- Ремонт мотор-барабанов
- Ремонт мотор барабана конвейерного
- Ремонт мотор барабана конвейерного
- Мотор-барабаны для конвейеров | Атанор Инжиниринг
- Продукция
- Производители
- Мотор-барабаны для конвейеров
- ООО «АТАНОР-ИНЖИНИРИНГ» — официальный представитель Sirem (Франция) в России. Конвейерные мотор-барабаны со склада в Москве и под заказ. Поставка по России и СНГ.
- Основные виды
- Каталог мотор-барабанов
- Отличительные достоинства
- Рекомендации по установке мотор-барабана
- Выбор мотор-барабана
- Ремонт мотор барабана конвейерного
Ремонт
мотор-барабанов
Мотор-барабаны — единые интегрированные приводные блоки, являющиеся элементами электропривода ленточных конвейеров. Основные узлы МБ – корпус, электродвигатель, редуктор, подшипниковые узлы, уплотнительные кольца и манжеты, элементы защиты обмоток – биметаллические выключатели. Мотор и редуктор надежно закрыты и защищены от внешних воздействий (вода, пыль, масла и т.д.) наружные цапфы осей неподвижны, вращающий момент передается только на корпус барабана. Особенность конструкции МБ обеспечивает удобство установки, экономию пространства, простоту в обслуживании и снижение уровня шума по сравнению с системами традиционного привода (электродвигатель – муфта – редуктор — вал). Уход за МБ, как правило подразумевает смену масла через примерно 8000 — 10000 машино-часов — примерно один раз в 3-5 лет, при применении синтетического масла первая смена масла потребуется только через 30000 машино-часов и замену уплотнений валов через 30000 машино-часов. Благодаря меньшим потерям на трение МБ имеют более высокий КПД по сравнению с традиционными приводами. МБ оснащены биметаллические выключателями обмоток, встроенными в каждую фазу, срабатывающие в зависимости от температуры, размыкая силовую цепь при недопустимой перегрузке по току электродвигателя.
Несмотря на все вышеуказанные преимущества мотор-барабаны – элемент тяжелонагруженных приводов, эксплуатация которых, зачастую, производится в условиях сильных внешних воздействий окружающий среды, как следствие — отказы в работе по причине перегрузки или не верной эксплуатации случаются. Так как мотор-барабаны достаточно дорогие устройства не редко перед эксплуатирующей организацией встает вопрос о возможности проведение ремонта данного устройства вместо приобретения нового.
Наша компания имеет многолетний опыт ремонта отечественных и импортных мотор-барабанов применяемых в машиностроении, строительстве, транспорте, сельском хозяйстве пищевой и горнодобывающей отраслях. При выполнении ремонтных работ мы используем оригинальные запасные части и технические жидкости, все отремонтированные устройства проходят обкатку на специализированном стенде с занесением результатов испытания в паспорт на ремонт данного мотор-барабана.
Кроме ремонта механической и/или электрической частей мотор-барабанов мы производим восстановление поверхности мотор-барабана – обрезинивание (гумирование).
Постоянные клиенты, во избежание простоя, на период выполнения нами ремонтных работ получают мотор-барабаны из нашего оборотного фонда. На все ремонтно-восстановительные работы предоставляется гарантия.
Источник
Ремонт мотор барабана конвейерного
Регистрация на площадке
Присоединитесь к более чем 500 000 пользователей. Это бесплатно.
Вы хотите зарегистрироваться на площадке как

Регистрация в качестве поставщика
- Участники закупок в рамках 44-ФЗ — etp.roseltorg.ru
- Участники торгов по капремонту ПП РФ № 615 — fkr2.roseltorg.ru
- Участники закупок по 223-ФЗ с ограничением только для субъектов МСП — msp.roseltorg.ru
- Секция для корпоративных закупок и закупок субъектов 223-ФЗ − com.roseltorg.ru
- Секция ВТБ – vtb.roseltorg.ru
- Секция Росгеология − rosgeo.roseltorg.ru
- Секция Русгидро — rushydro.roseltorg.ru
- Секция Ростелеком − rt.roseltorg.ru
- Секция Россети – rosseti.roseltorg.ru
- Секция для торгов по приватизации и аренде имущества (178-ФЗ) — 178fz.roseltorg.ru
Данный тип регистрации позволяет принимать участие в торгах по покупке имущества.
Данный тип регистрации позволяет принимать участие исключительно в процедурах по родовому захоронению и реализации машино-мест без использования электронной подписи.
Этот тип регистрации позволяет принимать участие в процедурах ГК «Росатом», а также (при наличии соответствующей аккредитации) размещать заказы для нужд компании и подведомственных организаций (atom2.roseltorg.ru).
Данный тип регистрации позволяет принимать участие в процедурах ГК «Ростех».
Данный тип регистрации позволяет принимать участие в торговой платформе для закупок частного бизнеса «Росэлторг.Бизнес».
Регистрация в качестве заказчика
Вход в ГК «Ростех»
В рамках широкомасштабной технологической модернизации, проводимой АО «ЕЭТП», секция ГК «Ростех» подключена к Единому личному кабинету (ЕЛК) — новому сервису ЭТП, созданному для единого центра управления услугами и доступа к торгам через одну учетную запись.
Начиная с 28 октября 2019 г. публикация закупочных процедур будет осуществлена в новой версии секции ГК «Ростех», подключенной к Единому личному кабинету — https://rostec.roseltorg.ru (изменения не распространяются на закупки среди субъектов МСП, проводимые в торговой секции — https://msp.roseltorg.ru).
Старая версия секции останется доступной для участия в закупочных процедурах, опубликованных до 28 октября 2019 г. в секции https://opk.roseltorg.ru (изменения не распространяются на закупки среди субъектов МСП, проводимые в торговой секции — https://msp.roseltorg.ru).
Для осуществления первого входа в новую версию секции необходимо перенести действующую учетную запись в ЕЛК, следуя инструкции (это займет не более 5 минут).

Перенести учетную запись в ЕЛК
Если у Вас уже есть учетная запись в старой версии секции ГК «Ростех». После переноса данных Вы сможете войти в Единый личный кабинет и новую версию секции ГК «Ростех».

Войти через ЕЛК
Если Вы уже перенесли свою учетную запись или хотите аккредитоваться в секции впервые. Подать заявку на аккредитацию и отслеживать ее статус можно в Едином личном кабинете.

Войти в старую версию секции ГК «Ростех»
Если Вы являетесь организатором или участником процедур, опубликованных до 28 октября 2019 г. (или хотите управлять лицевым счетом, открытым в старой версии секции).
Источник
Ремонт мотор барабана конвейерного
Мотор-барабан разработан специально как привод для ленточных конвейеров. Полностью закрытое исполнение. Двигатель, редуктор и подшипники встроены в корпус барабана и герметично уплотнены. Тем самым они невосприимчивы к повреждениям путем внешних воздействий, таких как вода, пыль, грязь, химикаты, жиры, масла и т. п.
Экономия места
Так как привод и подшипники компактно смонтированы внутри барабана, для его установки требуется меньше места, чем для традиционного привода. Нет необходимости в дополнительных передаточных компонентах.
Безопасность
Мотор-барабан является одним из самых безопасных приводов, так как двигатель и редуктор полностью закрыты и наружные цапфы осей неподвижны. Вращается только корпус барабана с торцевыми крышками.
Низкие затраты на приобретение и монтаж
Мотор-барабаны зачастую дешевле, чем традиционная приводная группа, поскольку используется меньше деталей. Кроме того, мотор-барабан устанавливается быстрее и проще. В общем, на монтаж уходит всего 25% времени, необходимого на установку традиционного привода.
Малые затраты на обслуживание
Мотор-барабаны практически не требует ухода, кроме смены масла через юооо машино-часов и замены уплотнений валов через 30000 машино- часов. Иными словами: смена масла один раз в 3 лет при 8 рабочих часах и 5 рабочих днях в неделю. При применении синтетического масла первая смена масла потребуется лишь через 30000 машино-часов.
Коэффициент полезного действия
Мотор-барабаны имеют значительно лучший КПД в отличие от традиционного привода. Усилия от двигателя через редуктор передаются непосредственно на обечайку барабана. Благодаря меньшим потерям на трение достигается КПД до 97%.
Чистота
Благодаря своей компактной конструкции и герметичному уплотнению мотор-барабан можно, с одной стороны, превосходно чистить, а с другой — исключается возможность загрязнения перемещаемых грузов.
Эстетичный внешний вид
При правильной установке прекрасно вписывается в раму конвейера. В результате ленточный конвейер имеет лучший внешний вид.
Термозащита двигателя
В стандартном исполнении мотор-барабан оснащен защитными выключателями обмоток, встроенными в каждую фазу обмоток. Эти биметаллические выключатели срабатывают в зависимости от температуры и должны быть включены в цепь управления защитного автомата двигателя. Они размыкают цепь тока при недопустимом нагреве обмоток двигателя.
Экономия и лучшее распределение веса
Зачастую мотор-барабан легче, чем традиционная приводная группа. Благодаря установке мотор-барабана по центру рамы конвейера масса привода распределяется равномерно, за счет чего конструкция конвейера может быть оптимизирована по весу.
Работа с преобразователем частоты
Все мотор-барабаны могут эксплуатироваться с преобразователем частоты в диапазоне от 15 до 65 Гц
Меньше деталей
Мотор-барабан является единым интегрированным приводным блоком. Традиционные приводные станции содержат до 8 компонентов, которые нужно приобретать у различных производителей.
Меньший уровень шума
Благодаря компактности конструкции, применению высококачественных зубчатых деталей и производству по высоким стандартам качества мотор-барабан работает очень тихо. Это важный критерий для современного производства.
Источник
Мотор-барабаны для конвейеров | Атанор Инжиниринг
Продукция
Производители
Мотор-барабаны для конвейеров
ООО «АТАНОР-ИНЖИНИРИНГ» — официальный представитель Sirem (Франция) в России. Конвейерные мотор-барабаны со склада в Москве и под заказ. Поставка по России и СНГ.

Основные виды
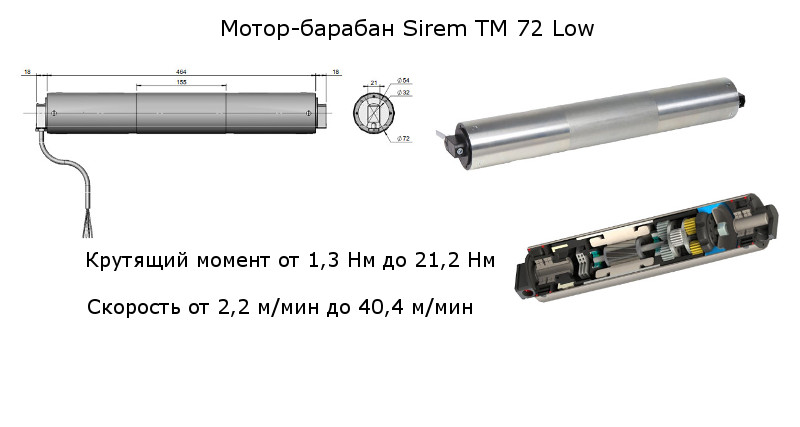
Мотор-барабаны натяжные — используются в качестве приводных механизмов в горизонтальных и наклонных ленточных конвейерах. Главной их функцией является придание натяжения ленте конвейера. Обычно реверсивные и работают как с постоянной, так и с переменной нагрузками.
Мотор-барабаны (МБ) для транспортеров — стандартные конвейерные мотор-барабаны как правило оснащаются асинхронным электродвигателем, заключенным вместе с редуктором внутри корпуса.
Мотор-брабаны планетарные (МБП) — конвейерные мотор-барабаны для тяжелых применений. Они используются в горно-добывающей промышленности, на металлургических заводах, в производстве строительных материалов и строительстве, сельском хозяйстве. Им приходится иметь дело с большим весом перемещаемых по конвейерной ленте грузов и часто с неблагоприятными условиями окружающей среды.

Каталог мотор-барабанов
Отличительные достоинства
Мотор-барабаны были специально разработаны для ленточных конвейеров. Решением предыдущего поколения является внешний привод конвейера, в основе которого лежат двигатель и редуктор (или мотор-редуктор), приводящие в движение ленту конвейера, лежащую на обычных роликах.
Мотор-барабан выгодно отличается своей компактностью. Все его приводные узлы (электродвигатель, редуктор, подшипники) заключены внутри стальной трубки корпуса. Герметичная конструкция мотор-барабана позволяет обходиться без регулярного технического обслуживания и защищает от попадания пыли, воды, масла, что являлось проблемой для внешних приводов конвейеров.
Рекомендации по установке мотор-барабана
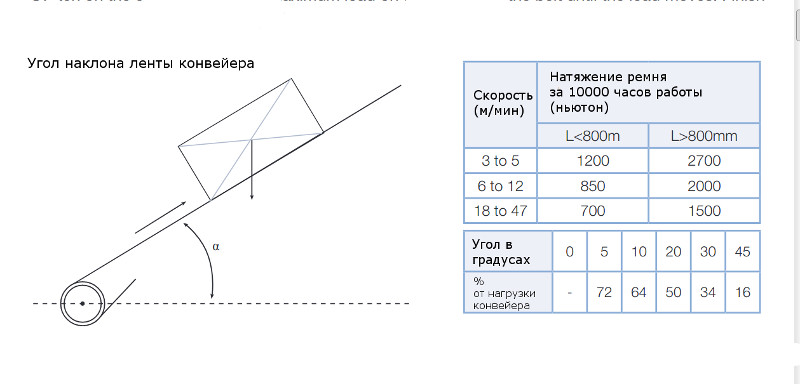
Для регулировки натяжения конвейерной ленты :
Включите конвейер с максимальной нагрузкой на ленту. Затягивайте ленту конвейера до тех пор, пока груз не сдвинется. Завершите регулировку затяжкой винтов, удерживая ленту в центре рамы конвейера.
Выбор мотор-барабана
На сегодняшний день на рынке представлено достаточно много мотор-барабанов, как от отечественных, так и от иностранных производителей. Хотя технология изготовления уже давно не является секретом, выбор производителя мотор-барабанов, имеет не меньшее значение, чем и выбор конкретного изделия.
Мотор-барабан является одним из самых ответственных узлов конвейера. Он непосредственно взаимодействует и управляет движением конвейерной ленты, стоимость которой может составлять до 50% стоимости самого конвейера.
Мы являемся официальным представителем и поставщиком на территории России и СНГ мотор-барабанов компании Sirem (Франция).
Источник
Ремонт мотор барабана конвейерного
4.2 Основные работы по техобслуживанию конвейеров Л120, ЛК-1200, ЛБ-1200
Работы по техническому обслуживанию конвейера шахтного ленточного 1Л120, ЛК-1200, ЛБ-1200 вести в следующей последовательности:
ПТО-1 (ежесуточное техническое обслуживание)
Таблица 1
Наименование работ
Контроль
Проверка (визуально) состояния и целостности защитных ограждений натяжной и приводной станций.
защитные ограждения натяжной и приводной станций:
— не должны иметь каких-либо повреждений;
— должны быть закреплены на все существующие крепежные элементы.
Проверка (визуально) состояния болтов крепления редуктора, течи масла из редуктора по крышкам и разъемам, целостности обечайки и торцевых стенок барабанов.
— болты крепления редуктора должны быть затянуты до упора;
— течи масла из редуктора по крышкам и разъемам не допускаются;
— обечайки и торцевые стенки барабанов должны быть без видимых повреждений.
Проверка (на ощупь) температуры подшипников редукторов, барабанов, натяжных станций.
температура подшипников должна быть не более: для редукторов — FLENDER — 90°С
— для всех остальных — 60° барабанов, натяжных станций — ^окружающей среды.
Проверка (визуально)работы очистных устройств.
очистные устройства должны быть:
— без видимых деформаций;
— закреплены на все существующие крепежные элементы;
— плотно прилегают к ленте по всей ширине ленты.
Проверка (визуально) состояния става, роликов, роликоопор, бункеров, течек.
став, ролики, роликоопоры, бункера, течки должны быть:
— без видимых повреждений;
— закреплены на все существующие крепежные элементы; ролики должны свободно вращаться.
Проверка хода, натяжения и состояния ленты.
— величина натяжения ленты контролируется визуально при помощи манометра;
— сход ленты в сторону, отслоение рабочего слоя резины от обкладок, порывы бортов ленты не допускаются.
ПТО-2 (еженедельное техническое обслуживание) Таблица 2
Наименование работ
Контроль
Работы по ПТО-2 включают в себя работы по ПТО-1.
Проверка (визуально) состояния подшипниковых узлов барабанов, добавление смазки (согласно карте смазки) подшипников на приводе, на натяжной станции.
— подшипниковые узлы барабанов должны быть исправны и без видимых повреждений:
— количество смазки подшипников должно быть в необходимом объеме.
Проверка (визуально) состояния блочков натяжной станции и троса.
— блочки натяжной станции должны свободно вращаться;
— троса натяжной станции должны быть смазаны.
Проверка центровки приводов, муфтовых соединений.
— тихоходный вал редуктора должен быть соосен с валом приводного барабана, быстроходный вал редуктора должен быть соосен с валом электродвигателя согласно рис.32-36 Руководства по эксплуатации на данный конвейер;
— замеры радиального смещения в зубчатой муфте привода конвейера, перекоса осей тихоходного вала редуктора и вала приводного барабана производить согласно рис.37,38 Руководства по эксплуатации на данный конвейер.
Проверка стыков ленты.
отслоение вулканизационного слоя, порывы бортов или обкладок ленты не допускаются.
Проверка и настройка чистителей.
— металлоконструкции чистителя должны быть без видимых деформаций;
— чистителя должны быть надежно закреплены на все существующие крепежные элементы к раме;
— счищающий элемент чистителя должны быть надежно закреплен к металлоконструкциям чистителя;
— состояние кромки чистителя должно быть ровным, без износа;
— зазор между кромкой счищающего элемента чистителя и обечайкой барабана допустим не более 2мм.
Протяжка болтовых соединений привода, натяжной станции.
до упора.
Проверка тормозов.
— электромагнит (гидротолкатель) должен быть надежно закреплен на все существующие крепежные элементы к стойке тормоза;
— стойка и опора тормоза должны быть надежно закреплены на все существующие крепежные элементы к раме редуктора (привода);
— тормозная система и соединительные элементы шарниров должны быть подвижными;
— все соединительные элементы шарниров должны быть в наличии.
Замена роликов, роликоопор.
— роликоопоры доплаты быть надежно закреплены на все существующие крепежные элементы к ставу конвейера;
— ролики должны быть установлены в соответствующие гнезда и должны свободно вращаться.
Работы по ремонту конвейера шахтного ленточного 1Л120, ЛК-1200. ЛБ-1200 вести в следующей последовательности:
Отключить и заблокировать электропусковую аппаратуру конвейера и питателей, вывесить запрещающий плакат «Не включать работают люди», отключить ближайший к месту работы КТВ;
Разъединить муфты электродвигателей и редукторов приводов конвейера;
Наименование работ
Контроль
Снятие ограждений муфт т/х передачи, 2 шт.
— тихоходный вал редуктора должен быть соосен с валом приводного барабана, быстроходный вал редуктора должен быть соосен с валом электродвигателя согласно рис.32-36 Руководства по эксплуатации на данный конвейер;
— замеры радиального смещения в зубчатой муфте привода конвейера, перекоса осей тихоходного вала редуктора и вала приводного барабана производить согласно рис.37,3 8 Руководства по эксплуатации на данный конвейер.
Снятие ограждений муфт б/х передачи, 2 шт.
Шприцевание гидромуфты б/х передачи, 2 шт.
Замена смазки зубчатой муфты тихоходной передачи, 2 шт.
Изготовление лепестков, размером 90×340мм с отверстиями Д=16мм.
Центровка эл. двигателя т=2,2т с редуктором, крепление, снятие и установка лепестков.
Установка ограждений муфт т/х передачи, 2 шт.
Установка ограждений муфт б/х передачи, 2 шт.
Замена роликоопоры трехроликовой с роликами.
— роликоопоры должны быть надежно закреплены на все существующие крепежные элементы к ставу конвейера;
— ролики должны быть установлены в соответствующие гнезда и должны свободно вращаться.
Замена ролика верхней роликоопоры.
Замена ролика нижней роликоопоры.
Снятие чистителя т=65кг.
— металлоконструкции чистителя должны быть без видимых деформаций;
— чистителя должны быть надежно закреплены на все существующие крепежные элементы к раме;
— счищающий элемент чистителя должны быть надежно закреплен к металлоконструкциям чистителя;
— состояние кромки чистителя должно быть ровным, без износа;
— зазор между кромкой счищающего элемента чистителя и обечайкой барабана допустим не более 2мм.
Изготовление чистителя, в том числе: разметка, резка деталей, сборка на болтах и на сварке.
Установка чистителя.
Снятие шор приемного стола.
отсутствие зазоров между шорами пылегашения и рабочей ветвью ленты.
Изготовление и установка шор на приемный стол.
Т-2 (текущий ремонт)
Наименование работ
Контроль
Изготовление сетчатого ограждения натяжной станции.
Изготовление ограждения приводной станции, в том числе: разметка, резка, сборка и сварка деталей.
Снятие сетчатого ограждения натяжной станции.
Снятие ограждения приводной станции.
Ревизия подшипников барабанов конвейера, в том числе: снятие крышек, очистка, промывка, замена смазки, установка крышек.
— подшипниковые узлы барабанов должны быть исправны и без видимых повреждений;
— количество смазки подшипников должно быть в необходимом объеме;
— температура подшипников должна быть не более 1°окружающей среды.
Установка ограждения приводной станции.
защитные ограждения натяжной и приводной станций:
— не должны иметь каких-либо повреждений;
— должны быть закреплены на все существующие крепежные элементы.
Установка сетчатого ограждения натяжной станции.
Ревизия редуктора, в том числе: снятие крышек, очистка, промывка, регулировка (при необходимости), замена прокладок (при необходимости), установка крышек.
— болты крепления редуктора должны быть затянуты до упора;
— уровень масла должен быть не ниже смотрового отверстия (риски на щупе редуктора);
— течи масла из редуктора по крышкам и разъемам не допускаются;
— обечайки и торцевые стенки барабанов должны быть без видимых повреждений;
— подшипниковые узлы должны быть исправны и без видимых повреждений;
— температура подшипников должна быть не более:
для редукторов — FLENDER — 90°С
— для всех остальных — 60°С;
1 — редуктор должен работать без посторонних шумов.
Замена участка ленты конвейера В=1200, L =530 m , в том числе: за- веска бухты, растяжка троса, >’становка жимков, резиновой ленты.
— отслоение вулканизационного слоя, порывы бортов или обкладок ленты не допускаются;
— смещение ленты в сторону допускается не более 1 0% от ширины ленты;
— контроль натяжения ленты осуществлять с помощью динамометра.
Соединение стыка ленты В= 1200мм методом горячей (холодной) вулканизации, в том числе: установка, изготовление и снятие щита, установка жимков, разделка, изготовление стыка.
Замена роликоопОры трехроликовой с роликами.
— роликоопоры должны быть надежно закреплены на все существующие крепежные элементы к ставу конвейера;
— ролики должны быть установлены в соответствующие гнезда и должны свободно вращаться.
Замена ролика верхней роликоопоры.
Замена ролика нижнего с кронштейнами.
Замена ролика нижней роликоопоры.
Снятие чистителя т=65кг.
Изготовление чистителя, в том числе: разметка, резка деталей, сборка на болтах и на сварке.
— металлоконструкции чистителя должны быть без видимых деформаций;
— чистителя должны быть надежно закреплены на все существующие крепежные элементы к раме;
— счищающий элемент чистителя должны быть надежно закреплен к металлоконструкциям чистителя;
— состояние кромки чистителя должно быть ровным, без износа;
— зазор между кромкой счищающего элемента чистителя и обечайкой барабана допустим не более 2мм.
Установка чистителя.
Снятие шор приемного стола, в том числе перерезка болтов Ml 6.
Приварка болтов М16 для крепления шор.
отсутствие зазоров между шорами пылегашения и рабочей ветвью ленты.
Изготовление и установка шор на приемный стол.

Наименование работ
Контроль
Установка ГПМ соответствующей грузоподъёмности на приводной и натяжной станциях, закрепление, регулировка и опробование, бурение шпуров и крепление «конусов», навеска блоков.
— крепежные элементы ГПМ должны бьггь надежно закреплены;
— каждый монтажный блок завешивается на два «конуса».
Снятие ограждения приводной станции.
Ремонт выносного барабана ленточного конвейера В=1200мм.
— должен быть установлен на существующие отверстия и болты крепления должны быть затянуты до упора;
— не должен иметь каких-либо повреждений (целостность обечайки);
— должен вращаться без посторонних стуков и шумов;
Ремонт обводного барабана ленточного конвейера В= 1200мм.
Ремонт приводного барабана ленточного конвейера В=1200мм.
Снятие ограждений муфт т/х передачи, 2шт.
Снятие ограждений муфт б/х передачи, 2шт.
Снятие лепестков муфтовой передачи на болтах Ml 6 x 45.
Изготовление лепестков размером 90×340мм с отверстиями Д=16мм.
— болты крепления лепестков должны быть затянуты до упора;
— установленные лепестки не должны задевать за ограждение муфты.
Установка лепестков муфтовой передачи на болтах Ml 6 x 45.
Ремонт редуктора т=4,7т (с помощью ГПМ соответствующей грузоподъёмности), в т.н.: разборка, спрессовка и напрессовка полумуфт (с помощью гидр.съемника и пресса), замена зубчатой полумуфты т/х передачи т=0,514т (в условиях ПЭММ) очистка, промывка, замена дефектных деталей, сборка.
— тихоходный вал редуктора должен быть соосен с валом приводного барабана, быстроходный вал редуктора должен быть соосен с валом электродвигателя согласно рис.32-36 Руководства по эксплуатации на данный конвейер;
— замеры радиального смещения в зубчатой муфте привода конвейера, перекоса осей тихоходного вала редуктора и вала приводного барабана производить согласно рис.37,38 Руководства по эксплуатации на данный конвейер;
— болты крепления редуктора должны быть затянуты до упора;
— обечайки и торцевые стенки барабанов должны быть без видимых повреждений;
— подшипниковые узлы должны быть исправны и без видимых повреждений;
— температура подшипников должна быть не более:
для редукторов — FLENDER — 90°С
— для всех остальных — 60°С;
— редуктор должен работать без посторонних шумов.
Замена масла в редукторах.
— уровень масла должен быть не ниже смотрового отверстия (риски на щупе редуктора);
— течи масла из редуктора по крышкам и разъемам не допускаются.
Установка ограждений муфт т/х передачи, 2шт.
защитные ограждения муфт:
— не должны иметь каких-либо повреждений;
— должны быть закреплены на все существующие крепежные элементы;
— не должны касаться вращающихся частей муфт.
Установка ограждений муфт б/х передачи, 2шт.
Снятие и установка пеногенератора ГПС-600 с пенопроводом различного диаметра.
производится согласно паспорту.
Изготовление ограждения приводной станции, в том числе: разметка, резка, сборка и сварка деталей.
защитные ограждения приводной станции:
— не должны иметь каких-либо повреждений;
— должны быть закреплены на все существующие крепежные элементы.
Установка осаждения приводной станции.
Рихтовка (выравнивание) става конвейера при помощи домкратов.
согласно маркшейдерской съемке.
Замена участка ленты конвейера В=1200 (с помощью ГПМ соответствующей грузоподъёмности и ATT ), в т.н.: завеска бухты, растяжка троса, установка жим ков, резиновой ленты.
— отслоение вулканизационного слоя, порывы бортов или обкладок ленты не допускаются;
— смещение ленты в сторону допускается не более 10% от ширины ленты;
— контроль натяжения ленты осуществлять с помощью динамометра.
Соединение сгыка ленты В=1200мм методом горячей (холодной) вулканизации (с помощью ГПМ соответствующей грузоподъёмности и ATT ), в том штсле: установка, изготовление и снятие щита, установка жимков, разделка, изготовление стыка.
Замена участка става конвейера (с помощью ГПМ соответствующей грузоподъёмности и ATT ), в том числе: связи, раскосы.
— став конвейера следует устанавливать на бетонные опоры с деревянными вкладышами или шпалами (продольных и поперечных для крепления боковин и стоек костылями);
— отклонение центра секций става от оси конвейера не должно превышать ± 10мм;
— перекос секции става должен быть не более 0,5°(10мм);
— расстояние от почвы выработки до нижней ветви ленты должно быть не менее 400мм по всей длине става;
— в местах перехода через став конвейера следует установить переходные мостики.
Выверка (нивелировка) оси участка става конвейера.
Замена роликоопоры трехроликовой с роликами.
— роликоопоры должны быть надежно закреплены на все существующие крепежные элементы к ставу конвейера;
— ролики должны быть установлены в соответствующие гнезда и должны свободно вращаться.
Замена ролика верхней роликоопоры.
Замена ролика нижнего с кронштейнами.
Замена ролика нижней роликоопоры.
Снятие сетчатого ограждения натяжной станции.
Изготовление сетчатого ограждения натяжной станции.
защитные ограждения натяжной станции:
— не должны иметь каких-либо повреждений;
— должны быть закреплены на все существующие крепежные элементы.
Установка сетчатого ограждения натяжной станции.
Ремонт натяжного барабана ленточного конвейера В=1200мм.
— не должен иметь каких-либо повреждений (целостность обечайки);
— должен вращаться без посторонних стуков и шумов.
Замена динамометра общего назначения.
производится согласно паспорту.
Снятие чистителя т=65кг.
— металлоконструкции чистителя должны быть без видимых деформаций;
— чистителя должны быть надежно закреплены на все существующие крепежные элементы к раме;
— счищающий элемент чистителя должны быть надежно закреплен к металлоконструкциям чистителя;
— состояние кромки чистителя должно быть ровным, без износа;
зазор между кромкой счищающего элемента чистителя и обечайкой барабана допустим не более 2мм.
Изготовление чистителя, в том числе: разметка, резка деталей, сборка на болтах и на сварке.
Установка чистителя.
Снятие шор приемного стола, в том числе перерезка болтов Ml б.
отсутствие зазоров между шорами пылегашения и рабочей ветвью ленты.
Приварка болтов М16 для крепления шор.
Изготовление и установка шор на приемный стол.
Испытание конвейера.
В процессе пробных пусков и последующей обкатки приводов необходимо проверять:
— прилегание ленты к роликам на рабочей и холостой ветвях ленты конвейера (отсутствие “всплывания” ленты);
— наличие невращающихся роликов;
— отсутствие смещения ленты в сторону (сбегание); Центрирование ленты осуществлять в течение нескольких
пробных пусков, по мере ее окончательной вытяжки и стабилизации по длине.
Во время пробных пусков контролировать натяжение ленты. Проверить срабатывание конечных выключателей, датчиков KCJ 1-2, КТВ. При воздействии на них конвейер должен остановиться.
Снятие ГПМ соответствующей грузоподъёмности на приводной и натяжной станциях, открепление, снятие «конусов» и блоков
К (капитальный ремонт)
Наименование работ
Контроль
Установка ГПМ соответствующей грузоподъёмности на приводной и натяжной станциях, закрепление, регулировка и опробование, бурение шпуров и крепление «конусов», навеска блоков.
— крепежные элементы ГПМ должны быть надежно закреплены;
— каждый монтажный блок завешивается на два «конуса».
Снятие ограждения выносного барабана ш=0,25т.
Замена выносного барабана ленточного конвейера В=1200мм, т=2,2т (с помощью ГПМ соответствующей грузоподъёмности и ATT), ревизия подшипников барабана.
— должен быть установлен на существующие отверстия и болты крепления должны быть затянуты до упора;
— не должен иметь каких-либо повреждений (целостность
— должен вращаться без посторонних стуков и шумов;
— подшипниковые узлы барабана должны быть исправны и без видимых повреждений;
— количество смазки подшипников должно быть в необходимом объеме;
— температура подшипников должна быть не более 1; 0 окружающей среды.
Снятие и установка пеногенератора ГПС-6 с пенопроводом различного диаметра.
производится согласно паспорту.
Снятие роликоопоры трехроликовой с роликами.
Снятие става над приводом конвейера (с помощью ГПМ соответствующей грузоподъёмности и ATT ).
Замена обводного барабана ленточного конвейера В=1200мм, т=2,2т (с помощью ГПМ соответствующей грузоподъёмности и ATT), ревизия подшипников барабана.
— должен быть установлен на существующие отверстия и болты крепления должны бьГгь затянуты до упора;
— не должен иметь каких-либо повреждений (целостность обечайки);
— должен вращаться без посторонних стуков и шумов;
— подшипниковые узлы барабана должны быть исправны и без видимых повреждений;
— количество смазки подшипников должно быть в необходимом объеме;
— температура подшипников должна быть не более t ° окружающей среды.
Снятие ограждения приводной станции
Снятие о 1 раждений муфт т/х передачи, 2шт
Снятие ограждений муфт б/х передачи, 2шт.
Снятие и установка болтов М32 муфты приводного барабана.
болты крепления должны быть затянуты до упора.
Замена приводного барабана ленточного конвейера В=1200мм, ш=2,7т (с помощью ГПМ соответствующей грузоподъёмности и ATT), ревизия подшипников барабана.
— должен быть установлен на существующие отверстия и болты крепления должны бьггъ затянуты до упора;
— не должен иметь каких-либо повреждений (целостность обечайки);
— должен вращаться без посторонних стуков и шумов; подшипниковые узлы барабана должны быть исправны и без видимых повреждений;
— количество смазки подшипников должно быть в необходимом объеме;
температура подшипников должна быть не более 1:°окружающей среды.
Установка става над приводом конвейера (с помощью ГПМ соответствующей грузоподъёмности и ATT ), в том числе: связи, раскосы, листы.
— став конвейера следует устанавливать на бетонные опоры с деревянными вкладышами или шпалами (продольных и поперечных для крепления боковин и стоек костылями);
— отклонение центра секций става от оси конвейера не должно превышать ±10мм;
— перекос секции става должен быть не более 0,5°(10мм);
— расстояние от почвы выработки до нижней ветви ленты должно быть не менее 400мм по всей длине става;
в местах перехода через став конвейера следует установить переходные мостики.
Установка роликоопоры трехроликовой с роликами.
— роликоопоры должны быть надежно закреплены на все существующие крепежные элементы к ставу конвейера;
— ролики должны быть установлены в соответствующие гнезда и должны свободно вращаться.
Снятие лепестков муфтовой передачи на болтах Ml 6 x 45.
Снятие редуктора т=4,7т (с помощью ГПМ соответствующей грузоподъёмности и ATT ).
Опрессовка зубчатой полумуфты т/х передачи т=0,145т (с помощью гидр.съемника и пресса).
запрещается превышать величину максимального давления масла в съемнике.
Спрессовка гидромуфты б/х передачи пт=0Дт (с помощью гидр.съемника и пресса).
Снятие электродвигателя т—2,2т (с помощью ГПМ соответствующей грузоподъёмности и ATT ).
Нанрессовка гидромуфты б/х передачи т=0,1т (с помощью пресса).
проводить плавно без ударных нагрузок.
Установка электродвигателя т=2,2т (с помощью ГПМ соответствующей грузоподъёмности и ATT , крепление.
— электродвигатель должен быть закреплен на все существующие крепежные элементы;
— болты крепления должны быть затянуты до упора.
Напрессовка зубчатой полумуфты т/х передачи т=0,145т (с помощью пресса).
— нагрев зубчатой полумуфты вести согласно паспорту;
— контроль t ° осуществлять с помощью пирометра.
Установка редуктора т=4,7т (с помощью ГПМ соответствующей грузоподъёмности и ATT ), крепление, центровка и заливка масла.
— тихоходный вал редуктора должен быть соосен с валом приводного барабана, быстроходный вал редуктора должен быть соосен с валом электродвигателя согласно рис.32-36 Руководства по эксплуатации на данный конвейер;
— замеры радиального смещения в зубчатой муфте привода конвейера, перекоса осей тихоходного вала редуктора и вала приводного барабана производить согласно рис.37,38 Руководства по эксплуатации на данный конвейер;
— болты крепления редуктора должны быть затянуты до упора;
— уровень масла должен быть не ниже смотрового отверстия (риски на щупе редуктора);
— течи масла из редуктора по крышкам и разъемам не допускаются;
— обечайки и торцевые стенки барабанов должны быть без видимых повреждений;
— подшипниковые узлы должны быть исправны и без видимых повреждений;
— температура подшипников должна быть не более:
для редукторов — FrENDER — 90°С
— для всех остальных — 60°С; редуктор должен работать без посторонних шумов.
Изготовление лепестков размером 90×340мм с отверстиями Д=Т6мм.
— болты крепления лепестков должны быть затянуты до упо- ! ра;
— установленные лепестки не должны задевать за ограждение муфты.
Установка лепестков муфтовой передачи на болтах М 16 x 45.
Установка ограждений муфт т/х передачи, 2шт.
защитные ограждения муфт:
— не должны иметь каких-либо повреждений;
— должны быть закреплены на все существующие крепежные элементы;
не должны касаться вращающихся частей муфт.
Установка ограждений муфт б/х передачи, 2шт.
Изготовление ограждения приводной станции, в том числе: разметка, резка, сборка и сварка деталей.
защитные ограждения приводной станции:
— не должны иметь каких-либо повреждений;
— должны быть закреплены на все существующие крепежные элементы.
Установка ограждения приводной станции.
Снятие сетчатого ограждения натяжной станции.
Снятие ограждения натяжного барабана.
Замена натяжного барабана ленточного конвейера В=1200мм, т=2,2т (с помощью ГПМ соответствующей грузоподъёмности и ATT), ревизия подшипников барабана.
— должен быть установлен на существующие отверстия и болты крепления должны быть затянуты до упора;
— не должен иметь каких-либо повреждений (целостность обечайки);
— должен вращаться без посторонних стуков и шумов;
— подшипниковые узлы барабана должны быть исправны и без видимых повреждений;
— количество смазки подшипников должно быть в необходимом объеме;
температура подшипников должна быть не более t °окружающей среды.
Замена натяжной станции (с помощью ГПМ соответствующей грузоподъёмности и ATT ), в том числе: тележка, стойка, канат, лебёдка, смазка каната, стяжек, передачи.
замену натяжной станции производить согласно рис. 12, 13, 14,15 Руководства по эксплуатации на данный конвейер.
Заливка масла в редуктор лебёдки.
— уровень масла должен быть не ниже смотрового отверстия (риски на щупе редуктора);
— течи масла из редуктора по крышкам и разъемам не допускаются.
Замена динамометра общего назначения.
производится согласно паспорту’.
Изготовление сетчатого ограждения натяжной станции.
защитные ограждения натяжной станции:
Установка сетчатого ограждения натяжной станции.
— не должны иметь каких-либо повреждений;
— должны быть закреплены на все существующие крепежные элементы.
Установка ограждения натяжного барабана.
Замена участка става конвейера (с помощью ГПМ соответствующей грузоподъёмности и ATT ).
— став конвейера следует устанавливать на бетонные опоры с деревянными вкладышами или шпалами (продольных и поперечных для крепления боковин и стоек костылями);
— отклонение центра секций става от оси конвейера не должно превышать ±10мм;
— перекос секции става должен быть не более 0,5°(10мм);
— расстояние от почвы выработки до нижней ветви ленты должно быть не менее 400мм по всей длине става;
в местах перехода через став конвейера следует установить переходные мостики.
Выверка (нивелировка) оси участка става конвейера.
Замена роликоопоры трехроликовой с роликами верхней ленты.
— роликоопоры должны быть надежно закреплены на все существующие крепежные элементы к ставу конвейера;
— ролики должны быть установлены в соответствующие гнезда и должны свободно вращаться.
Замена ролика верхней роликоопоры.
Замена ролика нижнего с кронштейнами.
Замена роликоопоры трехроликовой с роликами нижней ленты.
Замена ролика нижней роликоопоры трёхроликовой.
Рихтовка (выравнивание) става конвейера при помощи домкратов.
согласно маркшейдерской съемке.
Замена ленты конвейера В=1200 (с помощью ГПМ соответствующей грузоподъёмности и АТТ); в т.н.: завеска бухты, растяжка троса, установка жимков, резиновой ленты.
— отслоение вулканизационного слоя, порывы бортов или обкладок ленты не допускаются;
— смещение ленты в сторону допускается не более 10% от ширины ленты;
— контроль натяжения ленты осуществлять с помощью динамометра.
Соединение стыка ленты В=1200мм (с помощью ГПМ соответствующей грузоподъёмности и ATT ), методом горячей (холодной) вулканизации, в том числе: установка, изготовление и снятие щита, установка жимков, разделка, изготовление стьпса.
Снятие чистителя т=65кг.
— металлоконструкции чистителя должны быть без видимых деформаций;
— чистителя должны быть надежно закреплены на все существующие крепежные элементы к раме;
— счищающий элемент чистителя должны быть надежно закреплен к металлоконструкциям чистителя;
— состояние кромки чистителя должно быть ровным, без износа;
зазор между кромкой счищающего элемента чистителя и обечайкой барабана допустим не более 2мм.
Изготовление чистителя, в том числе: разметка, резка деталей, сборка на болтах и на сварке.
Установка чистителя.
Снятие шор приемного стола, в том числе перерезка болтов Ml 6 .
отсутствие зазоров между шорами пылегашения и рабочей ветвью ленты.
Приварка болтов Ml 6 для крепления шор.
Изготовление и установка шор на приемный стол.
Испытание конвейера.
В процессе пробных пусков и последующей обкатки приводов необходимо проверять:
— прилегание ленты к роликам на рабочей и холостой ветвях ленты конвейера (отсутствие “всплывания” ленты);
— наличие невращающихся роликов;
— отсутствие смещения ленты в сторону (сбегание); Центрирование ленты осуществлять в течение нескольких
пробных пусков, по мере ее окончательной вытяжки и стабилизации по длине.
Источник