Ремонт направляющего колеса бульдозера
Основные дефекты направляющих колес, изготовляемых из стали 45Л-1: износ наружной поверхности обода, посадочных мест под подшипники, трещины в спицах и ободе, излом бурта обода.
Направляющее колесо выбраковывают при изломе бурта обода на длине более 200 мм, при трещинах в двух и более спицах, а также при трещинах на одной спице и в двух и более местах на ободе.
В ведущем колесе изнашиваются зубья по толщине и высоте, отверстия под установочные шпильки и болты крепления к ступице.
Рекламные предложения на основе ваших интересов:
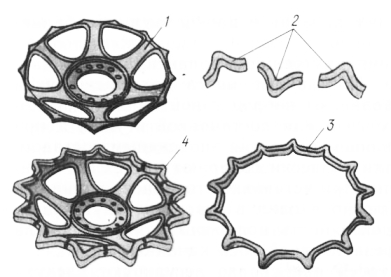
Рис. 1. Восстановление ведущих колес гусеничных тракторов тягового класса 3:
1 — колесо с обрезанными зубьями; 2 — секторы новых зубьев; 3
обрезанные изношенные зубья; 4 — восстановленное колесо.
Посадочные места под подшипники в ступице направляющих колес восстанавливают несколькими способами: наплавляют автоматической сваркой под слоем флюса АН-348А, применяя проволоку Св-0,8, растачивают под номинальный размер; формуют отверстия эпоксидным составом — таким же, как при восстановлении посадочных мест под подшипники в балансирах каретки, и по такому же режиму отверждают нанесенный состав.
Трещины на спицах зачищают до блеска, с кромок трещины снимают фаски под углом 45° на глубину 4 мм и заваривают электродом типа Э42.
Излом бурта на длине менее 200 мм восстанавливают постановкой стальной заплаты толщиной 5…6 мм и приваркой ее без разделки кромок электродом ОЗС -6.
Ведущие колеса при одностороннем износе зубьев по толщине переставляют с одной стороны трактора на другую. При дальнейшем неравномерном двустороннем износе зубьев изменяется шаг колеса, нарушается нормальное зацепление с полотном гусеницы, в результате повышается износ зубьев по толщине и высоте, а также износ звеньев гусеницы и других деталей ходовой части.
Восстановление изношенных зубьев ведущих колес — исключительно трудоемкая операция, так как при двустороннем износе масса потерянного металла достигает 10 кг и более. В небольших мастерских при крайней необходимости изношенные зубья колес наплавляют ручной сваркой электродами Т-590 по шаблону или приваривают к зубьям (также вручную) специально изготовленные накладки.
При централизованном восстановлении на специализированных предприятиях зубья ведущих колес восстанавливают заливкой жидким металлом. Изношенное колесо укладывают в специально подготовленную кокильную форму и заливают расплавленным металлом соответствующей марки. Предварительный подогрев кокиля и колеса, а также заливка перегретым металлом обеспечивают надежное сплавление. Перспективен для специализированных предприятий следующий способ*. Зубья колес, поступающих в ремонт, изношены неодинаково, поэтому для выравнивания износа их обрезают по специальному копиру на автомате газокислородной резки АСШ -70. Колесо с обрезанными изношенными зубьями укладывают в шаблон и вместо удаленных зубьев автоматической наплавкой под слоем флюса АН-348А по точно такому же копиру приваривают секторы, изготовленные штамповкой или литьем. Восстановленное таким способом колесо по качеству не уступает новому, а по стоимости в 2 раза с лишним дешевле. Производительность установки 35…40 ведущих колес в смену. Приваривают секторы только с одной стороны.
Источник
Ремонт и обслуживание бульдозеров
Специализированная техника, к которой относятся и бульдозеры, широко используется в коммунальном хозяйстве, строительной сфере и горнодобывающей отрасли. Эти машины созданы для больших нагрузок, но каждая их деталь имеет свой срок эксплуатации. Своевременное устранение неисправностей бульдозера и профилактические мероприятия по обслуживанию ведущих узлов позволяют не только избежать убытков из-за простоя, но и обеспечивают бесперебойное функционирование машин даже в самых сложных технических условиях.

Причины неисправностей
Отказы и изменения технического состояния основных узлов делятся на три вида:
- конструктивные;
- эксплуатационные;
- технологические.
Поломки могут быть внезапными, постоянными и релаксационными. Они возникают самостоятельно или являются следствием неисправностей соседнего узла.
Чаще всего причиной преждевременного износа и поломки частей ходовой становятся сложные условия, в которых приходится эксплуатировать машину.

- Бульдозеры используют для резки и толкания грунта. Частая смена режимов влияет на работу ходовой части.
- Неравномерные характеристики грунта приводят к абразивному износу узлов машины. Деталям приходится взаимодействовать с горными породами, функционировать в условиях заболоченной местности. Абразивная среда – причина пластической деформации и сколов металла.
- Перепад температур и влажности негативно влияют на состояние смазочных материалов.
- Эксплуатация в запыленных условиях – причина повышенного износа соединительных элементов.
Виды ремонтных работ
В зависимости от степени поломки и износа деталей различают три вида ремонта:
- Аварийный, который проводят при внезапной поломке техники.
- Плановый ремонт для обеспечения рабочего состояния бульдозера и продления его срока эксплуатации. Он предполагает гарантийную замену деталей для поддержания рабочего состояния машины. При плановом ремонте частично разбирают основные узлы, проводят диагностику их состояния, проверяют смазку. Эти мероприятия включают также профилактику электрооборудования и топливной системы.
- Капитальный ремонт и обслуживание бульдозеров – восстановление полного ресурса техники, замена мелких и основных ее деталей. Проводится при полной разборке машины с последующим испытанием замененных единиц на стендах. После сборки бульдозер проверяют сначала на холостом ходу, а затем под нагрузкой. И только после этого исправленную технику допускают к использованию.

Типы бульдозеров
Этот вид спецтехники классифицируют по нескольким параметрам.
- По назначению: общая и специальная. Первую используют для землеройно-планировочных и строительных работ. Вторую – для подземных и подводных разработок.
- По типу ходовой: гусеничная, используемая в условиях бездорожья, и колесная для более легких дорожных условий.
- По конструкции рабочего оборудования: с неповоротным отвалом, установленным перпендикулярно оси машины с возможностью небольшого покачивания в поперечной плоскости. С поворотным отвалом, угол которого меняется в обе стороны от нулевого положения. Универсальная с шарнирно-сочлененным отвалом. Погрузчики.
- По механизму подъемного привода: гидравлическая, электромеханическая и механическая.

Наиболее частые поломки
Независимо от того, какая техника используется при работе, гусеничная или колесная, на первом месте среди неисправностей – выход из строя ходовой.
- Внешние элементы (катки, звенья гусеницы) ломаются при выемке грунта с частым изменением размера абразивных частиц.
- Внутренние детали (втулки, пальцы звеньев, оси катков) выходят из строя при работе на гребне холма.
- Работа поперек склона увеличивает нагрузку на внутренние и внешние элементы ходовой.
- Катки и их оси, находящиеся в передней части бульдозера, испытывают нагрузку на спуске.
- Катки и их оси, находящиеся в задней части машины, выходят из строя при работе на подъеме или при рыхлении грунта.

На втором месте стоит поломка гидравлической системы, отвечающей за функциональность отвала.
Как проводят ремонт
Независимо от вида ремонтных работ (аварийный, плановый или капитальный) необходимо придерживаться определенной последовательности.
- Диагностика машины с целью выявления повреждений.
- При износе частей ходовой – частичный разбор узлов с заменой башмака гусеницы, цепей, полотна, направляющего колеса, натяжителя.
- Проверка системы управления и устранение недостатков ее функционирования. Профилактика или замена поддерживающих и опорных катков, ремонт поворотных и бортовых редукторов.
- Обслуживание гидравлических систем. Восстановление цилиндров, пусконаладочные работы, ремонт насосов и гидромоторов.
- Проверка топливной системы.
Бульдозер Т170 ЧТЗ
Техника от Челябинского тракторного завода считается самой востребованной среди отечественных специальных машин. Модель Т170 выпускали с 1988 по 2002 год. За 14 лет механизаторы успели изучить все плюсы и минусы машины.

Принципы обслуживания этой модели прописаны в руководстве по ремонту бульдозера. Оно затрагивает диагностику и работу со всеми системами машины, но особое внимание механизаторы уделяют ремонту ходовой части. Слабое место у Т170 – фрикционные муфты сухого трения и гидравлика с ее неустойчивыми к перепаду температур шлангами. Благодаря тому, что эта модель разработана на базе проверенного временем трактора Т130, проблем с ремонтом не возникает. Всегда можно найти запчасти, а в инструкции пошагово прописаны этапы устранения неисправностей.
Техника ЧЕТРА
Техника ОАО «Промтрактор» входит в число самых востребованных машин, задействованных в отечественном производстве. Популярными моделями считаются бульдозер на гусеничном ходу ЧЕТРА Т11 и Б11. Эти рабочие лошадки тоже не вечны. Наиболее частые проблемы у ЧЕТРА связаны с гидравликой, которая тянет за собой сбой в функционировании трансмиссии. Серьезные поломки возникают через 2-3 тыс. моточасов. Полный перечень работ по устранению неисправностей указан в руководстве по эксплуатации.

Чаще всего гидравлические узлы выходят из строя из-за редкой замены фильтров и масла. Профилактически это делают через 250 и 500 моточасов соответственно. Если отвал перестал подниматься, необходимо проверить уровень масла в гидробаке. Одной из причин отказа отвала от работы может быть зависание перепускного клапана. В этом случае его необходимо разобрать и промыть.
Медленное поднятие отвала или его зависание может быть связано с попаданием воздуха в гидроцилиндр или утечкой масла. В первом случае необходимо проверить силу натяжения креплений и шланги. Во втором – отремонтировать или поменять гидронасос. Состояние гидравлической системы также напрямую зависит от соблюдения допустимых нагрузок на систему.
Caterpillar (CAT)
Гидравлика считается слабым местом и у бульдозеров Caterpillar (CAT). Алгоритм устранения неисправностей аналогичен работам с ЧЕТРА и ЧТЗ. Еще одна проблема, с которой сталкиваются машинисты CAT – поломка гусениц.

Хотя в Caterpillar и применяют метод быстрого охлаждения беговой дорожки для закалки металла с повышенной стойкостью к абразивному износу, ходовая часть считается одним из слабых мест этой техники. Именно поэтому при необходимости замены частей гусеницы следует использовать только оригинальные детали. На них средний срок эксплуатации техники составляет 4-5 тыс. моточасов на твердых породах и до 18 тыс. часов на мягких. Комплектующие для ремонта ходовой Caterpillar производит та же ЧЕТРА, но срок эксплуатации запчастей гораздо меньше оригинала.
Источник
Ремонт направляющего колеса бульдозера
Восстановление деталей ходовой части гусеничных тракторов
Основные дефекты и причины их возникновения. Детали ходовой части работают непосредственно в абразивной среде, часто при сухом трении, воспринимают значительные динамические нагрузки, вследствие чего они довольно интенсивно изнашиваются.
Условия работы деталей ходовой части гусеничных тракторов весьма разнообразны и зависят от климата, почвы, состояния и качества деталей, распределения воспринимаемых нагрузок и т. д.
Наибольшему износу подвержены детали задних кареток подвески в результате неравномерного распределения нагрузок на опоры. Установлено, что у трактора типа Т-74 нагрузка на задние каретки больше в 3 раза, чем на передние, при изменении ее в пределах от 0 до 30 кН.
Повышенный износ цапф и втулок задних кареток происходит при работе с навесным плугом также из-за неравномерной нагрузки. При работе трактора с навесным плугом при тяговом сопротивлении 30 кН (3000 кгс) нагрузка на ось передней каретки составляет 24 кН (2430 кгс), а на ось задней — 41 кН (4140 кгс), т. е. значительно больше, чем на переднюю.
Существенное влияние на работу деталей ходовой части гусеничных тракторов оказывает температура, поскольку с ее понижением значительно изменяется вязкость масла.
При температуре воздуха —15° С на преодоление сопротивления провертыванию механизмов силовой передачи и перекатывание трактора ДТ-75 требуется затратить энергии в 2,5—2,7 раза больше, чем при температуре +5° С.
Зацепление ведущих колес с гусеницами представляет собой наиболее сложный и важный узел в конструкции ходовой части. Качество его работы непосредственно отражается на износе самих элементов зацепления и оказывает значительное влияние на работу, износ и к. п. д. всех механизмов трактора.
По мере износа шарниров гусениц нарушаются нормальные условия работы зацепления. При движении трактора изнашиваются не только элементы зацепления на самом ведущем колесе, но и элементы зацепления на гусеницах, несмотря на то, что их больше по сравнению с первыми в 6—8 раз.
Характерный дефект опорных катков — износ обода. Наиболее важный параметр — износ обода по наружному диаметру, интенсивность которого для опорных катков гусеничных тракторов класса 30 кН составляет- 3—3,5 мкм/ч. Потери металла на одном опорном катке трактора класса 30 кН составляют от 6 до 2 кг. Кроме того, опорные катки имеют и другие дефекты, такие, как износ шпоночной канавки, трещины в спицах и ободе, смятие защитного колпака, износ посадочного отверстия, износ поверхности под сальник.
В процессе работы у ведущих колес тракторов класса 30 кН появляются такие дефекты, как износы зубьев по толщине, отверстий под болты крепления, торцовых поверхностей и впадин зубьев Исследования показали, что основная неисправность ведущих колес — износ зубьев и впадин, причем в 98—99 случаях из 100 наблюдается односторонний износ. Износ ведущих колес по массе (в основном вследствие абразивного износа) достигает 12 кг. В большинстве же случаев (75—80%) ведущие колеса выбраковываются значительно раньше, чем это предусмотрено типовой технологией ремонта тракторов, что недопустимо, поскольку приводит к перерасходу деталей.
Средняя интенсивность изнашивания ведущих колес по толщине зуба составила 2,13 мкм/ч. Такой большой износ объясняется недостаточно высокой твёрдостью металла колес, во многих случаях значительно ниже, чем указано в заводских чертежах.
В свою очередь, известно, что повышенная твердость способствует повышению износостойкости особенно деталей, работающих в абразивной среде. Ведущие колеса и опорные катки тракторов, закаленные Т. В. Ч. на глубину 5—6 мм до твердости НRС 45—50, износоустойчивее обычных в 1,5—2 раза.
Износ поддерживающих роликов происходит от трения беговой Дорожки гусеницы по их ободу. При слишком тугом проворачивании поддерживающего ролика на оси, особенно в зимних условиях, когда загустевает смазка и он покрывается грязью, льдом и снегом, происходит полное торможение, что приводит к одностороннему износу обода ролика и сквозному протиранию ступицы. Последнее вызывает поломку поддерживающего ролика и других деталей (осей, подшипников и т. д.).
Максимальный износ поддерживающих роликов тракторов класса 30 кН по массе составляет 8 кг, а интенсивность изнашивания—3,63— 4,0 мкм/ч.
Гусеницы тракторов класса 30 кН с открытым металлическим шарниром изнашиваются по отверстиям проушин, почвозацепам, цевкам и беговым дорожкам. Износ проушин приводит к нарушению шага зацепления и удлинению гусеничных цепей. Поскольку, помимо возрастания общей длины, увеличивается шаг зацепления, который уже не соответствует шагу ведущего колеса, это приводит к нарушению правильной работы гусеничных цепей и вызывает форсированный износ этих деталей или может вызвать заклинивание гусеницы а ведущем колесе.
Восстановление направляющих колес . С целью улучшения условий труда и повышения производительности для восстановления направляющих колес гусеничных тракторов различных марок испольуют специальные приспособления и установки в зависимости от арактера дефекта колеса.
Характерные дефекты : износ обода и торцовых поверхностей, посадочных поверхностей отверстий под ступицы, трещины на ободе и ступицах, обломы буртов и т. д. Направляющее колесо восстанавливают при износе обода по диаметру до 10 мм, износе направляющей части до 25 мм (у тракторов класса 60 кН), износе поверхности отверстия под ступицу на 0,3— 0,35 мм (у тракторов Т-74) и появлении трещин на ободе и ступице.
Ступицу направляющего колеса восстанавливают при износе посадочного отверстия под обод более чем на 0,3—0,35 мм (у тракторов класса 30 кН), отверстий под подшипники более чем на 0,05— 0,1 мм и износе резьбы под болты крепления крышек и корпусов сальников.
Наплавка обода на токарном станке. Для наплавки обод направляющего колеса надевают на оправку К торцам обода прикрепляют кольца из красной меди толщиной 3—4 мм, чтобы защитить кромки от оплавления, а также удержать флюс и расплавленный металл.
Изношенную наружную поверхность обода направляющего колеса тракторов класса 30 кН наплавляют под слоем флюса на переоборудованном токарном станке типа 1Д63 на следующих режимах: частота вращения 0,65 об/мин; скорость подачи электрода 3 м/мин; вылет электрода от конца мундштука до поверхности обода 20—25 мм; ток 240—260 А; напряжение 26—30 В; полярность — обратная.
Для наплавки применяют электродную проволоку Св-08 диаметром 1,6—2 мм. Наплавку ведут под флюсом АН-348А с добавлением 30—40% чугунной стружки и 5—10% ферромарганца или проволокой ОВС под флюсом АН-348А.
Заварка трещин. Трещины у краев отверстия обода под ступицу и у наружной поверхности обода заваривают на этой же установке. Для заварки пользуются электродом из проволоки Св-08 диаметром 1,5—2,0 мм и применяют флюс АН-348А. Перед заваркой на концах трещин сверлят отверстия диаметром 3—4 мм.
Трещины также могут быть устранены ручной электродуговой сваркой электродом типа Э-42 диаметром 4—5 мм.
Трещины на буртах обода устраняют постановкой заплат из листовой стали толщиной 5 мм с внутренней стороны и заваркой, электродуговой сваркой.
Наплавка обода в приспособлении. Ободья направляющих колес тракторов класса 60 кН, изношенные менее 640 мм, восстанавливают на установках для автоматической наплавки под слоем флюса.
Для наплавки ободьев направляющих колес и опорных катков, служит специальное приспособление, состоящее из рамы, на которой шарнирно закреплена плита (ее с помощью рукоятки и червячного редуктора можно поворачивать на 90°). Наплавляемую деталь укладывают на ступицу, приводимую во вращение электродвигателем через двухступенчатый червячный редуктор и сменные шестерни. Для крепления плиты с наплавочной головкой предусмотрен кронштейн и стойка. На кронштейне имеется винтовая пара с рукояткой для перемещения мундштука в горизонтальной плоскости. Отдельные варианты приспособления предназначены для приварки к ободьям бандажа, который вальцуется роликами одновременно с приваркой.
Напрессовка кольца. При большом износе на обод направляющего колеса напрессовывают кольцо (бандаж) следующим образом. Берут полосу толщиной 5—10 мм и шириной, равной ширине обода, и приваривают с торцов. При сварке торцов под слоем флюса на токарном станке используют конические редукторы и специальное приспособление для сжатия обода с бандажом. Затем сваривают стык. Для повышения производительности при восстановлении наружных поверхностей применяют многоэлектродную наплавку и наплавку ленточным электродом, электрошлаковую наплавку и заливку жидким металлом.
Рассмотрим технологический процесс формовки посадочного отверстия эпоксидным компаундом.
1. Зачищают заусенцы, забоины на детали и обезжиривают поверхность.
2. Приготавливают эпоксидный компаунд и наносят на деталь.
3. Наносят тонкий слой разделителя (универсальной смазки УС) на поверхность оправки и поверхность отверстия с нанесенным полимером.
4. Помещают деталь для отверждения эпоксидного компаунда в сушильный шкаф и выдерживают в нем при температуре 50° С — 1 ч, 100° С — 2 ч. 150е С — 1,5 ч.
5. Охлаждают в сушильном шкафу с отключением питания.
6. Зачищают подтеки и наплывы компаунда и проверяют диаметр отверстия.
Восстановление резьбы. У направляющего колеса износ или повреждение резьбы отверстий под болты крепления корпуса уплотнения и крышки восстанавливают нарезанием резьбы ремонтного размера или нарезанием резьбы нормального размера и смещением отверстий, которые сверлят по кондуктору.
Восстановление поддерживающих роликов проводят в соответствии с типовой технологией или применяют новые, наиболее прогрессивные методы, разработанные передовыми предприятиями и научными учреждениями.
Источник