- ПредыдущаяСледующаяРемонт электромагнитных плит
- Ремонт магнитных плит, цена и сроки
- Электромагнитные плиты для шлифовальных станков
- Ремонт магнитной плиты плоскошлифовального станка
- Шлифовальные станки ремонт и обслуживание от 4 900 руб
- Ремонт шлифовальных станков.
- Виды поломок
- Виды станков
- Самостоятельный ремонт
- Части, из которых состоит станок
- Стоимость ремонта
ПредыдущаяСледующаяРемонт электромагнитных плит
Ремонт электромагнитных плите, цена, ремонт магнитных плит в Санкт-Петербурге. Обращайтесь!
Плиты электромагнитные используются для фиксации обрабатываемых деталей
на плоскошлифовальных станках при черновой и чистовой шлифовке.
Кроме электромагнитных плит,
предназначенных для возвратно-поступательного движения,
широкое распространение получили вращающиеся электромагнитные плиты,
 обычно называемые электромагнитными столами.
обычно называемые электромагнитными столами.
Наиболее типичные причины выхода из строя электромагнитных плит
обусловлены нарушением условий их эксплуатации –
механические повреждения и перегрев,
что приводит к витковым замыканиям обмоток и пробоям на корпус.
Мы ремонтируем электромагнитные плиты различного исполнения всех размеров.
Применяя оборудование, оснастку и технологии,
аналогичные технологиям производителей,
мы добились высокого качества и сжатых сроков проведения любых ремонтов.
Для ремонта используются эмаль-провод ПЭТ-155 и изоляционные материалы
класса нагревостойкости F, соответствующие современным требованиям.
Качественно отремонтировать электромагнитную плиту или электромагнитный стол
 можно только в специализированной мастерской,
можно только в специализированной мастерской,
используя специальные материалы и технологии.
Ремонт и восстановление плиты включает определение неисправности,
разборку плиты, удаление изоляционных материалов и загрязнений,
демонтаж старых обмоток с каркасов катушек,
намотку и установку восстановленных катушек с последующей сборкой схемы.
Перед заливкой специальным фиксирующим материалом
проводится проверка на правильность соединений и отсутствие замыканий,
затем сборка и окончательная проверка работоспособности
отремонтированной электромагнитной плиты.
После ремонта электромагнитная плита должна сохранять герметичность,
чтобы при обработке деталей можно было использовать охлаждающую жидкость.
Ремонт магнитных плит, цена и сроки

Магнитные плиты также используются для закрепления деталей,
обрабатываемых на плоскошлифовальных станках.
В отличие от электромагнитных, они более неприхотливы в работе.
Тем не менее, магнитную плиту также можно вывести из строя,
чаще всего при нарушении условий эксплуатации.
Работая над повышением качества и улучшением показателей эффективности труда,
мы предлагаем самые доступные цены на все операции
по ремонту электромагнитных и магнитных плит.
Также мы выполняем
профессиональное техническое обслуживание плит любого исполнения,
которое обеспечивает бесперебойную работу и
снижает процент выхода оборудования из строя.
Источник
Электромагнитные плиты для шлифовальных станков
 На плоскошлифовальных станках широко применяют электромагнитные плиты. Обрабатываемые стальные детали, расположенные на таких плитах, удерживаются во время обработки силами магнитного притяжения плиты. Электромагнитное закрепление имеет преимущества по сравнению с зажатием в кулачках. Включая ток, можно сразу закрепить много деталей, расположенных на поверхности плиты.
На плоскошлифовальных станках широко применяют электромагнитные плиты. Обрабатываемые стальные детали, расположенные на таких плитах, удерживаются во время обработки силами магнитного притяжения плиты. Электромагнитное закрепление имеет преимущества по сравнению с зажатием в кулачках. Включая ток, можно сразу закрепить много деталей, расположенных на поверхности плиты.
При электромагнитном закреплении может быть достигнута большая точность обработки, так как заготовка при нагреве в процессе обработки не сжата с боков и может свободно расширяться. При электромагнитном закреплении имеется возможность обрабатывать детали с торца и сбоку.
Однако электромагнитное закрепление не обеспечивает таких больших усилий, как при зажатии посредством кулачков. В случае аварийного перерыва в питании обмотки электромагнитной плиты происходит срыв детали с ее поверхности. Поэтому электромагнитные плиты не применяют при больших силах резания. Кроме того, стальные детали, обработанные на электромагнитных плитах, часто сохраняют остаточный магнетизм.
Электромагнитная плита (рис. 1) имеет корпус 1, изготовленный из мягкой стали, днище которого снабжено полюсными выступами 2. Сверху наложена крышка 3, у которой участки 4, расположенные над полюсами, отделены прослойками 5 из немагнитного материала (сплав свинца и сурьмы, оловянные сплавы, бронза и др.).
При пропускании постоянного тока через катушки 6 все участки наружной поверхности крышки (зеркала), окруженные немагнитными прослойками, являются одним полюсом (например, северным); вся же остальная поверхность плиты — другим полюсом (например, южным). Обрабатываемая деталь 7, перекрывающая в любом месте немагнитную прослойку, замыкает магнитный поток одного из полюсов 2 и поэтому притягивается к поверхности плиты.
Для закрепления небольших обрабатываемых деталей расстояние между полюсами 2 желательно делать как можно меньшим. Однако это осуществить трудно, так как между полюсами должны быть размещены витки двух катушек 6. Поэтому для закрепления мелких деталей применяют электромагнитные плиты с пазами, заполненными немагнитным материалом (рис. 2).
Эта плита имеет только одну катушку 2. Корпус 1 плиты накрыт толстой стальной крышкой 3 с близко расположенными немагнитными пазами 4. При размещении на поверхности плиты небольшой обрабатываемой детали 5 часть магнитного потока катушки замкнется через крышку 3 ниже пазов, а часть его, огибая немагнитный паз, перекрытый деталью 5, пройдет через деталь, обеспечивая ее притяжение. Так как через деталь проходит только часть магнитного потока, сила притяжения этих плит ниже, чем у плит, имеющих сквозные прослойки.
Кроме электромагнитных плит, предназначенных для возвратно-поступательного движения, широкое распространение получили вращающиеся электромагнитные плиты, обычно называемые электромагнитными столами.
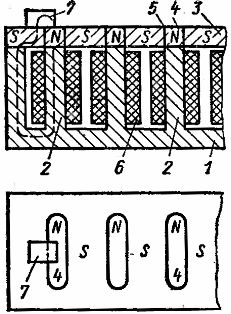
Рис. 1. Электромагнитная плита
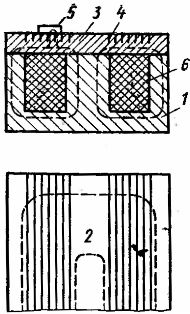
Рис. 2. Электромагнитная плита для мелких деталей
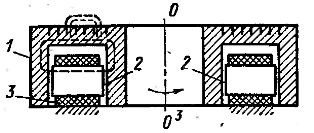
Рис. 3. Стол с неподвижными электромагнитами
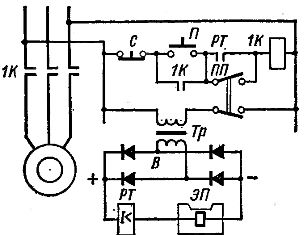
Рис. 4. Включение электромагнитной плиты
В промышленности применяются также столы с неподвижными электромагнитами (рис. 3). Корпус 1 стола вращается над неподвижными электромагнитами 2, расположенными по окружности. Когда через обмотку 3 протекает постоянный ток, магнитный поток замыкается (как указано на рис. 3 штриховой линией), обеспечивая притяжение детали.
Электромагнитные столы этого типа помимо немагнитных пазов, расположенных по концентрическим окружностям, имеют сквозные радиальные немагнитные прослойки, разделяющие корпус стола и его рабочую поверхность на секторы, не имеющие магнитной связи один с другим. Если электромагниты 2 расположить не по всей окружности, то у такого стола образуется сектор, на котором детали не будут закреплены и могут быть легко сняты. Стол с неподвижными электромагнитами опирается на кольцевые направляющие, изготовленные из немагнитного материала (обычно бронзы). Это исключает возможность замыкания потока под электромагнитами.
Сила притяжения электромагнитной плиты в большой степени зависит от материала и размеров закрепляемой детали, от числа деталей на ее поверхности, от положения детали на плите и от конструкции плиты: Сила притяжения электромагнитных плит колеблется в пределах 20—130 Н/см2 (2—13 кгс/см2).
При работе электромагнитная плита нагревается, во время выключения — охлаждается. Это вызывает движение воздуха через все неплотности, в результате чего внутри плиты может конденсироваться влага. Поэтому при конструировании электромагнитных плит важно предусмотреть защиту катушек плиты от воздействия охлаждающей жидкости. Для этого внутреннюю полость плиты заливают битумом.
Для питания электромагнитных плит применяют постоянный ток напряжением 24, 48, 110 и 220 В. Наиболее часто применяют ток напряжением 110 В. Питание электромагнитных плит переменным током неприемлемо вследствие сильного размагничивающего и нагревающего действия вихревых токов.
Катушки отдельных полюсов электромагнитной плиты обычно соединяют последовательно. Реже применяют их переключение с последовательного на параллельное соединение, используя 110 В при параллельном соединении катушек и 220 В при последовательном. Мощность, потребляемая электромагнитными плитами, составляет 100—300 Вт. В качестве источника питания электромагнитных плит обычно применяют селеновые выпрямители. В комплект выпрямителя входят трансформатор, предохранитель и выключатель.
Схема включения электромагнитной плиты приведена на рис. 4. Если переключатель ПП находится в указанном на схеме положении, привод движения стола (и вращения круга, если это требуется) может быть пущен в ход лишь при включенной электромагнитной плите. В этом случае обмотка электромагнитной плиты ЭП получает питание от выпрямителя В, подключенного к сети через трансформатор Тр.
Последовательно с этой обмоткой включена катушка реле тока РТ, замыкающий контакт которого включен последовательно с катушкой контактора 1К. Если вследствие какой-либо аварии питание электромагнитной плиты прекратится, реле тока РТ своим контактом разорвет цепь катушки 1К, и двигатель вращения стола (часто и шлифовального круга) отключается. Поворот переключателя ПП дает возможность включать двигатель без плиты.
Возможность пробоя изоляции обмотки электромагнитной плиты при ее отключении в данном случае исключена. Цепь обмотки после отключения плиты остается замкнутой через плечи выпрямителя.
Вследствие наличия остаточного магнетизма стальные детали после их обработки часто бывает трудно снять с плиты. Для облегчения съема деталей через обмотку электромагнитной плиты после окончания обработки пропускают небольшой ток противоположного направления. Для подвода тока к плите при небольшой длине ее хода обычно применяют специальный гибкий провод в резиновой оболочке.
При поступательном движении плиты на более значительное расстояние применяют медные шины со скользящими по ним щеткам. У тяжелых станков используют троллейные провода. К электромагнитным столам ток подводят посредством контактных колец.
Помимо рассмотренных электромагнитных закрепляющих устройств применяют плиты с постоянными магнитами. Для таких плит не требуется источников питания, и поэтому не может быть внезапного срыва деталей с поверхности плиты при перебое в электроснабжении. Кроме того, плиты с постоянными магнитами более надежны в эксплуатации.
Источник
Ремонт магнитной плиты плоскошлифовального станка
Шлифовальные станки ремонт и обслуживание от 4 900 руб
Ремонт шлифовальных станков.
Любой инструмент не вечен, подвержен поломкам и нуждается в периодической замене. То же касается и шлифовальных станков. Но в некоторых случаях для дальнейшего нормального функционирования повреждённой машины достаточно устранить возникшую неисправность, причём сделать это можно и самостоятельно.
Виды поломок
Главное для шлифовального станка — высокая точность обработки материала. Нужно учитывать, что стандартами предусмотрены некоторые допустимые погрешности, которые не равносильны поломке или дефекту, но тесно с ними взаимосвязаны. Чтобы вовремя обнаружить неисправность и наладить машину, необходимо знать, с какими отклонениями в работе станка можно столкнуться.
Узлы, системы и детали шлифовального станка, которые могут нуждаться в ремонте:
- шлифовальная бабка;
- станина;
- шпиндель;
- каретка;
- крестовый суппорт;
- колонна;
- подшипники скольжения;
- направляющие столов;
- рабочий стол и механизм продольного перемещения;
- тумба;
- щитки и кожухи;
- плита;
- насос и электродвигатель;
- системы смазки и охлаждения;
- механизмы вертикальной и поперечной подачи;
- гидропривод.
В целом поломки станков можно разделить на три группы:
- механические повреждения деталей (трещины, скручивания, изгибы);
- химико-тепловые повреждения (коррозия, изменения под воздействием температуры и химических веществ);
- изнашивание (царапины, истирание верхнего слоя трущихся поверхностей деталей).
Предлагается рассмотреть проявление таких поломок на конкретных примерах.
Неполадки в системе смазки, неисправность насоса. Способствуют износу узлов станка и приведению их в негодность. Так, если подача масла к опорам шпинделя прекращается, это приводит к порче подшипников скольжения и появлению тепловых трещин на поверхности шпинделя из-за чрезмерного перегрева, что чревато заеданием шпинделя и выходом его из строя.
Неравномерный износ поверхности направляющих и ходового винта в связи с неверно выбранной технологией обработки. Влияет на точность шлифования. Происходит из-за перегрузки отдельных узлов станка.
Износ направляющих станины, к которому приводит появление абразивной смеси. На смазанных станинах, неиспользуемых какое-то время, оседает пыль, которая смешивается с маслом. Это влечёт за собой рост износа на 30%.
Потеря прочности шлифовального станка. Происходит из-за некорректной регулировки составных элементов.
Стоит отметить, что типичные поломки различны для тех или иных видов станков.
Неисправности, характерные для ленточных станков по дереву, и их возможные причины:
- разрыв шлифовальной ленты — чрезмерное натяжение или неправильная установка ленты, большое давление при шлифовке;
- ожог обрабатываемой деревянной заготовки — превышение удельного давления, износ шкурки;
- несоответствие шероховатости требуемой — слишком высокая скорость подачи стола, неподходящая зернистость шкурки;
- сошлифовывание облицовочного слоя — низкая скорость подачи, установка стола выше, чем нужно.
Функционирование круглошлифовальных станков зачастую сопровождается поломкой лопастного насоса.
Выявляется дефект по следующим признакам:
- пониженное давление масла;
- шумы и посторонние стуки при работе насоса.
Виды станков
Шлифовальные станки служат для обработки различных материалов: металла, дерева, стекла, пластика, керамики и пр. Ниже приведена классификация станков в зависимости от метода обработки и назначения.
- Круглошлифовальный. Используется для чистовой обработки наружных поверхностей заготовок в форме цилиндра и конуса.
- Плоскошлифовальный. Предназначен для шлифования плоских деталей торцевой или периферийной стороной круга.
- Внутришлифовальный. Осуществляет обработку внутренних поверхностей (отверстий) изделия, торцов деталей; характеризуется вращением абразива и заготовки.
- Бесцентрово-шлифовальный. Применяется для шлифовки наружных поверхностей деталей в крупносерийном и массовом производстве.
- Заточный. Выполняет операции по заточке режущих инструментов.
- Специализированный. Подходит для работы с деталями заданной формы: зубьями, резьбой и пр.
- Дисковый. Применяется для шлифования и выравнивания углов деталей, в том числе вогнутых.
- Ленточный. Абразивным инструментом выступает лента. Такой станок отличается скоростью и высокой точностью. Финишная шлифовка абразивной лентой оптимальна для заготовок из стекла, дерева.
- Цилиндровый. Выполняет финишное шлифование и калибровку.
- Щёточный. Обрабатывает рельефные детали, структурирует и сглаживает поверхность.
- Обдирочно-шлифовальный. Используется для поверхностной обработки: зачистка, снятие слоёв краски или лака, полировка.
- Точильно-шлифовальный (наждачный). С его помощью можно произвести полировку поверхности, придать форму изделию, а также заточить режущую часть инструмента. Обработка происходит путём вращения металлического шлифовального круга.
Самостоятельный ремонт
Конечно, доверить ремонт сломанного станка лучше специализированным мастерским. Самостоятельно можно проводить поверхностную диагностику, следить за исправным функционированием агрегата, своевременно очищать элементы станка и работать в соответствии с техникой безопасности. Эти нехитрые действия вполне могут отсрочить или предотвратить появление какого-либо нарушения. Также в инструкции к каждому станку перечислены основные неисправности и методы их самостоятельного устранения. Например, остановка шлифовального круга исправляется натягиванием клиновых ремней, затягиванием гайки крепления круга на валу или промыванием ремней и канавок на шкивах — в зависимости от вероятных причин.
Части, из которых состоит станок
Конструкция шлифовальных станков различных видов неодинакова. Какие-то части повторяются, а некоторые присущи только определённым типам станков.
Основными составными элементами и узлами выступают:
- рабочий стол — может быть горизонтальным и вертикальным;
- патрон или магнитная плита — фиксирует заготовку;
- шпиндельная бабка — служит креплением для абразивного инструмента;
- абразивный инструмент — представляет собой шлифовальный круг или ленту;
- вытяжка — служит для удаления абразивной пыли, характерна для ленточных станков;
- станина;
- гидравлическое управление;
- электродвигатель;
- передняя и задняя бабки;
- кожух;
- насос;
- механизмы для перемещения стола и подачи.
Стоимость ремонта
Предприятия и мастерские предлагают разноплановые услуги по ремонту, модернизации и техническому обслуживанию шлифовальных станков. Стоимость ремонта напрямую зависит от объёма и сложности предполагаемых работ по устранению неисправностей, а также от типа и модели станка. Так, за восстановление работоспособности круглошлифовального станка нужно будет отдать от 20 тысяч рублей до полутора миллиона, стоимость ремонта внутришлифовального станка колеблется от 30 тысяч до 270 тысяч рублей, а за налаживание плоскошлифовального станка 50 000 рублей. Мы устанавливаем фиксированную стоимость за час работы — в среднем 3 тысяч рублей.
Исправно работающий станок — необходимое условие для качественной и точной шлифовки изделий. Следите за состоянием агрегата и вовремя обращайтесь к мастерам при обнаружении поломки.
Источник