- Технология
- Область применения композитно-муфтовой технологии
- Ремонт трубопроводов полимерными композитными материалами
- Ремонт трубопроводов полимерными композитными материалами
- Методика ремонта трубопровода с применением полимерных композитных материалов
- Сформированная ремонтная конструкция
- Дефекты подлежащие ремонту
- Продукция
- Изолировочное оборудование
- Машины изолировочные ручные (серия «МИРТ»)
Технология
 Транспортировка при высоких давлениях больших объемов такого экологически агрессивного продукта как нефть и газ, требует особого внимания к вопросам сохранения целостности магистральных трубопроводов, предупреждению отказов, аварий. Поэтому проблемы обеспечения надежности и безопасности нефтепроводной системы всегда были в центре внимания.
Транспортировка при высоких давлениях больших объемов такого экологически агрессивного продукта как нефть и газ, требует особого внимания к вопросам сохранения целостности магистральных трубопроводов, предупреждению отказов, аварий. Поэтому проблемы обеспечения надежности и безопасности нефтепроводной системы всегда были в центре внимания.
Возраст большинства магистральных трубопроводов в нашей стране составляет 30-35 лет и прогнозная вероятность аварий на трубопроводном транспорте может стать критической для экономики страны.
Ремонт магистральных трубопроводов производится двумя альтернативными способами:
- Остановка перекачки по трубопроводу, вырезка аварийного участка трубы и установка катушки, либо полная замена трубопровода на новый.
- Установка композитной муфты без остановки перекачки по трубопроводу.
НГП-Технологии является производителем и поставщиком композитных материалов («ПЭКМ-ГЕРМЕТ» и «ПЭКМ-ИЗОЛ»), а также композитных муфт (П1), предназначенных для ремонта магистральных нефте- и газопроводов в любых климатических условиях по композитно-муфтовой технологии без остановки перекачки продукта по трубопроводу.
Материалы, производства НГП-Технологии, для композитно-муфтовой технологии ремонта магистральных трубопроводов успешно используют следующие компании:
ОАО «АК «Транснефть»;
КТК (Каспийский Трубопроводный Консорциум);
ОАО «Газпром трансгаз Беларусь».
Многие нефтегазовые компании в настоящее время применяют метод ремонта трубопроводов, заключающийся в вырезке из трубопровода секции или участка секции (катушка) и заменой бездефектной катушкой.
Для применения метода замены катушек, Заказчику необходимо провести следующие мероприятия:
Для ремонта нефтепроводов:
- Проведение земляных работ (обустройство ремонтного котлована, устройство амбара для размещения откачиваемой нефти из нефтепровода и т.д.)
- Врезка вантузов в нефтепровод для его освобождения от нефти и ее закачке обратно после ремонтных работ;
- Остановка перекачки нефти по нефтепроводу и отключение участка;
- Откачка нефти из отключенного участка нефтепровода: в параллельный нефтепровод, в резервуары НПС, в передвижные емкости, в сборно-разборные резервуары и резинотканевые резервуары, в земляные амбары.
- Вырезка деталей или заменяемого участка безогневым методом или с использованием энергии взрыва;
- Герметизация внутренней полости трубопровода;
- Сварочно-монтажные работы по врезке новой катушки и контроль качества сварных соединений;
- Открытие задвижек, выпуск воздуха и заполнение нефтепровода нефтью;
- Изоляция врезанной катушки и засыпка ремонтного котлована.
- Рекультивация земель на месте проведения ремонтных работ и земляного амбара.
Для ремонта газопроводов:
Проводятся аналогичные по сложности работы, и также необходима остановка газопровода, либо установка временного байпаса.
Область применения композитно-муфтовой технологии
Технология композитно-муфтового ремонта предназначена для ремонта магистральных трубопроводов со следующими характеристиками:
- наружный диаметр труб от 219 мм до 1420 мм;
- толщина стенок труб от 4 мм до 29 мм;
- внутреннее давление до 14 МПа;
- режим работы – циклический, с количеством циклов нагружения внутренним давлением до 360 циклов/год;
- температура перекачиваемого продукта на участке, отремонтированном композитно-муфтовой ремонтной конструкций, от минус 2° С до плюс 60° С;
- сваренные электросваркой из прямошовных, спиральношовных и бесшовных труб;
- ремонтные работы проводятся при температуре окружающего воздуха от минус 30оС до плюс 40оС, при этом операция заполнения муфты композитным составом выполняется при температуре от плюс 4° С до плюс 40° С. Для обеспечения требуемого диапазона температур над местом ремонта устанавливается обогреваемое защитное укрытие палаточного типа.
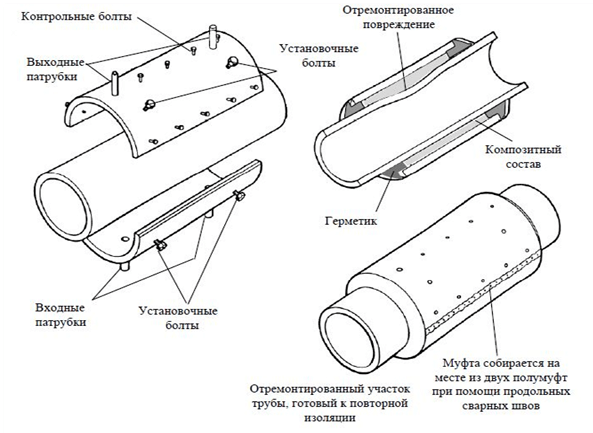
Композитно-муфтовая ремонтная конструкция состоит из стальной муфты, сваренной из двух полумуфт, которая устанавливается на трубе по центру дефекта с кольцевым зазором от 6 мм до 40 мм. Допуск для кольцевого зазора позволяет ремонтировать трубопроводы с дефектами геометрии и изгибом продольной оси. Концы кольцевого зазора заполняются герметиком. Объем между трубой и муфтой заполняется композитным составом.
Решение о применение композитно-муфтовой технологии ремонта магистральных трубопроводов, принимается Заказчиком по результатам внутритрубной или внешней диагностики трубопроводов.
Согласно РД «Методы ремонта дефектов и дефектных секций действующих магистральных нефтепроводов и нефтепродуктопроводов» ОАО «АК «Транснефть», применение композитных муфт предусматривается при следующих дефектах трубопровода:
- Потеря металла до 70 % от толщины стенки трубы;
- Вмятина в сочетании с: потерей металла, механическим повреждением, трещиной, расслоением, дефектом сварного шва и т.д.;
- Гофр в сочетании с: потерей металла, механическим повреждением, трещиной, расслоением, дефектом сварного шва и т.д.;
- Уменьшение толщины стенки (технологическое) трубы на внешней или внутренней поверхности трубы;
- Механическое повреждение типа «риска» на внешней или внутренней поверхности трубы;
- Трещина на внешней или внутренней поверхности трубы;
- Расслоение;
- Включение (участок с включениями);
- Трещина или аномалия в поперечном сварном шве;
- Пора (скопление, цепочка пор), шлаковое включение, утяжина(вогнутость), подрез, смещение кромок в поперечном сварном шве;
- Трещины, несплошность плоскостного типа, непровар, подрез в продольном сварном шве;
Источник
Ремонт трубопроводов полимерными композитными материалами
Ремонт трубопроводов полимерными композитными материалами
Полимерные композитные материалы (ПКМ) для ответственных конструкционных и ремонтных целей применяются в различных отраслях промышленнсти Германии с середины 30-х годов, в США — с начала 50-х, а в нашей стране в нефтяной и нефтеперерабатывающей промышленности — с начала 60-х годов.
Исходя из ряда существенных преимуществ соединений металлов композитными материалами перед другими способами при массовых ремонтах, в начале 70-х годов была создана отечественная научно-обоснованная технология ремонта металлоконструкций длительно работающих в углеводородных и водных средах.
П о этой технологии, получившей название «холодная сварка», на нефтеперерабатывающих заводах ремонтировались аварийные участки подземных газопроводов диаметром 100 мм с рабочим давлением до 20 кг/см2 и нефтепроводы диаметром до 200 мм. Устранялись крупные свищи и большие трещины на трубопроводах работающих под давлением более 16 кг/см2. Ремонт трубопроводов, работающих под давлением 6-7 кг/см2 производился без прекращения подачи жидкости или газа. На нефтяных промыслах в Татарии был восстановлен большой парк резервуаров объемом 2000 и 5000 куб.м. Восстанавливалась герметичность запорной арматуры.
Однако, полимерные композитные материалы и ремонтные конструкции на их основе, специально аттестованные для применения в нефтяной и газовой отраслях, в то время в промышленном масштабе не выпускались.
В связи с этим специалистами ООО «Газнадзор» ОАО «ГАЗПРОМ» были организованы исследования ряда полимерных композитных м атериалов отечественных и ведущих мировых производителей. Материалы и ремонтные конструкции на их основе испытаны в лабораторных и полигонных условиях. Отремонтировано более 200 шаровых кранов без вырезки на «гитаре» компрессорных станций и в условиях мастерских 000 «Сургутгазпром». В 000 «Самаратрансгаз» проведен ремонт дефектного участка магистрального газопровода Уренгой-Помары-Ужгород диаметром 1420 мм с рабочим давлением 75 атм. без остановки его работы. Были проведены ремонтные работы на газопроводах в Пермтрансгаз, Уралтрансгаз, Мострансгаз, Таттрансгаз, Севергазпром и др.
В ходе работы совместно с ведущими отечественными институтами и организациями разработаны ремонтные металлополимерные композитные материалы и конструкционные композитные адгезивы специально для ремонтов в газовой и нефтяной промышленности, которые по физико-механическим характеристикам не уступают лучшим зарубежным аналогам. Материалы сертифицированы и организовано их промышленное производство.
С учетом особенностей газовой и нефтяной отраслей, совместно с ВНИИСТ и рядом специализированных НИИ проведены экспериментальные исследования и полигонные испытания прочности ремонтных конструкций с применением полимерных композитов. Выявлен гарантийный срок их эксплуатации не менее 10 лет, а при применении определенных методов ремонта — до 20 и более лет.
Подготовлены специалисты по применению технологии «холодной сварки» с использованием полимерных композитных материалов.
На основании результатов исследований и опытно-промышленных ремонтов, а также отечественного и зарубежного опыта были разработаны руководящие документы (РД) по применению специально выбранных марок композитных материалов для ремонтных работ на объектах нефтяной и газовой промышленности, а также по оценке несущей способности трубопроводов диаметром 530 — 1420 мм, отремонтированных ПКМ. Эти документы утверждены руководством ОАО «ГАЗПРОМ», согласованы Госгортехнадзором РФ и являются нормативно-техническими документами, дающими право использовать указанные композитные материалы и ремонтные конструкции на их основе для ремонта магистральных, промысловых и технологических газо — и нефтепроводов, газового и нефтяного оборудования, резервуаров, машин и механизмов.
Технология ремонта дефектов трубопроводов типа коррозионной потери металла до определенной остаточной толщины стенки трубы с применением композитных материалов основана на локальном нанесении композита на площадь дефекта с последующим армированием, что позволяет достигнуть высоких экономических показателей, существенно с низить временные затраты на проведение ремонта, исключает применение сварочных работ. На сегодняшний день данная технология является самой прогрессивной, оперативной, высокоэкономичной и экологически чистой.
Ремонт дефектных участков трубопроводов полимерными композитными материалами (ПКМ) с применением ремонтных конструкций на их основе позволяет восстановить несущую способность отремонтированного трубопровода до бездефектного уровня на все время гарантийной эксплуатации.
Применение технологии «холодной сварки» для ремонта магистральных, промысловых и технологических трубопроводов не исключает традиционную технологию ремонта с вырезкой дефекта, но в состоянии свести ее применение к технически и экономически обоснованным минимальным случаям. При этом метод ремонта сплошной заваркой коррозионных дефектов, создающий дополнительные нежелательные напряжения, исключается полностью.
Таким образом, применение нетрадиционных технологий как повышает эффективность аварийного и капитального ремонтов, так и позволяет увеличить объем выборочного ремонта всех видов опасных дефектов, выявленных в результате внутритрубной диагностики. Ремонт производится без остановки эксплуатации газо- и нефтепроводов.
Для восстановления насосов различных типов, в том числе рабочих колес центробежных насосов, двигателей внутреннего сгорания и другого оборудования могут применяться композитные материалы, рекомендованные для ремонта трубопроводов.
Методика ремонта трубопровода с применением полимерных композитных материалов
По данным внутритрубной диагностики строится карта дефектов, на основании которой, пользуясь «Дополнением к РД 39-1.10-013-2000 (оценка несущей способности трубопроводов диаметром 530 — 1420 мм, отремонтированных с применением композитных материалов)», производится классификация дефектов и рассчитывается необходимое количество полимерных композитных материалов для проведения ремонта (например количество слоев ленты).
Трубопровод в месте проведения ремонта (дефектной части) очищается от старой изоляции механическим методом, пескоструится или очищается химическим методом, а так же обезжиривается. После чего дефект заполняется ремонтной пастой и выравнивается. Следующим этапом накладывается расчетное количество витков стеклопластиковой ленты с нанесением клея между ее слоями. Конструкция на время отвержения адгезива фиксируется хомутами. После отвержения поверх ремонтной конструкции наносится антикоррозионная изоляция или термоусадочная муфта. Все ремонты актируются.
В случае проведения экстренного ремонта трубопровода, когда нет возможности произвести расчеты, предлагается использовать стандартный комплект, состоящий из 8-слойной ленты рулонированного стеклопластика на определенный диаметр трубы, включающий расчетное количество пасты и клея, а так же вспомогательные материалы. Дело в том, что при установке 8-слойной конструкции на дефект (при любом размере дефекта, подлежащего ремонту) данный участок гарантированно приобретет прочность восстанавливающую несущую способность трубопровода.
Сформированная ремонтная конструкция
Рис.1. 1- Тело трубы; 2 — Предварительно проработанный и заполненный ремонтным металлополимерным материалом локальный дефект на теле трубы; 3 — Сформированная ремонтная конструкция из n-ого количества витков стеклополимерной композитной ленты.
Ремонтная конструкция формируется из стандартного ремонтного комплекта ГАРС, которая состоит из:
ремонтного металлополимерного материала — пасты, предназначенного для восстановления потери металла и геометрии стенки трубы, подлежащей ремонту, с целью перераспределения концентрации напряжений и препятствия дальнейшему росту дефектов;
армирующей стеклополимерной композитной ленты из гибкого анизотропного рулонированного стеклопластика, имеющего вторичную матричную память;
композитного конструкционного адгезива — клея, предназначенного для соединения слоев ленты при формировании ремонтной конструкции;
набора вспомогательных приспособлений для установки конструкции.
Дефекты подлежащие ремонту
Ремонту подлежат следующие виды дефектов (ВСН 39-1.10-001-99):
Общая коррозия (потеря металла);
Задиры, царапины, сколы;
Вмятины глубиной до 5% диаметра трубы;
Дефекты кольцевых сварных стыков — смещение кромок до 30% толщины стенки трубы, утяжины до 20% толщины стенки трубы на длине до 1/12 периметра трубы.
Продукция
Для проведения ремонтов на магистральных газо- нефтепроводах выпускаются ремонтные комплекты ГАРС.
Стандартный набор состоит из:
Расчетного количества полимерной ленты для формирования ремонтной муфты;
Расчетного количества ремонтной пасты для заполнения дефекта;
Расчетного количества клея для склеивания витков полимерной ленты;
Необходимого вспомогательного набора материалов для формирования ремонтной муфты.
Весь комплект упаковывается в одну коробку. Выпускаются комплекты для всех типоразмеров труб, начиная от 159 мм до 1400 мм. Ширина ленты может варьироваться от 100 до 800 мм.
Типовое обозначение комплекта:
Ремонтный комплект ГАРС 1420х300
1420 — диаметр ремонтируемой трубы;
300 — ширина полимерной ленты.
Для натяжения ленты, после формирования ремонтной муфты на трубе предлагаются к поставке специальные натяжители.
Все материалы сертифицированы, имеют разрешение Гостехнадзора РФ и Республики Казахстан.
Изолировочное оборудование
Машины изолировочные ручные (серия «МИРТ»)
Машина изолировочная ручная трубная («МИРТ») предназначена для нанесения полимерных лент типа «Полилен», термоусаживающихся лент типа «Терма», мастично-битумных лент типа «ЛИАМ» и оберток на наружную поверхность магистральных трубопроводов при их переизоляции и выборочном ремонте изоляции в трассовых условиях. Изолировочные работы с помощью этих устройств производятся бригадой в составе четырех человек. Техническая характеристика серии устройств приведена в таблице.
У стройство представляет собой кольцевую разъёмную конструкцию, состоящую из двух частей (рам). Рамы соединяются между собой шарнирами и замком и имеют дугообразные ручки, равномерно расположенные по окружности. На рамах закреплены три пары обрезиненных роликов, которые являются одновременно опорными и прикаточными. Пары роликов подпружинены и размещены по окружности под углом 120?. Две пары роликов закреплены непосредственно на раме, а остальные два ролика закреплены на рычагах, имеющих общий вал и подпружинены. Каждый ролик развёрнут (с возможностью регулировки) на угол, обеспечивающий спиральное перемещение установки по трубе с шагом
200 мм и нахлест лент не менее 30 мм.
Устройство имеет узлы крепления рулонов изолирующей и оберточной лент, обеспечивающие разворот рулонов относительно оси трубы и их подтормаживание, а также узел сматывания разделительной ленты.
Разработка защищена свидетельством на полезную модель № 1703 «Устройство для нанесения полимерного покрытия на трубы большого диаметра». Разработчик: ООО «Уралтрансгаз».
Условное обозначение машины изолировочной ручной трубной для трубопровода с условным наружным диаметром 1400 мм: «МИРТ-1400».
1 рулон ЛИАМ: вес 50 кг. длина в рулоне 60 м. толщина мастичного слоя 1,5 мм.
1 рулон лента ДРЛ-Л:
0,8 — вес 40 кг. длина в рулоне 160 м.
1,2 — вес 43 кг. длина — 140 м.
При намотке ленты ДРЛ-Л или любой другой ленты на мастике Асмол, из-за увеличения диаметра на 6 мм, возрастает расход обертки на:
5,2 % на трубу диаметром 114 мм;
2,7 % на трубу диаметром 219 мм;
1,4 % на трубу диаметром 426 мм;
0,8 % на трубу диаметром 720 мм;
0,4 % на трубу диаметром 1220 мм.
1 рулон ЛИАМ: вес 50 кг. длина в рулоне 60 м. толщина мастичного слоя 1,5 мм.
1 рулон лента ДРЛ-Л:
0,8 — вес 40 кг. длина в рулоне 160 м.
1,2 — вес 43 кг. длина — 140 м.
Техническая характеристика серии устройств «МИРТ»
Источник