Технологический процесс ремонта кузовов и кабин
Дефекты кузовов и кабин
Характерными дефектами деталей кузовов, кабин и оперения (рис.1.) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др.
Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов.
Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества стали, дефектов сборки узлов и деталей, недостаточной прочности конструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т. д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
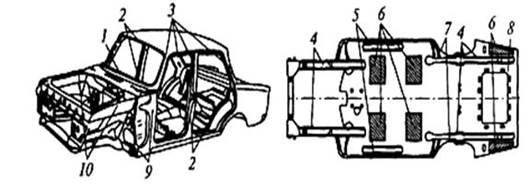
Рис.1. Характерные повреждения:
а.) цельнометаллический кузов автомобиля:
1 — передний и задний проемы ветровых стекол; 2 — дверные проемы; 3 — стойки под крышу; 4 — передние и задние лонжероны; 5 — левый и правый пороги основания; 6 — днище; 7- левый и правый задние брызговики; 8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики.
б.) кабина грузового автомобиля:
1 — разрушение сварочных швов; 2 — разрывы; 3 — вмятины и выпучины; 4 — прогиб и перекосы стоек; 5 — пробоины; 6 — коррозия; 7- трещины.
Технологический процесс ремонта кузовов и кабин
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей или их замену, сборку, окраску и контроль качества.
Разборку кузовов и кабин выполняют в два этапа. Это демонтаж всех деталей и сборочных единиц, установленных с внутренней и наружной сторон кузовов и кабин, с последующей разборкой корпуса для ремонта после удаления старого лакокрасочного покрытия и выявления всех его дефектов. Так как в большинстве случаев цельнометаллические корпуса кузовов и кабин являются неразъемными (соединены сваркой), то полную разборку корпуса на панели и детали не производят. Ее выполняют только до такой степени, чтобы имелась возможность произвести дефектацию и при необходимости заменить или отремонтировать элементы корпуса, образующие каркас.
В зависимости от экономической целесообразности ремонта кузовов и кабин применяют различные способы устранения имеющихся на их поверхностях дефектов.
Наибольшую трудоемкость и стоимость ремонта кузовов и кабин составляют работы по устранению дефектов на их цельнометаллических сварных корпусах. Ремонт корпуса кузова, имеющего различные дефекты, предусматривает правку панелей, удаление поврежденных участков корпусов, устранение трещин и разрывов, крепление ДРД на места удаленных панелей, проковку и зачистку старых швов, окончательную правку и рихтовку поверхностей.
Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями. Для выравнивания вмятин в труднодоступных местах применяют Инструмент различной формы (рис.2). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
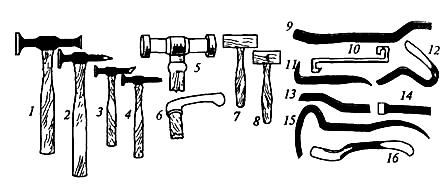
Набор инструментов для удаления вмятин:
1. 6 — молотки;7 и 8 — киянки; 9. 16 — оправки (ложки).
Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль над процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 3) с использованием комплекта приспособлений (рис. 4). Усилия растяжения и сжатия создают рабочими цилиндрами 1, 3 (рис. 3), в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки 6, которые закреплены на фундаментной раме 2. На подставки опираются силовые поперечные трубы, которые губками зажимов закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалочными приспособлениями 5. Предварительной правкой устраняют глубокие вмятины (рис. 4, б), изгибы (рис. 4, в) и перекосы (рис. 4, г). Так как в процессе правки могут образоваться трещины или разрывы, которые в дальнейшем необходимо устранить, правку проводят перед сварочными работами.
Удаление поврежденных участков кузовов и кабин выполняют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Преимущества пневматического резца — это высокая производительность труда (0,08…0,1 м/с) по сравнению с газовой резкой (0,02м/с) и лучшее качество кромок в местах вырезки. Дефектные участки размечают с помощью шаблонов и мела, а затем удаляют. При удалении дефектных участков кузова или кабины необходимо предохранять корпус от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40А и напряжении 30В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5. 2,5мм, горелками ВСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной в 5. 1,5мм) и № 2 (для листов 1,0. 2,5мм). Для этого используют проволоку Св-08 или Св-15 диаметром (0,5h + 1) мм, где h — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10. 30мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.

Рис.3.Стенд для правки кузова легкового автомобиля:
1,3— рабочие цилиндры;2 — рама; 4 — кузов; 5 — расчалочное приспособление;
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После его деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7. 1,5мм.
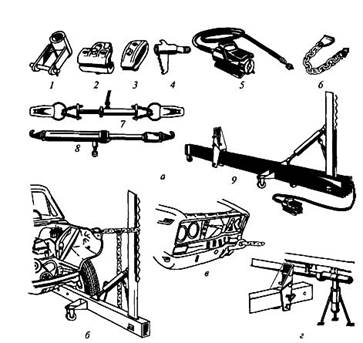
Приспособления для выполнения правки деформированного участка кузова:
а — комплект приспособления для устранения перекосов и перегибов; б, в и г — использование приспособлений при правке; 1 — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка с зубцами для захвата выпрямляемой панели; 5 — насос; 6 — двойной захват; 7 — натяжной цилиндр с вытягивающим устройством; 8 — натяжной цилиндр с захватами; 9 — правильное устройство.
Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и выпучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.
Источник
Ремонт платформы, кабины и кузова автомобиля
Ремонт кабины, кузова и платформы связан с устранением всех видов дефектов, которые появляются на них в процессе эксплуатации. К таким дефектам относятся: усталостные и сварные трещины, ослабление резьбовых и заклепочных соединений, коррозионные изъязвления, разрывы металла, прогибы и перекосы, вмятины, а также выпучины.
Во время капитального ремонта автомобиля раму полностью разбирают и осуществляют контроль состояния сварных швов и наиболее нагруженных участков, при этом ослабленные заклепочные соединения демонтируют и заменяют на новые.
Погнутые поперечины балки выпрямляют на специальных стендах при помощи прессов. После этого качество правки контролируют при помощи проверочных линеек и щупов.
Обнаруженные трещины в сварных соединениях или деталях заваривают. Перед сваркой во избежание дальнейшего распространения трещины необходимо на ее концах просверлить отверстия диаметром 3-5 мм. После этого металл около трещины удаляют на всю ее глубину с разделкой кромок под углом 90°. Если трещина сквозная, а толщина металла не превышает 12 мм, то делают V-образную разделку, пи большей толщине металла делают Х-образную разделку. Для сваривания разделки наиболее эффективной будет сварка в среде углекислого газа. На Выбор марки сварочной проволоки влияет химический состав свариваемого металла. В том случае, если трещина проходит через отверстие, то этот участок полностью вырезают и заменяют новым, в таких случаях иногда для усиления приваривают накладки.
Участки кузова, платформы или кабины, поврежденные глубокими или сквозными коррозионными изъязвлениями, полностью вырезают и заменяют на новые. Вырезку лучше всего производить механическим способом с применением пневматического резца, электрических ножниц или газовой резки. Однако необходимо учитывать, что при газовой резке за счет высоких температур происходит коробление металла оставшейся части.
Приварку новых вставок осуществляют после предварительной прихватки короткими участками длинной 5-10 мм с шагом 100-120 мм. Но более широкое применение получила сварка в среде углекислого газа сварочной проволокой диаметром 0,8 мм, током 90-110 А и напряжением 18-22 В. Но в некоторых случаях применяют контактную точечную сварку (например при приваривании крыльев). Сварное соединение, как правило, выполняется внахлестку и по всему периметру участка.
Для того чтобы частично снять внутреннее напряжение и придать узлу правильную форму, сварные соединения подвергаются проковке при помощи пневматического пистолета. Кузов, кабина и их детали, потерявшие форму при аварии, правят на специальных стендах с применением специализированного инструмента, в роли которого выступают оправы, гидравлические струбцины, зажимы, растяжки и т. д. Процесс правки может выполняться как в холодном состоянии, так и с нагревом поврежденных мест. Небольшие вмятины, не имеющие перегибов, устраняют выколоткой при помощи различных деревянных или резиновых молотков. Глубокие вмятины, не имеющие острых загибов и складок, начинают выправлять с середины, постепенно смещая удары к краю. Вмятины ударного характера с линиями перегиба выравнивают с подогревом линии перегиба. Окончательную правку осуществляют с применением поддержек, которые устанавливаются с внутренней стороны. Тонкую рихтовку выполняют при помощи специальных рихтовальных молотков.
Сломанные болты, резьбовая часть которых продолжает оставаться в детали автомобиля, удаляют вывертыванием (в том случае, если есть возможность захвата за выступающую часть) или высверливанием сверлом, диаметр которого немного меньше внутреннего диаметра резьбы болта (в том случае, когда возможность захвата отсутствует). После этого в отверстие вбивают квадратный стержень, при помощи которого и осуществляется удаление болта. После удаления болта резьбу в отверстии поправляют при помощи мечника.
Если резьба в отверстии детали имеет значительные повреждения, которые не поправишь при помощи мечника, то в этом случае резьбу заплавляют. После этого отверстие рассверливают вновь под требуемый диаметр и нарезают новую резьбу.
Источник
3.2.2. Ремонт кузовов и кабин
Общие сведения. В корпусных конструкциях кузовов и кабин встречаются дефекты в виде коррозионных разрушений и трещин, пространственных отклонений расположения элементов кузова (кабины). Типовой технологический процесс капитального ремонта кузовов и кабин в сборе предусматривает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей или их замену, сборку, окраску и контроль качества [2, 3].
При ремонте кузовов и кабин применяют различные способы устранения имеющихся на их поверхностях дефектов (деформаций и перекосов стоек, вмятин и выпучин панелей, пробоин, разрывов, трещин, разрушений сварных швов, коррозионных повреждений). Выбор рационального способа устранения дефектов определяется обеспечением требуемого уровня качества и экономической целесообразностью. Наибольшую трудоемкость и стоимость ремонта кузовов и кабин составляют работы по устранению дефектов на их цельнометаллических сварных корпусах. Типовой технологический процесс ремонта корпуса кузова, имеющего различные дефекты, предусматривает правку панелей, удаление поврежденных участков корпусов, устранение трещин и разрывов, крепление ДРД на места удаленных панелей, проковку и зачистку сварных швов, окончательную правку и рихтовку лицевых панелей.
Снятие старой краски и удаление ржавчины. Продукты коррозии и старую краску с поверхности кузовов и кабин снимают скребками или металлическими щетками с использованием смывок и преобразователей ржавчины, а также дробеструйным способом. Наибольшую эффективность дают дробеструйный способ и смывки, в основе действия которых лежат химические реакции металла, краски, ржавчины и раствора.
Дефектовка. Корпусы кузовов и кабин проверяют с помощью контрольных шаблонов, по конфигурации похожих на сопрягаемую с корпусом деталь, а также кондукторов, позволяющих устанавливать пригодность деталей по геометрической форме. Наличие трещин и коррозии на корпусе выявляется визуально. Усталостные трещины в несущих элементах кузова требуют их замены.
Правка панелей с аварийными повреждениями. Правка предусматривает работы по вытягиванию, выдавливанию и выколачиванию деформированных частей кузова для придания им первоначальной формы и размеров. Для эффективного проведения этих операций необходимо соблюдать следующие условия: растягивающее усилие должно быть приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение; напротив точки приложения силы должна быть приложена противодействующая сила с тем, чтобы растяжение было регулируемым; должен быть предусмотрен контроль процесса растяжения, а также возможных попутных деформаций, вызываемых растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 15). Усилия растяжения и сжатия создают рабочими цилиндрами 1, 3, в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки 6, закрепленные на фундаментной раме 2. На подставки опираются силовые поперечные трубы 8, которые губками зажимов 7 закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалочными приспособлениями 5.

Рис. 15. Стационарный стенд для правки кузова легкового автомобиля:
а – установка кузова на стенде; б – элементы крепления кузова при правке
Удаление поврежденных участков кузовов. Такие участки удаляют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Наибольшее распространение при ремонте кузовов имеет пневматический резец, так как обеспечивает высокую производительность труда и лучшее качество кромок в местах вырезки. Перед вырезкой дефектные участки размечают с помощью шаблонов и мела. Шаблоны по форме соответствуют ремонтным деталям, а по размерам – поверхности меньше ремонтных деталей на 25 мм по всему периметру. При удалении дефектных участков кузова или кабины следует принять меры по предохранению корпуса от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
Устранение трещин и разрывов. Такие повреждения в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. Производительность процесса и качество сварного шва в первом случае выше. Сварку в среде углекислого газа осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности. Рекомендуется электродная проволока Св-08ГС или Св-08Г2С. Заварку трещин выполняют проволокой диаметром 0,7 мм при силе тока 40 А и напряжении 30 В.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5. 2,5 мм. После засверливания концов трещины сварку ведут горелками ГСМ-53 или ГС-53 с наконечниками № 1 для листов толщиной 0,5. 1,5 мм и № 2 для листов 1,0. 2,5 мм. При сварке используют проволоку Св-08 или Св-15 диаметром (0,5h + 1) мм, где h – толщина свариваемого металла. Для предотвращения коробления при нагреве вначале производят сварку в отдельных точках (прихватку) с интервалом 10…30 мм. Затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.
Крепление ДРД на места удаленных панелей. Дополнительные ремонтные детали крепят к корпусу дуговой сваркой в среде углекислого газа или с помощью болтов и гаек при изготовлении ДРД из стеклопластика, который не подвергается коррозионному разрушению. Перед приваркой ремонтных деталей и панелей вначале производят их прихватку к корпусу в отдельных точках через 80. 120 мм проволокой диаметром 0,8 мм той же марки, что и для сварки основных швов при силе тока 90. 110 А и напряжении 18. 28 В. Окончательно панели приваривают сплошным швом внахлестку с перекрытием краев 25 мм. Рекомендуется следующий режим сварки: сила тока 100 А, напряжение 20 В, расстояние от сопла до поверхности детали 8. 10 мм, вылет электрода 10. 12 мм, наклон электрода к вертикали 18. 20°.
Для установки ДРД из стеклопластика в металлическом корпусе кузова сверлят крепежные отверстия. Если просверлить отверстия невозможно, то к нему приваривают латунным припоем металлические пластины с отверстиями. После выполнения соответствующих пригоночных работ деталь из стеклопластика устанавливают и крепят к корпусу кузова. Таким способом крепят элементы оперения несущих кузовов легковых автомобилей.
Проковка и зачистка сварных швов. Такие операции необходимы для упрочнения места сварки и придания ему требуемого профиля. Проковку выполняют пневматическим молотком при помощи комплекта поддержек и бойков. Места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка. При окончательной обработке панелей кузовов и кабин обеспечивается точность сборки, а также удаляются мелкие вмятины и выпучины, оставшиеся на лицевых панелях. Эти работы, как правило, совмещают с предварительной сборкой кузовов и кабин до окраски, но они могут выполняться и самостоятельно на отдельном рабочем месте. Рихтовку производят пневматическим рихтовальным устройством или вручную. На рис. 16 показана правочная скоба для рихтовки крыши кабины, на которой монтируется пневматический молоток, обеспечивающий 350. 450 ударов/мин при давлении воздуха 0,4 МПа. Для выполнения рихтовки скобу вводят внутрь кабины и совмещают наковальню молотка с поврежденным участком. Затем в пневмомолоток подают воздух.
Все ремонтные работы с корпусом кузова или кабины, как правило, производят при поточной организации работ. Для передвижения корпусов при этом используют тележечный конвейер (см. рис. 17) с механическим приводом. Ремонтные работы на постах выполняют на стендах-тележках, позволяющих устанавливать и закреплять кабины, кантовать их в удобное положение, а также передвигать по рельсовым путям конвейера. Восстановленные корпуса поступают на линию сборки кузовов или кабин до окраски.
Сборка кузовов и кабин до окраски. При сборке устанавливают все детали, подлежащие окраске вместе с кузовом или кабиной, а также детали, которые при установке после окраски могут повредить защитно-декоративное лакокрасочное покрытие. Число устанавливаемых деталей и последовательность их постановки зависят от конструкции кузова. При сборке кузовов легковых автомобилей устанавливают двери, крылья, капот, облицовку радиатора, брызговики, крышку багажника и др. После выполнения всех пригоночных работ собранные кузова и кабины поступают в окрасочное отделение.

Рис. 16. Скоба для рихтовки крыши кабины грузового автомобиля:
1 – монорельс; 2 – эластичная подвеска; 3 – пневмомолоток; 4 – шланг подачи воздуха

Рис. 17. Тележечный конвейер для ремонта кабин:
1 – стенд-тележка; 2 – приводная станция; 3 – цепной привод; 4 – эстакада; 5 – натяжное устройство
Технология окраски. Окраска кузовов и кабин при их капитальном ремонте выполняется в соответствии с типовым технологическим процессом: приготовление окрасочных материалов, подготовка поверхности к окраске, грунтование, выравнивание лицевых поверхностей, шлифование, нанесение противокоррозионных и противошумных мастик, нанесение выявительного слоя эмали, локальное шпатлевание и шлифование, нанесение нескольких слоев эмали, сушка, контроль качества нанесенного лакокрасочного покрытия.
Сушат кузов после нанесения каждого слоя лакокрасочного покрытия.
Приготовление окрасочных материалов. Перед окраской материалы тщательно перемешивают, фильтруют и разбавляют до рабочей вязкости. Последнюю определяют вискозиметром, который представляет собой специальную воронку с калиброванным отверстием, из которого вытекает краска. Рабочая вязкость оценивается числом секунд, за которые 100 см 3 краски вытекает из этой воронки. Необходимая рабочая вязкость эмали зависит от ее физико-химических свойств и способа нанесения покрытия.
Подготовка поверхности к окраске. Подготовка предусматривает очистку поверхности кузова и кабины от следов коррозии, окалины, наплывов от сварки, влаги, а также обезжиривание. Наплывы от сварки, продукты коррозии и окалину удаляют переносными электрическими или пневматическими шлифовальными машинками. Гидроабразивную очистку поверхностей кузовов и кабин выполняют суспензией песка или электрокорунда с размерами зерен 0,15. 0,3 мм в воде под давлением 0,3. 1,0 МПа. Объемное отношение абразива к воде должно составлять от 1:6 до 1:1. Удаление влаги и обезжиривание выполняют погружением или распылением моющего раствора или путем протирки ветошью, смоченной уайт-спиритом.
Поверхность кузова или кабины, подготовленная к окраске, должна быть сухой, обеспыленной, без загрязнений маслами или смазками, не иметь налетов от вторичной коррозии, образующейся в процессе подготовки поверхности.
Для контроля степени обезжиривания перед окраской на поверхность кузова наносят 2. 3 капли органического растворителя и выдерживают не менее 15 с. Затем прикладывают к данному месту кузова листок фильтровальной бумаги и выдерживают до полного впитывания растворителя в бумагу. На другой листок такой же бумаги также наносят 2. 3 капли чистого растворителя и выдерживают до его полного испарения. Внешне сравнивая оба листка, определяют степень обезжиривания по наличию или отсутствию масляного пятна на первом листке.
Грунтование. Первый слой покрытия наносят непосредственно на металл. Грунт должен обладать наилучшей сцепляемостью с металлом и с последующим слоем лакокрасочного покрытия. Грунтовку наносят на поверхность кузова или кабины пневмораспылением или электроосаждением. Поверхность грунта должна быть матовой, так как глянцевая поверхность имеет худшее сцепление грунта с последующим слоем лакокрасочного покрытия.
Преобразователи ржавчины, применяемые также в качестве грунтового покрытия, наносят непосредственно на ржавчину. Эти преобразователи, попадая на поверхность, поврежденную коррозией, вступают в химическое взаимодействие с теми соединениями железа, которые образуют ржавчину, и преобразуют их в химические вещества, нерастворимые в воде и являющиеся одновременно пассиваторами коррозии.
Выравнивание лицевых поверхностей. Для этой цели используется шпатлевка или порошкообразная термостойкая пластмасса ТПФ-37, наносимая на металлическое основание. Шпатлевку наносят вручную шпателем или пневматическим способом слоем не более 0,5 мм, ибо при большей толщине резко снижается прочность покрытия.
Для нанесения термопластмассы применяют установки газопламенного напыления со специальными горелками. Перед нанесением пластмассы восстанавливаемую поверхность кузова нагревают пламенем газовой горелки до золотисто-желтого цвета, соответствующего температуре 200. 220 С. Подачу порошка через распылительную головку регулируют так, чтобы он от пламени горелки расплавлялся и изменял цвет от светло-серого до черного. После прогрева металла наносят первый слой пластмассы не более 0,5 мм. На этот тонкий слой черного цвета наносят слой заданной толщины, который уплотняют металлическим катком. Для предотвращения прилипания катка к пластмассе его предварительно смачивают водой.
Шлифование и непосредственная подготовка к окраске. Неровности на зашпатлеванной поверхности устраняют шлифованием. При мокром шлифовании кузовов и кабин в качестве шлифующего материала используют водостойкую шкурку зернистостью 4. 6. Шлифование производят с помощью шлифовальных машинок. После шлифования обрабатываемую поверхность промывают водой, протирают ветошью и сушат, обдувая воздухом.
Нанесение противокоррозионных и противошумных мастик на внутренние и нижние части кузова выполняют пневматическим способом распылителями с увеличенным диаметром сопла.
Нанесение выявительного слоя эмали производят для обнаружения мелких рисок, царапин, неровностей, не обнаруженных при предыдущих осмотрах. На глянцевой поверхности нанесенной эмали эти дефекты выступают яснее. Выявительный слой эмали должен быть тонким и ровным по всей поверхности, без пропусков и потеков.
Локальное шпатлевание и шлифование выполняют при необходимости нанесением быстросохнущей шпатлевки АШ-30 на дефектные места кузова или кабины, которые затем подвергают мокрому шлифованию.
Окраску отремонтированных кузовов и кабин осуществляют методами воздушного (пневматического) и безвоздушного распыления, а также распылением в электрическом поле в основном меламиноалкидными эмалями горячей сушки МЛ-12, -152, -197. Эти эмали обладают хорошей декоративностью, атмосферостойкостью, твердостью и эластичностью, стойкостью к воздействию минерального масла, бензина и воды при нормальной температуре. Выбор метода окраски зависит от требований, предъявляемых к покрытию (класс покрытия), размеров и конфигурации кузова, а также организации производства и экономической целесообразности применения определенного метода.
Окраску кузовов и кабин выполняют с использованием установок ручного типа или в стационарных камерах. Все эти устройства действуют по одному принципу и оснащены аналогичным оборудованием. Для автоматической окраски кузовов и кабин используют стационарные установки (см. рис. 18).
В электрическом поле хорошо распыляются только те материалы, которые обладают определёнными электрическими свойствами. Для достижения нужных значений удельного объемного сопротивления и диэлектрической проницаемости в краску вводят разбавители марки РЭ.
Для повышения производительности окрасочных работ и улучшения условий труда маляров широкое применение находят окрасочные модули на базе программируемых роботов. Для настройки робота на заданную программу окраски кузова, определенной геометрической конфигурации оператор вручную окрашивает расположенный перед роботом кузов, придавая при этом краскораспылителю все необходимые движения и «обучая» тем самым робот. Рука робота затем точно повторяет все движения оператора, какими бы сложными они не были. Окраска последующих кузовов осуществляется уже без участия оператора в автоматическом режиме.
Расход лакокрасочных материалов (в кг):
 ,
,
где S – площадь окрашиваемой поверхности, м 2 ; – толщина слоя покрытия, м; к – плотность лакокрасочного материала, кг/м 3 (для меламиноалкидных эмалей 1500 кг/м 3 , для грунтов 1800. 2000 кг/м 3 ); k – число наносимых слоев одним видом лакокрасочного материала; q – сухой остаток лакокрасочного материала в исходной вязкости, % (для пневматического распыления 50 %); η – коэффициент потерь материала на туманообразование, зависящий от способа нанесения (для пневматического распыления 0,4, для безвоздушного 0,15, для окраски окунанием 0,25, при окраске в электростатическом поле η = 0).

Рис. 18. Установка для окраски кузова в электростатическом поле:
1 – транспортер; 2 – боковые краскораспылители; 3 – верхние краскораспылители; 4 – вентиляция; 5 – кузов; 6 – система управления
Сушка лакокрасочных покрытий. Сушка может быть естественной при комнатной температуре (18. 23 С) и искусственной (60. 175 °С). Естественную сушку продолжительностью 2. 48 ч производят в отдельных хорошо отапливаемых и вентилируемых помещениях при полном отсутствии пыли, копоти и влаги. При отсутствии циркуляции воздух насыщается парами растворителей и процесс сушки замедляется. Естественная сушка применяется для кузовов и кабин, окрашенных быстросохнущими нитроцеллюлозными, нитроглифталевыми и перхлорвиниловыми эмалями. Сушку считают законченной, если при прикосновении к окрашенной поверхности в течение 5. 6 с на ней не остается следов.
Искусственная сушка в зависимости от способа передачи тепла бывает конвекционная и терморадиационная. Первая заключается в нагревании окрашенных поверхностей горячим воздухом или продуктами сгорания в специальных камерах. Такая сушка приводит к образованию поверхностной пленки, препятствующей высыханию нижних слоев и испарению из слоя краски растворителя. Пары испаряющегося в процессе сушки растворителя приводят к разрушению покрытия и образованию пор.
Терморадиационная сушка представляет собой сушку инфракрасными лучами, сущность которой состоит в поглощении такого излучения металлической поверхностью кузова. Лучи, проникая через слой лакокрасочного покрытия, достигают металлической поверхности кузова и нагревают его вследствие перехода лучистой энергии в тепловую. При этом возникает перепад температуры между внутренней поверхностью покрытия, соприкасающейся с металлом, и наружной, где температура ниже. Разность температур по толщине покрытия способствует быстрому испарению растворителя, и процесс полимеризации в этом случае начинается с внутренних слоев покрытия.
Интенсивная передача тепла от источников нагрева к окрашиваемой поверхности и лучшие условия пленкообразования за счет передачи тепла от внутренних слоев краски к наружным приводят к тому, что терморадиационная сушка происходит в 4. 15 раз быстрее конвекционной. Время сушки покрытий зависит от толщины металлического листа, цвета покрытия и расстояния от источника излучения (100…400 мм). Время сушки увеличивается при использовании более толстого листа металла. Наиболее быстро сохнут покрытия черного, коричневого, голубого и зеленого цветов, медленнее сохнут серые и бежевые. Белые покрытия при сушке инфракрасными лучами желтеют.
При сушке окрашенных кузовов и кабин расходуется тепло, которое затрачивается на нагрев металлической поверхности Q1, нагрев краски и испарение растворителя Q2, нагрев приточного воздуха и удаление паров растворителя Q3 (в Дж):
 ,
,
где См = 500 Дж/(кг°С) – удельная теплоемкость материала кузова (стали); М – масса кузова или кабины, кг; tк – температура сушки, град; tн – начальная температура кузова, град; K = 0,7 – коэффициент неравномерности нагрева;
 ,
,
где Vк – объем слоя краски, нанесенной на окрашенную поверхность, м 3 ; р – плотность растворителя, кг/м 3 (для ацетона 790 кг/м 3 ) ; Vр – объем растворителя, необходимого для окраски, м 3 ; Слкм – средняя удельная теплоемкость лакокрасочного материала, Дж/(кгС) – ориентировочно 2100; L – удельная теплота парообразования, Дж/кг (ориентировочно для ацетона – 610 5 );
 ,
,
где п – предельно допустимая концентрация паров растворителя в 1 м 3 воздуха, кг/м 3 (0,6 г/м 3 для сольвентнафты от верхнего предела взрываемости); в 1,2 кг/м 3 – плотность воздуха при температуре 20 °Св 1005 Дж/(кг°С) – удельная теплоемкость воздуха.
Общий расход тепла на сушку
 ,
,
где Kп 1,2 – коэффициент, учитывающий потери тепла на нагрев воздуха помещения, стен камеры, а также потери в воздухопроводах.
Контроль качества нанесенного покрытия. Качество окраски кузовов зависит от тщательности подготовки поверхности под окраску, грунтования, шпатлевания, шлифования и собственно окраски. Поверхность, подготовленная под окраску, должна быть чистой, без следов коррозии и жировых загрязнений. Грунтовое покрытие после сушки должно иметь матовую поверхность, без потеков, наплывов и не давать отлипа. Слой шпатлевки должен быть по возможности тонким и после шлифования зашпаклеванные поверхности должны иметь плавные переходы к основному металлу кузова. Контроль окончательно окрашенных кузовов и кабин включает проверку внешнего вида и разнооттенности поверхности, наличия должного блеска для глянцевых покрытий, отсутствия «шагрени», отдельных рисок и штрихов, потеков и волнистости.
Толщину лакокрасочных покрытий определяют измерителем толщины ИТП-1. Действие прибора основано на изменении силы притяжения магнита к ферромагнитной подложке в зависимости от толщины немагнитной пленки. При изменении силы притяжения меняется удлинение пружины на шкале, по показаниям которой определяют толщину покрытия. Контроль правильности работы прибора выполняют по эталонам толщин. Электронным прибором МТ‑41‑НЦ осуществляют также контроль толщины покрытий на намагничиваемой основе, а прибором ВТ‑30‑НЦ – на ненамагничиваемой основе.
Сборка кузовов и кабин после окраски. При сборке монтируются все отремонтированные составные части в соответствии с техническими требованиями на ремонт в той же последовательности, что и сборка нового автомобиля. Меняются лишь организационные формы сборки, которые определяются годовой программой, трудоемкостью и сложностью конструкции кузова. Особое внимание при сборке уделяют мероприятиям, снижающим шум и вибрации в салоне автомобиля. Сюда относят нанесение на внутреннюю поверхность кузова противошумных мастик, уплотнение зазоров собираемых деталей путем установки резиновых прокладок, установку обивки и звукопоглощающих ковриков внутри салона и др.
Контроль качества ремонта. При проверке кузова и кабины контролируют на геометрическое соответствие расположения точек основания, к которым крепятся агрегаты автомобиля (базовые точки), а также на пыленепроницаемость и герметичность. Контроль базовых точек основания кузова выполняют на стационарных контрольно-измерительных стендах или с помощью подвесных линеек. Герметичность собранного кузова или кабины проверяют в дождевальных установках при давлении 0,2 МПа в течение 6 мин. Проникновение воды в салон недопустимо. При этом проверяют также образование конденсата в приборах освещения и сигнализации.
Источник
