РЕМОНТ судовых механизмов и систем
Морской энциклопедический справочник. — Л.: Судостроение . Под редакцией академика Н. Н. Исанина . 1986 .
Смотреть что такое «РЕМОНТ судовых механизмов и систем» в других словарях:
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СУДОВЫХ МЕХАНИЗМОВ И СИСТ — комплекс организационно технических мероприятий для поддержания работоспособности механизмов и систем судна. Техническое обслуживание судовых механизмов и систем входит в состав системы технического обслуживания и ремонта судна в целом, которое… … Морской энциклопедический справочник
ДИАГНОСТИРОВАНИЕ СУДОВЫХ ТЕХНИЧЕСКИХ СРЕДСТВ — оценка технического состояния судовых механизмов и оборудования с целью поиска неисправностей и определения их причин, прогнозирования остаточного ресурса и определения сроков профилактического ремонта. Для полного решения перечисленных задач… … Морской энциклопедический справочник
Одесская национальная морская академия — В этой статье не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнение и удалена. Вы можете … Википедия
Инфраструктура — (Infrastructure) Инфраструктура это комплекс взаимосвязанных обслуживающих структур или объектов Транспортная, социальная, дорожная, рыночная, инновационная инфраструктуры, их развитие и элементы Содержание >>>>>>>> … Энциклопедия инвестора
время — 3.3.4 время tE (time tE): время нагрева начальным пусковым переменным током IА обмотки ротора или статора от температуры, достигаемой в номинальном режиме работы, до допустимой температуры при максимальной температуре окружающей среды. Источник … Словарь-справочник терминов нормативно-технической документации
Электрические станции — I. Общие понятия. II. Типы Э. станций по производству Э. энергии. III. Классификация их. IV. Здания и помещения Э. станций. V. Оборудование Э. станций. VI. Эксплуатация Э. станций. VII. Судовые Э. станции. VIII. Вагонные и поездные Э. станции. IX … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Электрические станции* — I. Общие понятия. II. Типы Э. станций по производству Э. энергии. III. Классификация их. IV. Здания и помещения Э. станций. V. Оборудование Э. станций. VI. Эксплуатация Э. станций. VII. Судовые Э. станции. VIII. Вагонные и поездные Э. станции. IX … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Государственная программа — (Government program) Государственная программа это инструмент государственного регулирования экономики, обеспечивающий достижение перспективных целей Понятие государственной программы, виды государственных федеральных и муниципальных программ,… … Энциклопедия инвестора
ресурс — 4.37 ресурс (resource): Актив, который используется или потребляется в ходе выполнения процесса. Источник: ГОСТ Р ИСО/МЭК 12207 2010: Информационная техно … Словарь-справочник терминов нормативно-технической документации
Брокер — (Broker) Брокер посредническое лицо, содействующее совершению сделок между заинтерисоваными сторонами Профессия брокер: виды брокерской деятельности, биржевой брокер, страховой брокер, кредитный брокер, брокерская деятельность Содержание… … Энциклопедия инвестора
Источник
Тема 7. Техническое обслуживание и ремонт судовых механизмов и оборудования
В пределах пароходства техническую эксплуатацию флота организует служба судового хозяйства (ССХ). Среди ее многообразных функций важное место занимают вопросы организации технического использования и технического обслуживания СЭУ. Техническое использование судовых дизельных установок. Техническое использование предусматривает: организацию труда машинной команды; выбор оптимальных режимов работы СЭУ; рациональное использование топлива и смазочного масла. Организация труда машинной команды строится с учетом положений Устава службы на судах морского флота.
Главным лицом, ответственным за правильную организацию технической эксплуатации судна в целом, является капитан. Заместителем капитана по технической части является старший механик. Он составляет расписание по вахтам и заведованиям судомеханической части, планирует и организует труд машинной команды.
Под организацией труда на судне подразумевается рациональное разделение функций членов машинной команды по технической эксплуатации установки.
В условиях современного судна эти функции разделяются на контроль за процессами, протекающими в установке, и управление ими, и на ремонт судового оборудования.
Первую функцию выполняют в процессе несения вахт, а вторую — в процессе судовых работ.
В настоящее время трудозатраты на техническую эксплуатацию в условиях судна в среднем по флоту составляют (%): на контроль—18, на управление—19, на профилактику и ремонт—63.
Профилактические и ремонтные работы составляют основную часть трудозатрат экипажа, что объясняется необходимостью значительного применения ручного труда.
Путями для снижения трудоемкости судовых работ являются: внедрение средств механизации, уменьшение объема профилактических и ремонтных работ, выполняемых силами судового экипажа, комплектация механизмов в необходимом количестве сменно-запасными деталями, дальнейшее повышение надежности судового оборудования.
Механизация трудоемких процессов предусматривает, наряду с применением механизированного инструмента по очистке и окраске, использование механизированных приспособлений для монтажных и демонтажных работ на главных двигателях, вспомогательных механизмах и судовых устройствах, химических способов очистки цистерн и теплообменных аппаратов и др.
Работы по техническому обслуживанию судового оборудования наряду с судовым экипажем осуществляют береговые ремонтные организации. Поэтому ССХ при составлении плана-графика профилактических и ремонтных работ по судну планирует береговым организациям работы, выполнение которых требует специального оборудования и квалификации исполнителей. Судовая команда в условиях плавания должна выполнять комплекс профилактических работ, сроки исполнения которых не совпадают с периодичностью заводского ремонта.
Значительному упрощению ремонтных работ в судовых условиях способствует наличие необходимого комплекта сменных деталей.
Дальнейшего снижения трудоемкости профилактических и ремонтных работ достигают проектированием и изготовлением судовой техники, обладающей высокой надежностью, большим моторесурсом, удобством в эксплуатации и ремонте.
Существуют различные формы организации профилактических и ремонтных работ, о чем подробнее будет изложено далее.
Выбор оптимальных режимов эксплуатации судовых дизелей, обеспечивающий надежную и экономичную их работу, является первостепенной задачей технического использования. Это особенно важно в связи с существующей в настоящее время тенденцией повышения тепловой и механической напряженности судовых дизелей.
Важную роль в обеспечении оптимальных условий эксплуатации энергетической установки играет контроль, поддержание и регулирование заданного режима работы. Наиболее успешно эта задача решается в условиях комплексной автоматизации дизельной установки. Однако даже частичная автоматизация процессов, протекающих в двигателе и обслуживающих его системах, и использование аварийнопредупредительной сигнализации значительно способствуют повышению эффективности поддержания режима эксплуатации установки.
Затраты на оборудование и ремонт элементов системы топливоподготовки (отстойных цистерн, подогревателей, сепараторов, фильтров). Установлено расчетами и подтверждено практикой, что расходы на дополнительное оборудование систем топливоподготовки окупаются, как правило, в течение первого года эксплуатации судна на тяжелом топливе.
В процессе эксплуатации детали судовых машин и механизмов подвержены естественному износу, что приводит к изменению техникоэксплуатационных показателей судового оборудования. Поддержание и восстановление этих показателей являются задачей технического обслуживания, которую решают путем проведения ремонтов, профилактических вскрытии, осмотров и ревизий судовых механизмов, моточисток, наладок, регулировок, своевременного обеспечения материалами, сменными деталями, инструментом, средствами механизации работ в судовых условиях.
Ремонт судовой техники в зависимости от требуемых для его выполнения оборудования, оснастки и квалификации исполнителей можно разделить на два вида: промышленный и непромышленный.
Промышленный ремонт может быть выполнен только в заводских условиях с выводом судна из эксплуатации, непромышленный может проводиться в судовых условиях в процессе эксплуатации.
Четкое разделение судовых работ на промышленные и непромышленные позволяет по каждому судну установить номенклатуру ремонтных работ, для выполнения которых требуется заводское оборудование. Определение необходимой периодичности этих работ позволяет установить рациональные сроки работы судна без заводского ремонта.
В настоящее время разработаны теоретические основы организации планово-предупредительного ремонта (ППР), позволяющие обоснованно устанавливать его периодичность.
Основные выводы этой теории состоят в следующем:
· оптимальная периодичность ППР позволяет без дополнительных затрат труда и средств значительно увеличить эксплуатационный период машин, механизмов и устройств. Примерная оптимальная периодичность составляет 0,4—0,6 средней продолжительности безотказной работы;
· ППР целесообразно применять только для узлов и деталей, работающих на износ (например, деталей ЦПГ, подшипников, движущихся деталей насосов и т. д.);
· ППР должен проводиться через строго определенные промежутки времени работы механизма независимо от его технического состояния;
· для судового оборудования с различной степенью надежности одинаковая периодичность ППР нецелесообразна;
· ППР не исключает внезапных выходов из строя элементов судовой техники, а только уменьшает их возможность.
Основным документом, определяющим организацию технического обслуживания, является план-график работ, выполняемых в условиях эксплуатации. План-график определяет сроки проведения осмотровопрофилактических работ на время эксплуатации судна без вывода на заводской ремонт; его также используют для оперативного планирования работ на месяц, рейс, стоянку.
Планы-графики для механической части составляют по заведованиям II, III, IV механиков, а по электромеханической части — по заведованию электромеханика.
В план-график заносят судовое оборудование, подлежащее ремонту в процессе эксплуатации. Основанием для вскрытия механизмов являются нормативные документы.
При составлении плана-графика должны быть учтены обстоятельства, влияющие на формы технического обслуживания: продолжительность рейсов и стоянок, порты заходов и наличие в них баз технического обслуживания и другие особенности эксплуатации.
Учет перечисленных обстоятельств позволяет при определении исполнителей работ в плане-графике сочетать существующие формы технического обслуживания: штатный судовой экипаж, судовые ремонтные бригады (СРБ), береговые ремонтные бригады (БРБ), периодически направляемые в рейсы, и береговые базы технического обслуживания (БТО). Учитывается также существенное уменьшение доли работ, производимых судовыми экипажами, за счет развития и совершенствования БТО.
В правой части плана-графика делают отметку о фактической трудоемкости выполненных за каждый месяц работ. Это позволяет проконтролировать выполнение работ, а кроме того, при планировании технического обслуживания на следующий цикл эксплуатации заново откорректировать плановую трудоемкость по фактическим затратам.
При составлении планов-графиков определяют перечень сменного оборудования, сменных деталей, полуфабрикатов, материалов, необходимого инструмента и оборудования для выполнения запланированных работ. Потребность в оборудовании позволяет правильно решить вопрос о распределении работ между исполнителями.
В первую очередь выделяют работы, выполняемые судовым экипажем.
Для этого предварительно определяют бюджет рабочего времени экипажа для профилактических и ремонтных работ и принимают во внимание положения Устава службы на судах ММФ и Правил технической эксплуатации, определяющие обязанности членов судовой команды по выполнению судовых работ. Кроме того, судовой экипаж выполняет работы по наименее надежному оборудованию с минимальной периодичностью проведения профилактических осмотров.
Затем определяют работы, поручаемые БТО во время стоянок судна под грузовыми операциями и в доке на весь эксплуатационный период. БТО выполняют работы, требующие промышленного оборудования и наличия специалистов, отсутствующих в составе судового экипажа.
Оставшиеся работы выполняет СРБ или, при отсутствии таковой, БРБ, временно направляемая на судно, выходящее в рейс.
Для выполнения работ силами БТО и БРБ судовая администрация должна представлять в ССХ годовой план технического обслуживания этими подразделениями, составленный на основании плана-графика.
Необходимые материалы, сменные детали и средства механизации для выполнения работ поставляются на судно по заявкам его администрации, подготовленным на основании плана-графика и представленным в ССХ.
Источник
8 Ремонт главных и вспомогательных судовых механизмов
7. Ремонт главных и вспомогательных судовых механизмов
К судовым механизмам относят главные и вспомогательные судовые двигатели внутреннего сгорания (СДВС), компрессоры, насосы (центробежные, вихревые, поршневые и шестеренчатые), шпили, брашпили, лебедки (гидравлические и механические различных назначений), рулевые машины (гидравлические и электрические) и другие механизмы. Работы по ремонту судовых механизмов по трудоемкости делят примерно на 2 равные части. К первой части относятся демонтажно-монтажные и некоторые другие работы, выполняемые на судне. Ко второй группе – все ремонтные работы, проводимые в специализированных и слесарно-сборочных цехах судоремонтных предприятий. К ремонтным работам, выполняемым на судах, относят замену отдельных деталей главных и вспомогательных двигателей, профилактический осмотр и ремонт палубных механизмов и механизмов машинного отделения (МО), некоторые другие работы по ремонту судовых трубопроводов, систем, устройств, в зависимости от видов ремонта и методов их проведения.
7.1. Износы и повреждения основных деталей судовых механизмов
К износам относятся коррозионные и эрозионные разрушения поверхностей деталей, однако основная причина изнашивания деталей механизмов – трение.
Различают несколько видов разрушения деталей:
– усталостное разрушение деталей, которое возникает от воздействия на них сжимающих, растягивающих и крутящих усилий, на металле оно проявляется в виде трещин;
Рекомендуемые файлы
– разрушение от микрорезания, возникающее при соответствующей конфигурации контактирующего выступа или при наличии на поверхности трения частичек абразива;
– отделение частичек металла с поверхности вследствие повторного деформирования металла, приводящего к повторному деформированию тонкого поверхностного слоя, перенаклепу и разрушению;
– глубинные разрушения вырыванием, возникающие при взаимном скольжении поверхностей, в местах контакта. Оно носит характер выдирания или выкалывания материала не по месту спайки, а внутри под поверхностью;
– атомарный износ (возникающий при трении двух тел) от градиента температуры, напряжений и деформаций, когда атомы из кристаллической решетки одной поверхности могут диффундировать в другую.
На судоремонтных предприятиях износы и повреждения деталей выявляют при дефектации. Для этого детали делят на группы. Например, группа деталей остова, поршневая группа, валовая группа и другие. К деталям остова относятся фундаментные рамы, блоки цилиндров, цилиндровые втулки, крышки и головки блоков. К деталям поршневой группы относятся поршни, поршневые кольца, пальцы и шатуны. К деталям валовой группы относятся коленчатые валы, рамовые и мотылевые подшипники (коренные и шатунные).
Главные (субъективные) причины износов:
– нарушение режимов эксплуатации;
– применение материалов, не соответствующих проектным;
7.2. Основные виды работ при ремонте судовых механизмов
Ремонт судовых механизмов состоит из следующих основных видов работ:
1. демонтаж с фундамента;
3. мойка (несколько этапов);
5. ремонт деталей, узлов и агрегатов;
6. сборка узлов и монтаж на судне;
Демонтаж агрегатов применяют при агрегатном ремонте и при замене механизма на новый.
При агрегатно-узловом методе демонтируются лишь отдельные механизмы.
Основные операции демонтажа (рис. 7.1):
1. снятие ограждений;
3. отсоединение арматуры и трубопроводов;
4. снятие навесных механизмов;
5. разъединение муфт;
6. снятие механизмов с крепежа на фундаменте;
7. демонтаж элементов, расположенных в машинном фонаре;
8. подъем двигателя (возможен выем его через вырез в корпусе);
9. транспортировка в цех ремонта или на склад для подготовки к отправке на ремонт.
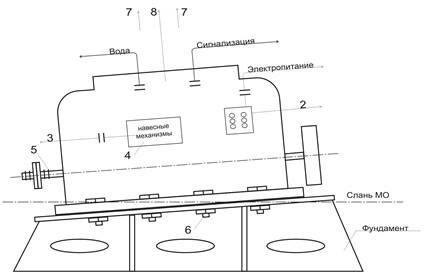
Рис. 7.1. Схема элементов демонтажа главного двигателя
Основными этапами подготовки судовых механизмов к ремонту является разборка, мойка и дефектация. Основные этапы подготовки двигателя к ремонту показаны на рис. 7.2.
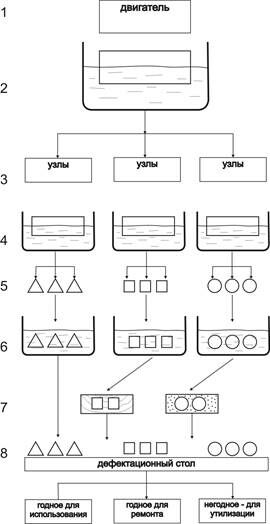
1. Двигатель поступает в цех
Моющий раствор 90÷98°С
3. Разборка на узлы (блок цилиндров, нижняя часть картера, ЦПГ, топливные насосы…)
5. Разборка на детали: втулки цилиндров; поршни; пальцы цилиндрические; коленчатый и распределительный вал…
7. Косточковая или ультразвуковая очистка
8. Дефектационный стол
Рис. 7.2. Основные этапы подготовки двигателя к ремонту
Методы дефектации судовых механизмов
1. Визуальный, т.е. выполняется наружным осмотром с применением линз с 5÷25 кратным увеличением.
2. Измерительный метод, т.е. обмер деталей с помощью микрометрических инструментов (микрометр, штангельциркуль…).
3. Дефектация с контролем формы на специальных измерительных стендах (параллельность, перпендикулярность, цилиндричность…).
4. Физические методы:
– магнитоскопия (порошковый индукционный способ),
– способы, основанные на гидравлическом давлении (водой, воздухом, газами),
– способы, основанные на акустических свойствах ультразвука.
7.3. Восстановление и ремонт деталей механизмов и машин
Для повышения долговечности и безотказности деталей машин применяются различные технологические методы, в результате которых происходит упрочнение металла в поверхностном слое, и, кроме того, в детали создаются остаточные напряжения (обычно, сжимающие), при этом повышается предел выносливости до 2–3 раз и долговечность детали. Для восстановления изношенных в процессе эксплуатации рабочих поверхностей, в настоящее время используются различные способы нанесения покрытий: наплавление, осталивание, хромирование, термическое напыление и металлирование, а также метод шлифования в ремонтные размеры, предполагающий изготовление соответствующих типоразмеров пары трения, например, вкладышей подшипников или поршневых колец [12, 13].
За рубежом метод обработки в ремонтные размеры, например, коленчатых валов, широкое применение нашел в Германии и Швейцарии, фирма «Costaline Utectic». В Германии также проводят хромирование и металлизацию шеек валов до номинального размера. В Польше при восстановлении валов двигателей «Ursus» галтели не наплавляют, а шейки после наплавки обрабатывают фигурным резцом на токарном станке. Некоторые фирмы США применяют термическое напыление шеек. При этом производится правка валов, наплавка (напыление) изношенных зон, прецизионное шлифование и полирование. Стоимость такого восстановления коленчатого вала примерно на 30% ниже по сравнению с другими способами.
В Российской Федерации вышеперечисленные методы ремонтных размеров и восстанавливающих покрытий также широко используются. Наплавлением на коленчатые и шатунные шейки наносится компактный слой металла, обладающий высокой прочностью сцепления с основанием. Твердость наплавленного слоя составляет 45–58 HRC. Износостойкость восстановленных шеек достигает 70–100% износостойкости новых. Недостатками наплавления являются: необходимость предварительного шлифования шеек на глубину 1–1,5 мм, большая толщина наплавленного металла (до 4–6 мм), значительные деформации вала, остаточные напряжения в материале (особенно при вибродуговом наплавлении), что ведет к отбраковке или разрушению восстановленных коленчатых валов. Сопротивление усталости наплавленных валов составляет 60–70% сопротивления усталости новых, при плазменном наплавлении она составляет порядка 74%.
При осталивании (ожелезнении) из растворов солей железа на рабочей поверхности коленчатых валов электролитически наращивают железное покрытие большой твердости, приближающейся к твердости стали. Прочность сцепления покрытия с основой составляет 150 МПа. Покрытия не отслаиваются даже при пластических деформациях. Метод осталивания включает в себя следующие операции: очистку, механическую обработку, промывку ацетоном, зачистку наждачным полотном, монтаж на подвеску, электрохимическую очистку, осаждение твердого железа, обработку после осаждения, промывание и механическую обработку. Недостатками метода являются наличие агрессивных сред, большое количество операций, низкое сопротивление усталости при эксплуатации.
При электролитическом хромировании покрытие получают при осаждении хрома из водных растворов в результате прохождения через раствор электрического тока. Хромирование позволяет получить износостойкие покрытия толщиной 250–300 мкм, обладающие высокой твердостью. Однако возникающие в покрытии внутренние напряжения значительно снижают сопротивление усталости вала.
Одним из способов получения покрытий нанесением на рабочую поверхность расплавленного металла является металлизация. Сущность металлизации заключается в расплавлении металла дугой (электрометаллизация) ацетилено-кислородным пламенем (газовая металлизация), или высокотемпературной плазмой (плазменная металлизация) и распылении струей сжатого воздуха (давление до 0,6МПа) на восстанавливаемую поверхность. Отличительная особенность металлизации – низкое термическое воздействие на материал восстанавливаемой детали (до 100–150°С), отсюда практическое исключение деформаций. Металлизацией наносят покрытия с широким диапазоном твердости (200–600 HRB), пористости (0–50%). Однако прочность сцепления покрытия с основой невысока, что сдерживает широкое применение данного способа.
При газотермическом методе нанесения порошковых покрытий происходит пластификация порошка в высокотемпературном источнике тепла и нанесение его газовыми потоками на предварительно подготовленную механической или струйной обработкой) изношенную поверхность. Прочность покрытий на отрыв при плазменном нанесении покрытий составляет 40–55 МПа, пределы выносливости восстановленных валов составляют 110–135 МПа. Ресурс до шлифования в ремонтный размер достигает 10000–13000 часов. К недостаткам процесса напыления следует отнести окисление напыляемого металла при малых скоростях подачи, наличие пористости и других видов дефектов, невысокую адгезионную и когезионную прочность покрытия. Кроме того, большое количество тепла, выделяемое в процессе напыления, приводит к выгоранию легирующих элементов в напыляемом металле. Содержание углерода уменьшается на 40–60%, кремния, марганца – на 10–15%.
При восстановлении коленчатых валов металлированием происходит нанесение на изношенные поверхности покрытий сырого порошкового слоя или оболочки с последующей термической обработкой. Термическая обработка осуществляется припеканием оболочек в среде водорода в течение 30 мин. при температуре 1373–1453°К. Далее следует нормализация и шлифование. К недостаткам метода следует отнести необходимость специального герметичного оборудования, наличие огнеопасной среды, необходимость окончательной термической и механической обработок.
Как известно, качество поверхностного слоя и его адгезия к подложке – одни из главнейших факторов, определяющих долговечность деталей, работающих в узлах трения. Наиболее широко применяемые в промышленности методы восстановления коленчатых валов практически исчерпали свои возможности, т.к. возникают известные проблемы, связанные с пониженной твердостью шеек и качеством наносимого покрытия.
Одним из способов улучшения свойств нанесенного покрытия, связанных с увеличением прочности сцепления с основой и повышением плотности нанесенного материала, является их оплавление лазерным лучом. Структура оплавления лазером слоев при оптимальных режимах обработки характеризуется чрезвычайной дисперсностью, отсутствием окисных включений и пор. Содержание легирующих элементов мало отличается от их содержания в исходном содержании покрытия, а характер их распределения на глубине оплавленной зоны характеризуется их равномерностью.
Другим способом решения проблемы качества наносимого покрытия является лазерная наплавка. При лазерной наплавке наплавляемый материал или одновременно с действием излучения подают в зону обработки, или предварительно наносят его с последующим лазерным оплавлением. К первому способу относится газопорошковая лазерная наплавка (ГПЛН), заключающаяся в получении поверхностных покрытий принудительной подачей порошка газовым потоком непосредственно в зону лазерного излучения. К недостаткам ГПЛН следует отнести неполное использование порошка и сложность устройства для подачи порошка и улавливания неиспользованного в процессе наплавки порошка. Во втором случае материал предварительно в виде обмазки наносят на деталь слоем соответствующей толщины. Особенностью технологического процесса лазерной наплавки является возможность регулирования времени существования жидкой фазы и обеспечение высоких скоростей охлаждения кристаллизующегося металла наплавки. Вследствие этого микроструктура покрытий, полученных лазерной наплавкой, отличается от микроструктуры при наплавке другими методами. Отличие, заключающееся в измельчении структуры и образовании пресыщенных твердых растворов, обеспечивает высокие свойства поверхностных покрытий, в первую очередь – износостойкость. Твердость наплавленного слоя достигает 60–63HRC, а прочность сцепления с основным металлом – 250 МПа. Стойкость лазерной наплавки в 3–5 раз превосходит износостойкость плазменного покрытия, оплавленного газопламенной горелкой, и в 10 раз больше износостойкости покрытия, полученного токами высокой частоты (ТВЧ).
Прочность сцепления покрытия с основой при лазерной наплавке в 3–5 раз превышает прочность при напылении покрытий. При этом поверхность после наплавки получается ровной, чистой, и легко обрабатывается абразивным инструментом. Восстанавливаемая деталь не требует специальной подготовки. Ее поверхность лишь обезжиривают в ванне с содовым раствором, который обычно применяется на ремонтных предприятиях.
Источник