- Сварка и пайка ленточных пил
- Сварка ленточных пил на специальных сварочных аппаратах
- Пайка ленточных пил
- Сварка и ремонт ленточных пил
- Производство ленточных пил
- Технология сварки и пайки ленточных пил
- Сварочные работы
- Резка
- Зачистка
- Установка
- Сварка
- Отжиг
- Зачистка
- Пайка ленточной пилы
- Подготовка
- Оборудование
- Процесс пайки
Сварка и пайка ленточных пил
Существует два основных способа соединения ленточных пил: контактная стыковая сварка на специальных сварочных аппаратах и пайка.
Сварка ленточных пил на специальных сварочных аппаратах
Выпускается большое количество моделей станков для контактной сварки ленточных пил. Самые продвинутые из них обеспечивают автоматизированный цикл сварки и отжига, исключающий возможность ошибки оператора при выдерживании времени подачи электрического импульса во время сварки и отжига. В наиболее простых устройствах время сварки и отжига контролируются оператором.
Простейший аппарат для сварки ленточных пил показан на фото ниже. Он состоит из корпуса (1), сварочного трансформатора (2), зажимного механизма с электродами и рычагами зажима (3), пусковой кнопки (4). Зажимной механизм в свою очередь состоит из неподвижного (5) и подвижного (6) зажимов. Последний обладает свободным ходом, необходимым для осуществления осадки — движения концов пилы навстречу друг другу с образованием сварочного валика. Под действием пружины, создающей давление осадки, концы пилы с определенным усилием прижимаются друг к другу.
Процесс сварки ленточных пил включает в себя следующие операции:
- резка пилы;
- зачистка соединяемых концов;
- установка полотна в сварочный аппарат, выбор токового режима, установка необходимых усилия и хода осадки;
- сварка полотна;
- отжиг пилы;
- зачистка шва.
Резка. Резку полотна лучше всего производить на гильотинных ножницах, однако можно резать отрезным кругом или рубить зубилом. Если полотно уже было сварено раньше, при повторной сварке нужно отрезать около 5 мм с каждого конца.
В любом случае при резке должны быть выполнены следующие условия:
- место соединения должно располагаться между вершинами зубьев;
- при резке должен быть оставлен припуск на осадку (примерно 1,5 мм для каждого конца ленты);
- линия реза должна быть ровной, перпендикулярной спинке пилы.
Последнее необходимо для того, чтобы полотно сваренной пилы не имело изгиба в месте соединения (по линии спинки).
Есть довольно простой способ точной резки свариваемых ленточных полотен. Он состоит в том, чтобы уложить пилу так, как показано на рисунке ниже (среднее изображение) и обрезать или зачистить оба торца полотна одновременно (в сборе). При такой обработке концов, даже если линия реза будет не перпендикулярна спинке пилы, ее концы все равно состыкуются так, как положено, и ровность полотна после сварки будет обеспечена.
Зачистка. Концы пилы очищаются от загрязнений и обезжириваются ацетоном или спиртом. Соединяемые кромки зачищаются абразивом. Они должны быть ровными, без заусенцев.
Установка полотна в аппарат. Подготовленная пила устанавливается в зажимной механизм (один конец в неподвижный зажим, другой — в подвижный) таким образом, чтобы ее кромки встречались посредине свободного пространства между зажимами. При этом должно быть обеспечено их полное совпадение.
Соответствующими управляющими ручками устанавливаются усилие и ход осадки, режим сварки. Все эти параметры зависят от размеров свариваемых пил. Чем больше сечение пилы, тем больший требуется сварочный ток и более высокое усилие осадки.
В инструкциях к сварочным аппаратам имеются таблицы, содержащие все необходимые установки в зависимости от размера свариваемой пилы. Часто режимы сварки задаются без указания конкретного значения сварочного тока и напряжения. Для сварки определенной пилы необходимо просто установить управляющую рукоятку в определенное положение (I, II или III, например).
Сварка. Процесс сварки включается нажатием кнопки или поворотом рукоятки. При этом осуществляется подведение тока к зажимам, а от них к концам пилы, в результате чего происходит расплавление металла в зоне стыка. Под действием пружины подвижный зажим начинает смещаться в сторону неподвижного на величину хода осадки, в результате чего в зоне стыка образуется сварной валик, соединяющий концы пилы.
Кроме значения силы тока, важнейшим параметром является время подачи токового импульса. Сварочные аппараты, имеющие автоматический режим сварки, отключают подачу тока по прошествии определенного времени (обычно 1-2 сек). При работе на машинах, не имеющих автоматического режима, время сварки должно контролироваться оператором.
Вся сложность сварки ленточных пил заключается в различии размеров их полотен и материалов, из которых они сделаны. Поэтому нередко после первой сварки, закончившейся неудовлетворительно, сварщик вынужден экспериментально подбирать подходящие режимы. Это лучше делать на ненужных обрезках полотна. После того, как оптимальный режим будет подобран, желательно записать его параметры, чтобы можно было применять правильный режим для всех пил с такими же параметрами.
Очень важно содержать в чистоте поверхности электродов, контактирующие с пилой. Наличие между полотном и электродами посторонних веществ увеличивает сопротивление цепи и нарушает режим сварки.
Отжиг. Отжиг необходим для того, чтобы металл, приобретший повышенную твердость и хрупкость в результате сварки, возвратил свою исходную (или близкую к ней) структуру, т.е. снова стал пластичным и вязким. Отжиг производится в тех же зажимах, что и сварка, но при отсутствии усилия осадки и в другом токовом режиме.
Разогрев до температуры отжига (около 600°C) и медленное охлаждение иногда осуществляется нажатием, удержанием и отпусканием кнопки, подающей ток отжига на электроды, при этом для замедления охлаждения периодически нажимается кнопка подачи тока отжига. Если аппарат не оснащен пирометром, температуру контролируют по цвету металла — при выходе на температуру отжига он должен быть вишнево-красным. Нельзя разогревать до оранжевого или желтого цвета, свидетельствующего о более высокой температуре. Постепенное охлаждение во время отжига может длиться около 3-5 минут. Некоторые полотна требуют двух циклов отжига. Иногда сварку и отжиг совмещают в один процесс, увеличивая время охлаждения шва после сварки периодическими включениями подогревающего тока.
Зачистка полотна. При зачистке с полотна должен быть удален наплыв в зоне сварного шва и придана правильная геометрия межзубовой впадине в месте соединения. Зачищать можно практически любым абразивным инструментом. Главное, чтобы обработанная поверхность получилась ровной и заподлицо с соседними областями. При зачистке круг нужно направлять вдоль шва, а не поперек его.
Контроль качества сварки и отжига. При сварке ленточных пил могут иметь место следующие дефекты.
- Сваренные кромки полотна оказываются смещенными друг относительно друга (поверхности концов полотна находятся не в одной плоскости). Это бывает при слишком большом ходе осадки или недостаточной силе тока.
- Выброс расплава на поверхность полотна. Наблюдается при слишком большом токе.
- Непровары. Случаются из-за низкого давления и малого хода осадки или слишком малого тока.
В качественно сваренных пилах сварной шов должен выступать над поверхностью полотна не менее 1,5 мм.
Качество отжига можно проверить следующим образом — согнуть полотно по окружности с радиусом изгиба 20-25 см и посмотреть на его поведение. Если дуга изгиба близка по форме к окружности, и шов не трескается, значит, сварка и отжиг проведены хорошо. Если изогнутое полотно принимает V-образную форму, значит, металл в зоне сварки получился слишком мягким из-за чрезмерного отжига. Возникновение в зоне сварки трещин говорит о недостаточном отжиге (слишком быстром охлаждении).
Пайка ленточных пил
Подготовка полотна. Перед пайкой соединяемые кромки полотна должны быть очищены от загрязнений.
Соединение концов пилы осуществляется встык по скошенным граням, получаемым заточкой на абразивном круге. Форма скоса показана на рисунке ниже, его величина (в) колеблется в зависимости от ширины полотна и составляет от 8 до 12 мм, но часто величину скоса делают значительно меньше. Очень важно, чтобы скошенные поверхности были ровными плоскостями, и обеспечивалось их плотное прилегание друг к другу. Необходимо также обеспечить значение шага зубьев в зоне соединения характерное для данной пилы.
Припои. Наилучшими припоями для пайки ленточных пил считаются серебряные (ПСр-45, а еще лучше — ПСр-65). Не стоит использовать серебренные припои с меньшим содержанием серебра, например ПСр-25 не годится.
Флюсы. Лучше всего приобрести какой-нибудь специальный пастообразный флюс, предназначенный для высокотемпературной пайки легированных сталей. Пастообразная форма флюса наиболее удобна для данной работы.
Если специальный флюс отсутствует, можно приготовить пастообразный состав самостоятельно. Взять 10 частей буры и смешать их с одной частью хлористого аммония. К полученной смеси добавляется вода до получения густоты пасты.
В принципе, в качестве флюса можно использовать и одну буру, но её неудобно наносить на стык.
Оборудование и приспособления. Нагрев при пайке можно осуществлять разными способами, но наиболее обычный — нагрев различными газовыми горелками. Пламя газовой горелки должно быть либо с небольшой нехваткой кислорода (если это возможно), либо нейтральным.
Температура пайки зависит от марки припоя. Если используется припой ПСр-45, имеющий интервал плавления 660-725°C, то будет достаточно температуры нагрева около 800°C. Не следует излишне перегревать соединение во избежание нежелательных структурных изменений в металле.
Необходимо иметь приспособление, в котором можно зажать концы пилы в нужном положении, точно совместив полотна по скосу и спинке полотна. Чертеж одного из возможных вариантов такого приспособления приведен на рисунке ниже.
Но возможны более простые варианты сделанные своими руками.
Процесс пайки. Пайка ленточных пил не отличается по своей сути от пайки высокотемпературными припоями других изделий (для получения большей информации по пайке см. статьи Пайка металлов и Пайка твердыми припоями). Она выполняется в такой последовательности.
Скошенные кромки покрываются флюсом, и концы пилы зажимаются в приспособлении таким образом, чтобы кромки плотно прилегали друг к другу, а спинки концов полотна прижимались к выступу в приспособлении. При нанесении флюса нужно стараться, чтобы он не покрывал никакие другие поверхности пилы, кроме самих скосов. Это исключит затекание припоя на те плоскости, где он не нужен, и откуда его придется убирать после пайки.
Производится нагрев соединения с помощью горелки до нужной температуры и подача припоя в стык соединения. Расплавившийся припой самопроизвольно, благодаря капиллярным силам, затягивается в стык между полотнами, о чем свидетельствует появление его полоски по всему периметру стыка. Припоя требуется совсем немного, поэтому нет необходимости в расплавлении его избытка.
Нужно дать время для остывания соединения в течение нескольких минут, и только потом снимать пилу с приспособления. Если все сделано правильно, то наплывы припоя на полотне должны практически отсутствовать. Если же они есть, их нужно убрать аккуратной зачисткой.
Источник
Сварка и ремонт ленточных пил
 Компания «Тул Лэнд» предлагает следующие виды услуг по сварке и ремонту ленточных пил:
Компания «Тул Лэнд» предлагает следующие виды услуг по сварке и ремонту ленточных пил:
- сварка любых ленточных пил типоразмером от 6 до 54 мм
- ремонт любых ленточных пил типоразмером от 6 до 54 мм
- ремонт и сварка любых ленточных пил из полотна заказчика типоразмером от 6 до 54 мм
Участок по сварке ленточных пил работает бесперебойно в 2 смены, и исполнение заказа любой сложности и объема не займет больше чем 2 дня
Подготовительные и сварочные операции осуществляются на высокоточном оборудовании «Simonds» и «IDEAL-Werk». На участке трудятся высококвалифицированные специалисты с многолетним опытом работы. Ремонт ленточных пил осуществляется качественно и быстро. Здесь же производится сварка ленточных пил.
 Отличительные особенности оборудования, используемого при ремонте и сварке ленточных пил:
Отличительные особенности оборудования, используемого при ремонте и сварке ленточных пил:
- станок работает с помощью контактной сварки оплавлением ленточных пил
- во время сварки удаляются все окислы и напайки из зоны сварного шва
- отжиг и сварку ленточных пил точно контролируется электронной системой отжига
Производство ленточных пил
Более подробную информацию вы можете узнать по телефону (495) 739-03-30
Источник
Технология сварки и пайки ленточных пил
В деревообрабатывающей промышленности широко используются пилы, главной особенностью которых является непрерывная режущая поверхность. Она представляет собой кольцо из ленты с металлическими зубцами.
Сварка ленточных пил лежит в основе их изготовления, поскольку они получаются путем соединения заранее подготовленной ленты в кольцо. Данный процесс используется также и в их ремонте. В данной статье будет рассказано об основных особенностях сварки подобных приспособлений.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
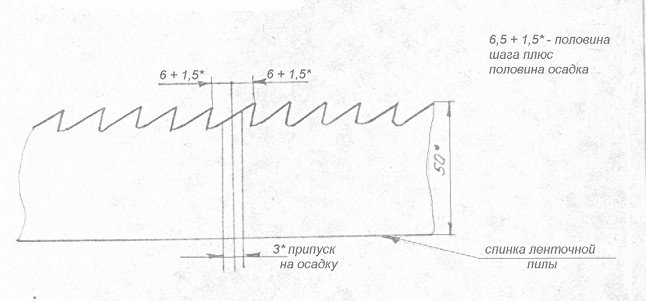 Чертеж соединения ленточных пил.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Соединять концы полотна следует встык. Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге. Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.
Оборудование
Существует множество способов, позволяющих нагреть металл до нужной температуры. Однако самым обычным и распространенным является применение газовой горелки. Ее пламя, если это возможно, должно быть с небольшой нехваткой кислорода или нейтральным.
В зависимости от марки выбранного припоя устанавливается температура. Важно не переусердствовать с нагревом. При определенных температурах в изделии могут произойти нежелательные структурно-фазовые превращения.
Важно иметь в своем распоряжении аппарат для сварки ленточных пил, позволяющий разместить концы полотна встык. Такое устройство можно изготовить самостоятельно по одному из чертежей, доступных в интернете.
Процесс пайки
По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу. Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен. В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.
Очень важно, чтобы припой плавился не от пламени горелки, а от температуры, передаваемой от прогретого металла.
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.
Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.
Источник