- Технология ремонта обмоток электрических машин — Ремонт обмоток якорей
- Содержание материала
- Обмотчик электрических машин — Ремонт обмоток якорей, катушек возбуждения
- Содержание материала
- Ремонт обмоток якоря
- Общее описание основных неисправностей обмоток якорей: электрический пробой изоляции на корпус или бандаж, замыкание между витками и секциями, механические повреждения паек. Правила подготовки якоря к ремонту, порядок его проведения и оценка результата.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Технология ремонта обмоток электрических машин — Ремонт обмоток якорей
Содержание материала
Часто у поступившего в ремонт якоря бывает трудно найти место замыкания обмотки на корпус. Для выявления замыкания надо покачивать обмотку в местах выхода ее из пазов.
Целостность обмотки якоря можно проверять методом падения напряжения, позволяющим обнаружить междувитковые замыкания, обрыв, некачественные пайки, неправильное соединение обмоток с коллектором. Этот метод позволяет находить катушку, соединенную с корпусом якоря. Для этого один щуп от источника питания присоединяют к валу или пакету, а вторым поочередно касаются коллекторных пластин (рис. 17). 
Рис. 15. Кантователь статоров электродвигателей:
1 — кольцо неподвижное; 2— винт стопорный; 3 — кольцо подвижное; 4 — винт для поджа- тия статора к столу; 5 — площадка; 5 — косынка; 7— стол; 8— пластины, удерживающие кольцо от выпадания
Рис. 16. Технологическая последовательность операций пайки и изоляции трубками межгрупповых соединений статорной обмотки из круглого провода:
1 — скрутка; 2 — трубки для изоляции концов катушечных групп; 3 — трубки для изоляции мест пайки; 4— электрод угольный; 5— электродомедный; 6— палочка медно- фосфористого припоя 
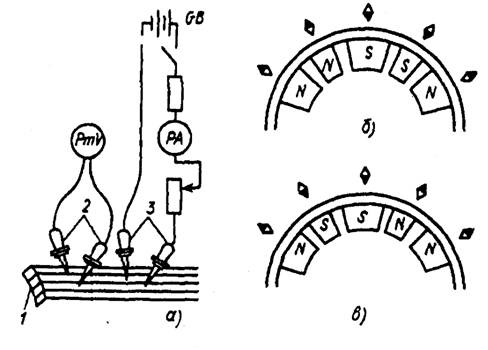
Рис. 17. Схемы проверки электрических машин постоянного тока:
а — качества паек в «петушках» и определения повреждений в обмотках; б — правильности
чередования полюсов в двигателях и генераторах
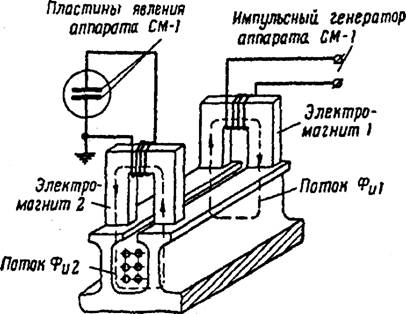
Рис. 18. Схема нахождения паза с короткозамкнутыми витками:
Фи1 — магнитный поток, создаваемый током импульсного генератора; Фи2 — магнитный поток от тока, протекающего по короткозамкнутым виткам
Минимальное показание милливольметра будет при соприкосновении щупа с пластинами, к которым присоединена катушка, замкнутая на корпус. Для этих же целей можно использовать трансформаторный метод (рис. 18). Последовательность операций по ремонту обмоток якорей приведена в табл.
Ремонт полюсных катушек. Последовательность операций по перемотке обмоток полюсных катушек приведена в табл.
Технологический процесс ремонта якоря
| Операция |
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 03.06.2015 |
| Размер файла | 151,0 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Размещено на http://www.allbest.ru/
Ремонт обмоток якоря
Основными неисправностями обмоток якорей являются электрический пробой изоляции на корпус или бандаж, замыкание между витками и секциями, механические повреждения паек. При подготовке якоря к ремонту с заменой обмотки очищают его от грязи масла, снимают старые бандажи и, распаяв коллектор, удаляют старую обмотку, предварительно записав все данные, необходимые для ремонта.
В якорях с миканитовой корпусной изоляцией часто бывает очень трудно извлечь секции обмотки из пазов. Если секции вынуть не удается, нагревают якорь в сушильном шкафу до 120 — 150 градусов, поддерживая температуру в течение 40 — 45 минут, и после этого их извлекают.
У электрических машин постоянного тока, поступающих в ремонт, чаще всего оказывается поврежденными катушки дополнительных полюсов, намотанные прямоугольной медной шиной пламя или на ребро. Повреждается не сама медная шина катушки, а изоляция между ее витками. Ремонт катушки сводится к восстановлению междувитковой изоляции перемоткой катушки.
Обмотки якоря из круглого провода при ремонте, как правило, заменяют. Обмотки якорей машин малой мощности наматывают вручную непосредственно в пазы сердечника. Предварительно изолируют пазы, торцы сердечника и участок вала, примыкающий к сердечнику; фрезеруются пазы в коллекторе.
Согласно разметке устанавливают в шлиц коллекторной пластины провод (начало секции) и вручную заводят его в соответствующие пазы, делая необходимое число витков. Конец секции заводят в шлиц соответствующей коллекторной пластины.
Катушечные обмотки якорей электрических машин средней мощности наматывают на шаблоны. Каждую катушку наматывают отдельно. Если катушка состоит из нескольких секций, то наматывают сразу все секции.
На промышленных предприятиях ремонт обмоток якоря из прямоугольного повода, как правило, включает ремонт отдельных или замену одной или нескольких катушек, вышедших из строя.
При ремонте обмоток полюсов их, как правило, снимают с полюсов. Для этого отворачивают болты, крепящие полюса к корпусу, отнимают полюса от корпуса и снимают их с обмотки. При ремонте обмоток добавочных полюсов находят место повреждения и, если это пробой на корпус, очищают его от поврежденной изоляции и наносят новую. Если неповрежденная изоляция служила довольно долго, то необходимо ее заменить. При витковом замыкании с катушки снимают корпусную изоляцию, раздвигают витки и прокладывают между ними новую витковую изоляцию. Как правило изоляцию промазывают клеящими лаками и высушивают. Изолированную обмотку несколько раз покрывают эмалью и сушат.
Обмотки якоря из круглого провода при ремонте, как правило, заменяют. Обмотки якорей машин малой мощности наматывают вручную непосредственно в пазы сердечника (рис. 11-1). Предварительно изолируют пазы 2, торцы сердечника 3, участок вала 4, примыкающий к сердечнику; фрезеруются пазы в коллекторе. Согласно разметке устанавливают в шлиц коллекторной пластины провод (начало секции) и вручную заводят его в соответствз’ющие пазы, делая необходимое число витков. Конец секции заводят в шлиц соответствующей коллекторной пластины. Лобовые части 1 плотно прижимают к валу.
Якорь электрической машины малой мощности
Обмотку выполняют без подъема шага: первые катушки обеими сторонами укладывают на дно пазов, а последние — обеими сторонами в верхнюю часть пазов. При этом лобовые части распределяются неравномерно: у первых катушек они прижимаются к торцам якоря и к валу, а у последних — располагаются в верхнем слое. В пазы устанавливают клинья из дерева или толстого электрокартона. В некоторых якорях поверх клиньев при балансировке устанавливают медные пластины для устранения небаланса.
На лобовые части накладывают шнуром бандаж (на рисунке не показан); выводы обмотки припаивают к коллекторным пластинам и якорь пропитывают в лаке. Перед сушкой салфетками удаляют лак с вала и коллектора. После пропитки коллектор протачивают, продораживают (при необходимости) и якорь балансируют.
Катушечные обмотки якорей электрических машин средней мощности наматывают на шаблоны. Каждую катушку наматывают отдельно. Если катушка состоит из нескольких секций, то наматывают сразу все секции. Например, если в катушке три секции и каждая секция имеет один элементарный проводник, то намотку ведут тремя проводами с трех бухт. Если секция состоит из двух элементарных проводников, то намотку ведут шестью проводами с шести бухт. На рис. 11 -2 показана катушка, имеющая три секции, и каждая секция намотана одним проводом. Начала и концы секций маркируют для правильной впайки в шлицы коллектора; перед снятием с шаблона катушку перевязывают в нескольких местах.
Перед укладкой обмотки в якорь его осматривают и проверяют коллектор. При осмотре якоря убеждаются в отсутствии острых углов в пазах, остатков изоляции и т.п. Обнаруженные дефекты устраняют. Коллектор проверяют контрольной лампой на отсутствие замыкания коллекторных пластин между собой. Затем проводят изолирование пазов и обмоткодержателей. Пазы изолируют простынками 5 (рис. 11-3), которые должны выступать из сердечника на 3-5 мм с каждой стороны.
При изолировке обмоткодержателя 9 его обвертывают несколькими слоями киперной или стеклянной ленты. Затем, продолжая наматывать ленту, под нее подкладывают полосы гибкой изоляции, обеспечив два-три слоя. Сверху полосы скрепляют лентой. Иногда обмоткодержатели, расположенные со стороны, обратной коллектору 8, имеют небольшой конус. Изолировку такого обмоткодержателя проводят следующим образом.
На обмоткодержатель накладывают стеклоткань в два раза шире обмоткодержателя, при этом край ткани свисает. Стеклоткань крепят бандажом, который наматывают на место обмоткодержателя, где проточена канавка. Бандаж удерживает ткань от сползания с обмоткодержателя. Затем вдоль обмоткодержателя накладывают небольшие полоски изоляции или большие полосы, предварительно сделав на них надрезы, чтобы они плотно легли на конусную часть обмоткодержателя. Не обрывая ленты, заворачивают наверх свисающий край стеклоткани и плотно обматывают его лентой. Высота изоляции обмоткодержателя должна доходить до дна паза. В ответственных якорях при наложении изоляции ее промазывают лаком и сушат.
После изолировки якорь размечают. На рис. 21-10 показана разметка якоря при условии, что шаг по пазам равен 1-8, по коллектору — 1 -41; середина паза 1 расположена напротив середины миканитовой изоляции между коллекторными пластинами 12 и 13.
Катушка якоря, состоящая из всех секций
Якорь машины постоянного тока
неисправность якорь ремонт обмотка
Укладку начинают с паза 1. Уложив в низ паза катушку, ее концы устанавливают в коллекторные пластины 1, 2, 3. Вторую сторону катушки в паз не заводят, так как она должна располагаться в верхней его части, но в низу паза еще отсутствует катушка. Затем таким образом устанавливают следующие катушки и выводные концы заводят в соседние пластины. Укладку ведут в левую сторону. После того как уложат восьмую катушку в низ паза, вторую ее сторону можно уложить в верх первого паза, так как внизу уже есть катушка, с которой начинают укладку.
Таким образом, обходят весь якорь и. уложив в пазы 2-8 нижние стороны последних катушек, укладывают в эти пазы верхние стороны первых катушек. Вторые выводы каждой катушки также заводят в шлицы коллектора. При этом шаг по коллектору 1-41. При заведении вторых выводов их заводят в том же порядке, как и первые, т.е. первая секция в коллекторные пластины 1 и 41, вторая — в 2 н 42. третья — в 3 н 43. После укладки верхних катушек подгибают изоляцию паза и забивают с торца клинья (рис. 11 -4). Во время укладки между лобовыми частями обмотки прокладывают изоляцию 3 (см. рис. 11-3).
Особенно тщательно проводники изолируют в местах, близких к коллектору. Верхний и нижний ряды изолируют между собой прокладкой 11; проводники в одном ряду изолируют между собой лентой 10, прокладывая ее так, как показано на рисунке. Надежная изоляция необходима, чтобы витки не замыкались во время припайки их к коллекторным пластинам, а также во время работы электрической машины.
Следующие операции — наложение бандажей, припайка проводников к коллекторным пластинам, пропитка и отделка.
неисправность якорь ремонт обмотка
Полузакрытый паз якоря с двухслойной обмоткой из круглого провода: 1 — клин; 2 — корпусная. изоляция; 3 — верхняя катушка об мотки; 4 — прокладка между слоями; 5 — нижняя катушка обмотки
Ремонт обмоток якорей из прямоугольного провода
На промышленных предприятиях ремонт обмоток якоря из прямоугольного провода, как правило, включает ремонт отдельных катушек или замену одной или нескольких катушек, вышедших из строя. Полную замен)’ обмоток производят крайне редко, так как изготовление обмоток требует специальной оснастки и необходимо иметь медные провода или медную шинку определенного сечения.
При ремонте отдельных катушек определяют вид неисправности и находят неисправную катушку и место повреждения. Если повреждена сторона катушки, расположенная в верху паза, то снимают бандаж со стороны коллектора, выбивают клинья, выпаивают катушку из коллектора, осторожно достают из паза сторону катушки и устраняют повреждение. Восстанавливают изоляцию между проводниками. В паз устанавливают изоляцию в виде простынки и опускают сторону катушки в паз. При этом изоляция должна быть такой толщины, чтобы катушка могла войти в паз и не повредить изоляцию. Для того чтобы катушка легче пошла в паз, ее натирают парафином. Затем припаивают ее к коллекторной пластине и накладывают бандаж.
Более сложен ремонт при замене катушки или ремонте стороны катушки, лежащей в низу паза. При таком ремонте снимают оба бандажа, выбивают клинья из пазов, распаивают необходимое количество коллекторных пластин и вынимают из пазов столько верхних слоев катушек, сколько нужно для того, чтобы достать поврежденную катушку из пазов. Затем проводят ремонт катушки: восстанавливают изоляцию, заменяют обгоревшие провода, в некоторых случаях восстанавливают провод, напаивая отдельные участки. При укладке в пазы устанавливают новые изоляционные простынки для верхних частей катушек
Ремонт и замена щеткодержателя
При ремонте электрических машин наиболее часто встречаются такие неисправности щеткодержателя, как ослабление пружин, оплавление или механические повреждения.
Ослабление пружин щеткодержателя и, как результат этого, снижение нажатия на щетку устраняют регулировкой пружин, а при отсутствии такой возможности — заменой дефектной пружины новой заводского изготовления. Величину нажатия пружины щеткодержателя после регулировки или замены проверяют так, как показано на рис. 7. Удельное нажатие щеток зависит от марки и плотности тока щеток, конструкции машины.
Для определения, величины нажатия щеток 3 на коллектор 1 под щетку подкладывают полоску тонкой бумаги или фольги, затем одновременно тянут одной рукой за шнурок, привязанный к крючку динамометра, а другой рукой — за полоску бумаги (фольги) и замечают показание динамометра в момент, когда, бумагу (фольгу) можно легко вытянуть из-под щетки. Удельное нажатие определяют как частное от деления величины, показанной динамометром в граммах, на поперечное сечение щетки в квадратных сантиметрах.
Отклонения в величине нажатия отдельных щеток одного полюса машины постоянного тока не должны превышать 10%. Все устанавливаемые на отремонтированной машине щетки должны быть одной марки. Марки щеток подбирают в соответствии с указаниями завода-изготовителя, так как каждый тип машины выпускают со строго подобранными марками щеток. При подборе щеток учитывают необходимую плотность тока под щетками, окружную скорость коллектора или контактных колец, род тока и напряжения, мощность электродвигателя и режим его работы. В асинхронных двигателях мощностью до 100 кВт применяют щетки МГ и МГС, а в машинах постоянного тока — Г и ЭГ.
Подбор необходимой величины удельного нажатия и марок щеток способствует улучшению контакта между щетками и коллектором, однако этого недостаточно для того, чтобы создать надежный и хороший контакт. Необходимо, чтобы контактные поверхности щеток были тщательно притерты (пришлифованы) к поверхности коллектора. Для этого устанавливают щетку 3 в держатель 2, а затем, приподняв ее, накладывают полоску стеклянной бумаги на поверхность коллектора / (абразивной поверхностью к щетке) и опускают щетку. Для пришлифовки щеток применяют только мелкозернистую стеклянную бумагу №100. Прижимая бумагу к поверхности коллектора и держа ее за концы, протягивают бумагу от одного крайнего положения до другого и до тех пор, пока щетка не притрется.
Обоймы и другие детали щеткодержателя оплавляются из-за сильного искрения и образования кругового огня. При легком оплавлении щеткодержатель очищают от копоти, грязи и нагара, а при сильном — заменяют новым. Механические повреждения щеткодержателя (заусенцы, вмятины, выгибы) устраняют опиловкой и правкой. Одним из часто встречающихся в щеткодержателях повреждений является электрическая коррозия внутренней поверхности обоймы в результате нарушения прохождения тока с щетки на обойму. Это нарушение устраняют подтяжкой контактов в цепи тока.
Окончив ремонт щеткодержателей машин постоянного тока, проверяют правильность сборки и расстановку щеткодержателей по отношению к коллектору, а также притирают щетки. Эту работу выполняют очень тщательно, так как малейшее нарушение порядка расстановки щеткодержателей или несоблюдение расстояний от щеткодержателей до коллектора может привести к нарушению нормальной работы машины и повышенному износу коллектора и щеток. Правильной является шахматная расстановка щеток, при которой щетки равномерно покрывают всю поверхность коллектора.
При расстановке щеток учитывают, что износ коллектора под щетками разной полярности неодинаков. Поэтому щеткодержатели располагают так, чтобы щетки двух соседних болтов разной полярности работали по одному щеточному следу, а щетки следующей пары болтов — по другому следу, т.е. в промежутках между щеточными следами первой пары болтов. Устанавливая щеткодержатели, следят за тем, чтобы расстояние от обоймы до поверхности коллектора было 2-4 мм. Для того чтобы щетки свободно передвигались в обойму, между ними должен быть зазор 0,1-0,4 мм в направлении вращения и 0,2-0,5 мм — в направлении оси коллектора.
Размещено на Allbest.ru
Подобные документы
Основные характеристики и классификация якорей. Держащая сила, механическая прочность и критерии оптимальной конструкции якоря. Влияние свойств грунтов для выбора типа якоря. Классические и самозакапывающиеся якоря для шельфовых плавучих сооружений.
реферат [4,0 M], добавлен 21.01.2016
Основные электрические величины. Определение основных размеров трансформатора, разновидности обмоток и порядок расчета их параметров. Механические силы в обмотках при коротком замыкании. Коэффициент полезного действия трансформатора, пути его повышения.
курсовая работа [541,8 K], добавлен 28.03.2011
Изучение устройства и принципа действия станка для рядовых обмоток. Расчет типового механизма привода. Правила техники безопасности во время работы с данными станками для рядовых обмоток и оказания первой помощи. Экономическое обоснование проекта.
курсовая работа [640,9 K], добавлен 06.12.2011
Назначение и описание детали «остов якоря», точностные характеристики ее поверхности. Выбор станочного оборудования и режущих инструментов. Описание технологического процесса, программа обработки детали. Расчет режимов резания, контроль качества.
курсовая работа [52,3 K], добавлен 29.07.2012
Расчет основных электрических величин и размеров трансформатора. Определение параметров короткого замыкания и магнитной системы исследуемого устройства. Тепловой расчет трансформатора: обмоток, бака, а также превышений температуры обмоток и масла.
курсовая работа [228,8 K], добавлен 21.10.2013
Источник
