока как-то так. Выкладываю экспериментально =) Если будет интерес к записи — выложу вид уже ровных крыльев. Благодарю за просмотр!))
Кузовной ремонт автомобиля: почему заклёпки лучше сварки
Продолжаем разрывать шаблоны (и не только) граждан своими «неправильными» темами и мнениями. И неправильные они потому, что в отличие от, прости хоспади
, «топового контента» этого ресурса, основаны не на желании выдать максимум желтушной копипасты за минимум времени, а на личном опыте автора. А как известно, то что не укладывается в общепринятую теорию «правильного», априори сметается в кучу «неправильного». Но это лирика — уверен, среди моих читателей много вменяемых людей, разделяющих этот постулат. Итак.
Почему клёпочный ремонт кузова автомобиля во многом лучше сварочного?
Но прежде чем описать ситуацию, необходимо сделать важную, я бы даже сказал — принципиальную оговорку. Сегодня речь пойдёт о самостоятельном ремонте
. Не в профессиональной кузовной мастерской с не менее профессиональными работниками и оборудованием (посмотреть бы на такое чудо. ) И уж тем более, не о технологиях сборочной линии завода. А именно о случае, когда вы сами, в гаражных условиях, чините прореху в полу, арке, или любом другом не видимом снаружи месте кузова автомобиля.
Разумеется, есть и минусы
Вообще, полный перечень как достоинств так и недостатков можно почитать в той же Вики, я же скажу о главном минусе клепания в домашних условиях (мы ведь именно про такие условия, не забыли. ) И дело в том, что процесс сей очень муторный и трудоёмкий
. В случае сварки вы просто вырезаете латку (усилитель, проставку, надставку — неважно), прикладываете по месту и делаете шов. А вот если решили соединять клёпками, то вам нужно сначала просверлить отверстия в обоих слоях металла, что уже само по себе отнимает кучу времени и сил.
Mercedes-Benz Vito › Бортжурнал › Капитальный ремонт кузова. Пороги на заклепках?!
Всем Привет! Сегодня о порогах и о других жизненных мелочах. Такое крепление порога многих автомобильных эстетов зацепит за живое и может быть даже оскорбит! Где-то с вами согласен — некамильфо! Но из двух зол (сварка или заклепки) что выбрать? Заклепки я использую давно и часто, но с оговоркой — в скрытых местах. О прочности соединения нет смысла спорить, самолеты и корабли на заклепках! (Титаник не будем трогать!) Заплатка из оцинкованного железа, посаженная на полиуретановый герметик и прижатая заклепками, переживет такой же ремонт на сварке. Как портит сварка металл знают все кто в теме. Даже при точечной сварке между двумя элементами остается пустота, а здесь клей. Вот и выбираем между красотой и долговечностью.
Впервые применил заклепки на порогах лет 12 назад, помогая своему другу реставрировать его МВ124 и по его пожеланию ( он тоже знал про самолеты:) И тут мне вспоминается крылатая фраза, что лучший учитель в жизни — опыт! берет дорого, но объясняет доходчиво. Заклепки были алюминиевые:) Кто не пропускал уроки химии в школе уже веселится. Я тоже знал про гальваническую пару, но достать знания в нужный момент из недр мозга не получилось, видимо процессор был перегружен. Да и правильных заклепок в розничной торговле тогда ( и теперь не очень) не было. Когда через год пороги отвалились в нижней части, нашлись и заклепки из нержавейки, и товарищ, что привозит их по требованию. А заплатки стоят и на алюминии, т.к. со всех сторон загерметизированы. Скажу больше — они и без заклепок будут держаться, главное прижать пока клей схватится — проверено. Ну вот, выдал секрет:)
В порогах главная часть не та скорлупка, что продается на каждом углу, а то что скрыто за ней — усилители и поддомкратники (опять внутренности — фу-у!)
Передний поддомкратник верхней своей частью уходит в вертикальную стойку кузова, что затрудняет его демонтаж и последующую приварку. Задние гнезда под домкрат остались родные, а вот передние поменял на усиленные с более толстой стенкой. Боковая стойка кузова в нижней части переходит в своеобразный усилитель порога. Важно не срезать порог в этом месте заодно с усилителем. ( Да уж — приварим, если че!)
Было много ржавчины, почистить которую можно было только абразивом с расстояния в 30-40 см. В качестве абразива песок уже давно не использую по двум причинам : вред здоровью и низкая производительность и качество. Лучший абразив на мой взгляд — корунд, но он дорог. Хорошая альтернатива корунду — гранат, уступающий немного по скорости работы и по сроку службы, если можно так сказать. Я беру обычно гранат с размером песчинки 0.5мм., но есть еще мельче, если хотите. Чем мельче песчинка, тем легче и глубже она проникает в обрабатываемый металл. Можно, конечно, использовать и чугунную дробь, но сильно портит металл, пробивая насквозь. Нежную абразивную обработку можно получить дробленой косточкой плодовых культур ( и такая есть) и другими материалами, только песком не стоит ( кто ж меня услышит?)
Постепенно внутренняя структура порога обретала первоначальный вид. Недостающие участки порога тоже крепил заклепками на герметике.
Полностью высверливать порог не было ни смысла, ни желания, т.к. состояние верхней части не вызывало претензий (а может ленивый стал)/ После подгонки и сверловки отверстий промазывал герметиком сначала верхнюю часть и ставил заклепки, а потом нижнюю. Полиуретановый герметик желательно брать медленный, т.к. нужно поставить на один порог немногим больше ста заклепок, это занимает время. Наружные части порогов были установлены в один день, а вот с заплатками со стороны днища пришлось повозиться…
Не обошлось без усовершенствований, да простит меня главный конструктор и иже с ним. Изначально гнездо домкрата не связано жестко с порогом, есть зазор, который закрывается резиновой заглушкой. В этом есть определенный смысл, и практикуется аналогично на многих мерсах. Но ведь вода, соль и грязь, несмотря на заглушку, как-то туда проникают и делают свою черную работу. Чтобы в этом месте было сухо я надел на гнездо (трубу) пластмассовую шайбу, обильно нанес герметик и потом приложил порог для монтажа. Когда шайба и порог заняли свое постоянное место, лишний герметик выдавился через зазор и щели не осталось. Сам герметик после полимеризации имеет некоторый процент на растяжение без потери адгезии, поэтому отрыв или нагрузка на порог в этом месте не страшны.
Технология работ
Способ заклепочного соединения представляет собой скрепление двух или больше металлических листов посредством цилиндрических стержней, на концах которых головки. Предварительно в соединяемых деталях просверливают отверстия. Заклепку, с выполненной заранее одной головкой, вставляют в отверстие и формируют вторую шляпку. Головки клепок стягивают листы между собой и противодействуют их отрыванию. Стержень этого крепежа препятствует боковому взаимному смещению деталей и подвергается действию перерезывающих сил.
Заклепочные соединения применяют в производстве кузовов:
- для закрепления листов (из легких сплавов чаще всего);
- для закрепления деталей, изготовленных из пластических материалов;
- при сборке рам.
При ремонте этот способ чаще всего используют для замены поврежденной коррозией листовой обшивки кузова, когда сварка ненадежна. Особенно распространено заклепочное соединение при ремонте полов — поврежденный участок заменяют новой панелью. Грамотно выполненный заклепочный шов по прочности не уступает сварному.
Виды заклепок
Изготовляют из ковких металлов. Наибольшее распространены получили клепки из алюминия и его легких сплавов, мягкой стали, латуни, меди и другие. Различают типы:
У простых сплошной стержень. Заводская головка может быть цилиндрической, круглой или потайной (плоской). Эти крепежные элементы применяют, когда есть хороший доступ к обеим поверхностям скрепляемых листов, потому что для формирования второй шляпки используют пневматический или ручной молоток.
У специальных клепок стержень трубчатый и заводская головка имеет отверстие по центру. Вторую шляпку получают протягиванием и последующим отрывом оправки (стержня с утолщенным концом). В результате получается головка в виде толстого заплечика. Второй способ — цилиндрический стержень проталкивают, в следствии чего внутренний заплечик раздается и преобразуется в наружный. Специальные применяют в случаях:
- задняя поверхность соединяемых листов недоступна или труднодоступна;
- для скрепления металла с деталями из слоистого пластика;
- для крепления декоративных деталей.
Сверление отверстий под заклепки
Отверстие сверлят диаметром немного большим, чем у стержня клепки. Однако следует стремиться к получению наименьшего зазора, так как при этом:
- у простых элементов крепежа возможность к изгибу меньше;
- специальные лучше завальцовываются.
На практике, во время ремонта, диаметр отверстия определяется размерами имеющихся сверл. Для клепок малого диаметра, используемых в жестяном деле, общий зазор должен быть в пределах 0,5 мм. Отверстие, по возможности, следует обработать – снять с внутренней поверхности заусенцы, которые образовались при сверлении.
Перед сверлением листов выбирают длину и диаметр клепок. Например, для монтажа на пол кузова с толщиной металла 0,6 мм листа в 1,0 мм диаметр элемента крепления будет приблизительно 4,0 мм. В случае использования специальных клепок, соединяемые листы могут быть толще, чем это допустимо для простых. Это применимо, если на элементы крепления действуют небольшие усилия. Листы обшивки кузова подвергаются вибрационным нагрузкам, действию напряжений кручения и изгиба, возникающих во время движении автомашины по неровной дороге. Они заставляют крепеж «играть». Так как в случае больших усилий требуется принимать диаметр крепежного элемента больше расчетного, то для указанного выше примера диаметр будет 5,0 мм.
Длину клепок подбирают в зависимости от их типа. У простых определяется длиной стержня. Поэтому длина элемента крепления вычисляется как сумма толщин соединяемых деталей и толщины металла, требуемого для заполнения зазора между отверстием и клепкой и для образования головки. При формировании круглой замыкающей головки к суммарной толщине листов добавляют длину стержня равную 1,5 диаметра. Для определения размеров специальных элементов крепежа используют таблицы, прилагаемые изготовителями.
Методы заделки днища автомобиля без сварки
Очаг сквозной коррозии, а попросту дырка, в днище автомобиля – это плата за комфорт в салоне. Его первоисточником являются не антигололедные реагенты, действующие снаружи, а влага, скапливающаяся под «пирогом» тепло-, шумо- и гидроизоляции. Поэтому при ее ликвидации работы ведутся преимущественно изнутри.
Если соблюдать все правила техники безопасности при сварочных работах, надо полностью демонтировать салон, включая обшивку. Это всегда очень затратно по времени. Поэтому вопрос о том, как заделать днище авто без сварки, весьма актуален. Причем большинство альтернативных способов дают не худший, а скорее лучший результат.
Холодные способы заделки дырок в металле
Заделать дыры в днище автомобиля без применения огневых работ можно двумя способами.
- Применяя композитные материалы – различные виды полимерных смол в сочетании с армирующим наполнителем и ускорителем реакции отверждения. При качественной обработке поверхностей они, кроме восстановления механической прочности, играют роль ингибиторов – замедлителей реакций химической и электрохимической коррозии;
- Устанавливая заплатки из листового материала на заклепки.
Общие технологические правила
Дырки в днище обнаруживаются обычно снаружи, при осмотре автомобиля на яме или подъемнике. Признаками сквозной коррозии являются локальные вспучивания, которые при попытке их расковырять рассыпаются в труху.
При обнаружении подобных неприятностей вам надо вскрыть и удалить пирог тепло-, шумо- и гидроизоляции на полу в салоне на всем том участке, где лист железа, образующий пол, приварен к силовым элементам кузова – порогам, тоннелю и прочим. Тогда вы увидите всю картину повреждений и сможете принять меры профилактического характера в тех местах, где коррозия еще не стала сквозной.
Перед самим процессом заделывания прорех вам надо принять меры к замедлению процесса коррозии (остановить – это недостижимый идеал, к которому стоит стремиться).
Для этого все лохмотья железа удаляются, а края, имеющие остаточную прочность, обрабатываются наждачной бумагой и металлической щеткой до появления блеска.
Зачищенная поверхность обрабатывается преобразователями ржавчины. Например, составом «Цинкарь». Работы ведутся внутри и снаружи.
После окончания работ поверхность незащищенного металла покрывается битумными мастиками, шпаклевкой (акриловой, эпоксидной), краской или пушечным салом.
Работа имеет смысл, если общая поверхность сквозных дыр не превышает 15% площади пола.
Заделка точечных дыр
Если очаг сквозной коррозии имеет диаметр не более 1 сантиметра, его можно просто замазать двухкомпонентным полимерным составом. Хороший результат дает клей Poxipol или набор для холодной сварки, похожий на пластилин.
Небольшое отверстие дает возможность применить так называемую катодную электрохимическую защиту. Найдите алюминиевый пруток, сделайте из него заклепку и заделайте ею дырку. В радиусе 20 см от нее коррозия остановится. Правда, заклепка будет постепенно разрушаться сама. Но на это может уйти лет пять.
Заделка масштабных разрушений
В этом случае придется позаботиться и о том, чтобы восстановить механическую прочность. Если отверстие находится на плоском участке, то нет смысла возиться с эпоксидным составом и стеклотканью.
Действительно прочный композитный материал получается лишь при абсолютно точном соблюдении технологии – пропорций смешивания, режима сушки и многого другого. Используйте готовый материал подобного рода, например, текстолит.
Имеющий толщину 3 мм, он не уступает по прочности листовому железу. Пластина может устанавливаться только на эпоксидный клей, но лучше применять комбинированное соединение, используя заклепки.
Последние должны быть из алюминия, тогда они сыграют роль катодной защиты.
Заплатки на днище автомобиля
Дыры большой длины на месте стыков с силовыми элементами ликвидируются заплатками из листового железа или алюминия. Их нужно согнуть по форме стыка так, чтобы ширина зоны контакта с еще живым материалом была не менее 2 см.
Устанавливаются они на алюминиевые заклепки, использование эпоксидного состава будет нелишним. Особенно если используется листовое железо. Ведь вы не можете точно знать его состава и того, в какую сторону пойдет электрохимическая коррозия – будет ли она разрушать заплатку или кузов.
Полимерная смола сыграет роль ингибитора.
Окончательная герметизация щелей и отверстий проводится с помощью, например, комплекта Novol Plus 710. В него, кроме эпоксидного наполнителя и отвердителя, входит кусочек стеклоткани.
Стоит ли паять
Заделывать дыры в днище можно и с помощью пайки. Однако для прогрева металла толщиной от 0,5 мм обычные бытовые паяльники непригодны. Скорее всего, и строительный фен вам в этом не помощник. Надо использовать портативную газовую горелку, например, Super-Ego R355, которая стыкуется с небольшим – объем от 400 до 700 мл – баллоном для туристических печек.
Для пайки необходим припой и флюс. Припой используется легкоплавкий, с преимущественным содержанием олова или свинца. Флюс можно заменить электролитной кислотой. Соединение получается прочным, оно способно выдерживать большие вибрационные нагрузки.
Недостатков у пайки два.
- Она связана с огневыми работами, что повышает общую сложность ремонта. Этим можно пренебречь, если руки у вас растут оттуда, откуда надо;
- Основной материал припоя – свинец или олово – является веществом, имеющим меньший электроотрицательный потенциал, чем железо. Поэтому при их контакте возникает электрохимическая коррозия, в которой железо будет играть роль «жертвенного анода» и разрушаться.
Теперь вы имеете представление о том, как заделать днище авто без сварки. Если вы будете аккуратны и настойчивы в зачистке поверхностей, последующей их обработке и защите, то установленная заплатка может пережить и сам автомобиль.
Заклепочный шов
Независимо от типа, при ремонте необходимо использовать клепки из такого же материала, что и скрепляемые листы. Алюминиевые элементы крепления будут постепенно разрушаться, если ими склепать латунь, медь, коррозионно-стойкую или обычную сталь. В атмосфере более влажной этот процесс будет заметнее, так как образуется электролитическая пара.
Важные параметры заклепочного крепления — расстояния от края листа до центра клепок и величина шага (расстояние между осевыми соседних элементов крепления, смонтированных по одной линии — шву). Размер шага кратен диаметру крепежа и зависит от назначения заклепанной детали. Для приведенного выше примера при диаметре 4 мм длина стержня клепки 8 мм. Размер шага — 40 мм. От края листа до оси шва — 8 мм. В ряде случаев, при ремонте кузова, ориентируются на шаг точечной сварки и по нему размечают установку крепежных элементов.
Порядок установки простых клепок:
- Скрепляют листы болтами через 5 – 6 отверстий, просверленных под клепки. Несовпадающие отверстия обрабатывают повторным сверлением или посредством развертки.
- Крепеж устанавливают головкой к более тонкому листу.
- Головку крепежного элемента устанавливают на массивную наковальню. Используют клепальную подставку для круглых головок — позволит предохранить головку от деформации.
- Надевают на стержень клепки оправку, по которой молотком наносят несколько ударов. Листы должны поджаться к шляпке.
- Осаживающую оправку снимают и производят удары по оси стержня крепежа. В результате элемент крепления, сминаясь, сперва заполняет отверстие, а потом образует заготовку замыкающей головки.
- Наносят удары по краям клепки под углом, оформляя шляпку.
- На головку устанавливают клепальную оправку и завершают формирование. При расклепывании крепежа с потайными шляпками в результате расплющивания молотком металл сминается и заполняет зенковку.
- Монтажные болты снимают, на их место устанавливают крепеж.
Монтаж специальных клепок:
- П.1 для простых элементов крепления.
- Клепку вставляют в отверстие, в протяжное устройство вводят завальцовочный стержень.
- Головку с усилием прижимают к листам, которые сжимают между собой.
- Растяжное устройство приводят в действие до наступления отрыва стержня крепежа.
- П.8 для простых.
Применение для заклепывания стержня-прошивки:
Ремонт кузова авто без сварки: починка своими руками
Годы эксплуатации автомобиля приводят кузов в непригодность. Ремонт производится в специализированных центрах. Применение сварочных работ становится необходимым.
Альтернативой являются бессварочные способы. Использование сварочных аппаратов для восстановления кузова авто часто бывает экономически нецелесообразно. Работа требует специального оборудования, больших навыков.

Несущие элементы необходимо варить сваркой, но ремонтируя кузовные поверхности, можно обойтись без сварки. Такой ремонт можно произвести своими руками в условиях гаража. Справится с задачей даже новичок. Поможет видео специалистов.
Бессварочные варианты авторемонта
Ремонты кузова авто без сварки считаются непрофессиональными, поскольку это не продукт многочисленных научных изысканий. Способов несколько.
В случае если проблема не с кузовом с выхлопной системой, то советуем посмотреть как заделать глушитель с помощью цемента или герметика
Общие требования: повреждённый участок удаляют болгаркой либо зубилом. Наносят антикор, цинк, обезжиривают. Далее малярной шпаклёвкой заделывают отверстия, создавая поверхность подходящей формы, красят.
Шпаклевание автомобиля
Используется материал со стекловолокном со структурой:
Крупноволоконный состав годится для исправления мелких повреждений. Применим, когда они находятся около конструктивных карманов. Зафиксируют состав подкладки, размещаемые с внутренней стороны. Шпаклевание — вариант бюджетный, но надёжности мало.
На зачищенную, грунтованную поверхность металла накладывается слой шпаклёвки. Сначала внутрь, затем прорабатывается поверхность. После отвердевания стартового слоя идёт второй. Сушка производится при комнатной температуре.
Использование алюминиевой/латунной сетки даёт возможность отремонтировать значительные повреждения. Сеткой закрывается отверстие, крепится скотчем. После шпаклевания, обработки скотч удаляется.
Если коррозию кузова убирать сеткой и шпаклевкой, длительность эксплуатации заплатки составляет от года до двух лет.
Стекловолокно +синтетический клей
Крупные повреждения заделывают стекловолокном. Клеящий состав — эпоксидка или полиэфирная смола. Стеклоткань накладывается в несколько слоёв, каждый перекрывает предыдущий на 2 см.
Всё промазывается клеящим составом. Провисание ткани устраняют установкой подкладок. Производится сушка. Вариант подходит для мелких повреждений.
При обработке автомобиля химическим средством в точности следуй инструкции прилагающейся к нему!
Пайка
Способ удаления значительных кузовных повреждений. Металлическая латка прижимается к кузову, соединяется припоем. Флюс даст прочность. Припой, флюс выбираются на основании металлических сплавов. Работают высокомощным электропаяльником.
Отрицательные моменты:
- дороговизна припоя;
- малая прочность.
Металлическая заплатка должна без зазора закрывать отверстие. Начальный этап — залуживание поверхности. Выступающая накладка осаживается молотком. Далее — шпаклевание, покраска.
Заклёпки
Вариант для ремонта больших повреждённых участков, замены деталей. Способ предпочтительнее сварки при ремонте днища. Повреждённую область удаляют, размещают новый кусок металла либо деталь. Клепают стальными заклёпками, диаметр — 5 мм, для несущих элементов — 6 мм.
Перед размещением заклёпки обрабатывают антикоррозийным веществом. Требуется заклёпочник.
Как заделать дырку в днище автомобиля без сварки
Приводя свой автомобиль в порядок, порой приходится находить неприятную проблему – сквозную дырку в днище кузова.
Одни владельцы авто сразу же обращаются за помощью в сервис по обслуживанию машин, а другие пытаются заделать отверстие своими силами.
Во втором случае вы имеете возможность сэкономить время и финансы, а также сумеете овладеть новыми техниками ремонта авто, что всегда полезно и актуально.
Многие люди не имеют большого количества ремонтно-строительных инструментов и техники, поэтому в гараже либо мастерской не у каждого владельца автомобиля найдется сварочный аппарат. На самом деле, если дырка в кузове размером не больше спичечного коробка, вполне реально ее заделать самостоятельно без сварки. Для этого существует несколько способов:
- замазать дыру шпатлевкой;
- припаять металлическую заплатку;
- заделать эпоксидной смолой;
- применить стекловолокно и клей;
- установить заклепочные соединения;
- использовать оцинкованный металлический лист.
Способ заделывания дырок с помощью шпатлевки
В области дыры в днище следует снять поврежденное покрытие, то есть старый слой краски, и зачистить металл, обработать специальным препаратом – преобразователем ржавчины. Потом рабочая поверхность обезжиривается и грунтуется. Далее готовится раствор шпатлевки однородной консистенции.
Для большей эффективности в него добавляют стекловолокно (чаще всего с крупными элементами). Затем аккуратно наносится состав на поврежденный участок. Пожалуй, это самая ответственная часть работы. Необходимо заделать всю дырку, щели и микротрещины, которые могут возникнуть вокруг нее.
Нанесение раствора должно происходить в несколько этапов, давая каждому новому слою высохнуть.
Чтобы достичь максимальной фиксации шпатлевки на поврежденном участке, на обратную сторону прикладывается подкладка. Она не позволяет раствору растечься, а действовать в той области, которую необходимо отремонтировать.
Если же дырка в днище авто достаточно большая, данный метод ремонта так же можно применять со вспомогательными элементами. Вместо подкладки монтируется металлическая сетка в область повреждения. Поэтому шпатлевка равномерно распределяется по ней, заполняя все пространство.
После того, как раствор окончательно высохнет, данную область обрабатывают малярной автомобильной шпатлевкой. Затем поврежденный участок красят и наносят защитную пленку.
Шпатлевка для автоДанный способ заделывания дыр в машине является наипростейшим. Но специалисты не рекомендуют его использовать, поскольку шпатлевка пропускает влагу и со временем может разрушаться. Также дырки обрабатываются раствором тогда, когда ремонт необходимо сделать в срочном порядке, и нет иных альтернатив.
Припаивание металлической заплатки
Припайка металлического элемента в поврежденную область – это способ заделки дырок в днище или любой другой части авто, когда можно закрыть отверстие небольших размеров. Чтобы осуществить ремонт машины по данной технологии, необходимо иметь такие инструменты:
- кусок металлического листа;
- мощный паяльник;
- флюс или преобразователь ржавчины;
- шпатлевка;
Материалы в авто
Итак, для начала очищается область, которую следует отремонтировать, снимается краска, ржавчина, грязь. Далее ее обрабатывают флюсом и обезжиривают. Потом производятся замеры и вырезается металлический кусок нужной формы.
Такой элемент полностью заделает отверстие, и края будут идти внахлест. Когда деталь для заплатки будет готова, ее приделывают паяльником. Затем края заплатки обрабатывают флюсом. В завершении стоит обработать участок шпатлевкой и прогрунтовать его.
Когда поверхность высохнет, наносится краска и защитный слой.
Такой способ заделки дырок в днище автомобиля наиболее популярен. Специалисты отмечают долговечность припаянных заплаток, так как соединение достаточно надежное. К тому же данным способом можно заделывать дырку любого размера. В целом, припаять заплатку достаточно просто, с чем справится и новичок, не имеющий большого опыта в ремонте машин.Последовательность действий при запайке дыр в днище
Применение стекловолокна и клея
Для повреждений средней степени часто используют способ заделки дыр при помощи стеклоткани. Когда данный участок обработан и очищен от слоев краски и ржавчины, необходимо из стекловолокна вырезать несколько накладок, размерами с отверстие плюс 2 сантиметра. Данный участок следует предварительно прогрунтовать и дать составу застыть.
Ремонтный комплект для авто
На сухую поверхность прикладывается накладка и закрепляется смесью (полиэфирная или эпоксидная смола+клей). Следующая «деталь» прикладывается и также фиксируется.
Таким образом, приклеивают все детали из стеклоткани, накладывая их одна на одну. Чтобы они не провисали и не деформировались, следует подложить подкладку.
Когда смола с клеем высохнет, нужно обработать рабочую область и покрасить ее.
Установка оцинковки и заклепочные соединения
Обработка дыр в днище авто оцинкованным металлом встречается достаточно часто. Основной материал, необходимый для этого, – железный лист. Перед установкой его следует закрепить саморезами и смазать мастикой.
Лучше всего использовать противошумную битумную смесь. Затем укладывается оцинковка и крепится болтами с помощью дрели. Потом нужно обработать участок специальными средствами, выровнять всю поверхность.
Когда все просохнет и конструкция закрепится, ее следует покрыть краской.
Еще один надежный вариант заделывания дыр – это делать заклепочные соединения. По этой технологии можно ликвидировать большие и маленькие отверстия.
Для этого поврежденный участок вырезается, края очищаются от краски и ржавчины. Далее вырезаются заклепки из стали, так как они меньше всего поддаются коррозии.
Потом прикладывается деталь и крепится этими заклепками. Когда конструкция выполнена, весь участок окрашивается.
Итак, способов заделать дыры в днище авто без сварки существует несколько. Вы можете воспользоваться любым методом, описанным в этой статье. Выбирайте именно тот вариант, который вы сумеете осуществить. И помните, любую задачу возможно и очень приятно осуществлять самостоятельно.
Источник