Ремонт роторов электродвигателей с фазным ротором
Неисправное состояние роторной обмотки в процессе эксплуатации может проявляться в следующем: двигатель не развивает номинальную частоту вращения; «трогается с места», но при работе его наблюдаются колебания тока статорной обмотки и вращающего момента, сопровождающиеся вибрацией электродвигателя, повышенным шумом, изменяющимся в зависимости от нагрузки и частоты
вращения; перегрев ротора; уменьшение перегрузочной способности, приводящее к снижению частоты вращения при увеличении нагрузки.
Причиной вышеуказанных ненормальных проявлений может быть обрыв обмотки ротора или неисправность работы замыкающего механизма. Обрыв в фазе ротора иногда носит временный характер, проявляясь только во время работы под действием центробежных усилий и нагревания, а при неподвижном роторе дефект не обнаруживается. Для замены обмотки ротора демонтируют бандажи.
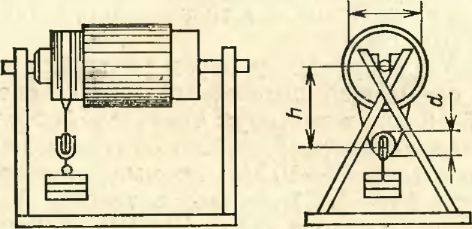
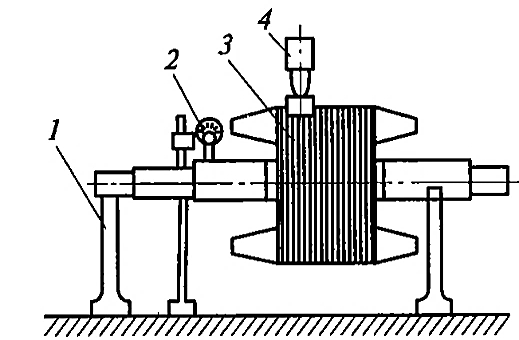
Рис. 1. Станок для наложения бандажей
Намотку новых бандажей выполняют аналогично демонтированным по данным, ранее занесенным в ведомость. При использовании проволоки другого диаметра изменяют количество витков так, чтобы получить прежнее общее сечение бандажа. При этом соблюдается условие: сечение бандажа пропорционально квадрату диаметра проволоки и числу витков проволоки.
Бандажи лобовых частей устанавливают в тех местах, где обмотка опирается на обмоткодержатель или нажимную шайбу. У быстроходных машин, где бандажи могут иметь большое сечение, используется немагнитная стальная или бронзовая проволока.
В зависимости от диаметра ротора укладку бандажей выполняют на специальных стойках (рис. 1), в собственных подшипниках с заменой вкладышей деревянными колодками, смазанными вазелином, и на станках, позволяющих осуществить плавный пуск и при необходимости — внезапный останов.
Для роторов диаметром до 500 мм укладку бандажей выполняют, вращая ротор вручную или с помощью двух рычагов. Расчет усилия производят на основании рекомендуемого натяжения для стальной проволоки по данным табл. 1.
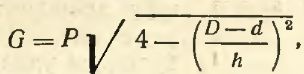
Под бандаж укладывают прокладки из пропитанного прессшпана, миканита или асбестового полотна. Ширина прокладок должна быть на 10—12 мм больше бандажа. По мере намотки проволоки прокладки укладываются по окружности ротора встык одна к другой. Вновь намотанные витки с помощью фибровой подбойки или молотком плотно подбивают к ранее намотанным.
Таблица 1. Натяжение стальной проволоки при бандажировке
| Диаметр проволоки, мм |
 (3.49)
(3.49)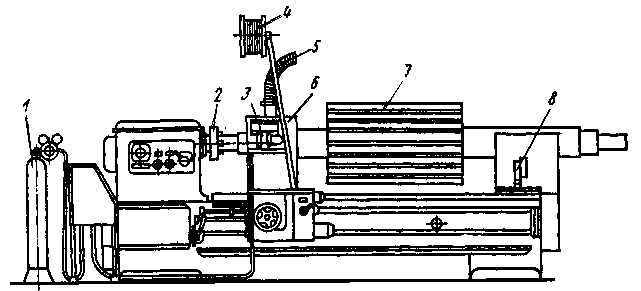

| Бура, % | — | |
| Углекислый натрий, % | ||
| Углекислый калий, % | — | — |
| Азотно-кислый натрий, % | — | — |
| Двууглекислый натрий, % | — | — |
После наплавки детали подвергают отжигу в печи при температуре 300—400°С в течение 4—6 ч и медленному охлаждению в выключенной печи в течение 12—16 ч.
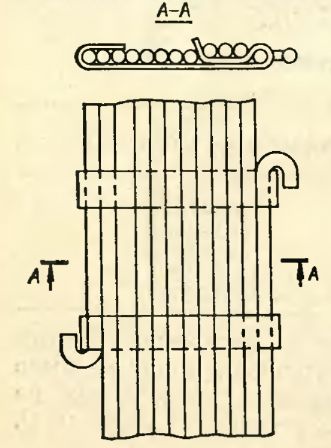
Большое значение имеют правильная установка и крепление деталей на станке при механической обработке наплавленных мест. При обработке замков корпуса его устанавливают на внутреннюю поверхность или на один из замков, который не подвергался наплавке, а при обработке щитов –либо на одну посадочную поверхность, не имеющую наплавку, либо на технологические приливы при обработке двух наплавленных поверхностей.В щите посадочную поверхность под подшипник восстанавливают за-прессованием втулки. Предварительно протачивают гнездо под подшипник так, чтобы использовать втулку толщиной 6—10 мм, а толщина стенки нащите оставалась не менее 10 мм. Проточку щита и изготовление втулки производят по размерам и допускам, обеспечивающим посадку с натягом. Прессование производят с подогревом. Втулку 1 (рис. 8.3) закрепляют в щите двумя диаметрально расположенными стопорами 2. Глубина сверления под стопор должна быть не менее двух диаметров стопора.
Износ посадочных поверхностей не более 0,2 мм в щитах (и на валах) восстанавливают нанесением герметика 6Ф, который выпускается в виде листов желтого цвета толщиной до 5 мм. Этот материал стоек к воздействию воды, щелочи и масел, но растворяется в ацетоне, толуоле, бензоле и этилбутилацетате. Он обладает хорошей адгезией к стали, чугуну, алюминиевым и медным сплавам. Для приготовления раствора герметик нарезают мелкими кусочками и помещают в посуду с растворителем на 24 ч. Посуду плотно закрывают и периодически взбалтывают. Вязкость приготовленного раствора должна быть в пределах 33—34 с по вискозиметру ВЗ-4. Срок хранения раствора два- три года в плотно закрытой посуде и в затемненном месте.
Для нанесения герметика необходимо зачистить поверхность и обезжирить ее ацетоном. Герметик наносят кисточкой и сушат на воздухе не менее 20 мин. При необходимости увеличить слой герметика его наносят несколько раз и после каждого раза сушат на воздухе. Окончательную сушку производят при температуре 140°С в течение 2 ч. Герметик обладает хорошими виброгасящими свойствами.
Герметик нетоксичен, но при сушке возможно выделение в небольших количествах замещенного фенола и аммиака, поэтому при работе необходимо пользоваться резиновыми перчатками и спецодеждой. Раствор герметика относится к легковоспламеняющимся жидкостям.
Заварка трещин. Заварку трещин допускается применять только в тех случаях, когда она не вызовет изменений формы посадочных поверхностей. Предварительно засверливают отверстия на расстоянии 8—10 мм от концов трещины сверлом 6—8 мм на глубину трещины. Затем трещину разделывают под заварку с углом не менее 70° и притупляют кромки. Поверхности, прилегающие к месту заварки, зачищают до металлического блеска абразивным кругом или металлической щеткой. Заварку производят электросваркой постоянным током обратной полярности 45—60 А на 1 мм в зависимости от электрода. В качестве присадочного материала используют медные стержни диаметром 3—6 мм с оболочкой из листовой жести толщиной 0,3 мм с тонкой меловой обмазкой. При сварке используют флюс—бура 50%, железные опилки –25%, железная окалина –25%. Сварку ведут короткими участками не более 40 мм, не допуская перегрева основного материала. Для отвода тепла применяют медные прокладки. Каждый участок сразу после сварки простукивают молотком массой 500 г. Швы зачищают от шлака металлической щеткой.
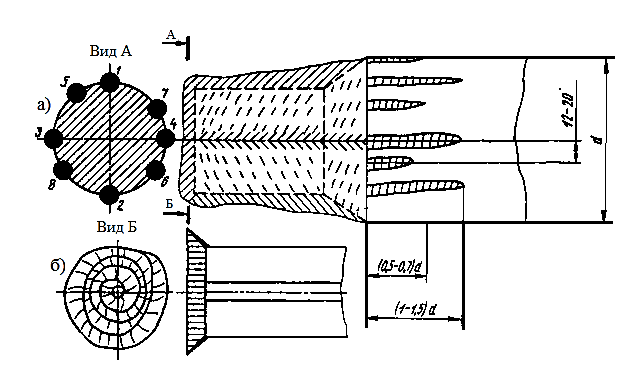
Восстановление отломанных лап корпуса. Кромки сопрягаемых деталей разделывают под углом 30° с обеих сторон на глубину не менее ¼ толщины. Изготовляют 2—3 ввертыша 2 из стального прутка диаметром не менее ½ толщины детали. Размечают и засверливают отломанную 1 и основную детали 3 (рис.3.40) и нарезают резьбу в основной детали. Завертывают ввертыши 2 в основную деталь и надевают на них отломанную часть. Проваривают газовой сваркой отломанную часть по разделке, придерживаясь технологии, рассмотренной в начале параграфа. Швы зачищают стальной щеткой. Размечают и просверливают отверстие в лапе.
Восстановление резьбовых отверстий. Износ и срыв резьбы в крепежных отверстиях происходит при многократных сборках и разборках резьбовых соединений или чрезмерно больших моментах затяжки. В стальных корпусах гнезда с изношенной резьбой заваривают электродуговой сваркой, просверливают отверстия и нарезают резьбу того же диаметра. В чугунных и алюминиевых корпусах неисправное резьбовое отверстие рассверливают под пробку и нарезают резьбу большего диаметра. Изготовляют футорку, завертывают ее в отверстие и проваривают соединение электросваркой. Сварной шов зачищают, просверливают отверстие и нарезают резьбу того же диаметра.
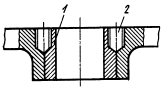
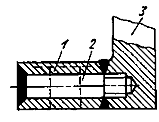
Рис.3.40. Эскиз отремонтированного подшипникового щита (а) и эскиз восстановленной лапы корпуса машины (б)
В алюминиевых деталях целесообразна замена болтов на шпильку и гайку. В корпусе устанавливают на клей шпильку, на которую будет надеваться деталь и которая крепится гайкой. В этом случае износ соединения при сборке и разборке значительно уменьшится, так как происходит свинчивание двух стальных деталей. Допускается восстанавливать резьбовое отверстие, если позволяет конструкция, рассверливанием до ближайшего большего диаметра размерного ряда резьбы.
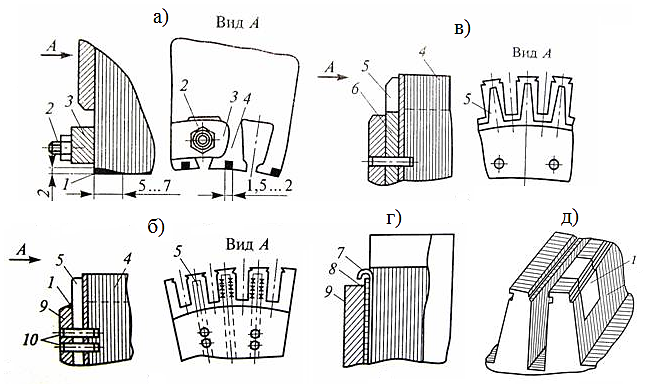
Ремонт короткозамкнутой обмотки ротора,коллекторов и контактных колец. Короткозамкнутые обмотки роторов выполняют литыми или сварными[25]. Типичные повреждения литой обмотки–разрыв короткозамыкающего кольца и обрыв стержня в пазу, а сварной–ослабление или нарушение контакта между стержнями и кольцом, обрыв или подгар стержней. При осмотре сварной обмотки следует выявлять повреждения, которые могут привести к обрыву стержня или его распайки с короткозамыкающим кольцом.
К таким повреждениям относятся наличие цветов побежалости на короткозамыкающих кольцах в местах паяных соединений со стержнями, подгар болтов, соединяющих короткозамыкающие сегменты пусковых обмоток синхронных двигателей, волнообразный изгиб короткозамыкающих колец (или стержней) от неравномерного удлинения отдельных стержней, изгиб концов стержней в направлении вращения ротора от усилия скручивания короткозамыкающим кольцом, прогиб выступающих из сердечника концов стержней, смещение клетки вдоль оси ротора.
Ремонт литой обмотки. Трещины короткозамыкающего кольца (число трещин не более двух на каждом кольце) устраняют пайкой. Поврежденные места очищают от грязи и промывают бензином. Места трещин расширяют и разделывают по форме ласточкина хвоста, но не более 2/3 толщины кольца. Ротор устанавливают так, чтобы дефектное место располагалось горизонтально, нагревают газовой горелкой до температуры 350—400°С и залуживают припоем, состоящим из 15% олова, 20% кадмия, 65% цинка или 63% олова, 33% цинка, 4% алюминия. В процессе лужения протирают залуженную поверхность щеткой из кардоленты. Облуженную трещину заполняют указанным припоем, подавая его с прутка. Излишки припоя снимают стальной гладилкой в горячем состоянии. Трещины также могут быть устранены аргонно-дуговой сваркой.
Литые обмотки, имеющие обрывы стержней, не восстанавливаются. При обрывах стержней можно выплавить алюминий из пазов и залить новый. Однако такой ремонт даже на крупных электроремонтных предприятиях не производят из-за того, что для заливки обмотки требуется большое количество оснастки (на каждый тип ротора–свой литейный кокиль), первичного алюминия и нет гарантий в получении высокого качества заливки.
Ремонт сварной обмотки. При ослаблении или нарушении контакта стержня и кольца необходимо зачистить и пропаять это место медно-фосфорным припоем. При пайке не следует допускать перегрева меди. При ослаблении стержня в пазу выполняют расчеканку. Ослабленные стержни можно обнаружить различными способами, например постукивая молотком по специально заточенному тупому зубилу, рабочая часть которого входит в шлиц с небольшим зазором. Дребезжание и перемещение стержня свидетельствуют о слабой его посадке в пазу. Расчеканку производят ударами чекана по прямоугольной части стержня на всей длине сердечника.
Трещины стержней, расположенные на выступающей из сердечника части, устраняют сваркой, если ее глубина не более ¼ толщины стержня. Если трещина более глубокая, в этом месте стержень разрезают и удаляют,
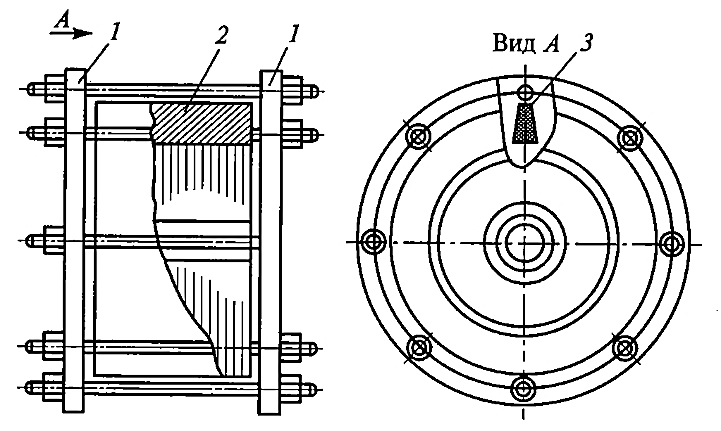
высверливая участок, припаянный к короткозамкнутому кольцу. Через отверстие в короткозамкнутом кольце 1 (рис.3.41) высверливают в оставшейся части стержня 3 отверстие глубиной 6—7 мм. На место удаленной части стержня устанавливают вставку 2. Зазор а при пайке медно-фосфорным припоем МФ-3 должен быть равен 0,2, а при пайке серебросодержащим припоем –0,1–0,15 мм. Серебросодержащий припой применяют при линейной скорости 50 м/с и более.
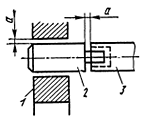
Рис.3.41. Схема установки вставки стержня
При необходимости удаления стержня производят его высверливание сверлами с удлиненными хвостовиками или прорезают стержень через шлиц паза, ослабляя его посадку, а затем выбивают из паза на 50—80 мм и извлекают механизмом с захватом. При ремонте возможна замена всех стержней.Отремонтированные роторы необходимо динамически балансировать.
Ремонт коллекторов и контактных колец.Ремонт коллекторов на пластмассе[25]. Наиболее часто встречающиеся дефекты: царапины, выработка и подгар контактных пластин, трещины в пластмассе, местное выгорание пластмассы, электрический пробой изоляции, замыкание пластин на корпус и между собой, распайка пластин с обмоткой. Ремонтируются эти коллекторы без разборки.
При обнаружении незначительных перекрытий на поверхности пластмассы их зачищают стеклянной бумагой, протирают салфетками и не менее двух раз покрывают эмалью воздушной сушки. Прожоги на значительной площади удаляют проточкой на токарном станке на глубину 2—3 мм. Проточенную поверхность шлифуют стеклянной шкуркой, обезжиривают и покрывают эмалью. Трещины глубиной до 3 мм и прогары удаляют сверлением. Обработанные места очищают от пыли, обезжиривают и заполняют эпоксидным компаундом холодного отвердевания. После застывания компаунда его покрывают эмалью. Замыкание пластин в местах, доступных для осмотра, устраняют расчисткой дорожек между пластинами и обработкой оплавленных йли обгоревших пластин шабером.
Рассмотренные дефекты, как правило, происходят на стороне коллектора, свободной от обмотки, так как эта сторона загрязняется пылью и маслом. При ремонте коллектор можно с вала не снимать. На стороне коллектора, к которой припаяна обмотка, такие дефекты встречаются редко,и обнаружить их можно только после того, как обмотка отпаяна от коллектора.
Для устранения сильных подгаров, выработок, неровностей, биения рабочей поверхности коллектор протачивают по наружной поверхности не снимая с вала. Для проточки якорь устанавливают в центре или на люнеты токарного станка. После проточки производят продораживание и снятие фаски.
Ремонт коллекторов на стальной втулке. В отличие от коллекторов на пластмассе коллекторы на стальной втулке в некоторых случаях разбираются и в них заменяются отдельные контактные и изоляционные пластины. Замена пластин может производиться без снятия и со снятием коллектора с вала.
В обоих случаях разборка производится следующим образом. Обвязывают коллекторные пластины стальной отожженной проволокой 7 (рис. 3.42, а), отвертывают стопоры 2, гайку 1 и снимают нажимной конус 3 вместе с бандажом 4 и манжетой 6, осматривают манжету и пластины с торца. При незначительных повреждениях манжеты (пробой) очищают поврежденное место и устанавливают,на клей миканитовые прокладки. При подгаре пластин с торца зачищают поврежденное место. Для снятия кольца коллекторных пластин 5 необходимо отпаять обмотку от петушков 10. Если обмотка припаяна, производят распайку паяльником, если приварена
производят проточку торца петушков на глубину проварки. Как правило, глубина проварки не более 2—3 мм в зависимости от диаметра коллектора. В конструкции коллектора со сваркой обмотки предусматривается возможность одно или двукратной проточки места сварки. После отсоединения обмотки снимают кольцо коллекторных пластин 5 с нажимного конуса 11 и осматривают изоляционный цилиндр 7 и вторую манжету 9. При необходимости их исправляют.
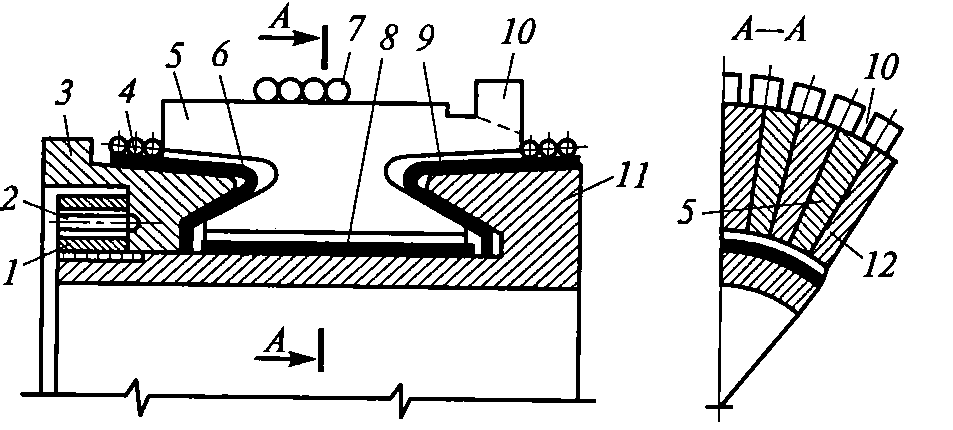
Рис. 3.42. Коллектор на стальной втулке
При пробое изоляционной прокладки 12 между коллекторными пластинами или сильном выгорании коллекторных пластин(не более 4—5 шт.) необходима их замена. Это сложная операция–выемка даже одной коллекторной пластины может нарушить монолитность всего коллектора и привести к потере правильной геометрической формы. Для такого ремонта применяют приспособление, показанное на рис.3.43.
Коллектор устанавливают на подставку 5, на пластины надевают диск 3 и стягивают шпильками 4. Отвертывают стопоры, гайку 1 и снимают конус 2 и манжету. Диск 3 имеет вырезы 6 напротив коллекторных пластин, подлежащих замене. Поврежденные пластины выбивают в радиальном направлении зубилом, нанося по нему легкие удары молотком.
Взамен извлеченных пластин устанавливают новые из меди той же марки. Новые пластины и новые изоляционные прокладки предварительно спрессовывают. Производят сборку коллектора. Коллектор необходимо проточить и произвести его формовку. Формовка производится при скорости вращения, превышающей на 20% номинальную, и высокой температуре. Формовку, подпрессовку и подтяжку нажимных конусов прекращают при биении менее 0,03 мм.
Рис. 3.43. Приспособление для замены коллекторных пластин
Ремонт коллекторов крупных электрических машин содержит те же операции, что и ремонт коллекторов на стальной втулке. При неравномерном износе рабочих поверхностей пластин, биении поверхности коллектора производят его проточку при вращении якоря в собственных подшипниках. Для этого вынимают из гнезд щетки, снимают часть щеткодержателей, на фундаментной плите устанавливают суппорт с резцедержателем и, вращая якорь приводным двигателем, производят проточку, защищая обмотку от попадания стружки парусиновыми чехлами.
Причиной биения коллектора может быть ослабление крепления пластин. В этом случае подтягивают стяжные шпильки сначала в холодном состоянии, а затем с подогревом до 100—110°С и протачивают поверхность.
При замене коллекторных пластин на коллектор надевают хомут, снимают левый нажимной конус и извлекают пластину через прорезь в хомуте. Последующие операции описаны выше. При сильном износе всех пластин их заменяют. Процесс изготовления пластин и сборки аналогичен изготовлению коллектора на электромашиностроительном заводе.
Ремонт контактных колец. При выработке поверхности контактных колец производят их проточку. Капитальный ремонт выполняют в случае пробоя изоляции на втулку или между кольцами, при выгорании контактной шпильки или большом износе колец. При капитальном ремонте кольца спрессовывают с втулки, срезают с нее миканитовую изоляцию, тщательно очищают наружную поверхность. Изолирование втулки и сборка колец производятся так же, как на электромашиностроительных заводах.
Ремонт подшипников качения. Повышение сроков службы подшипников качения, применяемых в электрических машинах, является одной из задач, способствующих снижению себестоимости ремонта[25]. Задачу можно решить путем технически обоснованного отбора подшипников для повторного использования при ремонте. Опыт эксплуатации показал, что если подшипники отвечают определенным техническим требованиям при их проверке, то они могут быть использованы повторно и вполне надежно работать.
При демонтаже шарикоподшипников с вала ротора (якоря) с использованием специальных съемников на прессах или разборочных стендах должны выполняться следующие требования: усилие следует прилагать только к внутреннему кольцу подшипника; подшипник, снятый за наружное кольцо, бракуется; не допускается применение молотков и зубил; запрещается наносить удары по сепаратору, шарикам и другим деталям.
Демонтированные подшипники промываются в специальных растворах, осматриваются и контролируются с помощью специального инструмента. Подшипники, имеющие следы перегрева (цвета побежалости) на поверхности колец, трещины и отколы, выкрашивания и раковины на дорожках качения шариков и колец, выработки дорожек качения колец и коррозию на дорожках качения и шариках, бракуются. При наличии коррозии на посадочных поверхностях колец ее зачищают шлифовальной шкуркой № 6 с маслом и промывают. Проверяют наличие обрыва, среза или ослабления сепаратора. Ослабевшие заклепки подклепывают, а отсутствующие заменяют новыми.
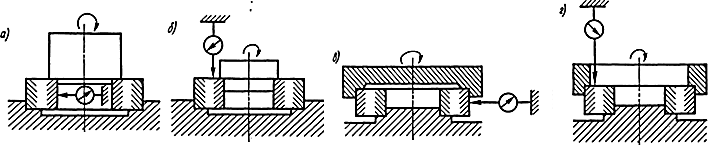
Рис. 3.44. Схемы проверки радиального (а и б) и осевого (в и г) биения внутреннего и наружного колец подшипника
Располагая подшипник в горизонтальной плоскости, вращают наружное кольцо при неподвижном внутреннем и определяют плавность хода, отсутствие толчков и быстрого торможения. Для исключения различных толкований перечисленных дефектов на предприятиях устанавливают эталоны, утвержденные соответствующими должностнымилицами.
В подшипниках, признанных годными по результатам осмотра и проверки на легкость вращения, измеряют зазор между сепаратором и бортом внутреннего кольца, величины радиальных и осевых биений по дорожкам качения наружного и внутреннего колец. Зазор между сепаратором и бортом внутреннего кольца подшипника измеряют щупом, при этом сепаратор должен быть приведен к внутреннему кольцу. Для подшипников со стальными штампованными сепараторами наименьшее значение зазора — 0,2 мм. Измерение радиальных и осевых биений производят по схемам рис.3.44 на специальных приспособлениях или приборах.
При превышении допуска подшипники бракуют. Незначительные отклонения посадочных мест на наружном и внутреннем кольцах можно устранить нанесением герметика.Ремонт подшипников скольжения. В современных машинах подшипники скольжения используют только для машин мощностью свыше 1000 кВт, которые выполняются на стояковых подшипниках.Головки и вкладыши подшипников делают разъемными по горизонтальной плоскости.
Вкладыши подшипников залиты баббитом. Необходимость ремонта вызывается утончением слоя баббита, отслаиванием, растрескиванием и выкрашиванием баббита, подплавкой или полной выплавкой баббита, рисками и задирами на рабочей поверхности баббита и механическими повреждениями баббита.
При утончении и хорошем сцеплении баббита с основой вкладыша производится наплавка дополнительного слоя с припуском на механическую обработку. Если толщина слоя менее 0,8 мм, требуется полная замена баббита. Полную замену также производят при трещинах и выкрашивании баббита или его отслаивании от поверхности более чем на 40—50% площади. Полную замену баббита производят наплавкой или заливкой. Плотность прилегания баббита к телу вкладыша проверяют простукиванием вкладыша легкими ударами латунного молотка. Звук должен быть чистым, без дребезжания и глухих тонов.
Проверку также можно производить с помощью керосиновой пробы.
Производят проверку зазоров между верхним полувкладышем и валом. Так как с торца подшипника нет подхода к зазору, а при большой длине вкладыша он может быть неравномерным, измерение производят следующим образом. Берут шесть небольших кусочков 5 (рис. 3.45) свинцовой проволоки диаметром около 1 мм, два из которых устанавливают на шейку вала 2, а остальные четыре–на стыковочную поверхность нижней половины вкладыша 3. Накладывают верхнюю половину вкладыша и крышку 1 подшипника и равномерно стягивают болты, крепящие крышку к корпусу 4 подшипника.
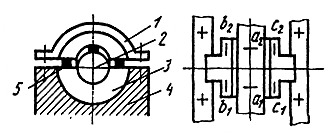
Рис.3.45. Схема измерения зазора между шейкой вала и вкладышем.
Болты затягивают так, чтобы смять проволоки. Затем снимают крышку и верхнюю половину вкладыша, извлекают проволоки и измеряют их толщины, которые составляют а1, b1, c1, и а2, b2, c2,
Зазор в произвольной точке ап
Наплавку баббита производят присадочными прутками, расплавленными как ацетлено-кислородным (или пропаном-бутановым), так и водородным пламенем. Предпочтительнее применение пропан-бутанового пламени, которое благодаря более низкой температуре обеспечивает лучшую структуру наплавляемого слоя, и водородного пламени, созданного пламени, созданного смесью газов из 90% водорода и 10% кислорода, причем 10% кислорода обеспечивают полное сгорание 20% водорода, а остальные 70% водорода образуют вокруг расплавленного баббита защитную среду, препятствующую проникновению кислорода к расплавленному металлу, чем предотвращается его окисление.
Структура баббита, наплавленного в струе водородного пламени, более мелкозернистая и плотная, износостойкость его выше. Кроме того, в струе водородного пламени можно наплавлять вместо дорогого баббита Б-83 более дешевый БН, имеющий высокие антифрикционные свойства, но не применяемый при заливке вследствие сложности технологии его расплавления и заливки.
Наплавку производят сварочной головкой СЧ-18 или ГС-53 с наконечником № 4—6. Баббитовые прутки, отлитые в угловой стали, должны быть длиной 400—700 мм и иметь в сечении прямоугольный треугольник с катетом 10—20 мм. Вкладыши подогревают до 50—60 °С, но не выше 80—100 °С.
Наплавку производят полосами, которые должны занимать нижнее горизонтальное положение.
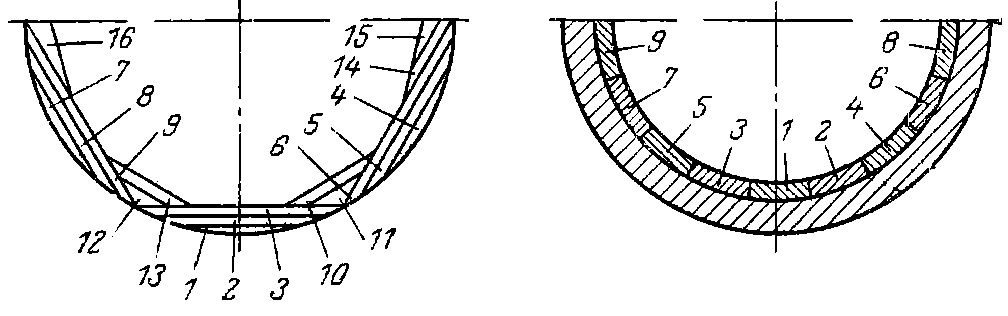
Рис.3.46. Схема наплавки баббита (а) и доплавки (б) на утонченный слой
Толщина наплавляемого слоя за один раз должна быть не более 5—6 мм, при большей толщине наплавляют требуемое количество слоев 1—16 в порядке, показанном на рис.3.46, а. Перед наплавкой последующего слоя предыдущий зачищается металлической щеткой до блеска. Схема наплавки полос 1—9 баббита на утонченный слой показана на рис.3.46, б. Укладывать на наплавляемую поверхность присадочные прутки горизонтально и расплавлять их категорически запрещается.
Детали, заливаемые баббитом, могут быть дельными или разъемными –из половинок. У разъемных деталей больших размеров каждую половинку заливают отдельно. Заливка осуществляется с соблюдением общих правил литья. Вкладыши перед заливкой должны быть нагреты до 270—300°С, а стержень (для образования отверстия в отливке) не ниже 400°С. Остывание баббита после заливки должно происходить снизу вверх. Для этого охлаждают нижнюю часть приспособления и подогревают верхнюю. Температура заливаемого баббита должна быть 400—410°С для марки Б-83 и 440—470°С для марки Б-16.
Наиболее частой причиной преждевременного износа и выхода из строя подшипников качения является их перегрузка. Лабораторными испытаниями установлено, что при дополнительном увеличении нагрузки на подшипник на 50% срок его службы сокращается в три раза, а на 100% –в 8—10 раз. Степень износа подшипников качения определяют, измеряя их радиальные и аксиальные зазоры на несложных приспособлениях, изготовляемых в мастерских электроцеха предприятия.
Подшипники заменяют новыми при следующих неустранимых дефектах, определяемых внешним осмотром: трещинах или сколах на кольцах, сепараторах или шариках (роликах); вмятинах или забоинах на поверхностях дорожек качения; признаках шелушения или выкра- шиванияповерхностей дорожек качения; царапинах или глубоких рисках, расположенных поперек пути качения шариков (роликов); повреждениях посадочных поверхностей, препятствующих посадке под- шипника на вал или в корпусе двигателя или ухудшающих ее; стуке, не устраняемом после промывки, повышенном шуме в подшипнике; забоинах или вмятинах на поверхности сепаратора; наличии четких отпечатков шариков (роликов) на дорожках качения.
Чтобы облегчить посадку подшипников на валу и обеспечить ее плотность, подшипники нагревают до 80–90 °С в масляной ванне или индукционным методом при помощи специального аппарата. Однако, несмотря на широкую распространенность этого метода нагрева, он имеет ряд недостатков. Подшипник нагревается длительное время и неравномерно: больше нагревается та его часть, которая расположена ближе к источнику тепла, подогревающего масло в ванне.
Метод индукционного нагрева подшипников качения в специальном аппарате лишен этих недостатков. Индукционным методом подшипники нагреваются примерно в 3 раза быстрее, чем в масляной ванне. Аппарат вмонтирован в огнестойкую асбоцементную плиту, на которую кладут нагреваемый подшипник.
В исключительных случаях можно применять подшипник, габаритные размеры которого допускают установку в гнездо при помощи промежуточных втулок (по наружному и внутреннему диаметру) и упорных колец (по ширине). Набивают подшипник густой смазкой на 2/3 объема камеры во избежание ее выдавливания в двигатель.
В современных электрических машинах малой и средней мощности применяют главным образом шариковые или роликовые подшипники качения, закрепляемые в подшипниковых щитах. Они просты в эксплуатации, хорошо противостоят резким колебаниям температуры, легко заменяются при износе. Крупные машины мощностью свыше 1000 кВт изготовляют на подшипниках скольжения, которые опираются на стояковыеопоры, устанавливаемые на общей фундаментной плите вместе со станиной двигателя.
В большинстве случаев ремонт подшипников скольжения сводится к смене изношенных втулок или перезаливке вкладышей.Работа подшипников скольжения зависит от величины зазора между шейкой вала и втулкой подшипника. Чем больше диаметр шейки вала, тем больше должен быть зазор. В подшипниках скольжения изнашиваемой деталью является баббитовая заливка вкладыша. Если зазор между вкладышем и шейкой вала превышает допускаемую величину или при ремонте машины обнаруживают отслаивание баббита от стенки стакана вкладыша, то баббит перезаливают.
Контрольные вопросы
1. Как исправляют ослабление прессовки сердечников?
2. Как исправляют резьбовые отверстия в корпусах?
3. Как исправляют ослабление посадки подшипников в щитах и на валах?
4. Какие дефекты могут быть исправлены на пластмассовых коллекторах н коллекторах на стальной втулке?
5. Какие дефекты могут быть устранены у литой и сварной короткозамкнутой обмотки роторов?
6. Как восстанавливают посадочные поверхностн на валах?
Источник