РЕМОНТ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
Неподвижные соединения подразделяются на разъемные и неразъемные. К разъемным относятся резьбовые, шпоночные, шлицевые и конусные, к неразъемным — сварные, клепаные, развальцованные, выполненные с применением клея, а также прессовые посадки с гарантированным натягом.
В резьбовых соединениях встречаются следующие виды повреждений: изменение профиля резьбы по среднему диаметру в соединениях с частым относительным перемещением элементов (ходовые, нажимные винты и т.д.); смятие рабочих поверхностей резьбы под действием рабочих нагрузок; удлинение стержня болта с изменением шага резьбы в результате действия осевых рабочих нагрузок и усилий затяжки; поломка или ослабление пружинных шайб, а также износ и смятие простых шайб и граней болтов и гаек.
Поврежденные крепежные болты, винты и гайки заменяются новыми. Исключение допускается для гаек, имеющих слегка смятые грани. Детали значительного размера (например, ходовые и нажимные винты грузоподъемных механизмов) с изношенной резьбой исправляются путем нарезания новой резьбы либо после срезания старой резьбы (если это допустимо по условиям прочности), либо после посадки втулки.
Сорванная или изношенная резьба в небольших отверстиях не восстанавливается. В таких случаях деталь высверливается на большую глубину и в этой части нарезается резьба. При этом винт или болт должен иметь удлиненную резьбовую часть. Иногда отверстие рассверливается и нарезается новая резьба большего размера. Соответственно рассверливаются болтовые отверстия сопряженных деталей и применяются винты или болты с новой резьбой.
В шпоночных соединениях наиболее часто изнашиваются рабочие поверхности шпонок или пазов.
Шпонки заменяются новыми. Пригонка шпонок по шпоночным пазам на валу и сопрягаемой с ним детали проводится опиливанием, строганием, фрезерованием или шлифованием.
Разработанные шпоночные пазы на валах ремонтируются наплавкой или наваркой с последующим фрезерованием. При восстановлении шпоночных пазов в ступицах паз расширяется и углубляется до полного устранения следов износа. Затем изготовляется ступенчатая шпонка (рис. 9.1), при этом ступени шпонки должны быть расположены строго симметрично.
|
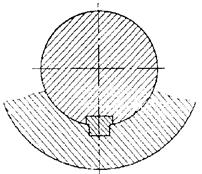
Часто шпоночный паз изготовляют на новом месте. Обработка и изготовление новых пазов на валах проводится на горизонтально- и вертикально-фрезерных станках дисковыми и пальцевыми фрезами, а также вырубкой с последующей зачисткой напильником.
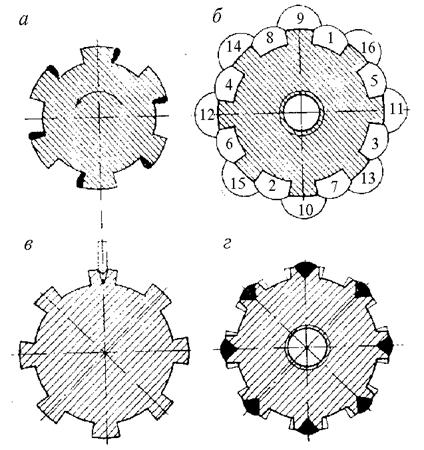
Ремонт шлицевых соединений осуществляется раздачей шлицевых каналов с последующей наплавкой металла, нарезкой шлиц и их упрочением. Если вал работает только в одном направлении вращения, то наплавляются нерабочие грани (рис. 9.2, а), а затем шлицы выправляются на фрезерном станке так, чтобы на рабочих гранях был основной металл.
Если вал работает с нагрузкой в обе стороны вращения, проводится раздача шлицев. Для этого шлицы отжигаются нагревом, после чего зубилом каждый из них раздается на полную длину (рис. 9.2, в). При дальнейших операциях эти канавки наплавляются электросваркой (рис. 9.2, г), вал отжигается, форма шлиц выправляется и проводится упрочнение рабочих поверхностей.
Шлицы со значительным износом обвариваются вкруговую с последующей нарезкой новых канавок. Для уменьшения деформации вала наплавка ведется в последовательности, указанной цифрами на рис. 9.2, б. При восстановлении шлицевых участков валов с каналами в них для уменьшения деформации запрессовываются или вворачиваются стальные пробки. Шлицы обрабатываются на номинальный размер шлифовкой и подвергаются термообработке.
|
Ремонт сварных и паяных соединений осуществляется путем подваривания и пайки. Для выявления дефектов сварного соединения применяются различные способы: внешний осмотр, рентгеновское просвечивание, магнитный и ультразвуковой контроль. Выявленные трещины засверливаются по концам, а вдоль трещины разделывают канавку. Сквозные трещины при толщине стенки более 20 мм разделывают с обеих сторон. Затем трещины заваривают.
В заклепочных соединениях встречаются следующие дефекты: ослабление заклепок, погнутость стержней, срез головок, повреждение заклепочных отверстий. Неплотности заклепочных соединений обнаруживается или внешним осмотром, или гидравлическим испытанием. Разношенные заклепки не исправляются. При ремонте срубаются головки и заклепки выбиваются из отверстий. Неисправные заклепки можно высверливать. После этого отверстия обрабатываются под заклепки несколько увеличенного диаметра.
Дата добавления: 2015-04-03 ; просмотров: 6258 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Ремонт неподвижных соединений трубопроводов
Трубопроводы являются каналами, по которым энергия от насосов компрессоров и других устройств поступает к исполнительным гидро- и пневмодвигателям. Разрушение трубопровода неизбежно приводит к выходу из строя пневмо- и гидросистем или их частей. Современное промышленное оборудование оснащено трубопроводами для подачи жидкости, воздуха, пара; ими соединяют агрегаты пневмо- и гидросистем, обычно расположенные на некотором (иногда значительном) расстоянии друг от друга. В зависимости от условий эксплуатации, т: е. взаимного состояния (стационарного или подвижного) соединяемых агрегатов, трубопроводы разделяются на жесткие и гибкие.
Жесткие трубопроводы изготавливают из металла — чугуна, стали, меди или алюминия, а гибкие — из резины или прорезиненных тканей, они могут быть с металлическими оплетками. В станочных приводах применяют стальные бесшовные и медные трубы, а также рукава (шланги) высокого давления. Для трубопроводов, работающих в агрессивных средах, применяют трубы из синтетических материалов и специальных сталей. Основ-ной характеристикой трубопровода является его условный проход (номинальный внутренний диаметр), который определяется требуемой пропускной способностью (л/мин).
При монтаже жестких трубопроводов часто приходится производить гибку труб. При гибке горячим способом в качестве наполнителя применяют песок (рис. 49, а). Изгибаемый участок трубы нагревают в горне или другом нагревательном устройстве до вишнево-красного цвета, а места, не подлежащие изгибу, смачивают водой. При достаточном нагреве песка от трубы начинает отлетать окалина. Гибку производят плавно, без рывков и с одного нагрева. После остывания трубы из нее высыпают песок, а приставшие к стенкам песчинки удаляют, обстукивая трубу молотком и затем продувая ее сжатым воздухом.
Для ручной гибки труб диаметром до 30 мм без наполнителя применяют специальное приспособление со сменными роликами (рис. 49, б), которое крепят в тисках. Чтобы изогнуть трубу, нуж-но откинуть рычаг, установить его под углом 90 ° к продольной оси основания, вставить трубу в канавку между роликами,. закрепить ее крючком и прижимом, а затем плавным движением рычага произвести гибку. Ролики являются сменными — из набора, рассчитанного на разные диаметры труб и радиусы кривизны.

Рис. 49. Гибка и развальцовка труб:
а — труба с песком и пробками; б — приспособление со сменными роликами; в — приспособление для развальцовки: 1 — ролики; 2 — регулирующий конус; 3 — вальцуемая труба; г — оправка для развальцовки
Трубы из медных и алюминиевых сплавов подвергают рекрис-таллизационной термической обработке. Их нагревают до определенной температуры и быстро охлаждают в воде — это придает трубам повышенную пластичность. Гибку и вальцовку труб выполняют по шаблонам сразу после термообработки. Такие трубы легко монтируются на станке, однако, теряя пластичность с течением времени, они могут лопаться при вибрационных нагрузках в результате усталости металла, поэтому применение присоединений медных труб развальцовкой ограничивается системами низкого давления (до 2,5 МПа).
Развальцовку концов медных труб осуществляют с помощью переносного приспособления (рис. 49, в) или приспособления (рис. 50), состоящего из планок 4 и 5, соединенных шарнирно осью 2 и струбциной 6 с винтом 7. Трубку 3 помещают в соответствующее ее диаметру отверстие планок и закрепляют винтом 8. Затем смазывают маслом формующую коническую поверхность 1 винта 7 и осуществляют развальцовку медленным завинчиванием винта до образования на конце трубки конусности.
Соединения труб и шлангов в гидроприводах выполняют разными способами. Соединение, показанное на рис. 51, а, состоит из штуцера 1, накидной гайки 2, насадки 3 и развальцованной трубки 4. Уплотнение этого соединения обеспечивается гайкой 2. До закрепления соединения необходимо смазать поверхность контакта насадки с гайкой 2 и только после этого завинтить гайку. В противном случае при закреплении может произойти «схватывание» гайки с насадкой и скручивание медной трубки, которую необходимо будет заменять. Герметичность соединения штуцера 1 с корпусом гидроустройства обеспечивается за счет возникающей при затяжке деформации конической резьбы Бриггса. Для повышения герметичности резьбового соединения рекомендуется использовать уплотнительную ленту ФУМ (фиорлоновый уплотнительный материал) шириной 10 мм и толщиной 80 мкм.
В соединении трубопровода по внутреннему конусу (рис. 51,6) ниппель 7 приварен к трубе 8, а уплотнение достигается подвин-чиванием гайки 6 на штуцере 5. Герметичность соединения между корпусом и конической резьбой штуцера достигается плотным ввинчиванием последнего в корпус. Однако более надежная герметичность достигается, когда на конусную резьбу штуцера наматывают о дин-два слоя ленты ФУМ, а затем штуцер плотно ввинчивают в корпусную деталь. При давлении в трубопроводе 20 МПа в соединениях стальных труб используют ниппели 7 с шаровой поверхностью вместо конической.
Уплотнение в соединении, показанном на рис. 51, в, выполняют с помощью обжимного кольца 9 из мягкого металла (им обжимают трубу 10 по наружному диаметру гайкой 11). Этот способ применяют при уплотнении соединений маслопроводов, служащих для подачи смазки к трущимся поверхностям деталей, а также в некоторых гидросистемах. Он обеспечивает полную герметичность соединений при давлении 5. 6 МПа (50. 60 кгс/см2).
Гибкие соединительные трубопроводы (рукава) высокого давления (ГОСТ 10362—76) широко используют в гидравличес-ких системах промышленного оборудования; они выдерживают давление 17,5 МПа и более.
Для соединения маслопроводов в гидросистеме их концы заделывают различными муфтами, которые могут быть неразъемными и разъемными. Неразъемная муфта представляет собой ниппель, накидную гайку и кожух, закрепляемые закаткой на станках, обжимками на прессах и т. п. При утрате герметичности эти муфты не подлежат ремонту; их заменяют новыми, а вместе с ними и трубопроводы.
Разъемная муфта наиболее рациональна, так как используется многократно при замене изношенных шлангов. Конусное разъемное соединение (рис. 52) состоит из муфты 3 и ниппеля 2 с соединительной гайкой 1.
Муфта закреплена на конце трубопровода, изготовленного из двух слоев резины (внутреннего 5 и наружного 4) с металлической оплеткой.
Основные дефекты трубопроводов и их соединений приведены в табл. 19.
Таблица 19
Основные дефекты трубопроводов и их соединений
Способы ремонта
Трещины в трубах
Заделывают сваркой, пайкой, наложением хомутов, наклейкой накладок
Нарушение герметичности в соединениях трубопроводов с использованием резьбовой аппаратуры
Подтягивают гайки, а если течь продолжается, то притирают сопряженные поверхности
Нарушение плотности то фланцевом соединении
Подтягивают резьбовые крепежные детали, сжимающие прокладку. Если течь продолжается, прокладку заменяют

Рис. 50. Приспособление для развальцовки концов медных труб:
1 — коническая поверхность; 2 — ось; 3 — трубка; 4 тл 5 — планки; 6 — струбцина; 7 и 8 — винты

Рис. 51. Соединения труб в гидроприводах: а, б — по наружному и внутреннему конусам; в — обжимным кольцом; 1 и 5 — штуцеры; 2 — накидная гайка; 3 — насадка; 4 — развальцованная трубка; 6 и 11 — гайки; 7 — ниппель; 8 к 10 — трубы; 9 — обжимное кольцо

Рис. 52. Конусное разъемное соединение для шлангов высокого давления:
1 — соединительная гайка; 2 — ниппель; 3 — муфта; 4 и 5 — наружный и внутренний слои резины
Контрольные вопросы
1. Какими способами ремонтируют резьбовые соединения?
2. Как восстанавливают неподвижные разъемные соединения?
3. Как ремонтируют шпоночные и шлицевые соединения?
4. Расскажите о способах ремонта трубопровода.
5. Каким способом проверяют качество ремонта трубопровода?
6. Перечислите способы стопорения крепежных деталей.
7. Назовите способы ремонта сварных соединений.
8. Назовите основные дефекты трубопроводов.
9. Назовите дефект и способы ремонта штифтовых соединений.
Источник
Ремонт трубопроводов
В процессе эксплуатации трубопроводы изнашиваются от механического (в основном эрозионного), теплового и коррозионного воздействия. При ремонте выполняются следующие основные работы:
1) замена износившихся деталей и узлов или исправление их до соответствующих норм, допусков и размеров;
2) выверка трубопроводов, а в случае необходимости подгонка опор и подвесок;
3) модернизация или реконструкция трубопроводов с возможной унификацией сменных частей;
4) изоляция трубопроводов;
5) испытание на прочность и плотность;
6) окраска трубопроводов.
За 2 – 3 ч до разборки фланцевых соединений трубопроводов резьбовую часть крепежных деталей необходимо смочить керосином. Отворачивание гаек проводится в два приема: сначала все гайки ослабляются поворотом на 1 /8 оборота, затем отворачиваются полностью в любой последовательности. При разборке трубопроводов с целью замены прокладок весьма трудоемка раздвижка фланцев. Для раздвижки фланцев используются специальные приспособления.
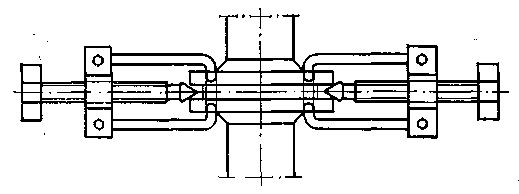
Рисунок – Винтовое приспособление для раздвижки фланцев
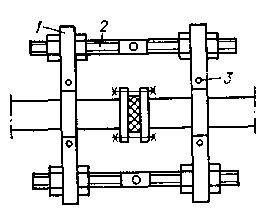
Рисунок – Приспособление для замены прокладки
1 – хомут; 2 – винт; 3 – болт.
Для вырезки прокладок применяются специальные приспособления.
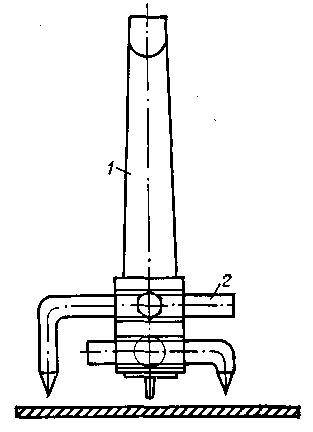
Рисунок – Приспособление для вырезки прокладок
1 – конус; 2 – нож.
При ремонте технологических трубопроводов изношенные участки заменяются новыми, дефектные сварные стыки удаляются, а вместо их ввариваются катушки. Перед удалением участка трубопровода необходимо закрепить разделяемые участки так, чтобы предупредить их смещение. Участок, подлежащий удалению, крепится в двух местах.
После демонтажа участка трубопровода свободные концы оставшихся труб необходимо закрыть пробками или заглушками. При установке нового участка его сначала укрепляют на опорах, а затем сваривают.
Сборка коллектора состоит из соединения отдельных участков, блоков (плетей), деталей и крепления его к опорам и подвескам. Отдельные узлы перед сборкой располагаются в цехе между аппаратами, насосами, арматурой. Сначала сборка выполняется «начерно», т.е. свариваемые детали соединяются прихваткой, фланцевые соединения собираются на монтажных болтах. После такой сборки и выверки горизонтальных и вертикальных участков осуществляется окончательная сварка стыков, а во фланцевых соединениях монтажные болты заменяются шпильками или постоянными болтами с окончательной их затяжкой. После этого трубопровод закрепляется на опорах.
Подъем и укладка узлов и деталей трубопроводов проводятся с помощью стационарных или передвижных грузоподъемных устройств. При сборке отдельных участков трубопроводов передача их веса на насосы и компрессоры должна быть исключена.
На вертикальных аппаратах заменяемые узлы и детали трубопроводов закрепляются стропами в двух местах для их подвешивания.
При подсоединении к другим узлам перестроповка исключается. Поднятый узел или деталь при помощи оправки подгоняется к присоединительному фланцу, а затем устанавливается прокладка и закрепляются все шпильки и болты. После проведения указанных операций стропы снимаются. Если новый узел трубопровода присоединяется на сварке, то стропы снимаются после приварки его первым швом.
При ремонте фланцевых соединений зеркало фланца, находившегося в эксплуатации, очищается от старой прокладки, следов коррозии и т.д.
Перпендикулярность уплотнительной поверхности фланца к оси трубы проверяют при помощи специального приспособления.
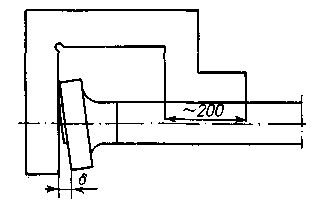
Рисунок – Проверка перпендикулярности уплотнительной поверхности фланца
При ремонте межцеховых трубопроводов замена изношенных участков надземных трубопроводов может выполняться потрубно. Возможна также сборка участков из секций, которые собирают и сваривают из отдельных труб и их элементов вблизи трассы или в трубозаготовительной мастерской. В условиях эстакад, насыщенных большим количеством трубопроводов, ремонт становится более сложным. В этом случае замена изношенных участков или прокладка дополнительных линий возможна лишь отдельными трубами небольшой длины. Трубы поднимаются краном или лебедкой и через верх или бок эстакады заводятся на место. Сборка ведется в направлении, противоположном уклону трубопровода. При укладке трубопроводов на эстакадах, в каналах или лотках окончательное закрепление начинают с неподвижных опор.
При замене участков трубопроводов, работающих при высокой температуре, а также при прокладке дополнительных линий проводится растяжка компенсаторов температурных удлинений.
Растяжка компенсаторов осуществляется с помощью специальных приспособлений, вместе с которыми компенсатор монтируется. После закрепления концов трубопровода на неподвижных опорах приспособление удаляется.
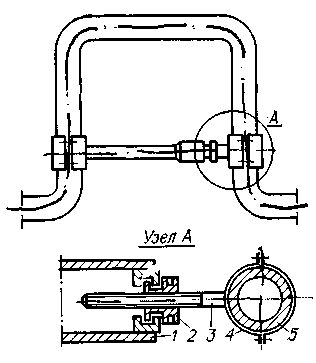
Рисунок – Винтовое приспособление для растяжки компенсаторов
1 – распорка; 2 – натяжная гайка; 3 – винт; 4 – хомут; 5 – труба.
Линзовые компенсаторы устанавливаются на трубопроводах, имеющих продольное и поперечное перемещения. Для предотвращения разрыва линз при сдвиге трубопровода в поперечном направлении на компенсаторах ставятся стяжки. Линзовые компенсаторы растягиваются на половину их компенсирующей способности.
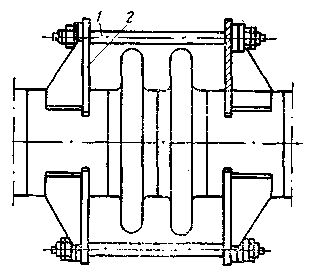
Рисунок – Линзовые компенсаторы со стяжками
1 – тяга; 2 – лапа.
При ремонте трубопроводов, уложенных в грунт, выполняются следующие основные работы:
1) вскрытие засыпанных траншей; отсоединение участков трубопроводов;
2) подъем этих участков на поверхность;
3) очистка наружной поверхности от следов коррозии и остатков старой антикоррозионной изоляции;
4) замена изношенных участков трубопроводов новыми;
5) наложение новой изоляции;
6) укладка трубопровода в траншею.
При наличии мелких повреждений (трещины, раковины, потения и т.д.) трубопровод из работы не выключается. При нетоксичных продуктах ремонт осуществляется наваркой заплат. Разрывы стыков и крупные трещины временно изолируются наложением хомутов. После освобождения трубопровода от продукта поврежденные места вырезаются и ввариваются катушки.
Трубопроводы диаметром до 300 мм, уложенные на глубине не более 1,2 м, ремонтируются с подъемом и укладкой их над траншеей на лежаки. При диаметре более 300 мм ремонт осуществляется непосредственно в траншее с подъемом трубопроводов на высоту 60 – 70 см от дна траншеи с укладкой их на лежаки.
Основным видом ремонта подземных трубопроводов является замена изношенного участка новым. При этом способе извлеченный из траншеи трубопровод разрезается на отдельные части и увозится на ремонтную базу. Новая секция вваривается в коллектор. При подъеме и опускании трубопровода в траншею наиболее напряженные сварные стыки усиливают муфтами или планками. Для лучшего прилегания планок к трубопроводу в середине планок делается выгиб. При усилении муфтами их длина принимается равной 300 мм для труб диаметром 200 – 377 мм и 350 мм для труб диаметром 426 – 529 мм. Диаметр муфты принимается на 50 мм больше диаметра трубопровода. Толщина стенки муфты и трубопровода должна быть одинакова. Допускаемый зазор между муфтой и трубой составляет 2 мм.
При ремонте иногда нужно подключиться к действующим трубопроводам соседних цехов. Такая необходимость возникает и при подключении нового аппарата к действующим цеховым трубопроводам. Подобные врезки чаще всего осуществляются в период остановочных ремонтов. Врезка в действующий трубопровод выполняется с использованием специального приспособления. К трубопроводу в месте врезки подгоняется и приваривается патрубок с фланцем. К этому фланцу на шпильках присоединяется задвижка требуемой серии. К задвижке на фланце крепится приспособление, состоящее из сверла и коронки, на которой укреплены резцы, шток, сальник, грундбукса, упорный шарикоподшипник и штурвал. Вращением коронки при помощи штурвала в стенке основного трубопровода вырезается отверстие требуемого диаметра. После этого шток с коронкой поднимается выше клинкета задвижки и последняя закрывается. Затем с задвижки снимается приспособление и к отводящему патрубку присоединяется новый трубопровод.
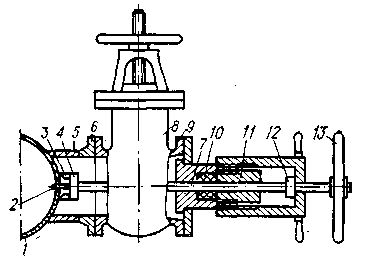
Рисунок – Приспособление для врезки отвода в действующий трубопровод
1 – трубопровод; 2 – сверло; 3 – резец; 4 – коронка; 5 – патрубок; 6,9 – фланцы;
7 – шток; 8 – задвижка; 10 – сальник; 11 – грундбукса;
12 – упорный шарикоподшипник; 13 – штурвал.
После окончания капитального ремонта трубопроводов проводятся проверка качества работ, промывка или продувка, а затем испытание на прочность и плотность. Технологическая аппаратура перед испытанием отключается, концы трубопровода закрываются заглушками. Заглушаются все врезки для контрольно-измерительных приборов. В наиболее низких точках ввариваются штуцеры с арматурой для спуска воды при гидравлическом испытании, а в наиболее высоких – воздушки для выпуска воздуха. В начальных и концевых точках трубопровода устанавливаются манометры с классом точности измерения не ниже 1,5.
Гидравлическое испытание на прочность и плотность обычно проводится до покрытия тепловой и антикоррозионной изоляцией. Величина испытательного давления должна быть равна 1,25 максимального рабочего давления, но не менее 0,2 МПа для стальных, чугунных, винипластовых и полиэтиленовых трубопроводов. Давление при испытании выдерживается 5 мин. После этого оно снижается до рабочего значения. Трубопровод тщательно осматривается. Сварные швы обстукиваются легким молотком. После проведения испытания открываются воздушки и трубопровод полностью освобождается от воды.
Пневматическое испытание осуществляется воздухом или инертным газом. При этом выдерживается давление, равное 1,25 максимального рабочего давления, но не менее 0,2 МПа для трубопроводов из стали.
Испытание на прочность чугунных и пластмассовых надземных трубопроводов не проводится. Пневматическое испытание трубопроводов на прочность не проводится также в действующих цехах, на эстакадах, в каналах, т.е. там, где находятся действующие трубопроводы. Газопроводы, работающие при давлении до 0,1 МПа, испытывают давлением, которое устанавливается проектом.
Источник