
D_1.7C УСТРОЙСТВО И РЕМОНТ
МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ ЭЛЕКТРОВОЗА ВЛ10
1 Краткая характеристика моторно-осевых подшипников электровоза ВЛ-10
1.1 Виды подвешивания тяговых электродвигателей
На грузовых электровозах, конструкционная скорость которых 100—110 км/ч, обычно применяют опорно-осевое подвешивание двигателей, при котором двигатель одной стороной через моторно-осевые подшипники жестко опирается на ось колесной пары, а другой упруго связан с рамой тележки. При опорно-осевом подвешивании вращающий момент на колесную пару передается через тяговую зубчатую передачу, состоящую из шестерни, насаженной непосредственно на вал тягового двигателя, и зубчатого колеса, находящегося на колесной паре. На грузовых электровозах обычно применяют двусторонние передачи, т. е. шестерни насаживают на оба конца вала двигателя. Недостаток опорно-осевого подвешивания заключается в том, что удары, воспринимаемые колесной парой, жестко передаются на двигатель через моторно-осевые подшипники и зубчатое зацепление; кроме того, так как часть массы двигателя (примерно половина) передается жестко на колесную пару, то значительно увеличиваются масса неподрессоренных частей и динамические нагрузки на путь. Однако опорно-осевое подвешивание получило широкое распространение вследствие простой конструкции тяговой передачи.
На пассажирских электровозах, конструкционные скорости которых 120 км/ч и выше, используют рамное подвешивание двигателей, при котором двигатель жестко крепят к раме тележки, т. е. он является полностью подрессоренным. Тяговая передача при рамном подвешивании двигателя состоит из зубчатой передачи и механизма, воспринимающего относительный перемещения между двигателем и колесной парой. Тяговые передачи пассажирских электровозов односторонние.
При односторонней передаче ось колесной пары подвергается действию крутящего момента; при двусторонней — средняя часть оси практически разгружена от передачи вращающего момента. Однако для равномерного распределения вращающего момента двигателя при двусторонней передаче необходимо принимать специальные меры; применять упругие передачи или передачи с косым зубом. Выравнивание нагрузок при косозубых передачах, имеющих разнонаправленный скос зубьев, происходит следующим образом. Если сначала в зацеплении находится передача с одной стороны двигателя, то появляется горизонтальная сила, которая сдвигает тяговый двигатель в сторону до вступления в зацепление передачи другой стороны. Это поперечное перемещение двигателя продолжается до тех пор, пока горизонтальные силы обеих сторон не станут равными, т. е. пока не наступит выравнивания передаваемых вращающих моментов каждой стороны.
1.2 Устройство моторно-осевого подшипника ВЛ-10
На электровозах ВЛ10 используется опорно-осевое подвешивание тяговых электродвигателей, т.е. каждый ТЭД одной стороной опирается через два моторно-осевых подшипника на ось колесной пары, а другой стороной подвешен к раме тележки через резиновые шайбы.
Моторно-осевые подшипники (рис. 1) — служат для опоры ТЭД на ось колесной пары и выполнены с постоянным уровнем смазки. Для МОП на остове ТЭД отлиты два кронштейна, к которым четырьмя болтами крепятся шапки МОП, отлитые из стали. Внутренняя поверхность кронштейнов и шапок растачивается под установку вкладышей МОП.
Вкладыши МОП остоят из двух половин, в виде полуцилиндров с буртами, отлитых из латуни марки ЛКС80-3-3, причем наружный вкладыш имеет окно для подачи смазки. Для фиксации вкладышей от перемещения в осевом направлении с одной стороны они имеют бурты, а для предотвращения их проворота в кронштейне ТЭД установлена шпонка на стыке между половинами вкладышей. Внутренняя поверхность вкладышей заливается слоем баббита Б16. Баббит внутри вкладышей растачивается по диаметру шейки оси колесной пары с зазором 0,25- 0,5 мм, затем баббит вкладышей пришабривается по шейке оси колесной пары (0 205,45+0’09 мм). Для обеспечения регулировки натяга посадки вкладышей в моторно-осевых подшипниках между их шапками и остовом ТЭД установлены стальные прокладки толщиной 0,35 мм, которые по мере износа наружного диаметра вкладышей снимают.
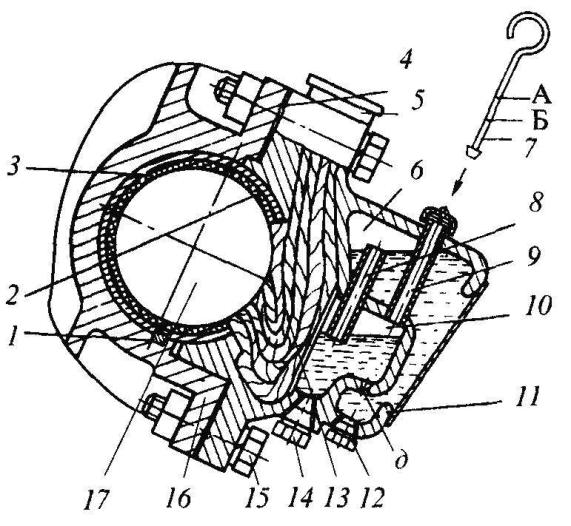
Рисунок 1 — Моторно-осевой подшипник:
1 — шпонка; 2 — внутренний вкладыш; 3 — наружный вкладыш; 4 — регулировочные прокладки; 5 — отверстие для закладки кос; 6 — камера-резервуар; 7 — масломерный щуп; 8 — трубка-ниппель; 9 — трубка для заправки подшипника маслом; 10 — камера постоянного уровня смазки; 11 — шапка МОП; 12, 14 — пробки; 13 — камера для кос; 75 — болт для крепления шапки МОП к остову ТЭД; 16 — остов ТЭД; 17 — ось колесной пары; д — конусное отверстие для вставки заправочного шланга; А,Б — контрольные риски уровня масла (минимальный уровень 30 мм)
Шапка МОП отлита из стали Ст25Л1, и крепится к остову ТЭД при помощи замка и четырех болтов М36х2. В качестве смазки используется масло индустриальное И-40, или масло осевое в количестве 4,8 кг в одну шапку. Добавление смазки осуществляется на ТО-2 через каждые 6 суток.
Для смазки оси и вкладышей моторно-осевых подшипников шапки имеют внутри три камеры: камеру для кос, камеру постоянного уровня смазки и камеру-резервуар для хранения смазки.
В камеру для кос сверху через отверстие с крышкой закладываются три косы, сплетенные из шерстяных нитей длинной 800 мм, пропитанные в течение суток в смазке и сложенные вдвое на деревянную лопатку. Эти косы через окно в наружном вкладыше моторно-осевого подшипника соприкасаются с осью колесной пары.
При заправке наконечник шланга входит в заправочное отверстие д и смазка под давлением (около 3 кгс/см2) поступает в камеру-резервуар, а через верх ниппеля (трубочки) поступает также в камеру постоянного уровня, заполняя ее до тех пор, пока уровень смазки в ней не перекроет внизу отверстие ниппеля. Таким образом в камере постоянного уровня все время будет поддерживаться атмосферное давление (путем сообщения этой камеры с атмосферой через отверстие в заправочной трубке 9), а сверху в камере-резервуаре будет разряжение. В результате разности давлений будет отсутствовать перетекание смазки из камеры-резервуара в камеру постоянного уровня через заправочное отверстие до тех пор, пока уровень смазки в камере постоянного уровня не понизится ниже отверстия ниппеля.
Масло из камеры постоянного уровня через косы и вырез во вкладыше подается к оси колесной пары. При вращении оси оно захватывается из промасленных кос и покрывает всю рабочую поверхность баббитовой заливки. Высота уровня масла в камере постоянного уровня зависит от высоты ниппеля, соединяющего ее с камерой-резервуаром. При движении электровоза уровень масла в камере постоянного уровня будет понижаться вследствие расхода его на смазывание. Как только уровень масла в камере постоянного уровня станет ниже конца ниппеля, то воздух, находящийся в этой камере, через ниппель начнет поступать вверх в камеру-резервуар, в результате чего часть смазки из камеры-резервуара через нижнее заправочное отверстие д будет перетекать в камеру постоянного уровня для смазки шерстяных кос; это перетекание будет происходить до тех пор, пока не закроется смазкой нижнее отверстие ниппеля на высоте 50-5-60 мм. Таким образом, уровень смазки в камере постоянного уровня будет постоянным.
Подвеска ТЭД к раме тележки (рис. 2) — выполнена следующим образом:
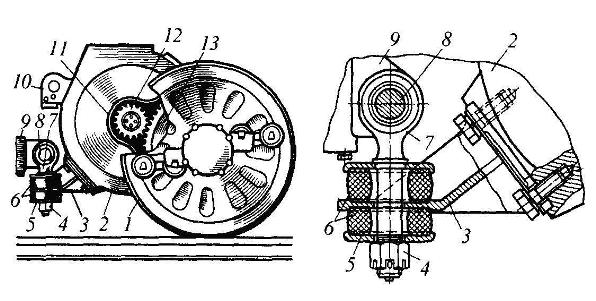
Рисунок 2 — Подвешивание тягового двигателя:
1 — ось колесной пары; 2 — остов тягового двигателя; 3 — кронштейн остова ТЭД; 4 — гайка (М60); 5 — стальная шайба; 6 — резиновые шайбы; 7 — подвеска; 8 — валик подвески; 9 — коробка шаровой связи шкворня; 10 — предохранительный кронштейн; 11 — кожух зубчатой передачи; 12 — шестерня ТЭД; 13 — зубчатое колесо
- с одной стороны к остову ТЭД шестью болтами М42 прикреплен кронштейн с отверстием, отлитый из стали 12ГТЛ, с ребрами для жесткости, шесть болтов, крепящих этот кронштейн попарно, стопорят пластиной;
- в средней части к шкворневому брусу рамы тележки снизу приварен цилиндр (коробка шаровой связи), с боков которого отлито по два кронштейна для крепления двух ТЭД. К этим двум кронштейнам валиком 0 70 мм прикреплена подвеска, откованная из стали 45 в виде болта 0 70 мм с верхней головкой и отверстием под валик.
При сборке тележки на кронштейн остова ТЭД сверху в гнездо устанавливают резиновую и стальную шайбу. Затем с помощью крана или домкрата ТЭД поворачивается вверх на оси колесной пары на моторно-осевых подшипниках. При этом подвеска проходит через отверстия в верхней стальной и резиновой шайбах и в кронштейне. Затем снизу в гнездо кронштейна устанавливается нижняя резиновая и стальная шайбы, и на резьбу на конце подвески накручивается корончатая гайка М60 со шплинтом. При этом с помощью крана или домкрата обе резиновые шайбы сжимаются на 26 мм (в сумме) с усилием 3 тс. Таким образом, половина веса ТЭД (2,2 т) передается на кронштейн, через нижнюю резиновую—на стальную шайбу, затем на гайку и через резьбу М60 на подвеску и далее через валик на два кронштейна шкворневого бруса рамы тележки. От выпадания валик подвески стопорится двумя планками с торцов.
На случай обрыва подвески на остове ТЭД сверху отлиты два предохранительных кронштейна. К каждому из них двумя болтами крепятся угольники, которые с зазором 30+40 мм находятся над шкворневым брусом рамы тележки.
В отверстия для валиков в кронштейнах шкворневого бруса рамы тележки и в головке подвески запрессованы сменные втулки из марганцовистой стали.
Источник
Ремонт остова и букс моторно-осевых подшипников тягового электродвигателя в объеме ТР-3
Ремонт остова и букс моторно-осевых подшипников тягового электродвигателя в объеме ТР-3
| Содержание |
Введение: цели работы………………………………………………..….….
1. Краткая характеристика тягового электродвигателя ТЛ-2К…………….
1.1 Назначение тягового двигателя ТЛ-2К…………………………………..
1.2 Устройство ТЛ-2К . ……………………………… ..
2 Технология ремонта остова и букс МОП . .
2.1 Разборка двигателя . .
2.2 Условия работы ТЭД и причины неисправностей . ……………..
2.3 Ремонт остовов ……………. .
2.4 Ремонт подшипниковых щитов и моторно-осевых подшипников .
3 Требования техники безопасности при ремонте электромашин…..….
Заключение. Выводы по работе …………………………………………….
Литература…………………………………………………………………….
| Цель работы |
Заданием на письменную экзаменационную работу было предложено изучить вопрос ремонта остова и букс моторно-осевых подшипников тягового электродвигателя ТЛ-2К. Изучить безопасные приемы труда, экономии материалов при ремонте. Научиться выполнять работу качественно, без брака, с минимальным временем и максимальным качеством конечного продукта. В каком состоянии нужно содержать рабочее место и инструмент при той или иной операции, какие инструменты, материалы и приспособления применять при разборке, сборке и ремонте рессорного подвешивания.
1 Краткая характеристика тягового двигателя ТЛ-2К
1.1 Назначение тягового двигателя ТЛ-2К
К электрическим машинам на электровозе относятся тяговые двигатели и вспомогательные машины. На электровозе ВЛ10 установлены восемь тяговых электродвигателей типа ТЛ2К. На каждой колесной паре установлено по одному тяговому двигателю с моторно-осевым подвешиванием. Тяговый электродвигатель постоянного тока ТЛ2К предназначен для преобразования электрической энергии, получаемой из контактной сети, в механическую. Вращающий момент с вала якоря электродвигателя передается на колесную пару через двустороннюю одноступенчатую цилиндрическую косозубую передачу. При такой передаче подшипники двигателя не получают добавочных нагрузок по аксиальному направлению. Подвеска электродвигателя опорно-осевая. Электродвигатель с одной стороны опирается моторно-осевыми подшипниками на ось колесной пары электровоза, а с другой на раму тележки через шарнирную подвеску и резиновые шайбы. Тяговый электродвигатель имеет высокий коэффициент использования мощности при максимальной скорости электровоза. Система вентиляции независимая, с подачей вентилирующего воздуха сверху в коллекторную камеру и выбросом сверху с противоположной стороны вдоль оси двигателя. Электрические машины обладают свойством обратимости, заключающимся в том, что одна и та же машина может работать как двигатель и как генератор. Благодаря этому тяговые электродвигатели используют не только для тяги, но и для электрического торможения поездов. При таком торможении тяговые двигатели переводят в генераторный режим, а вырабатываемую ими за счет кинетической или потенциальной энергии поезда электрическую энергию гасят в установленных на электровозах резисторах (реостатное торможение) или отдают в контактную сеть (рекуперативное торможение).
1.2 Устройство ТЛ-2К
Тяговые двигатели ТЛ-2К1 выполняют шестиполюсными с опорно-осевым подвешиванием. Для улучшения потенциальных условий на коллекторах они имеют компенсационные обмотки.
Литой остов 3 (рис. 1) тягового двигателя имеет цилиндрическую форму с приливами на его внешней поверхности. Внутри остова к нему крепят шесть главных 4 и шесть дополнительных 13 полюсов, поворотную траверсу 25 с шестью щеткодержателями 1. В горловине остова устанавливают подшипниковые щиты 7 и 23 с роликовыми подшипниками 21 и 9, в которых вращается вал 20 якоря 5. Со стороны, обращенной к оси колесной пары, связанной с двигателем зубчатой передачей, остов имеет два прилива 27, в которых устанавливают вкладыши. К этим приливам болтами 29 и 31 крепят шапки 28 моторно-осевых подшипников. Для смазки моторно-осевых подшипников предусмотрено устройство 30. Приливы 26 и 32 с отверстиями предназначены для крепления кожухов зубчатых передач.
Со стороны, противоположной моторно-осевым подшипникам, остов имеет прилив и съемный кронштейн для подвески двигателя, а также предохранительные приливы. Для осмотров и обслуживания коллектора, щеткодержателей и щеток в остове предусмотрено три специальных люка (один сверху и два снизу), плотно закрытых крышками 33, 38 и 41.
Вентилирующий воздух поступает в двигатель через вентиляционный люк со стороны коллектора (на рисунке показано стрелкой). В двигателе воздух проходит двумя параллельными потоками. Один поток воздуха охлаждает внешнюю поверхность якоря и катушки полюсов, а другой проходит по вентиляционным каналам якоря. Вентилирующий воздух выходит из двигателя со стороны, противоположной коллектору, через специальный кожух 10, укрепленный на подшипниковом щите и остове.
Сердечники главных полюсов 4 собраны из штампованных листов электротехнической стали, стянутых заклепками. Каждый сердечник прикреплен к остову четырьмя болтами 35. Между сердечниками и остовом установлено по одной стальной прокладке толщиной 0,5 мм. Катушка 37 главного полюса, намотанная из медной ленты на узкое ребро, состоит из 19 витков. Она изогнута по радиусу для лучшего прилегания к внутренней поверхности остова. Витки катушки изолированы асбестовой бумагой.
В настоящее время выпускают катушки с изоляцией «Монолит 2». В этом случае катушку с витковой изоляцией из асбестовой бумаги изолируют снаружи лентами стеклослюдянитовой ЛС-40Ру-ТТ размерами 0,13X25 мм (шесть слоев вполуперекрышу) и стеклянной электроизоляционной ЛЭС размерами 0,1—20 мм (один слой вполуперекрышу), а затем пропитывают и покрывают связующим компаундом, приготовленным на основе эпоксидной смолы. После отвердения связующего получается монолитная изоляция катушки. Корпусная изоляция состоит из восьми слоев стекломикаленты, а покровная изоляция — из одного слоя стеклоленты вполуперекрышу.
Со стороны, обращенной к якорю, сердечники имеют по 10 пазов 36, в которые уложены стержни компенсационной обмотки. Эта обмотка состоит из шести катушек по десять витков. В каждом пазу расположено по два стержня. Изоляция витков катушки компенсационной обмотки состоит из одного слоя вполуперекрышу микаленты толщиной 0,1 мм. Каждые два стержня имеют общую корпусную и покровную изоляцию. Корпусная изоляция состоит из девяти слоев вполуперекрышу микаленты, а покровная — из одного слоя вполуперекрышу стеклоленты толщиной 0,2 мм.
Катушки компенсационных обмоток изготовляют по шаблону. Каждую катушку вставляют в пазы двух соседних главных полюсов так, чтобы одна сторона катушки занимала пять пазов в сердечнике одного полюса, а другая сторона этой катушки — пять пазов в сердечнике другого полюса. Пазы в сердечниках главных полюсов выполняют так, чтобы их боковые стенки были параллельны оси того дополнительного полюса, который охватывает катушки компенсационной обмотки, вставляемой в эти пазы. Такое расположение позволяет легко вставлять в них катушки при сборке машины. В пазах компенсационную обмотку крепят текстолитовыми клиньями.
Сердечники дополнительных полюсов 13 выполнены из толстолистового проката или поковки и прикреплены к остову болтами 14. Между остовом и сердечниками дополнительных полюсов установлены прокладки 15 из немагнитного металла (латуни) толщиной 7 мм. Для крепления катушек 17 дополнительных полюсов к их сердечникам заклепками 16 прикреплены специальные угольники. Катушки дополнительных полюсов намотаны на узкое ребро из меди прямоугольного сечения и имеют по 10 витков каждая.
Межвитковая изоляция состоит из асбестовой бумаги, а корпусная и покровная изоляция такая же, как и у катушек главных полюсов. В настоящее время для катушек дополнительных полюсов применяют монолитную изоляцию и выполняют их в виде моноблоков.
Якорь 5 тягового двигателя имеет запрессованную на вал втулку 8 коробчатой формы, на которой собран сердечник якоря, состоящий из тонких стальных штампованных листов. Применение втулки коробчатой формы позволило уменьшить массу сердечника якоря. Часть вентилирующего воздуха проходит через отверстия во втулке 8. В сжатом состоянии листы сердечника якоря удерживаются нажимными шайбами — передней 19 и задней 6. Сердечник якоря имеет 75 пазов, в которые уложены катушки его обмотки с шагом по пазам 1—13. Для уменьшения добавочных потерь энергии проводники обмотки якоря разделены по высоте на две части. Поэтому каждая катушка состоит из 14 отдельных проводников, изолированных одним слоем микаленты толщиной 0,075 мм.
Корпусная изоляция пазовой части катушки состоит из шести слоев вполуперекрышу стеклослюдянитовой ленты ЛС1К-1Ю-СТ толщиной 0,11 мм и одного слоя вполуперекрышу электроизоляционного фторопласта толщиной 0,3 мм. Покровная изоляция состоит из одного слоя вполуперекрышу стеклоленты. Обмотки якоря в пазах крепят текстолитовыми клиньями, а лобовые части — бандажами 12 и 18 из стеклоленты. Передняя нажимная шайба 19 якоря служит одновременно корпусом коллектора. Коллекторные пластины 2 (525 шт.) изолированы между собой миканитовыми прокладками, а от нажимной шайбы 19 и нажимного конуса 24 — миканитовыми конусами и цилиндром.
Прочное крепление коллекторных пластин, исключающее их ослабление в эксплуатации, достигается соответствующей затяжкой болтов 22. Семьдесят пять изолированных проводников уравнительных соединений уложены под передней лобовой частью обмотки якоря и впаяны в соответствующие коллекторные пластины. Шаг уравнительных соединений по коллектору 1 —176. Выступающие из двигателя концы вала 20 якоря имеют конусность для посадки с натягом зубчатых шестерен. Дополнительно шестерни крепят гайками 11.
Внутренние кольца роликовых подшипников якоря напрессованы на его вал, наружные кольца запрессованы в подшипниковые щиты 7 и 23. Для предотвращения утечки смазки подшипниковые камеры имеют лабиринтные уплотнения горизонтального и вертикального типов. Подшипниковые щиты запрессованы в горловины остова и закреплены болтами 40.
2 Технология ремонта остова и букс МОП
2.1 Разборка двигателя
После обмывки и очистки, осмотра и выполнения соответствующих замеров двигатель краном устанавливают на место разборки или закрепляют на специальном кантователе для вертикальной разборки. Снимают крышки и сетки с коллекторных люков и вентиляционных отверстий, уплотнительные лабиринтовые кольца, трубки для подачи смазки в подшипники, крышки подшипниковых щитов. Лабиринтовые кольца снимают с помощью индукционного нагревателя. Вынимают щетки из корпусов щеткодержателей, отсоединяют подводящие провода и снимают брезентовые чехлы. Удаляют компаундную массу с головок полюсных болтов.
Двигатель устанавливают вертикально коллектором вниз и вывертывают болты подшипникового щита гайковертом. Щиты выпрессовывают специальными отжимными болтами. Для этого в щите есть специальные нарезные отверстия, в которые поочередно и равномерно ввертывают болты до упора в остов. Затягивают попарно диаметрально противоположные болты, чтобы не повредить сопрягаемые поверхности щита и остова. Для выпрессовывания щитов применяется также приспособление с гидравлическим прессом.
На конец вала якоря навертывают специальный рым-болт, захватывают его краном и осторожно вынимают якорь из остова, чтобы не повредить нижний якорный подшипник и коллектор. После этого якорь укладывают горизонтально с помощью специального приспособления, а затем на стеллаж или тележку.
Остов поворачивают на 180° и выпрессовывают второй подшипниковый щит. Снимают кронштейны щеткодержателей. Во избежание повреждения подшипников при кантовании двигателя, а также извлечения якоря из остова следует соблюдать особую осторожность.
2.2 Условия работы ТЭД и причины неисправностей
Тяговые двигатели в эксплуатации подвержены большим динамическим нагрузкам, особенно на электровозах с опорно-осевым подвешиванием, на которых двигатель через моторно-осевой подшипник опирается непосредственно на ось колесной пары и воспринимает удары, возникающие при прохождении электровоза по стрелкам, стыкам и другим неровностям пути. Поэтому при проектировании тяговых двигателей к конструкциям их
узлов и деталей предъявляются повышенные требования с точки зрения обеспечения их высокой механической прочности.
Наиболее механически нагруженные элементы тяговых двигателей (остовы, шапки моторно-осевых подшипников, подшипниковые щиты и др.) усиливают ребрами жесткости или утолщением стенок, а крышки люков, козырьки, кожухи и другие съемные детали выполняют легкой штампованной конструкции. Особое внимание уделяют выбору способов соединения узлов друг с другом. Так, подшипниковые щиты и буксы моторно-осевых подшипников устанавливают с обязательным натягом, а затем их закрепляют к остову специальными болтами; чтобы не допустить ослабления полюсных катушек, в конструкциях полюсов предусматривают пружинные фланцы. Для прочного закрепления болтовых соединений применяют пружинные шайбы или скобы специальной конструкции.
Однако в эксплуатации от постоянного воздействия динамических усилий и токовых нагрузок происходит постепенное нарушение соединений: слабнут болтовые крепления полюсов, межкатушечных соединений, подшипниковых щитов, шапок моторно-осевых подшипников, теряют натяги щиты и шапки в горловинах остова, возникают трещины в наиболее нагруженных элементах конструкции. Такие неисправности должны быть своевременно выявлены и устранены, так как в процессе эксплуатации они интенсивно развиваются и могут привести к серьезным повреждениям двигателей, а также к порчам электровозов в пути следования и их неплановым ремонтам.
Поэтому одним из главных назначений деповского ремонта электрических машин являются плановая (через каждые 300—400 тыс. км пробега) проверка технического состояния механической части тяговых двигателей, выявление и устранение трещин в их деталях, восстановление изношенных поверхностей с доведением их размеров до значений, указанных в нормах допусков и износов Правил ремонта электрических машин.
Очищенные остов, шапки моторно-осевых подшипников и щиты тщательно осматривают и выявляют в них механические дефекты — трещины в литье, забоины и заусенцы на привалочных поверхностях, сорванную резьбу, разработанные крепежные отверстия, износы рабочих поверхностей.
Наиболее характерными местами появления трещин являются: в остовах тяговых двигателей — моторно-осевые горловины, торцы и углы их привалочных плоскостей, горловины под подшипниковые щиты, углы коллекторных люков, поддерживающих носиков; требуют тщательного осмотра также приливы ушков, предназначенных для подъема остова, отверстия для крепления моторно-осевых шапок;
в шапках моторно-осевых подшипников — поверхности в моторно-осевой горловине и по ее торцу, у отверстий для крепления шапок к остову;
в подшипниковых щитах — поверхности в гнезде под подшипник, в радиальном направлении от гнезда под подшипник, в ушках крепления подшипниковых щитов.
При деповском ремонте трещины в остове, шапках и щитах устраняют электросваркой. В остовах тяговых двигателей разрешается заваривать: трещины, расположенные у отверстий под болты для крепления подшипниковых щитов и направленные к кромке горловины; трещины у коллекторного люка или вентиляционного окна (не выходящие на ярмо остова и при условии, что длина этих трещин не превышает 150 мм); трещины в средней части моторно-осевой горловины, не выходящие на торцовую стенку остова или на выступ ярма остова и при условии, что длина их не более 100 мм. Трещины в средней части моторно-осевой горловины длиной более 100 мм, но не выходящие на ярмо, разрешается устранять вваркой вставок.
Разрешается также заваривать трещины в моторно-осевых шапках и подшипниковых щитах.
Однако подшипниковые щиты, у которых обнаружены сквозные радиальные трещины или трещины, ведущие к отколу лабиринтных буртов, а также шапки, у которых обнаружены трещины, которые могут привести к отколу привалочной части, щиты и шапки с трещинами, занимающими более 20% сечения, ремонту не подлежат, их следует заменять новыми или снятыми с других двигателей и отремонтированными в соответствии с Правилами ремонта электрических машин.
При проведении сварочных работ на остовах электрических машин необходимо следить за тем, чтобы изоляция полюсных катушек, компенсационных обмоток, соединительных проводов не подвергалась высоким нагревам. Поэтому, чтобы не повредить изоляцию катушек, полюсы, расположенные вблизи от трещин, перед проведением сварочных работ обязательно снимают. Трещины тщательно осматривают, по концам кернят, а затем засверливают сверлом диаметром 6—8 мм. Центр отверстия при сверлении должен совпадать с концом трещины или быть дальше конца трещины на 3—5 мм. Засверленное отверстие раззенковывают на 72—73% толщины стенки. Чтобы установить концы трещины, т. е. места, где необходимо сверлить отверстие, стенку остова с трещиной нагревают газовой горелкой, после чего концы трещины становятся отчетливо видны. Место сварки зачищают, а на рабочих поверхностях обрабатывают заподлицо.
При заварке трещин необходимо следить за тем, чтобы на всю толщину сечения стенки остова был обеспечен полный провар металла. Заварку трещин и наплавку изношенных поверхностей обычно производят вручную электродами Э42А, Э42, Э46А, Э46.
Резьбовые отверстия остова, предназначенные для крепления подшипниковых щитов, кронштейнов щеткодержателей, а также резьбовые отверстия в подшипниковых щитах и других деталях проверяют калибрами установленной степени точности. Восстановление резьбы в дефектных отверстиях указанных деталей осуществляют путем заварки отверстий, последующим их сверлением и нарезкой новой резьбы или запрессовки ремонтных втулок с соответствующей резьбой в рассверленном отверстии втулки. При первом способе дефектное отверстие рассверливают на больший диаметр (М20 — на диаметр М22, М16 — на диаметр М18 и т. д.). Затем отверстие наплавляют электродуговой сваркой электродами ОММ-5 или Э42 (диаметр электрода 4 мм). Наплавленные места по торцам зачищают и запиливают заподлицо с поверхностью ремонтируемой детали. В точном соответствии с чертежом выполняют разметку детали под сверление новых отверстий. Операция разметки очень ответственная, так как от точности разметки в дальнейшем зависит правильность расположения отверстий, а следовательно, и правильность сборки, установки и крепления соответствующих деталей. После сверления в отверстиях метчиками нарезают резьбу необходимого размера.
При втором способе отверстие, требующее ремонта, также рассверливают на больший диаметр (при резьбе МЗО — на диаметр 40 мм, при М20 — на диаметр 26 мм, при М10 — на диаметр 16 мм). Снимают фаски и запрессовывают в него специально изготовленные втулки с нарезанной в них резьбой восстанавливаемого отверстия. Затем втулки приваривают по торцам к корпусу. Место сварки тщательно зачищают, а резьбу проверяют метчиком.
Поверхности остова, щитов и букс, изношенные в местах прилегания болтов или гаек, опиливают. В случаях когда глубина износа более 3 мм, изношенное место можно восстанавливать с помощью шайбы, внутренний диаметр которой равен диаметру соответствующего отверстия в остове (шапке или щите). Шайбу предварительно затягивают болтом и приваривают к изношенной поверхности.
На остове тягового двигателя проверяют состояние опорных выступов. Изношенные пластины опорных выступов и ослабшие заклепки заменяют новыми. Если на нижнем опорном выступе нет отверстий под заклепки, то изношенную поверхность выступа восстанавливают электронаплавкой, а затем тщательно зачищают.
2.4 Ремонт подшипниковых щитов и моторно-осевых подшипников
Особое внимание при деповском ремонте уделяют ремонту подшипниковых щитов и букс моторно-осевых подшипников, так как от технического состояния этих узлов в большей степени зависит устойчивая работа якорных и моторно-осевых подшипников, а отдельные нарушения, допускаемые при их ремонте, часто являются причиной повреждений подшипниковых узлов в эксплуатации.
Для надежного крепления подшипниковых щитов и моторно-осевых букс в остове необходимо, чтобы посадочные и привалочные поверхности щитов и букс были точно пригнаны к соответствующим посадочным и привалочным поверхностям остова, а овальность и конусность этих поверхностей находились в пределах установленных норм. Замковые плоскости на буксах и моторно-осевой горловине остова должны быть параллельными. Посадочные поверхности щитов, букс и остова должны быть перпендикулярны соответствующим привалочным поверхностям указанных деталей.
Неправильная обработка посадочных и привалочных поверхностей остова, моторно-осевых букс, подшипниковых щитов, нарушение норм натяга при установке букс и щитов в остов могут в процессе эксплуатации вызвать ослабление этих деталей. В результате ослабления и возникающих при этом взаимных перемещений деталей увеличиваются износы сопрягаемых поверхностей, ухудшаются условия работы крепежных болтов, что может привести к их ослаблению и даже излому.
Повышенные сверх установленных норм натяги подшипниковых щитов в остове также недопустимы. Они ухудшают условия работы якорных подшипников, так как при этом фактический радиальный зазор в якорном подшипнике уменьшается. Это может вызвать повышенный нагрев деталей подшипника и его смазки. Качество применяемой смазки ЖРО при температуре свыше 100°С снижается, условия смазывания трущихся поверхностей резко ухудшаются и нагрев деталей подшипника растет. В отдельных случаях это может привести к защемлению роликов и разрушению подшипника.
Недопустимо увеличение натяга щитов и букс в остове сверх установленных норм также и потому, что при этом создаются условия, способствующие образованию трещин в горловинах остова.
Для обеспечения устойчивой работы подшипниковых узлов при деповском ремонте тяговых двигателей проверяют:
состояние посадочных и привалочных поверхностей щитов, букс и остовов;
состояние рабочих и посадочных поверхностей деталей якорных и моторно-осевых подшипников, а также радиальные зазоры в собранных якорных и моторно-осевых подшипниках;
качество применяемой смазки, правильность ее запрессовки в роликовые подшипники и правильность заливки масла в камеры моторно-осевых подшипников;
надежность крепления букс и щитов к корпусу двигателя, а также натяги щитов и букс в остове двигателя, наружных колец подшипников в щитах, вкладышей в буксах, внутренних колец подшипников на валу;
износ моторно-осевых горловин остова, горловин остова под подшипниковые щиты, посадочных поверхностей щитов и букс моторно-осевых подшипников.
В указанных деталях и узлах проверяют основные размеры:
в остове — диаметры моторно-осевых горловин и горловин под подшипниковые щиты, расстояние между гранями пазов для посадки букс моторно-осевых подшипников;
в подшипниковых щитах — диаметры посадочной поверхности щита и его горловины под якорный подшипник, толщину прилива в местах отверстий для крепления к остову;
в буксах моторно-осевых подшипников — расстояние между посадочными поверхностями.
Выявленные в остове износы моторно-осевых горловин, горловин под подшипниковые щиты или посадочных поверхностей под установку шапок устраняют проточкой изношенных поверхностей на ремонтный размер.
В шапках моторно-осевых подшипников, так же как и в остове, скобой измеряют расстояние между гранями под посадку их в остов, конусность, а также контролируют взаимную перпендикулярность посадочной и привалочной поверхностей шаблоном.
Конусность посадочных поверхностей шапок по всей длине должна быть не более 0,08 мм. Если конусность посадочных поверхностей шапок или остова более указанного значения, то ее доводят до нормы. Для этого изношенные поверхности опиливают. Шаблон и контршаблон для проверки посадочных и привалочных поверхностей остова и шапок моторно-осевых подшипников изготовляют в соответствии с контролируемыми размерами остова и моторно-осевых шапок. Эта проверка позволяет сделать окончательный вывод о степени их взаимного соответствия и выявить имеющиеся износы.
Размеры посадочных поверхностей подшипниковых щитов проверяют скобами, нутромерами и калибрами.
Выполнив указанные замеры, определяют натяги при посадке в остов шапок моторно-осевых подшипников и подшипниковых щитов и соответствие их установленным нормам. При необходимости доведение натяга подшипниковых щитов и шапок в остове до установленной нормы обеспечивают наращиванием (электронаплавкой или нанесением полимерной пленки) сопрягаемых с проточенными поверхностями остова поверхностей щитов и шапок. Восстановленную электронаплавкой поверхность подшипниковых щитов протачивают на станках концентрично с гнездом щита под установку подшипника.
Если гнездо под подшипник также требует обточки, то обработку посадочной поверхности щита и гнезда осуществляют с одной установки щита на станке после закрепления его в четырехкулачковом патроне.
Полимерные покрытия обычно применяют в тех случаях, когда износы деталей невелики и для их восстановления требуется нанесение небольшого по толщине слоя (в пределах 0,2 мм). В качестве полимерного покрытия применяют клей ГЭН-150В. Шапки моторно-осевых подшипников и подшипниковые щиты тщательно подгоняют к остовам, на которые их устанавливают. Для облегчения подгонки моторно-осевые шапки и подшипниковые щиты необходимо устанавливать на те тяговые двигатели, с которых они сняты.
Чтобы обеспечить постоянное и достаточное смазывание трущихся поверхностей оси колесной пары и подшипника (вкладыша), на всех тяговых двигателях, опирающихся одной стороной на ось колесной пары, применена конструкция моторно-осевых подшипников со специальными устройствами, предназначенными поддерживать в процессе эксплуатации постоянный уровень смазки в рабочей камере подшипника.
Снятую с тягового двигателя шапку тщательно осматривают, проверяют и при необходимости ремонтируют. Плотность стенок масляных камер проверяют с помощью эмульсии (мыльного раствора) или керосина. Для этого шапку моторно-осевого подшипника устанавливают на подставку и плотно закрепляют в рабочем положении. Пластину рабочей камеры срубают (или поднимают, если она закреплена на шарнире), а конец ниппеля, находящийся в рабочей камере, и спускное отверстие запасной камеры закрывают пробками. Запасную камеру через шланг со специальным наконечником заполняют керосином или эмульсией, которые подают под давлением 300 кПа (3 кгс/см2). Затем наружную стенку запасной камеры, а также стенку рабочей камеры обстукивают молотком и тщательно осматривают. Если керосин или эмульсия протекает, значит, в местах потеков имеются трещины, раковины или неплотности. Герметичность стенок камеры можно также проверять, заполняя ее сжатым воздухом, — неплотности или трещины обнаруживают по появлению пузырей. Для лучшей видимости пузырей стенки камеры рекомендуется предварительно обмыливать.
Дефектные места стенок вырубают и заваривают. После заварки обнаруженных трещин или неплотностей шапку испытывают повторно. Если трещины или неплотности устранить нельзя, то шапку заменяют.
В шапке проверяют положение ниппеля. В эксплуатации весьма часто обнаруживают шапки, в которых ниппель установлен неправильно, т. е. его нижний край при рабочем положении шапки выше порожка. Этот дефект является весьма распространенной причиной неудовлетворительной работы моторно-осевых подшипников и повышенного расхода смазки и объясняется нарушениями, допускаемыми при изготовлении и ремонте шапок.
В процессе ремонта шапок тщательно проверяют и обеспечивают прочность крепления ниппеля и трубок, соосность заправочной трубки и заправочного отверстия, а пробки плотно пригоняют к соответствующим отверстиям. Пробки масляных камер во избежание вытекания смазки устанавливают на сурике, белилах или маслостойком лаке.
Щитки рабочей камеры моторно-осевых шапок устанавливают на шарнирах вместо приварки. Это при последующих ремонтах исключает необходимость срубать сварные швы и вновь приваривать щитки.
Проверяют сварные и заклепочные соединения. Подушки очищают, сушат, пропитывают подогретой смазкой и устанавливают в шапку.
Осматривают на моторно-осевых шапках и подшипниковых щитах и при необходимости восстанавливают отверстия, предназначенные для крепления шапок и щитов к остову.
3 Требования техники безопасности при ремонте электромашин
Слесарь по ремонту ТЭД допускается к работе после медицинского освидетельствования, специального обучения, после инструктажа и последующей проверке знаний, а так же инструктажа на рабочем месте.
Приступить к выполнению производственного задания, если известны безопасные способы его выполнения. В случае неясности обратиться к мастеру за распоряжением. При получении новой работы требовать от мастера дополнительного инструктажа по техники безопасности.
Находясь на территории завода или депо, цеха, участка – быть внимательным к сигналам, подаваемые водителем транспорта.
При работе около электросварки требовать ограждения места сварки.
При несчастном случае немедленно обратиться в медпункт, поставив при этом в известность мастера или бригадира.
К работе с грузоподъемными механизмами могут быть допущены лица не моложе 18 лет, специально обученные, имеющие удостоверение.
Перед началом работы.
1) Привести в порядок рабочую одежду, застегнуть рукава, подобрать волосы под плотно облегающий головной убор.
2) Организовать свое рабочее время так, чтобы все необходимое для работы было под руками.
3) Проверить исправность инструмента.
4) На станке проверить зазор между краем подручника и рабочей частью шлифовального круга (не более 3мм).
5) Необходимо убедиться в исправности круга, во время работы станка необходимо стоять сбоку относительно плоскости вращения круга.
Во время работы.
1) Пользоваться исправным инструментом и предусмотренном в тех процессе. 2) При работе на наждачном станке пользоваться защитными очками или защитным экраном.
3) При работе на сверлильном станке: а) не наклоняться близко к сверлу, б) плотно закрепить сверло в патрон, в) сжатые детали удерживать при помощи клицей, г) напряжение переносного электроинструмента должно быть не более 36В.
По окончании работы.
1) Проверить наличие инструмента.
2) Инструмент убрать в шкаф.
3) Привести в порядок рабочее место.
4) Не мыть руки в масле, керосине, не вытирать их обтирочным материалом.
Запрещается.
1) В цехах и на участках проходить по сложенному материалу, детали, а так же под поднятым грузом.
2) Находиться с открытым огнем в близи газовых баллонов и легковоспламеняющихся жидкостей.
3) Включать и останавливать машины, станки, механизмы работа, которая не поручена администрацией.
4) Прикасаться к аппаратам общего освещения и оборванным электропроводом.
5) Наращивать ключи другими предметами.
6) Работать неисправным инструментом.
7) Не курить в цехе, участке, на рабочем месте, курить на специальном оборудованном месте.
8) Соблюдать правила пожарной безопасности.
Заключение. Выводы по работе
Я выполнил письменную экзаменационную работу на тему: «Ремонт остова и букс мотрно-осевых подшипников тягового электродвигателя в объеме ТР-3». В этой работе я подробно описал последовательность разборки электродвигателя, последовательность технологических операций при его ремонте, какие при этом используются приспособления, инструменты и материалы. Я проходил практику в локомотивном депо, где производится ремонт этих двигателей. Я наблюдал за работой слесарей, ремонтирующих ТЭД, и самостоятельно выполнял некоторые работы. При ремонте я соблюдал правила техники безопасности, описанные в моей работе.
Считаю, что в процессе работы над ПЭР и при прохождении производственной практики я углубил полученные в училище теоретические знания и подготовился к самостоятельной работе помощника машиниста электровоза.
Источник