Тепловоз 2ТЭ116 | Масляная система
Для подачи масла к трущимся поверхностям дизеля с целью их смазывания и охлаждения (особенно поршней) тепловоз оборудован циркуляционной масляной системой. Все основные сборочные единицы и трубопроводы этой системы, кроме полнопоточного фильтра, трубопроводов к нему, заправочного и сливного трубопроводов, а также устройств системы регулирования температуры масла, установлены на дизель-генераторе. В масляную систему входят фильтр грубой очистки, два центробежных фильтра, охладитель масла и полнопоточный фильтр. Внутренняя масляная система дизеля описана в § П.З.
Для заправки масла в поддизельную раму, кроме горловины с правой стороны рамы дизель-генератора, имеется трубопровод с вентилями 6 и 20 (рис. 45) по обеим сторонам тепловоза. Масло из поддизельной рамы сливается также с любой стороны тепловоза через вентиль 7 или 19. Трубопроводы для заправки и слива масла вместе с вентилями имеют теплоизоляцию из войлока, обмотанного тафтяной лентой и проволокой. Резьбовые концы труб закрываются колпачками с прокладками внутри. На колпачках сливной трубы красной эмалью написана буква С, на колпачках заправочной — 3. Для предотвращения утери колпачка он крепится к трубе цепочкой. Вентили установлены на железном сурике с подмоткой из пеньки.

От трубопровода перед полнопоточным фильтром масло отводится к бачку, расположенному у правой стенки кузова. На корпусе бачка имеются карман 3 для ртутного термометра, грибки 1 для установки приемников электрических дистанционных термометров и бонки 2 для установки датчиков-реле температуры. Один датчик-реле при достижении предельной температуры масла снимает нагрузку дизель-генератора; три других датчика-реле служат для управления холодильником тепловоза. На трубопроводах перед полнопоточным фильтром и после него приварены штуцера 21 и 22 для подсоединения манометров, позволяющих измерить перепад давления масла на полнопоточном фильтре. Вентиль 5 служит для слива масла из фильтра и трубопроводов в поддизельную раму. Вентиль 8, установленный на дизеле, предназначен для отбора масла на пробу. Давление масла на входе в дизель и перепад на фильтре грубой очистки масла измеряются манометрами, подсоединенными к штуцерам 17 и 75. Для контроля за давлением масла на пультах управления обеих секций установлены электрические дистанционные манометры, приемники которых подсоединены к грибкам 10.
Полнопоточный фильтр масла предназначен для высокоэффективной очистки циркулирующего масла -дизеля в процессе его работы. Испытания показали, что применение для очистки масла полнопоточного фильтра уменьшает износ втулок цилиндров, поршневых колец, вкладышей подшипников коленчатого вала на несколько десятков процентов по сравнению с использованием серийных средств очистки и, следовательно, обеспечивает повышение моторесурса дизеля. При этом из-за снижения содержания в масле нерастворимых примесей уменьшаются нагароотложения на поршнях и возрастает срок службы масла. Полнопоточный фильтр задерживает загрязнений в несколько раз больше, чем остальные средства очистки масла.
На тепловозе установлены два фильтра, работающие параллельно. В каждом фильтре имеются восемь фильтрующих элементов 7 (рис. 46). Фильтр крепится на восьми опорах посредством шпилек 20 с гайками и шайбами. Скобы 72 служат для удобства подъема фильтра. Корпус фильтра предназначен для размещения фильтрующих элементов, организации потока масла при подводе его к элементам и предохранения фильтрующих элементов от чрезмерного перепада давления на них в период пуска холодного дизель-генератора и при засорении элементов. Основной деталью фильтрующего элемента 7 является штора, изготовляемая из специальных листовых фильтрующих материалов. Заготовка фильтрующей шторы, например сменного фильтроэлемента «Нарва
6″, имеет складки-в двух перпендикулярных направлениях: поперек и вдоль образующей, что обеспечивает размещение в элементе диаметром 150 мм и высотой 365 мм фильтрующей поверхности 2,4-4,1 м2 в зависимости от толщины применяемого фильтрующего материала. Фильтрующие элементы выдерживают перепад давления 0,25 МПа (2,5 кгс/см2).
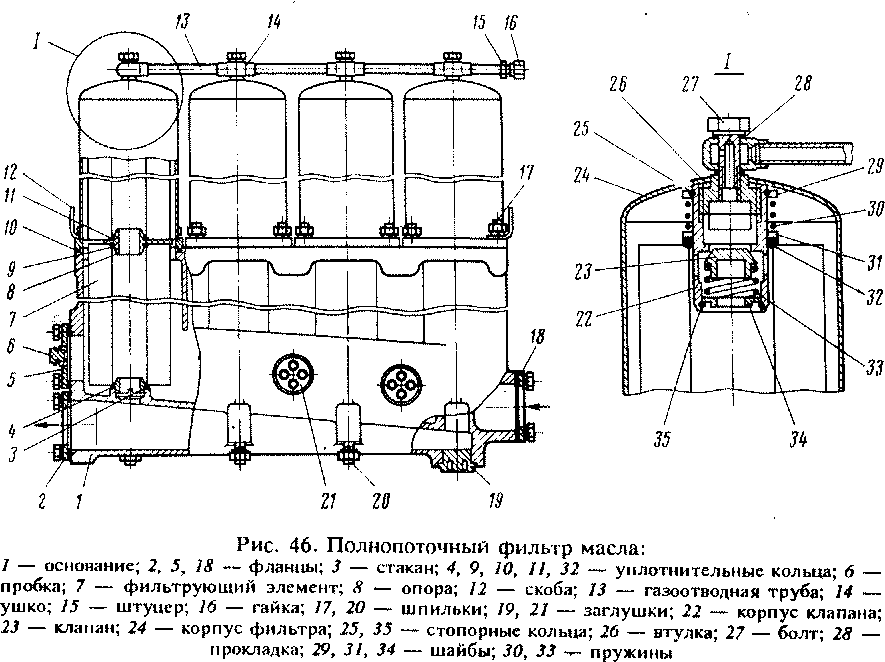
Центральная стальная перфорированная труба служит опорой для фильтрующей шторы и обеспечивает отвод очищенного масла из фильтрующего элемента, а также воспринимает усилия, возникающие вследствие перепада давления на фильтрующей шторе. Труба изготовлена из листовой стали толщиной 0,7 мм. Торцовые стальные крышки скрепляют между собой детали фильтрующего элемента. Крышки приклеены к шторе и центральной трубе эпоксидным клеем. Наружная картонная обечайка имеет перфорированную поверхность, через отверстия которой нефильтрованное масло подходит к фильтрующей поверхности шторы. Основное назначение обечайки — предохранение фильтрующей шторы от механических повреждений. Поток масла направляется от периферии к центру. Конструкция элемента неразборная; отработавшие элементы подлежат замене на новые.
Основание 1, отлитое из алюминиевого сплава, служит для подвода неочищенного масла через трубопровод с фланцем 18 и отвода от фильтрующих элементов очищенного масла через трубопровод с фланцем 2. Контроль наличия масла в фильтре перед разборкой осуществляют через пробку 6, ввернутую в бонку фланца 5. Заглушки 19 и 21 обеспечивают удобство промывки и очистки внутренних полостей основания. Фланцы, пробка и заглушки установлены с прокладками. К основанию шпильками 17 с гайками и шайбами крепятся четыре корпуса 24. Фланцы корпусов и основания 1 уплотнены резиновыми кольцами 10. В отверстие днища корпуса вварена втулка 26, на которую наворачивается корпус клапана 22; во внутреннее резьбовое отверстие втулки вворачивается болт 27. Своей головкой болт прижимает ушко 14 газоотводной трубы 13 к корпусу. Ушко с обеих сторон уплотнено двумя прокладками. Болт имеет внутреннее сверление и дроссельное отверстие диаметром 1 мм.
Нижние фильтрующие элементы установлены на стаканы 3. Между нижним и верхним фильтрующими элементами расположена трехлепестковая опора 8. Фильтрующие элементы поджимается через шайбу 31 пружиной 30. Пружина упирается в шайбу 29, которая стопорится на корпусе клапана кольцом 25. При замене фильтрующих элементов необходимо проверить, не остались ли на стаканах 3, опорах 8 и корпусах 22 старые резиновые уплотни-тельные кольца от ранее стоявших фильтрующих элементов и при обнаружении снять их. Перед установкой новых фильтрующих элементов следует удалить торцовые этикетки, приклеенные поли-винилацетатной эмульсией, вынуть из крышек угоютнительные кольца, срезать с них имеющиеся облои, смазать маслом и установить конусной стороной к элементам на стаканы 3, опоры 8 и корпуса 22.
Для предохранения фильтрующих элементов от чрезмерных давлений служит перепускной клапан, состоящий из корпуса 22, клапана 23, пружины 33, шайбы 34 и стопорного кольца 35. При перепаде давления более 0,16-0,18 МПа (1,6-1,8 кгс/см2) клапан 23 отжимается от седла корпуса, и масло через два канала в корпусе попадает из полости над клапаном в полость очищенного масла. Состояние пружин перепускных клапанов в нерабочем состоянии дизель-генератора можно проверить нажатием стержнем на клапан 23 при вывернутом болте 27. Начало открытия клапана должно происходить при усилии (200±10) Н [(20± 1) кгс)]. Перепад давления следует измерять при номинальной частоте вращения вала дизель-генератора и температуре масла 343-348 К (70-75 °С).
Источник
Тема. Масляная система тепловоза 2ТЭ116.
Для подачи масла к трущимся поверхностям дизеля с целью смазывания и охлаждения (особенно охлаждения поршней) тепловоз оборудован циркуляционной системой смазывания (рис. 212). Все основные узлы и трубопроводы масляной системы, кроме фильтра тонкой очистки, трубопроводов к нему, заправочного и сливного трубопроводов, системы регулирования температуры масла, установлены на дизель-генераторе.
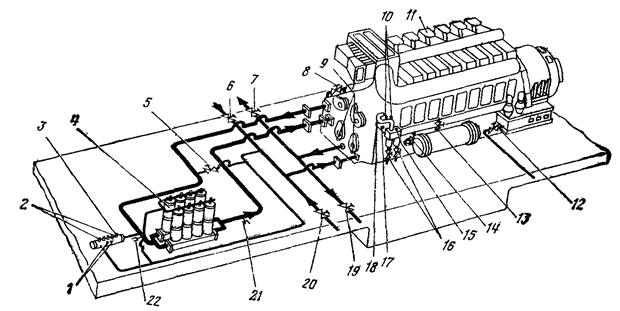
Рис. 212. Схема масляной системы:
1 — грибки для приемников электрических термометров; бонки для датчиков — реле температуры; 3 — патрубок под ртутный термометр; 4 — полнопоточный фильтр; 5, 6, 7, 12, 14, 19, 20 — вентили; 9, 15 — пробки; 10 — грибки для приемников давления электрических манометров; 11- днзель-гекератор; 13, 16 — краны; 17 18, 21, 22 — штуцера для манометров.
В систему входят фильтр грубой очистки, два центробежных фильтра, охладитель масла, установленные на дизель-генераторе, полнопоточный фильтр, расположенный в машинном отделении у правой стенки кузова. Внутренняя масляная система дизеля описана в разделе по дизелю. Для заправки масла в поддизельную раму, кроме горловины с правой стороны рамы дизель-генератора, имеется трубопровод, выведенный но обе стороны тепловоза с вентилями 6 и 20. Масло из поддизельной рамы сливается также на любую сторону тепловоза через вентили 19 или 7. На трубопроводе перед полнопоточным фильтром и после него приварены штуцера 21 и 22 для подсоединения манометров, измеряющих перепад давления масла на полнопоточном фильтре. Вентиль 5 служит для слива масла из фильтра и трубопроводов в поддизельную раму.
Давление масла на входе в дизель и перепад по фильтру грубой очистки масла измеряется манометрами, подсоединенными к штуцерам 17 и 18. Для контроля за давлением масла на пультах управления обеих секций установлены электрические дистанционные манометры, приемники которых подсоединены к грибкам 10.
Масляная система дизеля имеет два насоса масла, полнопоточный фильтр тонкой очистки масла со сменными бумажными фильтрующими элементами, охладитель масла, два центробежных фильтра, сетчатый фильтр масла, установленный на входе в дизель, маслопрокачивающий насос, трубопроводы, клапаны. Все элементы масляной системы, кроме фильтра тонкой очистки масла, расположены на дизель-генераторе. Оба насоса масла одинаковой конструкции и подают масло последовательно.
Из масляной ванны поддизельной рамы через сетчатый маслозаборник и размещенный в нем невозвратный клапан масло поступает во всасывающую полость правого (первого) насоса масла и подается по трубе к фильтрам тонкой очистки масла, а затем в охладитель масла, а от него по трубе в поддизельной раме к левому (второму) насосу масла. Частота вращения и, следовательно, подача первого насоса масла на3% больше, чем у второго насоса. На трубе поддизельной рамы между двумя насосами масла закреплены два клапана: невозвратный и предохранительный. Предохранительный клапан предназначен для отвода масла в поддизельную раму в случае возникновения давления перед вторым насосом масла более 0,08—0,12 МПа (0,8—1,2 кгс/см2). Невозвратный клапан служит для всасывания масла вторым насосом непосредственно из емкости масла в раме при недостаточном поступлении масла ко второму насосу. Второй насос масла через сетчатый фильтр подает масло на дизель. Часть масла 5%) после второго насоса поступает к центробежным фильтрам тонкой очистки масла и после очистки в них сливается в емкость рамы. Дизель-генераторы 1А-9ДГ имели один насос масла.
Внутренняя масляная система дизеля (рис. 213). Насосы масла шестеренного типа односекционные нереверсивные приводятся от привода насосов дизеля через шлицевое соединение. Рабочие шестерни насоса стальные, косозубые.
Для поддержания заданного рабочего давления нагнетательные секции насоса снабжены редукционными клапанами золотникового типа с демпфирующим устройством. Два фильтра масла полнопоточные, размещенные на раме тепловоза, работают параллельно и имеют по восемь бумажных фильтрующих элементов типа «Нарва 6-4», в которых задерживаются частицы более 40—50 мкм. Фильтры имеют перепускные клапаны, которые открываются при перепаде давления масла от 0,157 до 0,175 МПа (1,6—1,8 кгс/см2).
Охладитель масла (рис. 214.) установлен на раме с левой стороны дизеля и предназначен для охлаждения масла, циркулирующего в системе дизеля. Охладитель состоит из корпусов 2 и 22 передней 11 и задней 1 крышек, охлаждающей секции 10 и кронштейнов 8 и 15. Охлаждающая секция 10 состоит из передней 3 и задней 16 трубных досок, в отверстиях которых закреплены оребренные трубки 6 с сегментными перегородками 13 создающими поперечное омывание маслом трубного пучка, что способствует лучшим условиям теплообмена. Вода в охладитель масла поступает по патрубку Г передней крышки, проходит по трубкам 6 одной половины секции, а затем по трубкам другой половины секции выходит из патрубка Д.
Масло в охладитель идет по трубопроводу, расположенному в раме, через отверстие в кронштейне 15, проходит в междутрубном пространстве и выходит через отверстие в кронштейне 8.
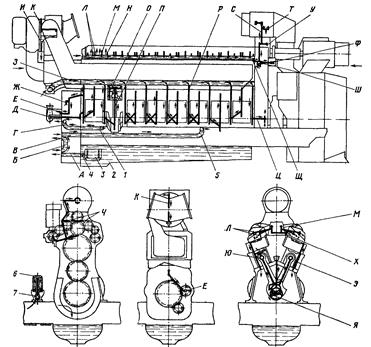
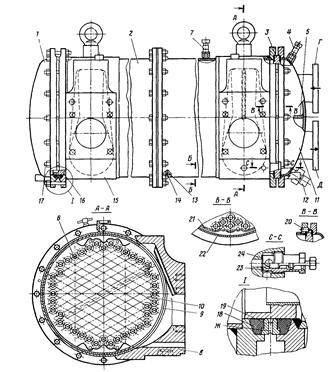
Рис. 213. Внутренняя масляная система дизеля: Рис. 214. Охладитель масла:
1 — труба отвода масла к фильтру сетчатому; 2 — емкость в раме для размещения масла; 3 — маслозаборник с невозвратным клапаном; 4 — труба подвода масла к первому насосу масла; 5 — труба подвода масла от полнопоточного фильтра к охладителю масла; 5 — фильтры масла центробежные; 7 — труба подвода масла к центробежным фильтрам, А—Я — каналы; Б — для подвода масла к полнопоточному фильтру; Д — то же к шлицевому валу привода насосов; В — то же к подшипникам и шлицевому валу водяного насоса; Ж — то же к шестерням привода насосов; 3 — центральный канал подвода масла к узлам движения; И — полость для слива масла из подшипников турбокомпрессора; К- канал для подвода масла к подшипникам турбокомпрессора; Л — каналы для подвода масла к осям рычагов и гидротолкателям крышек цилиндров; М — канал для подвода масла к толкателям топливных насосов; Н — то же к подшнпйнкам распределительного вала; О — слив масла из поршней, Я — канал в шатуне; Р — канал подвода масла к коренным подшипникам; С — то же к подшипникам вентилятора; Т -полость слива масла из подшипников вентилятора; У, Ф, Ш, Ч — каналы подвода масла к подшипникам и шестерням привода распределительного вала; Ш — канал подвода масла из лотка распределительного вала к приводу распределительного вала; Я — полость коленчатого вала для подвода масла к десятому коренному подшипнику; X — канал масляный в лотке; Э — канал слива масла из верхней части крышки цилиндров в картер дизеля; Ю — полость для смазки пальца поршневого; А — канал коленчатого вала.
Рис. 214. Охладитель масла:
1, 11 — крышки; 2, 22 — корпус; 3, 16 — доски трубные; 4, 7, 23 — вентили; 5, 13 — перегородки; 6 — трубки охлаждающие; 8, 15 — кронштейиы; 9, 21 — заполнители; 10 — секция охлаждающая; 12 — труба; 14 — шнур; 17 — шпилька; 18, 19 — кольца промежуточное и уплотнительное; 20 — штифт; 24 — прокладка; Г, Д — патрубки; Ж – отверстие.
Источник
Ремонт масляной системы тепловоза 2тэ116
Ремонт масляного насоса.
Для снятия насоса с дизеля отсоединяют всасывающий и нагнетательный трубопроводы, выпрессовывают конические штиф ты, отворачивают гайки шпилек и снимают насос. Чтобы судить о степени износа зубьев зубчатых колес, корпуса и подшипни ковых планок, перед разборкой насоса измеряют радиальный за зор между зубьями колес и корпусом насоса и осевой разбег зубчатых колес между подшипниковыми планками.

С увеличением этих размеров сверх допустимых снижается подача насоса ввиду того, что часть масла из нагнетательной полости перетекает во всасывающую. Радиальный зазор желательно замерить при рабочем положении зубчатых колес, для чего через всасывающий или нагнетательный патрубок между зубьями вставляют свинцо вую проволоку диаметром 2—3 мм и медленным вращением за зубчатый поводок прокатывают проволоку между зубьями. В таком положении зубчатых колес щупом измеряют зазор между каждым колесом и корпусом со стороны всасывающего и нагнетательного патрубков, который должен быть в пределах 0,20—0,30 мм. По толщине прокатанной свинцовой проволоки определяют боковой зазор между зубьями шевронных зубчатых колес (0,55—1,0 мм). Осевой разбег зубчатых колес (0,25—0,4 мм) определяют при снятой крышке с помощью индикаторного приспособления при уста новленной подшипниковой планке.
При разборке насоса отворачивают гайки крепле ния и снимают зубчатый поводок, переднюю крышку с поршнем осевого упора, с хвостовика ведущего зубчатого колеса снима ют упорный шарикоподшипник с шайбой, с хвостовиков ведомого зубчатого колеса отворачивают по два болта и снимают упорные шайбы. Подшипниковые планки отжимают выжимными болтами от корпуса, вынимают из корпуса зубчатые колеса ведущее и ведо мое. При отсутствии на них меток спаренности наносят их кер ном или краской. Сохраняют фиксирующие штифты, которые при сборке устанавливают на свои места. В редукционном клапане освобождают нажимную гайку, вынимают из корпуса пружину и клапан.
В редукционном клапане проверяют на станке посадочное место и притирают его к корпусу. Уменьшение толщины дна кла пана допускается до 2 мм . Клапан с трещинами заменяют. Обсле дуют состояние пружины, ослабшие или лопнувшие пружины заме няют. Корпус клапана с трещинами и сорванной резьбой под нажимную гайку заменяют. Если в насосе не заменяют подшипнико вые планки, зубчатые колеса и рабочие поверхности корпуса не подвергались восстановлению, то насос собирают в такой последовательности: на цапфы зубчатых колес монтируют внут ренние кольца подшипников, а в планки подшипников — наружные кольца; внутреннюю планку подшипников (со стороны привода) крепят к корпусу и фиксируют штифтами; в корпус насоса согласно меткам спаренности устанавливают зубчатые колеса, на шпильки — прокладку, устанавливают наружную планку и временно закрепляют гайками. Измеряют и регулируют осевой разбег зуб чатых колес. Если разбег менее 0,15 мм , толщину прокладок под планкой увеличивают, при разбеге более 0,26 мм — умень шают. Если прокладками уменьшить осевой разбег не удается, допускается шлифовка и шабровка торцовых поверхностей корпу са. Затем отворачивают гайки крепления планки, устанавлива ют шайбу на цапфу ведомого зубчатого колеса и болты. На цап фе ведущего зубчатого колеса закрепляют гайкой упорный шари коподшипник и крышку насоса в сборе с поршнем крепят к кор пусу. На шлицы цапфы ведущего зубчатого колеса надевают зуб чатый поводок и закрепляют его гайкой. К корпусу насоса крепят редукционный клапан в сборе. В собранном насосе зуб чатые колеса должны проворачиваться свободно от руки. Редук ционный клапан регулируют на давление (5,5ч-6,0)10 5 Па при испытании на стенде или опрессовке насоса.
При замене планок, зубчатых колес или ремонте корпуса требуется проверить и восстановить центровку подшипниковых планок относительно корпуса так, чтобы оси отверстий в кор пусе под зубчатые колеса совпадали с осями отверстий в под шипниковых планках. Для этого используют технологические зубча тые колеса с цапфами, которые устанавливают в расточки корпуса. Между зубчатыми колесами и корпусом сверху и снизу закладывают фольгу одинаковой толщины так, чтобы исчез зазор между горизонтальными лысками зубчатых колес, при этом расстояние между осями цапф технологических колес должно соот ветствовать чертежному размеру. Затем на цапфы технологических зубчатых колес с обеих сторон надевают планки в сборе с под шипниками, закрепляют их гайками и устанавливают новые коничес кие штифты. Последующую сборку насоса производят в последова тельности, указанной выше.
Масляный насос устанавливают на плиту насосов на старых прокладках и фиксируют старыми коническими штифтами. При за мене насоса, прокладок или конических штифтов установку и центровку насоса относительно привода осуществляют с помощью технологической втулки.
При капитальных ремонтах в заводских условиях масляные насосы перед установкой на дизель испытывают на специальном стенде для проверки качества ремонта и сборки, регулирования редукционного клапана, проверки герметичности и подачи. Испы тание насосов производят при температуре масла 70—80 °С. О подаче насоса судят по времени наполнения определенного объема мерного бака по шкале масломерного стекла. Конструкция стенда позволяет использовать его для испытания масляных насосов, маслопрокачивающего и центробежного фильтров.
Привод масляного насоса демонтируют с дизеля при текущем ремонте ТР-3. Перед его снятием проверяют боковой зазор в зубьях зубчатых колес. Обследуют состояние подшипников, валов и зубьев колес. Дефектные подшипники заменяют. Выработку на шейках валов устраняют хромированием или осталиванием с по следующей шлифовкой. Зубчатые колеса привода заменяют при изломе зубьев, наличии трещин в зубьях или теле колеса. В шлицевой муфте привода масляного насоса контролируют сос тояние зубьев. При износе зубьев более 25% по толщине, из ломах, сколах и трещинах в зубьях или теле муфту заменяют.
Ремонт масляных насосов маслопрокачивающего агрегата и центробежного фильтра
Корпуса насосов подлежат замене при на личии трещин или предельного зазора между корпусом и зубчаты ми колесами. Несквозные трещины в станине маслопрокачивающе го насоса разделывают и заваривают. Бронзовые втулки корпуса и крышки при достижении предельного износа или ослаблении в посадке заменяют. При замене втулок их соосность проверяют цилиндрической оправкой. Цапфы зубчатых колес, имеющие овальность и конусность более 0,05 мм , шлифуют. Зубчатые колеса, имеющие предельный боковой зазор, отколы и трещины в зубьях, заменяют комплектно. При замене качество зацепления проверя ют по отпечатку краски с обеих сторон зуба, который по высо те должен быть не менее 60%, а по длине — не менее 50%.
В масляном насосе центробежного фильтра разбирают, осматривают и при необходимости восстанавливают заглушку редукционного клапана. В собранных насосах валы должны прово рачиваться от руки свободно, без рывков и заеданий. Шлицевая втул ка привода должна свободно перемещаться по шлицам валика электродвигателя и ведущего вала масляного насоса в любом положении при поворачивании вала привода. Соосность осей маслопрокачивающего насоса и электродвигателя обеспечивают прокладками под лапы корпуса электродвигателя, при этом перекос на длине 100 мм и несоосность осей допускаются в пределах до 0,05 мм . Допускается при регулировке распиловка отверстий в лапах электродвигателя до 2 мм в любую сторону. Масляный насос центробежного фильтра при установке на задний распределительный редуктор центрируют.
Источник