Установка для наплавки
Автор работы: Пользователь скрыл имя, 03 Декабря 2010 в 20:54, контрольная работа
Краткое описание
Установка наплавочная универсальная У-653А
Предназначена для восстановления электродуговой наплавкой наружных, внутренних, цилиндрических и конических поверхностей деталей типа «тело вращения», а также поверхности деталей типа фланцев, шлицев и деталей с плоскими поверхностями.
проволокой сплошного сечения под слоем флюса;
самозащитной порошковой проволокой;
проволокой сплошного сечения в среде защитных газов.
Содержимое работы — 1 файл
РМ.docx
РМ-9 (рис.3) — для автоматической наплавки гребней железнодорожных колесных пар. Наплавка гребней в 3,5 раза снижает темпы обточки восстанавливаемых ободьев железнодорожных колес и увеличивает срок службы колесных пар на 50-60%.
Рис.3. Наплавка гребней железнодорожной колесной пары на установке РМ-9.
Установку разрабатывали для нужд предприятий горно-металлургического комплекса, имеющих на своей территории густую сеть железных дорог и владеющих большим количеством железнодорожного транспорта, куда наряду с тепловозами и товарными вагонами входит спецподвижной состав, состоящий из слитковозов, чугуновозов, щлаковозов. И если на Укрзализныце проблема ремонта с восстановительной наплавкой гребней колесных пар решена в ремонтных депо с использованием установки КТ-68, то использовать ее на горно-металлургических предприятиях не позволяет узкая специализация этой установки — только для наплавки колес товарных вагонов без букс. Поэтому установка РМ-9 открыла перед металлургами возможность восстановления колесных пар всего парка вагонов и спецподвижного состава. При этом в отличие от КТ-68 данная установка универсальна, позволяет наплавлять железнодорожные колесные пары различного типа (как с буксами, так и без них). К преимуществам установки можно также отнести: регулируемую скорость наплавки, системы автоматического управления наплавкой, наличие системы сбора, переработки и подачи для повторного использования отработанного флюса. Первая установка РМ-9 работает в железнодорожном цехе ОАО «Никопольский завод ферросплавов». Даже при наплавке одной колесной пары в смену (потенциал три) и односменной работе можно восстанавливать в год более 150 колесных пар и получить годовой эффект более 3 млн. грн.
Наплавка – это процесс нанесения расплавленного металла на поверхность изделия, нагретую до оплавления. Наплавленный металл образует одно целое с основным металлом, связан весьма прочно и надежно. Путем наплавки можно получать непосредственно на рабочей поверхности изделия сплав, обладающий желательным комплексом свойств, — износостойкий, кислотоупорный, жаростойкий и т. п. Вес наплавленного металла не превышает нескольких процентов от веса изделия. При ремонте обычно восстанавливаются первоначальные размеры и свойства поверхности деталей.
Наплавка позволяет создавать биметаллические изделия, у которых высокая прочность и низкая стоимость сочетаются с большой долговечностью в условиях эксплуатации.
Установка наплавочная универсальная У-653А
Предназначена для восстановления электродуговой наплавкой наружных, внутренних, цилиндрических и конических поверхностей деталей типа «тело вращения», а также поверхности деталей типа фланцев, шлицев и деталей с плоскими поверхностями.
проволокой сплошного сечения под слоем флюса;
самозащитной порошковой проволокой;
проволокой сплошного сечения в среде защитных газов.
Конструкция установки позволяет вести широкослойную наплавку с колебаниями электрода и наплавку по винтовой линии.
Консольно вынесенный шпиндель станка имеет с обеих сторон посадочные фланцы, на которых устанавливаются необходимые приспособления для крепления габаритных деталей. Шпиндель может занимать любое пространственное положение в вертикальной плоскости (угол поворота 360°), что позволяет наплавлять детали типа фланца, конусные детали, реборды различных катков, колес, роликов и др.
Также на установке можно сваривать детали, имеющие кольцевые или продольные швы простой конфигурации.
Источник
Оборудование для механизированной наплавки
Вследствие некоторых технологических особенностей (длительная и непрерывная работа, высокотемпературный подогрев наплавляемых заготовок, применение различных видов электродных материалов и т. п.) для механизированной наплавки необходимо специальное оборудование, хотя достаточно широко используется для этой цели и универсальное сварочное оборудование. Для механизированной наплавки применяют полуавтоматы и автоматы. Последними обычно комплектуются универсальные и специализированные наплавочные установки или станки.
Наплавочная установка (станок) состоит из источника питания, наплавочного автомата или головки, аппаратуры, автоматизации и управления, манипулятора (вращателя), механизмов перемещения наплавочного автомата. В комплект установки может входить вспомогательное оборудование (формирующие устройства, индукторы или газовые горелки для подогрева наплавляемых деталей и средства контроля процесса наплавки).
Источники питания для наплавки. Для электродуговой наплавки могут использоваться источники переменного и постоянного тока (постоянный ток предпочтительнее). Плазменная наплавка ведется на постоянном токе, в качестве источников питания используют сварочные выпрямители. Для ЭШН, как правило, применяют одно- или трехфазные трансформаторы. ЭШН электродными лентами в горизонтальном положении производится на постоянном токе.
Полуавтомат для наплавки состоит из подающего механизма, гибкого направляющего шланга с ручной горелкой, катушки с проволокой, источника питания с пускорегулирующей аппаратурой. Наиболее широко применяются полуавтоматы для наплавки в среде защитного газа и самозащитной проволокой.
Автоматы для наплавки. Из многочисленных способов наплавки наибольшее распространение имеет дуговая наплавка. Соответственно наибольшее количество моделей автоматов выпускается промышленностью для этого способа наплавки. Наплавочные дуговые автоматы состоят из горелки (мундштука), механизма подачи электродного или присадочного материала, механизма перемещения автомата относительно наплавляемой детали, катушки для электродной проволоки или ленты, флюсовой аппаратуры, системы управления, источника сварочного тока, средств техники безопасности.
Для дуговой сварки и наплавки изделий под слоем флюса электродной проволокой широко используются автоматы тракторного типаАДФ-1202 и АДФ-1002, которые в процессе работы передвигаются по изделию. Автоматы АД-320 и подвесной двухдуговой АД-321 (типа АДФ-1609 УХЛ4) предназначены для наплавки плавящимся электродом в нижнем положении под слоем флюса углеродистых и низколегированных старей.
Автомат А1406 УХЛ4 предназначен для электродуговой наплавки низкоуглеродистых и легированных сталей плавящимися электродами на постоянном токе. Он устанавливается на наплавочные станки (типа У653, У654) и установки, обеспечивает наплавку наружных и внутренних цилиндрических и конических тел вращения, а также деталей с плоскими поверхностями. Данный автомат позволяет сваривать детали, имеющие кольцевые и продольные швы. Автоматы могут быть укомплектованы узлами для внутренней наплавки порошковой проволокой.
Подвесной автомат ЛД-231 УХЛ4 предназначен для широкого круга наплавочных и сварочных работ в продолжительном режиме различными электродами. Автомат используется при наплавке тел вращения, а также плоских деталей и изделий сложной формы в наплавочных установках и станках и как самостоятельная единица Наличие колебаний электрода позволяет вести ленточную наплавку проволоками. Толщина ленты: холоднокатаной или спеченной 0,5 – l,0 мм (шириной 30, 40, 60 мм); порошковой 2,0 – 4,0 мм (шириной 20 мм).
Установки и станки для автоматической наплавки. Различают универсальные и специальные установки для наплавки. К первым относят установки, на которых наплавляют детали различной формы, массы и назначения, ко вторым – установки для наплавки деталей одного типа.
В промышленности используются универсальные установки для дуговой и плазменной наплавки различных типов.
Головным предприятием России по производству серийного наплавочного оборудования для восстановления деталей машин а также универсального и специализированного оборудования является ОАО “Челябинский завод “ Агромаш.” Рассмотрим основное оборудование, выпускаемое на заводе.
Универсальный наплавочный станок У-653А (табл. 8.2) в настоящее время остается одним из самых востребованных наплавочных станков, предназначен для восстановления электродуговой наплавкой внутренних и наружных цилиндрических и конических поверхностей деталей путем наплавки сварочной проволокой в защитных газах и под флюсом, а также порошковой проволокой.
Установка для скоростной плазменно-порошковой наплавки ОКС-22104 (табл. 8.3) предназначена для восстановления и упрочнения наружных поверхностей цилиндрических деталей плазменной дугой в аргоне с наружной подачей порошковых материалов.
Техническая характеристика универсального наплавочного станка У-653А
| Параметр, мм | Значение |
| Диаметр наплавляемой детали | 25 – 900 |
| Диаметр сварочной проволоки – сплошной – порошковой | 1,6 – 5,0 2,0 – 3,0 |
| Амплитуда колебаний электрода | 0 – 70 |
Техническая характеристика установки
для скоростной плазменно-порошковой наплавки ОКС-22104
| Параметр | Значение |
| Диаметр наплавляемой детали, мм | 15 – 200 |
| Частота вращения шпинделя, об/мин | 3 – 60 |
| Толщина наплавляемого слоя, мм | 0,2 – 1,5 |
| Плазмообразующий и защитный газ | Аргон |
| Расход воды для охлаждения плазмотрона, л/мин | 3 – 5 |
В отличие от классического метода плазменной наплавки плазмотрон выполнен с внешней подачей порошковых материалов в ядро плазменной дуги, что предполагает горизонтальное расположение рабочего органа. При этом отсутствует опасность засорения сопла, кроме того, применение мелких частиц узкого фракционного состава порошков обеспечивает их полное расплавление до подхода к наплавляемой поверхности. Поверхность детали должна быть только подплавлена и сварочная ванна при этом виде наплавки очень мала. Такой характер процесса позволяет при минимальной толщине покрытия вести наплавку с очень высокой скоростью. Наплавочный слой имеет исключительно ровную и гладкую поверхность, по внешнему виду напоминающую покрытие, оплавленное после напыления. Толщину наплавленного слоя можно регулировать с точностью до 0,2 мм. Потери порошка для плазмотронов с внешней подачей составляют всего 2 – 5 %. Оборудование для скоростной плазменно-порошковой наплавки может работать в режиме наплавки, напыления и упрочнения (закалка деталей без применения порошковых материалов). Высокая производительность наплавки обеспечивает снижение удельного расхода порошковых материалов, электрической энергии и защитных газов. Поверхностный слой наплавочного металла формируется без наплывов, пор и включений. Возможность получения наплавочных слоев с небольшим припуском на механическую обработку делает целесообразным использование плазменной наплавки при восстановлении широкой номенклатуры деталей. За счет подбора порошковых материалов возможно получение покрытий с заданными физико-химическими свойствами – твердостью, износостойкостью, пластичностью и др.
Область применения установки плазменно-порошковой наплавки: посадочные места под подшипники качения и скольжения; валы электродвигателей и вентиляторов; валы роторов турбокомпрессоров автомобилей и тракторов; распределители золотниковые всех типов; валы коробок перемены передач; кулаки поворотные автомобилей; штоки гидро- и пневмоцилиндров и другие детали механизмов, станков, автотракторной и другой техники.
Установка универсальная наплавочная ОКС-22178 (табл. 8.4) предназначена для восстановления деталей цилиндрической формы в углекислом газе с дополнительным порошковым присадочным материалом.
Техническая характеристикаустановки универсальной наплавочной
| Параметр | Значение |
| Диаметр наплавляемой детали, мм | До 300 |
| Частота вращения шпинделя, об/мин | 3 – 60 |
| Толщина наплавляемого слоя, мм | 0,8 – 5,0 |
Основной способ – наплавка сварочной проволокой сплошного сечения с присадкой порошковых материалов в углекислом газе. Возможны также наплавка сварочной проволокой сплошного сечения открытой дугой и в углекислом газе, а также порошковой проволокой.
Отличительная особенность способа заключается в расположении рабочего органа (мундштука) горизонтально относительно наплавляемой поверхности и во введении в анодное пятно электрической дуги дополнительного порошкового материала под действием собственной силы тяжести. При этом возрастает скорость и коэффициент наплавки; уменьшается глубина проплавления ЗТВ на основном металле; появляется возможность легирования металлопокрытия в широком диапазоне за счет использования порошковых материалов, что позволяет получать различные покрытия по твердости и износостойкости.
При использовании в качестве присадочных порошков меди и бронзы получают антифрикционные покрытия.
На практике, как правило, применяется простая сварочная проволока и в зависимости oт свойств восстанавливаемой детали подбираются порошковые материалы.
Дата добавления: 2014-12-05 ; просмотров: 3568 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Специальное оборудование и устройства для механизации и автоматизации процессов восстановления
Механизированные способы наплавки и газотермического напы- ленияшироко используются на практике, имеют научную основу, обеспечи- вающую возможность расчета режимов и создания средств для их реализа- ции. Источники питания были рассмотрены ранее (п. 2.1.1). В первую оче- редь к такому оборудованию необходимо отнести специальные станки для выполнения наплавочных работ и газотермического напыления. Эти станки спроектированы в отраслевых проектных и конструкторских организациях, выпускаются серийно.
Основой для их создания являются технологии сварки, наплавки, газо- термического напыления и конструкции оборудования, разработанные в ин- ституте сварки им. Е.О. Патона (Украина).
Наплавочные станки классифицируются по назначению, как по типам наплавляемых (свариваемых) изделий и их размерам. Наплавочные станки могут быть укомплектованы различными по назначению наплавочными и сварочными аппаратами.
Станок У651 (рис. 2.8) предназначен для упрочнения и восстановления дуговой наплавкой наружных цилиндрических поверхностей и поверхностей шлицев. Кроме того, на станке можно производить сварку круговых и прямо- линейных швов. Диаметр наплавляемых деталей 20–500 мм, длина 1300 мм, масса – до 200 кг. Способы наплавки: открытой дугой порошковой проволо- кой (одно- и двухэлектродная), в среде защитных газов и под слоем флюса.
Станок состоит из станины, выполненной в виде балки коробчатого се- чения, которая опирается на тумбу и заднюю стойку. В стойке расположены понижающие трансформаторы, остальное электрооборудование смонтирова- но в тумбе. На тумбе установлена коробка скоростей, вращение от которой передается шпинделю вращателя и на коробку передач. Скорость шпинделя 0,025–8,7 об/мин (регулировка ступенчатая). Коробка подач обеспечивает вращение ходового винта каретки, перемещаемой на катках по направляю- щим, закрепленным на задней плоскости станины.
 Рис. 2.8. Наплавочный станок У651:
Рис. 2.8. Наплавочный станок У651:
1 – вращатель; 2 – сварочная головка; 3 – пульт управления;
4 – сварочный выпрямитель; 5 – сварочные провода
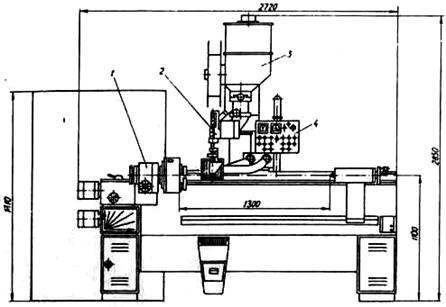
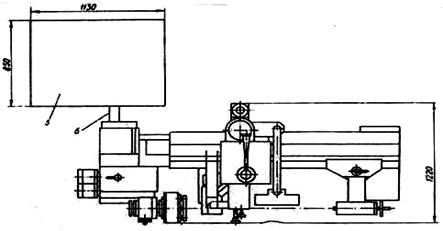
 Рис. 2.9. Наплавочный станок У652
Рис. 2.9. Наплавочный станок У652
1 – вращатель; 2 – сварочная головка; 3 – флюсоаппарат;
4 – пульт управления; 5 – сварочный выпрямитель;
6 – сварочные провода

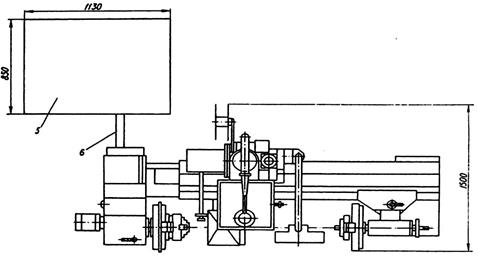
 Рис. 2.10. Наплавочный станок У653
Рис. 2.10. Наплавочный станок У653
1 – манипулятор; 2 – сварочная головка; 3 – флюсоаппарат;
4 – пульт управления; 5 – сварочный выпрямитель;
6 – сварочные провода
 Рис. 2.11. Наплавочный станок У654
Рис. 2.11. Наплавочный станок У654
1 – сварочный выпрямитель; 2 – вращатель; 3 – сварочная головка; 4 – флюсоаппарат; 5 – пульт управления; 6 – сварочные провода
 К каретке сверху крепится наплавочный аппарат, а снизу – флюсопри- емник. Каретка имеет рабочую скорость 0,5–150 м/ч (регулировка ступенча- тая) и маршевую скорость 2 м/мин. Задняя бабка закреплена консольно на направляющих передней плоскости станины. Ее перемещают по направляю- щим вручную и закрепляют в определенном положении. Поджимают наплав- ляемое изделие пинолью, имеющей пружинный тепловой компенсатор. При необходимости на направляющих задней бабки устанавливают люнет. Ста- нок оборудован газоотводом. Конструкция станины и общая компоновка станка обеспечивают удобный доступ в зону наплавки и простое обслужива- ние всех его агрегатов.
К каретке сверху крепится наплавочный аппарат, а снизу – флюсопри- емник. Каретка имеет рабочую скорость 0,5–150 м/ч (регулировка ступенча- тая) и маршевую скорость 2 м/мин. Задняя бабка закреплена консольно на направляющих передней плоскости станины. Ее перемещают по направляю- щим вручную и закрепляют в определенном положении. Поджимают наплав- ляемое изделие пинолью, имеющей пружинный тепловой компенсатор. При необходимости на направляющих задней бабки устанавливают люнет. Ста- нок оборудован газоотводом. Конструкция станины и общая компоновка станка обеспечивают удобный доступ в зону наплавки и простое обслужива- ние всех его агрегатов.
Станок У652 (рис. 2.9) предназначен для упрочнения и восстановления дуговой наплавкой коренных и шатунных шеек коленчатых валов, галтелей, шеек под шестерню распределительного вала и шлицев. На станке можно осуществлять наплавку под флюсом или открытой дугой порошковой прово- локой, а также сварку круговых и прямолинейных швов. Станок У652 отли- чается от станка У651 типом применяемого наплавочного аппарата и наличи- ем центросместителей и других специальных приспособлений для крепления коленчатых валов.
Универсальный наплавочный станок У653 (рис. 2.10) предназначен для упрочнения и восстановления дуговой наплавкой наружных и внутренних цилиндрических и конических поверхностей деталей типа фланцев, поверх- ностей шлицев, плоских поверхностей. На станке можно также сваривать прямолинейные и круговые швы. Диаметр наплавляемых поверхностей 50–800 мм, длина до 1200 мм, ширина плоских наплавляемых поверхностей – до 400 мм, масса изделия – до 200 кг. Способы наплавки: под флюсом; от- крытой дугой порошковой проволокой (одно- и двухэлектродная); в среде защитных газов. Станок У653 отличается от станка У651 типом наплавочно- го аппарата. Кроме того, вместо вращателя с фиксированным положением оси вращения установлен манипулятор, обеспечивающий любое положение оси вращения в вертикальной плоскости.
Станок укомплектован столом для наплавки плоских изделий, закреп- ленном на направляющих задней бабки. Наплавка плоских деталей возможна двумя методами. При первом методе сварочный аппарат перемещается вдоль оси станка с режимной линейной скоростью, а поперечное перемещение электрода относительно изделия обеспечивается ручным смещением колеба- тельного механизма сварочного аппарата или смещением верхней части сто- ла с изделием. При втором методе наплавка производится при автоматиче-
ской работе колебательного механизма и одновременном перемещении ка- ретки со сварочным аппаратом вдоль оси станка со скоростью, обеспечи- вающей перекрытие наплавляемых валиков на 20–50%.
Крепление наплавляемых изделий диаметром до 80 мм осуществляется в патроне с тепловым компенсатором, длинные детали поджимаются задней бабкой и (при необходимости) поддерживаются люнетом. Для крепления из- делий диаметром свыше 80 мм применяют планшайбы: одну – для изделий диаметром до 400 мм, а другую – до 800 мм. Для наплавки внутренних по- верхностей станок укомплектован специальным горизонтальным мундштуком.
Ha станке У654 (рис. 2.11) не предусмотрено закрепление изделия в двух опорах. Однако он скомпонован из тех же узлов, что и станки У651, У652, У653, т. е. связан с этими станками внутригрупповой унификацией. Станок предназначен для упрочнения и восстановления дуговой наплавкой наружных цилиндрических и конических поверхностей, а также для сварки прямолинейных и круговых швов.
Основное отличие станка У654 от станка У653 – применение двух ма- нипуляторов – левого и правого (двухместная компоновка), что позволяет совместить по времени наплавку изделия на одном манипуляторе с разгру- зочно-загрузочными и иными вспомогательными действиями – на другом.
Широкое применение при восстановлении деталей нашли установки, созданные в организациях ГОСНИТИ, «Ремдеталь» (Россия), государствен- ном учреждения «Научно-исследовательский и конструкторско- технологический институт сварки и защитных покрытий с опытным произ- водством (ГУ НИ и КТИ сварки и защитных покрытий)».
Компоновочные схемы наплавочных станков, выпускаемых серийно, обладают конструктивной преемственностью и универсальностью. В ре- монтных организациях они могут служить обоснованием для рассмотрения номенклатуры восстанавливаемых деталей по мере появления новых техно- логий и аппаратов, установка которых возможна на место штатных.
В организациях автомобильного транспорта широко используется воз- можность применения утратившего свою точность станочного оборудования: токарно-винторезных, сверлильных (роторная наплавка) и др. с дооборудо- ванием их необходимыми узлами (дополнительные коробки скоростей, при- способлений для установки наплавочных головок, аппаратов для ГТН, газо- пламенных горелок и др.). На рис. 2.12 представлена схема наплавки под слоем флюса с использованием токарно-винторезного станка.
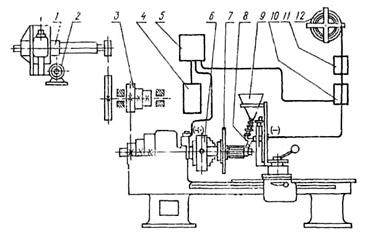
Рис. 2.12. Схема установки для автоматической наплавки цилиндрических деталей под слоем флюса:
1 – редуктор; 2 – электродвигатель; 3 – контрпривод; 4 – сварочный пре- образователь; 5 – аппаратный ящик; 6 – патрон токарного станка; 7 – наплавляемая деталь; 8 – держатель; 9 – бункер; 10 – проволокопо- дающий механизм; 11 – очиститель; 12 – кассета с проволокой
На рис. 2.10 приведена схема установки УГН-1 (разработка В.П. Силуянова, Беларусь) для наплавки фасонных клапанов, реализация ко- торой возможна на вертикально-сверлильном станке.
Рис. 2.13. Принципиальная схема роторной установки УГН-1:
1 – подшипниковый узел; 2 – шкив; 3 – горелка; 4 – мундштук; 5 – бун- кер; 6 – деталь (клапан); 7 – охлаждаемая подставка; 8 – система охлаж- дения; 9 – пневмоцилиндр; 10 – система подготовки; 11 – электродвига- тель; 12 – электропривод
Наплавочные станки комплектуются наплавочными аппаратами (го- ловками), которые конструктивно подобны и могут использоваться в широ- ком диапазоне технологических процессов. Их нетрудно заменить как на спе- циальных установках, так и на приспособленном для этих целей станочном оборудовании: суппорт токарно-винтовых станков, стол сверлильных или шпиндель сверлильных и расточных. В зависимости от способа защиты сва- рочной ванны наплавочные головки имеют дополнительные устройства и механизмы: флюсовую аппаратуру, вибраторы, устройства для подачи за- щитного газа, охлаждающей жидкости или пара, в некоторых случаях и ком- бинацию таких устройств.
На рис. 2.14 представлена схема автоматической наплавочной головки под слоем флюса.
Рис. 2.14. Схема автоматической сварочной головки:
1 – наплавляемая деталь; 2 – бункер для флюса; 3 – мундштук;
4 – пружина; 5 – прижимной ролик; 6 – очиститель проволоки; 7 – кассета с проволокой; 8 – ведущий (подающий) ролик; 9 – специальный редуктор; 10 – электродвигатель; 11 – аппаратный ящик; 12 – источник тока
Сварочная (наплавочная) проволока из кассеты 7 с помощью подающе- го механизма 8–5 через очиститель 6 подается к детали 1. Привод подающего механизма осуществляются через специальный редуктор 9 с помощью элек- тродвигателя 10. Позиции 5, 6, 8, 9, 10 объединены в общий узел – механизм подачи присадочного материала. Токоведущий мундштук 3, пускорегули- рующая аппаратура 11 и источник тока 12 объединяются в блок электро- снабжения процесса наплавки. Для конструкций наплавочных аппаратов (го- ловок) эти элементы являются обязательными.
Для других видов наплавки (вибродуговая, в среде защитных газов или их комбинации) наплавочные аппараты дооборудуют дополнительными уст- ройствами, принципиально не изменяя конструкции механизмов подач при- садочной проволоки и электроснабжения. Если наплавочный аппарат в своем конструктивном исполнении предусматривает дополнительный механизм для перемещения вдоль наплавляемой детали или по другой траектории, то это устройство называют наплавочным (сварочным) трактором.
Важнейшее условие устойчивого горения дуги – ее постоянная длина. При нормальной длине дуги и нормальном ее напряжении скорость подачи электродной проволоки должна быть примерно равна скорости ее плавления. Длина дуги прямо пропорционально связана с напряжением: увеличивается длина дуги – возрастает напряжение, и наоборот. Изменение же длины дуги или ее напряжения может произойти в результате колебания напряжения в сети источника тока, пробуксовки проволоки в подающем механизме, неров- ностей свариваемой детали и других причин. Сварочная головка должна
«реагировать» на эти изменения и восстанавливать заданную длину дуги. С уменьшением длины дуги скорость подачи проволоки должна уменьшаться и с увеличением – возрастать.
В основу регулирования работы сварочных головок могут быть поло- жены различные принципы, но в современных автоматах применены два ос- новных: регулирование электрических величин (рис. 2.15) и поддержание по- стоянной скорости подачи электродной проволоки (рис. 2.16).
Рис. 2.15. Принципиальная схема сварочной головки с регулируемой скоростью подачи проволоки:
1 – электродвигатель; 2 – механизм подачи проволоки; 3 – проволока
Электродвигатель 1 постоянного тока для привода подающего меха- низма 2 электродной проволоки 3 включается так, что частота вращения его ротора зависит от напряжения дуги. При увеличении длины дуги в процессе сварки возрастают напряжение дуги и частота вращения ротора электродви-
гателя, в связи с чем электродная проволока подается быстрее и длина дуги восстанавливается. Если длина дуги становится короче, ее напряжение пада- ет, частота вращения ротора двигателя уменьшается, то соответственно сни- жается скорость подачи проволоки. Такие устройства называют автоматами с переменной скоростью подачи проволоки.
Второй принцип регулирования (рис. 2.16) основан на подаче элек- тродной проволоки с постоянной скоростью.
Рис. 2.16. Принципиальная схема наплавочного аппарата с постоянной скоростью подачи присадочной проволоки:
1 – трехфазный асинхронный электродвигатель; 2 – механизм подачи;
Такой принцип регулирования впервые предложен В. И. Дятловым. Он установил, что при сварке плавящимся электродом происходит саморегули- рование дуги, если электрод подавать в дугу с постоянной скоростью. Само- регулирование объясняется тем, что с изменением длины дуги изменяется скорость плавления электродной проволоки, т. е. с уменьшением длины дуги она увеличивается, и наоборот. Механизмы с постоянной скоростью подачи электродной проволоки просты и надежны в работе. Однако, как показали исследования, при изменениях вылета электрода, колебаниях напряжения в сети, нагреве обмоток источника питания и при недостаточных плотностях тока саморегулирование протекает медленнее и постоянная скорость подачи проволоки не может обеспечить устойчивый процесс сварки и наплавки. Экспериментально и расчетным путем получены границы предельного зна- чения переменного тока в зависимости от диаметра проволоки, при которых наблюдается устойчивое саморегулирование процесса. Длительной практи-
кой установлено, что при плотности постоянного тока до 25 МА/м2 саморегу-
лирование дуги не происходит лишь за счет постоянной скорости подачи проволоки. Эти преимущества проявляются полностью только при плотно-
стях тока выше 50 МА/м2 и скорости подачи выше 3 м/мин, что удовлетворя- ет условиям автоматической наплавки (обычно применяются высокие плот- ности тока, выше 40 МА/м2).
Восстановление деталей электролитическими и химическими по- крытиями.При ремонте автомобилей электролитические и химические по- крытия применяются для восстановления и упрочнения деталей, исправления брака механических цехов, защиты от коррозии и придания внешнего вида (цинкование, кадмирование, фосфатирование, оксидирование, никелирова- ние, комбинированные осадки никель-медь, никель-хром и др.), улучшения приработки поверхностей трения (лужение, меднение, фосфатирование), обеспечения сцепления резины с металлами (латунирование).
Объем применения различных видов покрытий при ремонте автомоби- лей пока не превышает 35–40 дм2 на один автомобиль. На долю хромирова- ния и осталивания приходится 10–15 дм2. Анализ износа деталей, их конст- руктивной формы и условий работы в сопряжениях показывает, что электро- литическими и химическими покрытиями экономически оправданно восстанав- ливать 40–50 наименований деталей автомобилей с общей площадью до 60 дм2.
Наибольшее применение для восстановления деталей нашли хромирование и осталивание (железнение). В таблице приведены их основные характеристики.
Основные показатели хромовых и железных покрытий
| Параметры | Единица измере- ния | Покрытия | |
| хромовые | железные | ||
| Твердость | кг/мм2 | 600–1300 | 300–700 |
| Износостойкость | % | 40–60 | |
| Сцепление | кг/мм2 | 35–40 | 20–25 |
| Коэффициент трения | — | 0,06–0,12 | 0,1–0,2 |
| Снижение предела усталостной прочности | % | 20–30 | 20–30 |
| Коэффициент долговечности по отношению к стали 45 | — | 1,5–2,5 | 0,5–0,9 |
| Коррозионная стойкость | — | Высокая | Низкая |
| Электрохимический эквивалент | г/А·ч | 0,324 | 1,042 |
| Выход по току | % | 10–35 | 85–95 |
| Скорость осаждения | мм/ч | 0,03–0,06 | 0,3–0,6 |
| Стоимость покрытия | % | 60–65 | |
| Предельное значение толщины покрытия при восстановлении деталей | мм | 0,3–0,5 | 0,8–1,0 |
Химическое никелирование следует применять для деталей сложной конфигурации с износом не более 0,05 мм (плунжеры, клапаны насосов, де- тали гидрораспределителей и гидроцилиндров).
Покрытия для защиты деталей от коррозии назначаются в соответствии с требованиями технических условий в зависимости от агрессивности среды. Значения толщин защитных покрытий определены стандартами ( для легких условий – 5 мкм, средних – 15 мкм и тяжелых – 30 мкм).
Любое из покрытий может быть осаждено на деталь электролитиче- ским и химическим способом. Электролитические покрытия осаждаются на детали из растворов солей под действием электрического тока напряжением от 6 до 24 В. Химические покрытия образуются в результате взаимодействия поверхности детали с растворами солей металлов в присутствии химических реактивов (восстановителей). В качестве восстановителей используются раз- личные соли щелочных металлов и ангидриды.
При электролизе используется постоянный, пульсирующий (однополу- периодный), переменный – асимметричный с соотношением амплитуд поло- жительной и отрицательной полуволн (5–15) : 1 и ток переменной полярно- сти, при котором изменяются амплитуды и периоды времени действия тока (рис. 2.17).
Рис. 2.17. Формы кривых тока, используемых для электролитического осаждения металлов на изношенные поверхности:
а – постоянный ток; б, в и г – переменный асимметричный ток
Применение асимметричного тока и тока переменной полярности обес- печивает выравнивание концентрации электролита в приэлектродных слоях, улучшает условия для получения мелкокристаллической структуры, создает
возможности для интенсификации процесса за счет повышения плотности тока и равномерности осаждения покрытий. В этом случае совместно с ис- точником питания используются дополнительные устройства для автомати- ческого регулирования режимов [13, 27].
Покрытия на изношенных поверхностях могут быть получены по схеме
«из ванны» или безванным способом для восстановления отдельных поверх- ностей на металлоемких и конструктивно сложных деталях. На рис. 2.18 представлены схемы нанесения покрытий.
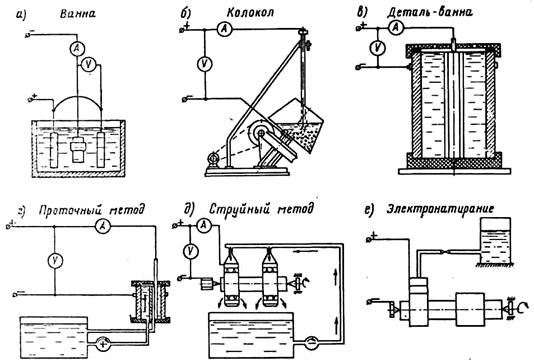
Рис. 2.18. Принципиальные схемы осаждения металла на изношенные поверхности:
а – из ванны; б – из колокола; в – деталь-ванна; г – проточным методом;
д – струйным методом; е – электронатиранием
На основании этих схем разрабатываются и изготавливаются установо- ки для восстановления деталей конкретной номенклатуры.
Технологический процесс восстановления деталей электрохимически- ми и химическими покрытиями состоит из следующих операций, выполняе- мых в приводимой ниже последовательности: очистка от грязи; механическая обработка изношенных поверхностей; монтаж деталей на подвесные и другие (катодные и анодные) приспособления; изоляция поверхностей, не подлежа- щих покрытию; обезжиривание; промывка проточной водой, анодная обра- ботка или химическое травление; нанесение покрытия электролитическим
или химическим способом; промывка и нейтрализация; демонтаж с приспо- соблений, термическая и механическая обработка.
Подготовительные операции являются общими для всех электролити- ческих и химических процессов.
Очистка деталей производится перед восстановлением в соответствии с рекомендациями [14, 15] и в процессе нанесения покрытия между операция- ми в соответствии с технологическим процессом. В этих случаях проектиро- вание и изготовление установок для промывки деталей может выполняться в соответствии с одной из схем, приведенных на рис. 2.19.
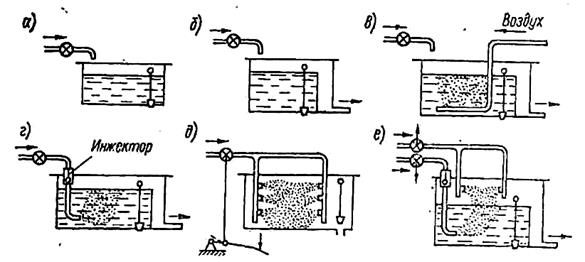
Рис. 2.19. Схемы промывки деталей:
а – в ванне с непроточной водой; б – в ванне с проточной водой; в – в ванне с барботированием; г – в ванне с барботированием и инжектором; д – установка струйной промывки; е – комбинированный способ
Ванны для электролитических и химических процессовизготавли- ваются из листовой стали марок Ст. 2, Ст. 3 толщиной 4–5 мм. Внутренние поверхности их футеруются свинцом, винипластом, фаолитом, метлахскими и диабазовыми плитками и другими кислотостойкими материалами (пласт- массами и эмалями). Ванны с растворами оборудуются бортовыми отсосами. Растворы подогреваются паровыми змеевиками или электрическими тепло- нагревательными элементами, которые помещаются непосредственно в ван- ну или в водяную рубашку, окружающую основную ванну. Ванны сварива- ются встык газовой или электросваркой. Ванны больших размеров имеют ребра жесткости или косынки для предотвращения деформаций. Сверху вдоль всех стенок ванн приваривают борта из угловой стали. Стационарные ванны снабжены двусторонними секционными отсосами с дроссельными за- слонками. Такая конструкция бортовых отсосов обеспечивает хорошие сани- тарно-гигиенические условия труда. Количество вытяжных секций прини-
мают из расчета одна секция на 0,7–0,8 м длины ванны. Иногда для улучше- ния эффективности отсоса воздуха применяют опрокинутые бортовые отсо- сы.
Ванны фосфатирования и воронения стальных изделий, работающие при высокой температуре, снабжаются теплоизоляционной рубашкой, а ино- гда и откидной крышкой.
Электрический ток подводится к деталям в ваннах через продольные медные или латунные штанги, установленные на бортах в специальных изо- ляторах. Одна пара штанг соединяется с положительным полюсом источника тока, вторая – с отрицательным. На обе пары штанг устанавливают несколько поперечных штанг, свободное перемещение которых позволяет наиболее це- лесообразно использовать пространство ванны (плотность загрузки ванны).
Мелкие детали (нормали, арматура) покрываются в ваннах, имеющих форму колокола или барабана. Их размеры принимаются из условия 6–, 10–кратного объема деталей одной загрузки.
Подвод электрического тока от источников к ваннам осуществляется медными, алюминиевыми, стальными шинами или кабелем. Положительные шины окрашиваются в красный, а отрицательные – в синий цвет. Напряже- ние и ток замеряются по приборам класса 1,5–2,5, а температура – термомет- рами. Для получения стабильности качества покрытий ванны оснащены ав- томатами регулирования плотности тока и температуры электролита. Форма тока по заданной программе может изменяться механическими и электрон- ными реле времени.
Размеры ванн регламентируются нормалями [13].В соответствии с но- менклатурой и программой организации, как правило, сами определяют кон- струкцию и размеры ванн.
Колокольные ванны. Колокола изготовляются из эбонита, винипласта или гуммированной стали в форме усеченного конуса и устанавливаются на двух чугунных стойках. К одной из них прикреплен кронштейн, поддержи- вающий электродвигатель с червячным редуктором, который посредством зубчатых колес связан с колоколом. Ток подводится к деталям (катоду) ме- таллическими щетками, трущимися о медное кольцо, укрепленное в дне ко- локола. Отсюда ток передается к покрываемым деталям за счет контакта медных болтов, проходящих через дно колокола и соединяющихся с внут- ренними контактными пластинами. Практикуется подача тока к деталям сверху с помощью гибкого провода с грузом, контактирующим с деталями. Анод представляет собой горизонтально или наклонно расположенную пла-
стину, опускаемую в колокол на вертикальном стержне. Для придания коло- колу нужного наклона и удобства разгрузки стационарных колокольных ванн имеется специальное приспособление из зубчатого сегмента с червячным за- цеплением (рис. 2.20, а).
Рис. 2.20. Колокольные ванны:
а – типа «электролит в колоколе»; б – типа «погружаемый колокол»
Основными достоинствами колокольных ванн являются возможность наблюдения за процессом нанесения покрытия, возможность обработки весьма мелких деталей и простота загрузки и выгрузки деталей.
К недостаткам колокольных ванн относятся: потери электролита, свя- занные с выгрузкой; значительная продолжительность процесса покрытия вследствие низкой силы тока (лимитируется поверхностью анода); частичное истирание покрытия; невозможность получения покрытий достаточной тол- щины. Обычно это защитные покрытия.
Колокол, погружаемый в стационарную ванну с электролитом (рис. 2.20, б), расположен наклонно, его частота вращения 5–10 мин-1. Досто- инство такого конструктивного решения в том, что отпадает надобность в переливании электролита при загрузке и выгрузке деталей и создается луч- шее соответствие количества электролита исходя из плотности загрузки ван- ны, которое необходимо для получения доброкачественных покрытий при высокой плотности тока. Катодная подводка осуществляется через вал, а аноды в виде пластин или брусков завешивают в ванну на штангах. Выгрузка деталей выполняется поднятием колокола из ванны, электролит выливается в ванну, детали высыпаются в сетку, установленную на ванне, а затем по лотку
в контейнер. Колокол поднимается при помощи блока шестерен (привод ручной или электрический).
Барабанные ванныизготавливают из винипласта, текстолита, орг- стекла и других непроводящих материалов. Эти ванны работают по схеме погружного колокола. Одним из достоинств следует отметить возможность использования барабанов для различных видов покрытий. Как правило, это переносные (перемещаемые) конструкции.
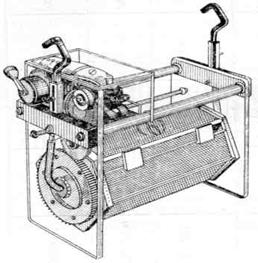
Рис. 2.21. Общий вид барабана
Основные недостатки использования барабанов: сравнительная недол- говечность самого барабана и необходимость регулярной очистки внутрен- ней поверхности от застрявших деталей.
Реализация технологических процессов восстановления деталей с ис- пользованием электрохимических и химических способов предлагает проек- тирование и изготовление специальной оснастки и приспособлений под оп- ределенную номенклатуру деталей, имеющих общие конструктивные осо- бенности восстанавливаемых поверхностей. К основной оснастке необходи- мо отнести анодные устройства. Применяют растворимые и нерастворимые (хромирование) аноды. Для деталей несложной конструкции и проработки электролита обычно применяют плоские аноды в виде пластин и полос. При восстановлении деталей необходимо стремиться изготавливать аноды по форме, копирующей форму восстанавливаемой поверхности или использо- вать несколько анодов простой формы. На рис. 2.22–2.32 представлены при- меры установок и анодных устройств для нанесения покрытий на изношен- ные поверхности.
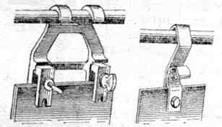
Рис. 2.22. Плоские аноды
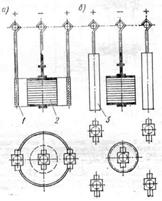 |
Рис. 2.23. Схема подвесок с поршневыми кольцами в ванне хромирования:
а – подвеска с кольцевым анодом; б – подвеска со стержневыми анодами; 1 – кольце-
 вой трубчатый анод; 2 – подвеска с кольцами; 3 – цилиндрические стержневые аноды
вой трубчатый анод; 2 – подвеска с кольцами; 3 – цилиндрические стержневые аноды
Рис. 2.24. Подвески для хромирования цилиндров:
а) подвеска для местного хромирования гильз цилиндров: 1 – зажим для фиксации анода в установленном положении; 2 – верхняя часть пере- движного анода; 3 – соединительное кольцо; 4 – передвижной анод; 5 – хромируемый цилиндр; 6 – фундаментная плита;
б)подвеска для хромирования цилиндров в блоке: 1 – крюк; 2 – катодная штанга; 3 – хомут; 4 – цилиндр; 5,6 – центрирующее кольцо; 7 – винт; 8 – анод; 9 – болт; 10 – хомут; 11 – стержень; 12 – заклепки; 13 – хомут; 14 – провод; 15 – эбонитовый вкладыш; 16 – прижимной винт; 17 – скоба; 18 – анодная штанга
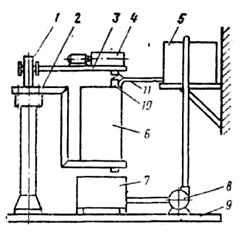
Рис. 2.25. Схема установки для восстановления постелей коренных подшипников блока цилиндров двигателя электронатиранием:
1 – стойка; 2 и 3 – кронштейны; 4 – привод; 5, 7 – баки для электролита; 6 – блок цилиндров двигателя; 8 – насос; 9 – основание; 10 – полый вал; 11 – ведущий вал привода
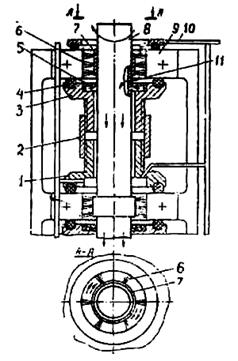 |
Рис. 2.26. Анодное устройство для восстановления постелей коренных подшипников блока цилиндров двигателя электронатиранием:
1, 3 – подшипник-уплотнитель; 2 – гайка; 4 – уплотнительные кольца; 5 – самоподжимной сальник; 6 – тампон; 7 – анод; 8 – полый вал; 9 – опора блока; 10 – крышка; 11 – вал привода
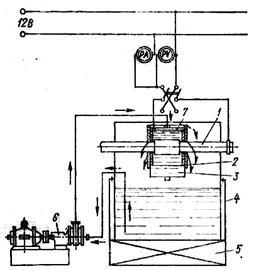
Рис. 2.27. Схема установки для местного хромирования шеек вала
(стрелками показано движение электролита):
1 – вал; 2 – раздвижные сменные кассеты; 3 – переносная ванна;
4 – ванна с электролитом; 5 – подогреватель; 6 – насос; 7 – анод
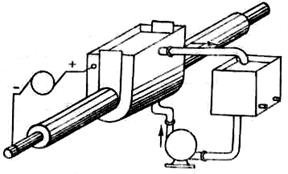 |
Рис. 2.28. Установка для местного хромирования шеек вала
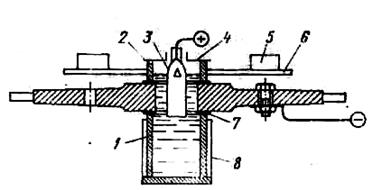 |
Рис. 2.29. Схема передвижной ванны хромирования для восстановления размера отверстия:
1 – нижняя цилиндрическая обечайка; 2 – верхняя цилиндрическая обечайка; 3 – анод; 4 – фиксирующая планка; 5 – грузы; 6 – металлические ручки; 7 – уплотнительные прокладки; 8 – рубашка корпуса
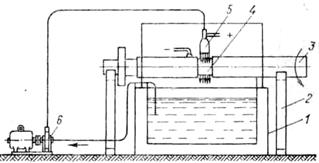
Рис. 2.30. Схема установки для струйного нанесения покрытий:
1 – ванна; 2 – подвеска для установки детали; 3 – деталь;
 |
4 – восстанавливаемый участок; 5 – наконечник-анод; 6 – насос
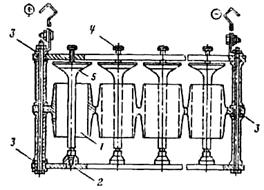
Рис. 2.31. Многоместная подвеска для восстановления стержней клапанов:
 |
1 – анод; 2 – гнездо; 3 – изоляционные втулки; 4 – винт; 5 – клапан
Рис. 2.32. Подвеска для восстановления шеек коленчатых валов
Для сушки деталей на гальванических участках применяют сушильные шкафы с паро- или электрообогревом, центрифуги, сжатый воздух, сушиль- ные шкафы оборудуются терморегулятором.
Дополнительную информацию можно получить в литературе [13].
Расчет количества оборудования для организации рабочих мест по вос- становлению изношенных поверхностей с нанесением на них материалов производится с учетом объема работ, режимов процесса, производительности оборудования [21, 22, 28].
3. ОБЩИЕ ПРИНЦИПЫ ОРГАНИЗАЦИИ ТРУДА И РАБОЧИХ МЕСТ
Качественное восстановление деталей при минимальных затратах тру- да и материальных средств наряду с технологическими мероприятиями дос- тигается рациональной организацией труда, определяемой совокупностью мероприятий, включающих разделение и кооперацию труда, организацию рабочих мест, рациональные режимы труда и отдыха, обеспечение требуе- мых санитарно-гигиенических и эстетических условий труда.
По технологическому признаку работы подразделяют на следующие виды: слесарные, механические, сварочно-наплавочные, газотермического напыления материалов, кузнечные, термические, полимерные, пластическое и термопластическое деформирование, гальванические, дефектовочные, ок- расочные, моечные.
Процесс восстановления деталей состоит из операций, выполняемых в определенной последовательности. Каждая операция характеризуется посто- янством предмета труда, рабочего места и исполнителя.
Операции технологического процесса выполняют на рабочих местах. Рабочее место – это часть производственной площади и оборудования, на ко- тором выполняют работу. Рабочие места организуют в соответствии с переч- нем операций технологического процесса восстановления деталей и их тру- доемкостью. Способы восстановления, освоенные в ремонтном производст- ве, требуют использования дополнительных средств технического оснащения (СТО) [24]. Поэтому вопрос технического обеспечения конкретного способа восстановления и понятие «рабочее место» необходимо рассматривать ком- плексно.
Способы ремонтных размеров и дополнительных ремонтных деталей реализуются на универсальном или специализированном оборудовании и не имеют существенного отличия от организации рабочих мест на механосбо- рочных участках машиностроительных производств.
Под организацией рабочего места следует понимать систему меро- приятий по оснащению рабочего места средствами и предметами труда и их размещению в определенном порядке, который определяется технологиче- скими процессами восстановления. В работах М.А. Масино, В.А. Какуевиц- кого, Б.М. Молокова и др. обоснована необходимость и целесообразность восстановления деталей, разработаны вопросы классификации деталей для восстановления и определены пять классов деталей для восстановления. Это

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.


Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
Источник