Ремонт муфты опережения зажигания
Вывернуть винты 6 (рис. 37) и слить масло. Расчеканить ведомую полумуфту 1 в двух местах, обеспечив сохранность опорного уплотняющего торца ведомой полумуфты. Установить муфту на подставку 6 (рис. 38) и специальным ключом 3 отвернуть корпус 5 (см. рис. 37). Снять ведущую полумуфту 7, пружины 12, регулировочные прокладки 11, проставки 10 и грузы 2. Учитывая, что грузы муфты при установке в узел подбирают по статическому моменту, необходимо сохранять парную комплектность деталей. Выпрессовать манжеты 8 и 9, используя оправки, из корпуса 5 муфты и ведущей полумуфты 7.
После разборки проверить техническое состояние деталей муфты опережения впрыска.

Рис. 37. Муфта опережения впрыска:
1 — ведомая полумуфта; 2 — груз муфты; 3 — ось груза; 4 — уплотнительное кольцо; 5 — корпус; 6 — винт; 7 — ведущая полумуфта; 8, 9 — манжеты; 13 — проставка; 11 — регулировочные прокладки; 12 – пружина

Рис. 38. Разборка и сборка муфты опережения впрыска:
1 — рукоятка; 2 — установочный палец; 3 — ключ; 4 — шток ключа; 5 — штифт; 6 — подставка; 7 — муфта опережения впрыска
Корпус муфты
Корпус необходимо проверить на герметичность, для этого заглушить одно из маслосливных отверстий, а ко второму подвести сжатый воздух под давлением 0,02-0,03 МПа (0,2-0,3 кгс/см2) и погрузить муфту в ванну с дизельным топливом. Пропуск воздуха через соединения не допускается.
Ведомая полумуфта
Полумуфта, имеющая изношенный шпоночный паз, подлежит замене новой.
Проверить радиальное перемещение между выступами ведущей полумуфты в прорезями соединительной шайбы привода, которое не должно быть более 0,3 мм, а зазор в соединении груза муфты с его осью — 0,24 мм.
Сборка муфты
Установить на oси 3 (см. рис. 37) ведомой полумуфты грузы 2 одной размерной группы (номер группы по статическому моменту указывается римскими цифрами на шлифованной поверхности ее стороны профиля грузов), которые должны свободно, без заеданий вращаться на своих осях. Запрессовать манжету 8 в отверстие ведущей полумуфты 7, установить ведущую полумуфту на ступицу ведомой с помощью оправки, предохраняющей манжету от повреждения. Вставить пружину 12 грузов, причем величина предварительного натяга пружин в собранной муфте должна составлять 0,2-0,4 мм; допускается установка прокладок 11 под торцы пружин общей толщиной 0,5-0,8 мм (в собранной муфте при сведенных до упора грузах зазор между проставкой и профилем одного из грузов должен быть не более 0,1 мм). Запрессовать в корпус 5 муфты манжету 9 заподлицо с внутренней торцовой поверхностью. Установить в выточку ведомой полумуфты резиновое уплотнительное кольцо 4 и навернуть на ведомую полумуфту 1 корпус 5 муфты. Залить через отверстие в корпусе 5 дизельное масло до появления его в другом отверстии. Установить собранную муфту на кулачковый вал ТНВД и затянуть гайку 17 (см. рис. 29) крепления муфты моментом силы 98-117 Н·м (10-12 кгс·м). Проверить характеристику автоматической муфты; в случае обеспечения ею требуемых характеристик снять ее с кулачкового вала насоса и после дополнительной подтяжки корпуса на ведомой полумуфте произвести в двух местах зачеканку для стопорения резьбы.
Регулировка топливного насоса высокого давления и требования к оборудованию для регулировки
От тщательности и качества регулировки параметров топливного насоса в большой степени зависят мощностные и экономические показатели двигателя, а также надежность его работы. Поэтому регулировка топливного насоса должна выполняться квалифицированными работниками и на специальном оборудовании. Топливные насосы рекомендуется регулировать на стендах NC-101, NC-108, изготовляемых народным предприятием «Motorpal» (Чехословакия), MD 12 -предприятием «Mirkos» (ВНР), A1027 — австрийской фирмой «Aridmann Maier » и других, аналогичных по конструкции.
Регулировка насоса производится с комплектом проверенных форсунок, закрепленных за секциями. Они устанавливаются на двигатель в порядке их закрепления за секциями насоса. При этом регулируются начало подачи топлива секциями насоса, ее величина и равномерность.
Начало подачи топлива регулируется без автоматической муфты опережение впрыска по началу его движения в моментоскопе (рис. 39) и определяется углом поворота кулачкового вала насоса при вращении его по часовой стрелке (если смотреть со стороны привода). Первая секция правильно отрегулированного насоса начинает подавать топливо за 37-38 градусов до оси симметрии профиля кулачка. Для ее определения необходимо зафиксировать на лимбе момент начала движения топлива в моментоскопе при повороте кулачкового вала по часовой стрелке. Затем нужно повернуть его по часовой стрелке на 90 градусов и зафиксировать на лимбе момент начала движения топлива в моментоскопе при повороте вала против часовой стрелки. Середина между двумя зафиксированными точкам и будет осью симметрии профиля кулачка.
Если угол, при котором первая секция начинает подачу топлива, условно принять за 0°, то остальные секции должны начать подавать его в следующем порядке:
| Секция | 1 | 3 | 6 | 2 | 4 | 5 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Угол поворота кулачкового вала, град | 0 | 45 | 90 | 135 | 180 | 225 | 270 | 315 |
Неточность интервала между началом подачи топлива любой секцией насоса относительно первой должна составлять не более 0°20′.
Начало подачи топлива регулируется болтом толкателя. При вывертывании болта топливо начинает подаваться раньше, при ввертывании — позже. После регулировки необходимо застопорить регулировочный болт гайками.
Величина и равномерность подачи топлива секциями насоса высокого давления регулируются совместно с комплектом форсунок и топливопроводов высокого давления длиной (415±3)мм. Объем внутренней полости каждого из последних должен составлять (1,3±0,1) см3 и определяться при заполнении топливом.

Рис. 39. Устройство моментоскопа:
1 — стеклянная трубка; 2 — переходная трубка; 3 — отрезок топливопровода высокого давления; 4 — шайба; 5 — накидная гайка
Для регулировки величины и равномерности подачи необходимо в приведенной ниже последовательности проверить:

Рис. 40. Регулировка минимальной частоты вращения холостого хода

Рис. 41. Вывертывание корпуса буферной пружины
Установка топливного насоса высокого давления на двигатель.
При установке топливного насоса метки на муфте 1 (рис. 43) опережения впрыска и ведущей полумуфте 2 привода топливного насоса должны быть расположены с одной стороны.
После закрепления топливного насоса высокого давления на блоке цилиндров нужно проверить осевые зазоры между торцами кулачков ведущей полумуфты и торцом муфты опережения впрыска, а также зазоры между кулачками муфты опережения впрыска и задним торцом полумуфты. Эти зазоры не должны быть менее 0,3 мм для каждого из четырех кулачков. Отсутствие торцового зазора в приводе топливного насоса может привести к выходу из строя подшипников насоса и заклиниванию муфты опережения впрыска топлива.
Торцовый зазор регулируется осевым перемещением полумуфты привода топливного насоса по валу при ослабленной гайке стяжного болта. По окончании регулировки гайку надежно затягивают и зашплинтовывают, после чего устанавливают угол опережения впрыска топлива по моментоскопу.
После пуска двигателя регулируют минимальную частоту вращения холостого хода коленчатого вала в пределах 550-650 об/мин. Для этого следует вывернуть корпус буферной пружины на 2-3 мм, ослабив контргайку; болтом ограничения минимальной частоты вращения (рычаг управления должен упираться в этот болт) отрегулировать минимальную частоту вращения до появления небольших колебаний частоты вращения коленчатого вала двигателя (при ввертывании болта частота вращения двигателя увеличивается, при вывертывании — уменьшается); отвернуть корпус буферной пружины до исчезновения неустойчивости частоты вращения. Нельзя ввертывать корпус буферной пружины до совмещения его торца с торцом контргайки. После регулировки надо застопорить гайками болт минимальной частоты вращения и корпус буферной пружины.

Рис. 42. Вывертывание винта кулисы:
1 — винт двуплечего рычага; 2 — винт кулисы

Рис. 43. Установочные метки:
1 — муфта опережения впрыска; 2 — ведущая полумуфта
Установка угла опережения впрыска топлива
Этот угол устанавливается по моментоскопу, помещенному на штуцер 1-й секции топливного насоса высокого давления. Величина угла опережения впрыска должна быть для двигателей ЯМЗ-238Ф — 23°, ЯМЗ-238Л — 18°.
Угол опережения впрыска топлива необходимо устанавливать в следующем порядке:
Если в начале движения топлива в трубке риски еще не совместились, следует отвернуть болты и провернуть муфту валика привода топливного насоса на фланце против направления ее рабочего вращения, после чего затянуть болты крепления и снова проверить, правильно ли установлен угол опережения впрыска. Несовпадение рисок должно быть не более одного деления или 1° поворота коленчатого вала.
Если в начале движения топлива в трубке риска уже прошла совмещенное положение, муфту валика привода необходимо провернуть в направлении ее рабочего вращения.
Смещение муфты валика привода относительно ее фланца на одно деление соответствует четырем делениям на маховике или крышке шестерен распределения.
По окончании регулировки угла опережения надо затянуть болты крепления муфты, а взаимное положение рисок периодически проверять при техническом обслуживании двигателя. 3 случае изменения их взаимного положения требуется отрегулировать угол опережения.

Рис. 44. Совмещение рисок на шкиве коленчатого вала и крышке корпуса шестерен распределения:
1 — крышка шестерен распределения; 2 — шкив коленчатого вала; А — направление вращения коленчатого вала

Рис. 45. Совмещение рисок на маховике с указателем на картере маховика:
1 — указатель на картере маховика; 2 — маховик; 3 — картер маховика; А — направление вращения коленчатого вала
Источник
Ремонт муфты опережения зажигания
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2.3.
РЕМОНТ АВТОМАТИЧЕСКОЙ МУФТЫ ОПЕРЕЖЕНИЯ ВПРЫСКА ТОПЛИВА ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 65,0 чел. мин.
Исполнитель — слесарь по ремонту топливной аппаратуры 3-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Стенд для испытания топливных насосов Минор-вБ, НЦ-128, СТАР-12Ф; ключ для гайки крепления автоматической муфты; приспособление для разборки-сборки автоматической муфты; ванна для мойки деталей мод. ОМ-1316; пистолет воздушный С-417; ключ динамометрический ПИМ-1754; приспособление для снятия-установки автоматической муфты И 801.16.000; ключ специальный для отворачивания и заворачивания корпуса автоматической муфты; съемник стопорных колец И 801.22.000; набор щупов № 2 ГОСТ 882-75; отвертки слесарно-монтажные 4,0 и 8,0 мм ГОСТ 17199-71; молоток слесарный стальной ГОСТ 2310-77; зубило слесарное ГОСТ 7211-86; верстак слесарный с тисками ОРГ-1468-01-0801; кернер ГОСТ 7213-72; оправка для выпрессовки и запрессовки манжеты ведомой полумуфты (Двн = 84 мм, Днар=Э4 мм), оправка для выпрессовки втулки из ведущей полумуфты (Двн = 34 мм, Днар = 43 мм); масленка ГОСТ 7327-57
РАЗБОРКА АВТОМАТИЧЕСКОЙ МУФТЫ ОПРЕЖЕНИЯ ВПРЫСКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 16,5 чел. мин.
1. Установить ТНВД в сборе с муфтой на стенд (стенд для проверки и регулировки ТНВД).
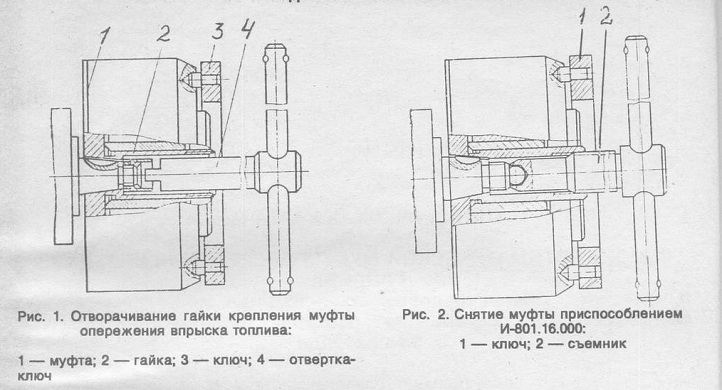
2. Зафиксировать от проворачивания муфту ключом 3 (рис. 1) установить в паз гайки 2 ключ 4 и отвернуть гайку 2 крепления муфты на кулачковом валу ТНВД (ключ для снятия-установки корпуса муфты, ключ для гайки крепления муфты).
3. Завернуть в муфту съемник 2 (рис. 2) и снять с помощью съемника муфту опережения впрыска топлива с кулачкового вала ТНВД (ключ для снятия-установки корпуса муфты, съемник).
4. Отвернуть винты 13 с шайбами 12 из корпуса и слить масло из корпуса муфты (отвертка 8 мм, емкость для сбора масел).
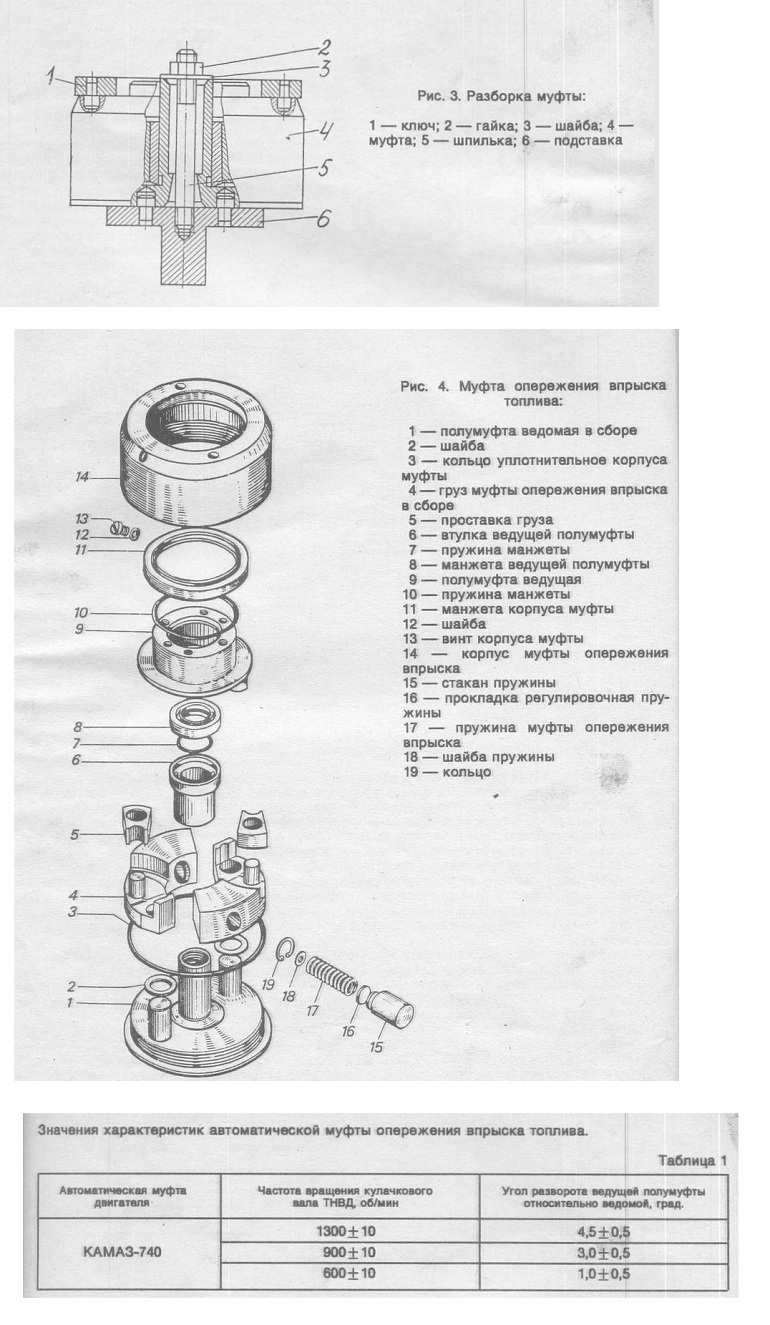
5. Установить корпус муфты на подставку 6 (рис. 3), зажатую в тисках, завернуть в подставку шпильку 5, установить шайбу 3 и закрепить гайкой 2 (тиски слесарные, подставка под муфту, ключ гаечный кольцевой 19 мм, шпилька).
6. Расчеканить ведомую полумуфту в двух местах и ключом 1 отвернуть корпус муфты в сборе с манжетой и пружиной. Расчеканку производить так, чтобы сохранить опорный уплотняющий торец ведомой полумуфты (ключ для снятия-установки корпуса муфты, подставка, тиски, верстак слесарный, зубило, молоток).
7. Снять уплотнительное кольцо 3 (рис. 4) корпуса муфты с ведомой полумуфты (отвертка 8 мм).
8. Снять ведущую полумуфту 9 в сборе со втулкой 6 и манжетой 8 с крышкой со ступицы ведомой полумуфты 1 (отвертка 8 мм).
9. Снять проставки 5 с пальцев грузов 4 (отвертка 8 мм).
10. Снять с осей грузов ведомой полумуфты грузы 4 муфты в сборе и шайбы 2. Грузы муфты раскомплектованию не подлежат, поэтому необходимо сохранить спаренность грузов для последующей установки (отвертка 8 мм).
11. Снять ведомую полумуфту 1 в сборе с приспособления (приспособление).
12. Вынуть из грузов стаканы 15 пружины, регулировочные прокладки 16, пружины 17, шайбы 18 и упорные кольца 19 (верстак слесарный, отвертка 4 мм, съемник для стопорных колец).
13. Выпрессовать манжету 11 с пружиной 10 в сборе из корпуса 14 муфты (верстак слесарный, оправка Д„„ = 84 мм, fl„aj> = 94 мм, L=30 мм, молоток).
14. Вынуть манжету 8 в оборе с пружиной 7 из ведущей полумуфты (отвертка 6,5 мм, верстак
15. Выпрессовать втулку 6 из ведущей полумуфты (оправка ДвН = 34 мм, Д„ар=43 мм).
МОЙКА ДЕТАЛЕЙ Трудоемкость — 4,0 чел. мин.
16. Промыть детали автоматической муфты (ванна для мойки деталей, пистолет воздушный).
ДЕФЕКТОВКА ДЕТАЛЕЙ МУФТЫ
17. Продефектовать детали автоматической муфты в соответствии с картой дефектовки № 2.4. и заменить изношенные детали новыми.
СБОРКА АВТОМАТИЧЕСКОЙ МУФТЫ
Трудоемкость — 40,0 чел. мин.
18. Установить ведомую полумуфту 1 на приспособление 1 (приспособление для разборки-сборки, тиски).
19. Смазать трущиеся детали муфты моторным маслом М-10 Г2к ГОСТ 8581-78 (масленка).
20. Установить на оси ведомой полумуфты шайбы 2 (рис. 4) и грузы 4 муфты в сборе. Грузы устанавливать одной группы (по статическому моменту). Грузы должны свободно вращаться на своих осях. Заедания и местные прихватывания не допускаются.
21. Проверить зазор в сопряжении груза 4 муфты с осью. Зазор в сопряжении груза муфты с осью не должен превышать 0,240 мм (набор щупов № 2).
22. Установить проставки 5 на пальцы грузов. Проставки должны свободно вращаться на своих пальцах. Заедания и местные прихватывания не допускаются.
23. Запрессовать втулку 6 в ведущую полумуфту (верстак слесарный, оправка: ДвН=34 мм, Д„ар= 43 мм, молоток).
24. Запрессовать манжету 8 в сборе с пружиной 7 в отверстие муфты (оправка Де„=34 мм, fl„,p= 43 мм, молоток).
25. Установить в стакан 15 регулировочные прокладки 16, пружины 17 и шайбы 18.
26. Установить в направляющие отверстия грузов стопорные кольца 19 (съемник для стопорных колец).
27. Установить ведущую полумуфту в сборе на ступицу ведомой полумуфты.
28. Установить в направляющие отверстия грузов стаканы 15 в сборе с шайбами 16, 18 и пружиной 17. Стаканы должны перемещаться в отверстиях свободно, без заеданий.
29. Проверить зазор между проставкой 5 и профильной поверхностью грузов 4 и при необходимости отрегулировать его. Зазор должен быть не более 0,15 мм. При сведенных до упора поворотом ведущей полумуфты грузах один из зазоров должен быть не более 0,1 мм, другой — равен нулю. Зазоры регулировать подбором проставок (набор щупов № 2).
30. Запрессовать манжету 11 в сборе с пружиной 9 в корпус 14 муфты. Запрессовать манжету так, чтобы корпус муфты был заподлицо с внутренней торцевой поверхностью манжеты (молоток, оправка Д„ар=94 мм, Двн=84 мм).
31. Установить в выточку ведомой полумуфты 1 резиновое уплотнительное кольцо 3 (отвертка 4 мм).
32. Навернуть на ведомую полумуфту 1 в сборе корпус 14 муфты и затянуть его. Перед установкой корпуса обеспечить равные зазоры между корпусом и стаканами пружин при сведенных до упора грузах. Разность зазоров должна быть не более 0,2 мм. Величина момента затяжки корпуса муфты 250-280 Н.м (25-28 кгс.м) (ключ для снятия установки корпуса муфты, набор щупов № 2, ключ динамометрический ПИМ-1754 0-400 Н.м).
33. Снять автоматическую муфту опережения впрыска топлива в сборе с подставки под муфту (подставка под муфту, ключ гаечный кольцевой мм).
34. Залить в муфту масло М 10Г2к ГОСТ 8581-78, применяемое для двигателя до появления его в другом отверстии и завернуть винты 13 с шайбами 12 (масленка, отвертка 8 мм).
35. Установить муфту в сборе на конус кулачкового вала ТНВД, совместив прорезь в муфте со шпонкой на валу ТНВД, и завернуть гайку крепления муфты с величиной момента затяжки гайки 100-120 Н.м (10-12 кгс.м) ключ для гайки крепления муфты, головка для гайки крепления муфты, ключ динамометрический ПИМ-1754, ключ для снятия-установки корпуса муфты).
36. Установить ТНВД в сборе с автоматической муфтой опережения впрыска топлива на стенд, проверить характеристики муфты и при необходимости отрегулировать углы разворота. Характеристики муфты должны соответствовать значениям, приведенным в таблице 1. При несоответствии характеристики муфты значениям, приведенным в таблице 1, углы разворота муфты отрегулировать прокладками 16, установленными одновременно равной толщины под каждую пружину 17. Для этого необходимо выполнить работы 1—6, 12, 24, 27, 31—34. Увеличение суммарной толщины прокладок уменьшает угол разворота муфты (стенд для испытания ТНВД).
37. Подтянуть корпус муфты и зачеканить ведомую полумуфту в двух местах. Величина момента затяжки корпуса муфты 250-280 Н.м (25-28 кгс.м), (ключ для снятия-установки корпуса муфты, кернер, молоток, ключ динамометрический ПИМ-1754).
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2.4.
ДЕФЕКТОВКА ДЕТАЛЕЙ АВТОМАТИЧЕСКОЙ МУФТЫ ОПЕРЕЖЕНИЯ ВПРЫСКА ТОПЛИВА ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 4,5 чел. мин.
Исполнитель — слесарь по ремонту топливной аппаратуры 4-го разряда
Источник