Ремонт люковых закрытий, рамп и аппарелей морских и речных судов
В 2001 году история компании «НОРДВЕГ» началась с масштабного ремонта люковых закрытий на одном из морских торговых судов. Компанию НОРДВЕГ создавали люди, имеющие значительный опыт по ремонту люковых закрытий различных типов. Это определило стратегию развития компании на все последующие годы и позволило на одном из этапов ее развития стать сервисным центром группы компаний TTS (Kvaerner) — одного из ведущих производителей устройств по доступу груза на борт судна.
Сегодня АО «НОРДВЕГ» — это одна из ведущих компаний по ремонту люковых закрытий в северо-западном регионе России, имеющая свои представительства в Калининграде, Архангельске и Риге (Латвия).
Специалисты отдела люковых закрытий оперативно и на высоком профессиональном уровне выполняют следующие виды работ:
- предремонтная инспекция люковых закрытий грузовых трюмов морских и речных судов
- ремонт и замена металлоконструкций панелей трюмов, рамп и аппарелей,
- замена резинового уплотнения с настройкой компрессии,
- ремонт кинематических соединений и узлов кинематики перемещения панелей трюмов и аппарелей,
- ремонт гидравлических агрегатов, узлов и компонентов системы гидравлики люковых закрытий.
- ультразвуковая диагностика и испытания на водонепроницаемость грузовых трюмов люковых закрытий.
Работы по ремонту люковых закрытий выполняются как с демонтажем, так и без демонтажа панелей грузовых трюмов с борта судна в зависимости от конструктивных особенностей судна.
Работы могут выполняться в г. Санкт-Петербурге, региональных представительствах и на выезде по месту постановки судна в ремонт.
Источник
Ремонт люковых покрытий
Ремонт люковых закрытий занимает наиболее важное место среди работ по ремонту средств доступа груза на борт судна.
Работы по ремонту люковых закрытий проводятся нашей компанией как в портах России, так и за рубежом. Партнерами Nordweg являются крупные судоремонтные предприятия, расположенные в Санкт-Петербурге, Клайпеде, Риге, Таллинне.
Специалисты компании проводят испытания на водонепроницаемость с помощью оборудования ULTRASONIC SDT в соответствии с унифицированными требованиями Z17 и имеют соответствующие сертификаты о профессиональной подготовке.
Помимо ремонта люковых закрытий специалисты этой группы выполняют ремонт переборочных дверей, носовых, кормовых, бортовых закрытий, рамп, аппарелей, кранов и других средств доступа груза на борт судна.
Инженеры компании выполняют предварительную инспекцию оборудования, подготовку информации для судовладельцев о техническом состоянии и необходимом ремонте.
Большой объем работ по ремонту люковых закрытий выполняют наши постоянные представительства в Калининграде, Архангельске, Риге и Таллинне. Региональные компании самостоятельно осуществляют ремонтные работы.
Для организации и оперативного выполнения подобных работ за рубежом весь инженерно-технический и производственный персонал отдела люковых закрытий имеет необходимые выездные документы, обладает современным профессиональным мобильным оборудованием и инструментом ведущих мировых производителей.
Компания Nordweg имеет соглашение о сотрудничестве с группой компаний TTS, известным проектантом и производителем люковых закрытий и другого оборудования по доступу груза на борт судна. Nordweg является сервисным центром TTS на территории России, Латвии, Литвы и Эстонии.
Источник
Охрана Труда



Ремонт люковых закрытий
Во избежание произвольного перемещения крышек во время ремонта, профилактических осмотров необходимо устанавливать на рельсе под колеса стопорные башмаки.
Демонтаж и монтаж силовых домкратов производится бригадой слесарей не менее двух человек. При выбивании пальцев из шарниров домкратов последний должен быть застроплен талями и поддерживаться в нужном положении.
Складывающиеся крышки должны быть уложены на деревянные брусья размером 200 × 200 мм, длиной не менее 1 м и при необходимости надежно закреплены.
Ремонт среднего шарнира на носовой и кормовой складывающихся крышках необходимо выполнять с лесов, рабочая площадь которых должна быть не менее 2,5 × 2,5 м, с перилами высотой не менее 1 м. Применять подвесные леса запрещается.
Замену уплотнительной резины в складывающихся крышках, когда они разобщены или край крышки находится над трюмом, разрешается производить только с лесов, имеющих перила.
Для смены уплотнительной резины в складывающихся крышках, когда они не разобщены, а находятся в поднятом состоянии, необходимо:
на пульте управления вывесить запрещающий знак «Не включать— работают люди»;
устанавливать под катки стопорные башмаки;
в разъем крышки заложить брусья сечением 200 × 200 мм, длиной 1 м с двух сторон крышки;
на комингс трюма под крышки выложить страхующие клетки из деревянных брусьев.
Все лица, участвующие в испытании люкового закрытия, в период подъема складывающихся крышек должны находиться в безопасной зоне. Испытания проводятся при личном участии механика, который управляет гидрокраном.
В период ремонта незакрытые трюмы должны быть ограждены леером, а в ночное время — освещены.
При снятии крышек с судна краном застропку производить по указанию руководителя работ, который обязан лично проверить перед подъемом качество застропки.
Такелаж, детали и другие предметы, находящиеся на крышках, перед подъемом крышки должны быть удалены.
При отсутствии на люковом закрытии рымов для подъема крышек их изготовление и проверка выполняются по чертежу, согласованному с зам. главного инженера по технике безопасности.
Запрещается переворачивать кормовую крышку люкового покрытия над трюмом судна.
При переворачивании крышек люкового закрытия как на судне, так и на берегу рабочие должны находиться в безопасности.
Источник
Техническое обслуживание водонепроницаемых закрытий
В период эксплуатации судна следят за состоянием люковых закрытий трюмов, дверей, крышек сходных люков и горловин, иллюминаторов, пробок мерительных труб и др. Рекомендации по восстановлению поврежденных водонепроницаемых закрытий приведены в табл. 23.5.
| Характерные повреждения водонепроницаемых закрытий и способы их устранения | |||
| Устройства | Повреждения | Технологические операции процесса восстановления | Дополнительные рекомендации |
| Люковые закрытия трюмов | 1. Изнашивание, большая остаточная деформация и местные вырывы уплотнительной резины секций крышек, особенно угловых вкладышей | 1. Поврежденные участки заменяют. Стенку паза крышки, удерживающего резину, иногда нагревают с внешней стороны паяльной лампой или газовой горелкой. Пазы секций после удаления старой резины зачищают от остатков и ржавчины металлической щеткой до блеска и протирают тампоном из чистой ткани, смоченным в бензине. Новую резину в пазах крепят следующим образом: приклеивая верхнюю или боковую ее часть; устанавливая в трапециевидный паз; приваривая ограничительные прутки, планки и угольники. Во всех случаях угловые вкладыши уплотнительной резины приклеивают по трем сторонам на длине примерно 200-250 см. Уплотнительную резину стыкуют косым разрезом под углом 30-45°. Для приклеивания резины используют клеи 88-Н или 88-НП (допускается вместо клея этих марок применять эпоксидный), клей «Стык-8р». Смазывают клеем только черную сторону резины, прилегающую к поверхности паза. Первый слой наносят кистью на поверхность резины и паза и сушат 5-10 мин. Второй слой сушат 1-3 мин, после чего вставляют резину в паз и склеенные поверхности выдерживают под давлением с помощью струбцин, клиньев или тяжелого груза. | 1. В отдельных случаях для обеспечения герметичности закрытия до замены износившейся резины на нее сверху наклеивают узкие полосы резины требуемой толщины или полоски линолеума. С этой же целью иногда оклеивают стыки секций клейкой лентой. В конце рейса места, на которые была наклеена лента, зачищают металлической щеткой и заново окрашивают. Склеивание желательно выполнять при температуре воздуха 15-20°С (но не ниже 12°C) и относительной влажности не более 70-75 %. Загустевший клей разбавляют смесью этилацетата с бензином «Галоша» в соотношении 2:1. Для замены износившихся уплотнений используют резину требуемого профиля (см. рис. 8.1). |
| 2. Уплотнительный комингс трюмов имеет повреждения в виде забоин от ударов грейфера, глубокие натиры от стальных тросов, деформацию, коррозионное разрушение. | 2. Забоины, натиры наплавляют с применением дуговой сварки и зачищают наждачным камнем. Деформированные участки нагревают и правят ударами кувалды. Корродированные участки очищают и покрывают грунтовкой. Водоотливные канавки между секциями крышек очищают от мусора и продуктов коррозии. | 2. Один раз в год проверяют уплотнительный комингс каждого трюма по струне, протянутой между его крайними точками. Если между буртом комингса и струной зазор более 3 мм, бурт наплавляют с применением дуговой сварки, выравнивают и зачищают по линейке. | |
| 3. Слабая затяжка секций крышек клиньями | 3. Изношенные упорные площадки под клинья наплавляют с применением дуговой сварки и зачищают наждачным камнем. Деформированные клинья заменяют или выравнивают. | 3. При больших слабинах на упорные площадки под клинья наваривают «платики» из листовой стали необходимой толщины. | |
| 4.Заедание подвижных деталей привода люковых закрытий | 4. При длительных переходах периодически разбирают опорные, балансирные и контактные ролики привода закрытия, направляющих шкивов и роульсов. | 4. Узлы привода разбирают по инструкции завода-изготовителя. | |
| Двери, крышки палубных горловин, световых люков | 1. Пропуск воды через уплотнительную резину | 1. Старую резину удаляют из паза, зачищают его от ржавчины, кусочков резины и клея щетками до блеска. | 1. Технология приклеивания резины такая же, как при ремонте люковых закрытий. |
| 2. Деформация, коррозионное разъедание | 2. Бурты правят, сильно корродированные заменяют. | 2. Участки коррозионного разъедания восстанавливают, нанося на них эпоксидное покрытие. | |
| 3. Большие зазоры и люфты в приводе обжимного устройства | 3. Привод разбирают, дефектные детали заменяют, устраняют большие зазоры и люфты в соединениях. | 3. Запасные детали заранее изготовляют на заводе по нулевому этапу. | |
| Иллюминаторы, окна рубки | Трещина или иное разрушение стекла, течь уплотнений, нарушение подвижности петель и барашковых задраек | Стекло заменяют. После снятия стопорного кольца и удаления остатков поврежденного стекла места уплотнения очищают от старой краски, ржавчины. Новое стекло вставляют так, чтобы оно было без перекосов и равномерно прилегало по периметру. Заменяют резину, парусиновую прокладку, расхаживают, смазывают петли, барашковые задрайки. | Перед установкой нового стекла проверяют, нет ли в раме деформации. Расхаживают барашки и петли. Устранять просветы нажатием стопорного кольца нельзя. Уплотнение выполняют по схеме завода-изготовителя. |
| Головки вентиляционных систем | 1. Повреждение запирающего органа (шара или клапана) | 1. Поврежденный шар заменяют. Зависающий клапан разбирают, устраняют причины перекоса или зависания. | 1. Запасные детали своевременно получают на складах или изготовляют на заводе по нулевому этапу. |
| 2. Коррозионное разрушение корпуса головки | 2. Головку заменяют. | 2. Участки местного коррозионного разъедания восстанавливают, нанося на них эпоксидное покрытие. | |
| 3. Разрушение защитной сетки | 3. Сетку заменяют. | 3. При сборке головки обеспечивают плотность фланцевого соединения. | |
| Пробки мерительных и приемных труб | 1. Деформация прорези под ключ, резьбы | 1. Пробку заменяют. | 1. Качество материала новой пробки должно соответствовать качеству материала заменяемой. |
| 2. Повреждение уплотнительной прокладки | 2. Прокладку заменяют. | ||
| 3. Коррозия посадочного места на трубе | 3. Посадочное место зачищают от продуктов коррозии и ржавчины. При небольших повреждениях его обрабатывают торцевой шарошкой. | 3. Участки глубокого коррозионного разъедания восстанавливают, нанося на них эпоксидное покрытие. | |
| Стояки замерных, наполнительных и вентиляционных труб | Трещины и свищи в местах стояков соединения с палубой | Трещины и свищи временно до замены трубы заделывают с применением эпоксидного клея или устанавливают цементный ящик либо обычные хомуты с уплотнительной резиной. | При выполнении ремонтных работ с замерными и наполнительными трубами топливных танков и масляных цистерн строго соблюдают меры пожарной безопасности. |
| Горловины цистерн | 1. Неплотность соединения | 1. При обжатии крышки наблюдают за тем, чтобы отжимные болты были вывернуты и не упирались во фланец горловины. | 1. Крышку обжимают равномерно по установленной схеме. |
| 2. Обрыв шпильки, повреждение резьбы шпильки или гайки | 2. Поврежденные шпильки или гайки заменяют. | 2. Оборванные шпильки высверливают, вывертывают «квадратом». | |
| 3. Потеря эластичности уплотнительной резиной | 3. Резиновую прокладку заменяют. | ||
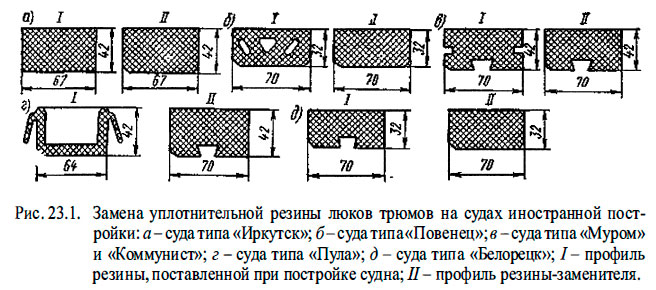
На судах различной постройки люковые закрытия трюмов имеют уплотнительную резину разного профиля. На рис. 23.1 показаны наиболее часто встречающиеся профили уплотнительной резины зарубежных фирм, установленные при постройке судна, и их заменители отечественного производства.
Рекомендации по устранению повреждений привода люковых закрытий даны в табл. 23.6.
| Характерные повреждения приводов люковых закрытий, способы их устранения | |||
| Элементы | Повреждения | Технологические операции процесса восстановления | Дополнительные рекомендации |
| Опорные, замковые и направляющие ролики | Трещины и обломы | Заменяют поврежденные детали | При сборке деталей отверстия в осях и пальцах заполняют графитовым смазочным материалом |
| Втулки роликов и соединений | Ослабление посадки втулок, трещины, риски задиры, изнашивание | Растачивают отверстия, заменяют втулки | После разборки детали промывают керосином или дизельным топливом. Зазоры устанавливают в соответствии с инструкцией завода-изготовителя |
| Рабочие гидроцилиндры | 1. Трещины цилиндра, крышки, втулки и других деталей | 1. Заменяют поврежденные детали | 1. Гидроцилиндр обычно заменяют в сборе |
| 2. Риски, задиры на рабочей поверхности плунжера и втулки | 2. Зачищают, шлифуют поврежденные поверхности | 2. При глубоких рисках и большом изнашивании, цилиндр ремонтируют на заводе. Риски заплавляют, плунжер хромируют, шлифуют | |
| 3. Изнашивание рабочей поверхности плунжера и втулки, увеличение рабочего зазора сверх допустимого | 3. Детали заменяют новыми | 3. Дефектные детали передают на заводской ремонт | |
| 4. Утечка масла через уплотнения плунжера и крышки | 4. Заменяют манжеты и уплотнительные кольца. Поверхность новых деталей должна быть гладкой, без раковин, трещин и посторонних включений | 4. Отремонтированный гидроцилиндр испытывают давлением, указанным в инструкции, не более 10 мин. Протечка масла через уплотнения плунжера и крышки не допускается | |
При хорошем уходе и своевременном ремонте силами экипажа водонепроницаемые закрытия находятся в удовлетворительном техническом состоянии, не имеют водотечности; не требуется проводить их заводской ремонт в течение 4-6 лет и более после постройки судна или после ремонта с полной заменой уплотнительной резины.
Литература
Судовой механик: Справочник. Том 3 — Фока А.А. (2016)
Источник