- Ремонт ленточнопильных станков в СПб
- Особенности конструкции ленточнопильных станков
- Ремонт ручных ленточнопильных станков по металлу
- Ремонт полуавтоматических и автоматических ленточнопильных станков
- Современные ленточнопильные станки по металлу
- Обслуживание ленточных пил по металлу
- Процесс обслуживания
- Советы мастерам
Ремонт ленточнопильных станков в СПб
Первые ленточнопильные станки появились ещё в ХІХ в. и с тех пор основной принцип их работы остался неизменным – разрезание заготовки осуществляется с помощью пилы в виде закольцованной стальной ленты с зубьями. Ленточная пила натягивается на два шкива, один из которых служит для привода ленты в движение, второй – для регулировки натяжения полотна. Необходимая гибкость ленты достигается за счёт того, что её ширина в десятки раз больше толщины.

Особенности конструкции ленточнопильных станков
Со временем конструкции ленточнопильных станков существенно улучшились и стали более разнообразными. Существуют конструкции одно- и многоленточные; с вертикальным, горизонтальным и наклонным расположением шкивов; с ручным управлением и оснащённые системами автоматики. Современные ленточнопильные станки используются для распила заготовок не только из дерева, но и из металла.
Основными преимуществами данного типа станков являются:
- малая толщина пропила (благодаря чему уменьшаются потери исходного материала);
- простота конструкции, лёгкость настройки и эксплуатации станка;
- распил заготовок большого сечения и собранных в пакеты;
- относительно малый уровень шума;
- настройка;
- возможность осуществления фигурного реза за счёт малой толщины и ширины ленточной пилы;
- простота встраивания таких станков в автоматизированные линии по обработке пиловочного сырья;
- меньшая травмоопасность по сравнению с другими типами пильных станков, которая достигается за счет того, что движение зубьев пилы всегда направлено в сторону рабочего стола и распиливаемой заготовки. Это делает практически невозможным выброс детали в сторону оператора станка.
 Однако любое оборудование в процессе эксплуатации подвергается износу, в результате чего уменьшается его точность и производительность. Нужно учитывать, что ремонт, выполненный при нормальном износе оборудования, обходится сравнительно недорого; если же допускаются чрезмерные износы, ремонт требует значительных материальных затрат. Именно поэтому важно вовремя компенсировать износ и вернуть механизму его первоначальную работоспособность.
Однако любое оборудование в процессе эксплуатации подвергается износу, в результате чего уменьшается его точность и производительность. Нужно учитывать, что ремонт, выполненный при нормальном износе оборудования, обходится сравнительно недорого; если же допускаются чрезмерные износы, ремонт требует значительных материальных затрат. Именно поэтому важно вовремя компенсировать износ и вернуть механизму его первоначальную работоспособность.
Специалисты компании «ИМПУЛЬС» выполняют техническое обслуживание, модернизацию и ремонт металлорежущего оборудования и деревообрабатывающих станков.
Ремонт ручных ленточнопильных станков по металлу
Ручные ленточнопильные станки обычно имеют упрощённую конструкцию, облегчённую станину и пильную раму консольного типа, прикреплённую к станине через поворотный шарнир. Наибольшему механическому износу подвержены детали и узлы, которые принимают на себя основные нагрузки во время пиления.
 В недорогих моделях ручных ленточнопильных станков зачастую отсутствует система подачи охлаждающей жидкости в зону реза и приспособления для очистки пильного полотна от металлической стружки. Оба эти фактора негативно влияют на долговечность узлов и деталей, имеющих непосредственный контакт с перегретым и загрязнённым полотном пилы.
В недорогих моделях ручных ленточнопильных станков зачастую отсутствует система подачи охлаждающей жидкости в зону реза и приспособления для очистки пильного полотна от металлической стружки. Оба эти фактора негативно влияют на долговечность узлов и деталей, имеющих непосредственный контакт с перегретым и загрязнённым полотном пилы.
Также следует отметить, что на такие модели ленточнопильных станков производители не устанавливают мощные электродвигатели, что часто приводит к перегрузке моторов во время работы. При распиле сложных профилей не редки случаи, когда пилу закусывает. Многие производители защищают от перегрузки двигатели станков тем, что намеренно используют клиноременные передачи в редукторах. В ситуации заклинивания пилы проскальзывающий ремень позволяет смягчить ударные нагрузки на привод станка и даёт время станочнику отключить двигатель, высвободить полотно и, уменьшив скорость подачи инструмента, возобновить пиление.
Полотно ленточной пилы не всегда имеет идеальный стык (сварочный шов) в месте замыкания ленты в кольцо, некоторое количество зубьев может быть повреждено или затуплено в процессе работы. Использование пил с такими дефектами ведёт к повышению вибрационных нагрузок на узлы и детали, обеспечивающие кольцевое перемещение ленточной пилы, ускоренный износ деталей, поддерживающих правильную траекторию её движения.
В некоторых моделях используется гидравлический привод пильной рамки. Со временем уплотнительные элементы гидроцилиндра и запорная арматура теряют герметичность, появляются протечки, в систему может попадать воздух.
Специалисты компании «ИМПУЛЬС» проведут комплексную диагностику технического состояния станка. При необходимости будут заменены ролики (подшипники) и сухари (твёрдосплавные напайки), задающие траекторию движения пилы; восстановлена поверхность шкива (заменён полиуретановый протектор шкива, восстановлена реборда).
Инженеры-электрики проверят состояние силовой коммутационной электроаппаратуры, подшипников электродвигателя, работоспособность концевых выключателей и автоматики, защищающей двигатель от перегрузки.
Ремонт полуавтоматических и автоматических ленточнопильных станков
Полуавтоматические и автоматические ленточнопильные станки имеют автоматическое управление и более сложную конструкцию. Как правило, они оснащаются автоматикой и гидравлическими системами, которые осуществляют подачу пильной рамки, изменение угла её наклона, поворот стола; удерживают заготовку в процессе реза; позволяют поддерживать постоянное усилие резанья.
 Инженеры компании проведут ревизию всех трубопроводов; заменят все уплотнительные элементы; обеспечат герметичность гидросистемы и устранят протечки на стыках её элементов; восстановят работоспособность масляных насосов, гидроцилиндров и запорной аппаратуры (клапанов, дросселей и т.п.).
Инженеры компании проведут ревизию всех трубопроводов; заменят все уплотнительные элементы; обеспечат герметичность гидросистемы и устранят протечки на стыках её элементов; восстановят работоспособность масляных насосов, гидроцилиндров и запорной аппаратуры (клапанов, дросселей и т.п.).
Наши инженеры-электрики восстановят работоспособность всех цепей автоматики, настроят работу всех датчиков и исполнительных механизмов.
Качественный ремонт ленточнопильных станков, произведённый опытными профессионалами компании «ИМПУЛЬС», позволит восстановить исходные характеристики вашего оборудования и продлить срок его службы.
Источник
Современные ленточнопильные станки по металлу
Технический прогресс не стоит на месте, заставляя производителей металлообрабатывающего оборудования воплощать последние достижения науки и техники в современное высокотехнологичное оборудование. Ленточнопильные станки по металлу не явились исключением и в полной мере соответствуют требованиям времени.
ПАО «Кувандыкский завод КПО «Долина» является одним из немногих отечественных производителей ленточнопильных станков который освоил и предлагает клиентам полный спектр дополнительных возможностей на всю линейку выпускаемых станков.

Наш завод производит ленточнопильные станки с различной степенью автоматизации, позволяющие производить резку практически любого проката. Вся линейка станков сконструирована таким образом, чтобы обеспечить максимально равномерное распределение давления на заготовку в процессе выполнения резки, что позволяет получать очень точные распилы. В зависимости от выбранной комплектации резку металла можно выполнять и перпендикулярно оси оборудования, и под углом, не превышающим 60 градусов. Что необычно — резка под углом обеспечивается либо путем поворота подвижной части тисков, либо поворотом рабочего стола.
Для оснащения серийных производств, где существует необходимость в резки большого количества однотипных заготовок, используются автоматические ленточнопильные станки по металлу. При необходимости произвести несколько одиночных резов такие ленточнопильные станки переводятся в ручной режим управления.
Автоматические станки по заданной программе могут работать без присутствия оператора, выполняя однотипные операции (резка длинных заготовок на детали заданной длины) заданное количество раз, что позволяет одному оператору обслуживать сразу несколько станков.
Также актуально в условиях большой серийности применять пакетную резку заготовок из профиля с небольшой площадью сечения. Наше предприятие предлагает потребителям сразу два варианта решения данной задачи:
Первый способ заключается в применении дополнительных приспособлений для получения так называемых «гексагональных тисков». Гексагональные тиски позволяют наиболее компактно уложить в пакет заготовки круглого или, например, шестигранного сечения, что очень сложно сделать при использовании обычных тисков.
Второй способ предусматривает применение дополнительно верхнего прижима. При использовании верхнего прижима можно уложить в относительно компактный пакет заготовки практически любого профиля. При использовании обычных тисков добиться надежной фиксации пакета заготовок небольшого сечения проблематично (например, применяется сварка торцов заготовок или увязка пакета проволокой).
Высокой производительности резки металла (даже при использовании таких дополнительных опций как пакетная резка) не добиться без использования автоматической подачи заготовок. Автоматическая подача может осуществляться разными способами: применение подающих рольгангов в совокупности с контрольной электроникой; встраивание подающих роликов в тиски или стол станка; и т.д., но все эти способы не применимы в условиях использования пакетной резки. При резке металла пакетом этот самый «пакет» должен быть зажат в тисках постоянно. Решением этой задачи стало использование на наших автоматических ленточнопильных станках дополнительных подающих тисков .
Применение такого принципа автоматической подачи при использовании пакетной резки позволяет в разы увеличить производительность оборудования, и также в разы снизить время затраченное оператором.

Немаловажным при использовании ленточнопильных станков является возможность резки металла под различными углами. Большинство производителей предлагают фиксированные углы реза, например 15, 30 или 45 градусов. На станках ПАО «Кувандыкский завод КПО «Долина» возможно производить резку мета л ла под любыми углами в диапазоне 0 ±45 или 0±60 градусов.
Реализовать данную возможность инженерам нашего предприятия удалось за счет изменения принципиальной схемы резки под углом. В то время как большинство мировых производителей применяют принцип поворот заготовки относительно ленточнопильного станка, наши конструктора реализовали принцип поворот станка относительно оси заготовки. Выгодность этого решения в полной мере просматривается при расчете необходимой площади под оборудование.
Применение всех вышеперечисленных функций при работе на ленточнопильных станках производства ПАО «Кувандыкский завод КПО «Долина» дает неоспоримые преимущества: 
Следует помнить, что какой бы степенью автоматизацией не обладал станок необходимо строго соблюдать регламент технического обслуживания и следить за точностью получаемого реза, для чего необходимо:
- правильно выбирать пильные полотна;
- правильно подбирать СОЖ;
- следить за натяжением полотна;
- своевременно производить смазку и очистку подвижных узлов.
Автор: Викторов Виталий ,
Заместитель руководителя инженерно-технического центра
ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина»
Источник
Обслуживание ленточных пил по металлу
На сегодняшний день ленточные пилы по металлу используют не только на крупных промышленных предприятиях, но и в небольших частных мастерских. Разумеется, эти устройства имеют различные габариты и конструкцию. Ручные модели (например, Stalex BS-85) в большинстве случаев оборудуются однофазным двигателем, зубчатым приводом и отличаются компактностью. Промышленные же могут быть как ручными, так и полуавтоматическими (к таковым относится JET MBS-1011DASP). Они имеют более крупные габариты, высокую мощность и, как следствие, производительность.
Процесс обслуживания
Вне зависимости от типа подобного оборудования, оно нуждается в регулярном техническом обслуживании, которое включает в себя следующие операции:
- Смазка. Современные модели станков необходимо принудительно подвергать смазке. Особое внимание следует уделять новым и отремонтированным агрегатам. Кроме того, важно регулярно проверять температуру подшипников.
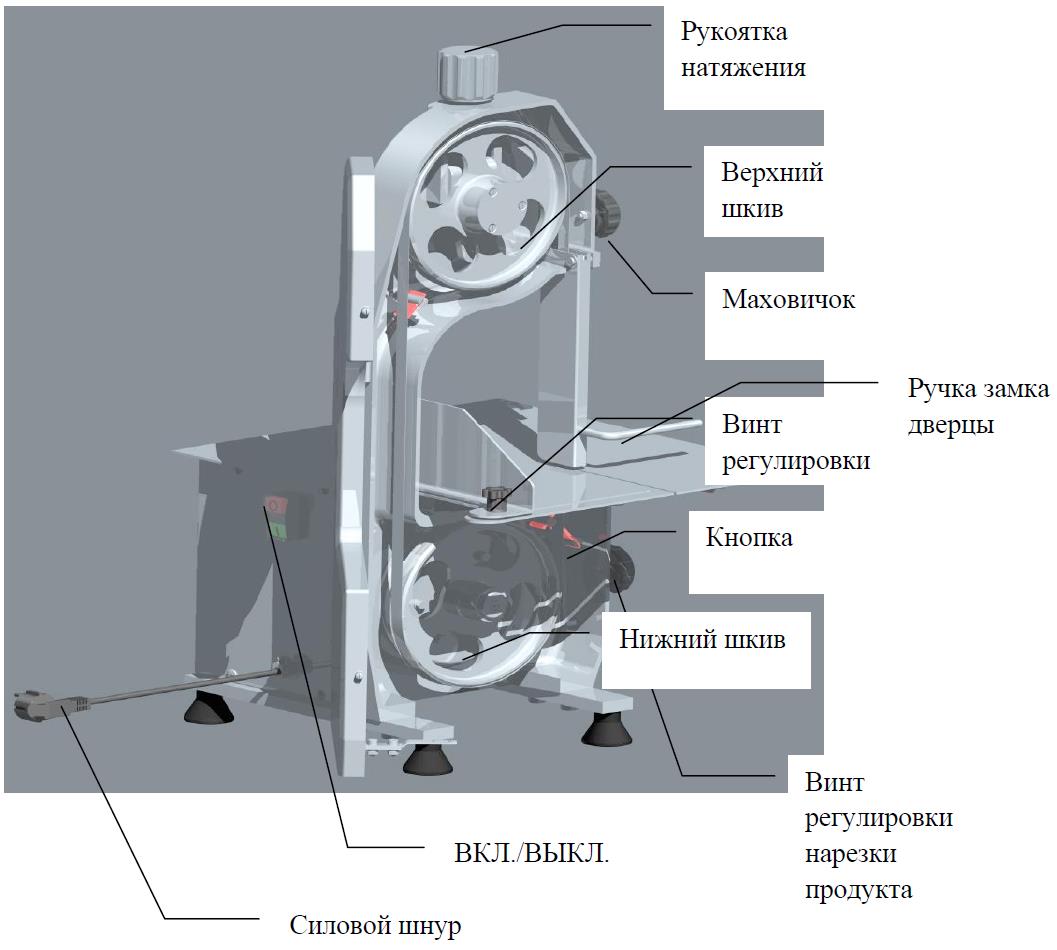
- Проверка расположения пильных шкивов. Маховое колесо (нижний приводной шкив) также нуждается в постоянном контроле. В вертикальных моделях станков оно должно располагаться вертикально и образовывать прямой угол относительно направления подачи. Для проверки используют отвес.
- Очистка шкивов. Рабочая поверхность пильных шкивов всегда должна оставаться чистой. Удаление отложений грубого типа осуществляется специальными скребками, а смоляные и подобные им следы можно очистить при помощи терпентина. Важно следить за тем, чтобы устройства, используемые при чистке, не вызывали вибраций.
- Проверка состояния фуговальных механизмов. Некоторые модели ленточных пил оборудуются подобными механизмами, они выравнивают боковые кромки зубьев. Таким образом удается осуществить более аккуратный и ровный рез, однако, это возможно только в случае их полной работоспособности.
- Корректировка и шлифовка пильных шкивов. Рабочие поверхности пильных шкивов нуждаются в регулярной проверке и корректировке. Шлифовать их необходимо спустя 2000-4000 часов эффективной работы.
- Контроль за положением натяжных устройств. Верхний пильный шкив регулируется в вертикальной плоскости, таким образом удается облегчить процесс установки и натяжения ленты. Ось шкива устанавливается с учетом того, что он будет совершать повороты в вертикальной плоскости, компенсирующие повышенные нагрузки при износе зубьев или ослаблении натяжения.
- Регулировка направляющих устройств. Всего имеется два типа подобных устройств: скользящие и роликовые. Чтобы исключить возможность трения о ленту, необходимо постоянно следить за их положением. В противном случае возникает риск разогрева и повреждения ленты.
- Смазка задних опор. Обычно такие опоры используют на узких пильных полотнах. Внешне они представляют собой ролики на шарикообразных подшипниках, которые устанавливаются как под столом, так и над ним. Для обеспечения работоспособности станка, их нужно регулярно и тщательно смазывать.
Советы мастерам
В большинстве случаев пильные полотна повреждаются по причине износа подшипников и шкивов, поэтому важно следить за их состоянием и вовремя осуществлять регулировку. На долговечность станков влияет и состояние рабочих поверхностей шкивов, необходимо содержать их в чистоте и своевременно выполнять восстановление первоначального профиля.
Для обеспечения безотказной работы рекомендуется смазывать задние направляющие устройства, расположенные с боков, и следить за их расположением. В конце рабочего дня, как и во время перерывов, следует постепенно разгружать ленту, в противном случае могут возникнуть проблемы с вальцовкой.
Источник