Pereosnastka.ru
Обработка дерева и металла
Оборудование независимо от назначения и конструкции в процессе эксплуатации претерпевает изменения технических показателей. Уменьшается производительность, увеличивается потребляемая мощность, нарушается точность работы отдельных узлов и деталей и постоянство технологических параметров. Для поддержания парка оборудования в рабочем состоянии следует регулярно проводить его ремонт. Своевременные плановые осмотры и ремонты обеспечивают безаварийную работу оборудования и ликвидируют вынужденные его простои. На объем ремонтных работ влияет соблюдение правил эксплуатации и технического обслуживания оборудования, качество изготовления оборудования на заводе-поставщике, продолжительность эксплуатации машин и своевременное выявление дефектов, что достигается постоянным контролем за работой оборудования.
В молочной промышленности ремонт, как правило, проводят в период подготовки к сезону массового поступления молока (IV и I кварталы). Предварительно составляют «План подготовки сети к сезону», в котором предусматривают ремонт технологического, холодильного, паросилового, санитарно-технического и другого оборудования в условиях действующего предприятия. Осуществляют ремонт слесари, электрики, сварщики, станочники и другие ремонтные рабочие. Холодильное оборудование, как правило, ремонтируют машинисты холодильных установок, а оборудование паросилового участка — кочегары. Руководит ремонтными работами механик завода.
Для правильной организации ремонта должна быть обеспечена материально-техническая подготовка производства работ, проведено технически грамотное их планирование, предусмотрена прогрессивная технология ремонта и механизация слесарных, такелажных и других работ, обеспечена специализация и закрепление ответственных исполнителей за каждый вид оборудования. На молочных заводах применяют узловой и агрегатный методы ремонта. Значительно сокращается простой оборудования в ремонте. Агрегатный метод рекомендуется в том случае, если машину или” аппарат можно демонтировать и отправить на специализированный ремонтный завод. Некоторые ремонтно-механические заводы изготовляют запасные части к технологическому и холодильному оборудованию, выпускают нестандартизированное оборудование и металлоконструкции, а также производят централизованный ремонт машин и аппаратов молочной промышленности.
Технологический процесс ремонта включает наружный осмотр и разборку оборудования на отдельные узлы, а узлов — на детали, их мойку и чистку; дефектовку и сортировку деталей на годные, негодные, подлежащие восстановлению; составление дефектной ведомости, восстановление или замену изношенных деталей, сборку; опробование и пуск оборудования; наладку на заданный режим работы; окраску (если она требуется) и сдачу отремонтированного оборудования в эксплуатацию. В промышленности получили распространение несколько методов дефектовки.
Осмотр невооруженным глазом используют Для обнаружения трещин, изломов, изгибов и т. д. Осмотр при помощи оптических приборов (лупы, микроскопа) позволяет выявить дефекты резьбовых, шпоночных соединений и зубчатых зацеплений. Метод измерений применяют для определения износа деталей путем сравнения размеров изношенной детали с первоначальными.
Акустический метод (проверка на слух) основан tia установлении Неисправностей в Машине По дополнительным (посторонним) шумам (в сепараторах, фризерах, компрессорах и др.).
Термический (тепловой) метод включает определение условий работы пар трения по температуре наружных поверхностей (корпусов подшипников). Гидравлическое и пневматическое испытания применяют для обнаружения трещин, пористости, неплотностей и других дефектов. Магнитные методы служат для выявления в стальных деталях трещин и волосовин. Одним из этих методов является магнитно-порошковый, когда испытываемую деталь намагничивают и посыпают железной пудрой или погружают деталь в керосиновую ванну со взвешенной железной пудрой. В местах концентрации магнитных силовых линий (над трещинами) сгущается металлическая пудра. После дефектовки деталь размагничивают. Другой магнитный метод основан на различной величине магнитной проницаемости качественных и дефектных участков детали, что фиксируется через наушники по характерному звуку.
Методы дефектоскопии, основанные на молекулярных свойствах жидкости, обладающей хорошей смачивающей способностью, небольшой плотностью и высоким коэффициентом поверхностного натяжения разделяются на пробы керосиновую, масляную и содовую. Керосиновую пробу применяют для обнаружения невидимых невооруженным глазом (волосяных) трещин. Деталь погружают на 15—20 мин в керосин, затем вынимают, обтирают, сушат, покрывают тонким слоем меловой обмазки, которая в местах трещин будет темнее в результате выступающего из трещин керосина.
Просвечивание рентгеновскими и гамма-лучами позволяет выявить раковины, трещины, иепро-вары, шлаковые включения в ответственных сварных соединениях (паровые котлы, холодильные установки и др.). Метод основан на различной интенсивности лучей, прошедших через качественные и дефектные участки детали.
Ультразвуковой метод используют для определения дефектов коленчатых валов, блоков цилиндров, картеров, рам компрессоров и других машин, а также качества сварных швов с помощью дефектоскопов.
При выборе метода следует вначале отдать предпочтение наиболее простым и доступным, затем применять более сложные, проводимые силами специальных организаций (например, ультразвуковой метод).
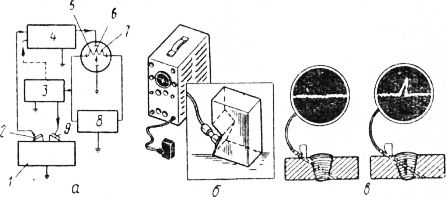
Рис. 1. Контроль сварных швов ультразвуковым методом:
а —схема: 1 — испытываемый образец, 2 — приемник, 3 — генератор, 4 — усилитель, 5 — начальный импульс; 6 — сигнал от дефекта; 7 — донный сигнал, 8 — генератор развертки, 9 — излучатель; б — общий вид дефектоскопа; в — сигналы дефектоскопа (слева — шов без дефекта, справа — с трещиной и непроваром).
Техник-механик как руководитель ремонтных работ и квалифицированный слесарь-ремонтник должны знать назначение, устройство узлов и деталей ремонтируемого оборудования, уметь своевременно определять признаки, характер износа деталей, владеть современными способами дефектовки и восстановления изношенных деталей. Персонал, обслуживающий парк оборудования, должен правильно применять на практике систему планово-предупредительного ремонта оборудования.
Источник
Ремонт оборудования для машинного доения и первичной обработки молока
Ремонт доильных установок
Перед ремонтом оборудование промывают и дезинфицируют. Для этого в систему молокопровода включают агрегат ОМ-1360М для циркуляционной промывки с напором моющего раствора до 0,3 МПа. Моющие растворы приготовляют из растворов специальных синтетических порошков марок:
- А — для жесткой воды
- Б — для воды средней и малой жесткости
- В — при мягкой воде (низкой жесткости)
Продолжительность промывки — 5-10 мин.
Для дезинфекции используют препараты: осветленный 0,2%-ный раствор хлорной извести; 0,1—0,2%-ный раствор хлорамина, 0,1-0,2%-ный раствор гипохлорида кальция. Время дезинфекции и последующей промывки теплой водой — по 3 мин. В последнее время для промывки применяют 5%-ные растворы моюще-дезинфицирующих средств «Детергент», «Дезмол» и «Триас-1» при температуре 45-60 «С. После удаления раствора систему промывают теплой водой в течение 8-10 мин.
Основные неисправности доильных установок возникают у вакуумных насосов, в вакуум-проводе, молокопроводе и в доильных аппаратах.
Для определения герметичности системы доильных установок и качества работы вакуумных насосов применяют индикатор КИ- 4840 или прибор КИ-1413, который включают в систему вместо вакуум-регулятора. Если при проверке воздух в системе плохо откачивается, то прибор подключают к насосу и проверяют его работу. Величина вакуума в вакуум-проводе коровника должна быть 52 кПа, в машинном отделении — 61 кПа.
При необходимости резьбовые соединения труб вакуумной магистрали разбирают, наматывают на резьбу новое уплотнение из льняной пряди, пропитанной суриком или белилами, и соединяют. Трещины или раковины на трубах и на корпусе вакуум-баллона заваривают, а затем испытывают баллон на герметичность водой под давлением 0,2 МПа. Вмятины и неровности буртика горловины вакуум-баллона выправляют и зачищают наждачной бумагой. Крышка должна плотно присасываться к горловине дна без пропуска воздуха при разряжении 26 кПа. Резиновую прокладку, пропускающую воздух, заменяют. Износ пробки и гнезда корпуса доильного крана, нарушающего работу доильного аппарата, устраняют притиркой пастой ГОИ и проверяют, погружая кран в ванну с водой под давлением воздуха 0,17 МПа.
После сборки вакуумную магистраль испытывают на герметичность опрессовкой водой (0,15 МПа) 2-3 мин.
Резиновые детали доильного аппарата, имеющие трещины, надрывы или потерявшие упругость, заменяют новыми. Изно-шенные клапан и регулировочный винт пульсатора заменяют новыми, изготовленными из нержавеющей стали. Молочный кран, обратный клапан, клапан пульсатора, сопрягаемые поверхности крышки и корпуса коллектора, пробку крышки доильного ведра притирают. Трещины на корпусе доильного ведра и на стакане заваривают аргонно-дуговой сваркой.
При сборке пробку крана крышки доильного ведра смазывают смазкой, в состав которой входит 60-80% технического вазелина и 40-20% нефтяного парафина.
Сосковая резина под действием нагрузок теряет свои упругие свойства. Кроме того, она впитывает молочный жир, разбухает, становится жесткой. Резина вытягивается и деформируется, поэтому ее меняют еженедельно, кипятят в 3-5%-ном растворе каустической соды, промывают в горячей воде и укладывают «на отдых» на 3-4 недели. Натяжение резины проверяют на специальных приборах КИ-9070 или 8-27-17. При усилии 60 Н длина резины должна быть 155±2 мм, при большей длине ее обрезают. Для одного доильного аппарата резину по упругости подбирают одинаковой, разница в длине допускается не более 5 мм.
Вмятины на корпусе фил игра, деформацию корпуса и поддона охладителя, вмятины на алюминиевых трубах устраняют ударами молотка, применяя оправки. Неровности и вмятины на плоских деталях охладителя, прилегающих к резиновым прокладкам, устраняют проточкой на токарном станке. Водяную полость отремонтированного охладителя испытывают на герметичность под давлением 0,3 МПа в течение 2-3 мин.
Молочную линию после ремонта проверяют на герметичность при вакууме 56,5 кПа, который не должен снижаться в течение 5 мин более чем на 14,6 кПа.
Вакуумные насосы
При износе ротора, корпуса, лопаток снижается качество работы насоса из-за увеличения зазоров: осевого — между ротором и крышками, радиального — между лопатками ротора и корпусом и зазором между лопатками и пазами ротора. Увеличение осевого зазора вызывает также расход смазки. Если эффективность работы насоса снижается более чем на 25%, его следует ремонтировать.
Насосы РВН-40/350 и ФЦ-40/130 разбирают и собирают на стенде 8731. Для выпрессовки подшипников из крышек используют упор и комплект оправок. При разборке вакуумных насосов УВБ 02.000 на поворотный стол стенда устанавливают специальную площадку.
Осевой зазор между крышками насоса и ротором допускается не более 0,45 мм. При износе более 0,2 мм внутренние поверхности крышек шлифуют. Торцы ротора, изношенные более чем на 0,2 мм, шлифуют на один из четырех ремонтных размеров (через 0,5 мм). Биение ротора более 0,04 мм устраняют правкой. При зазоре между пазом и лопаткой более 0,1 мм пазы фрезеруют до одного из трех ремонтных размеров (через 0,1 мм). Отклонение от параллельности паза относительно оси ротора допускается не более 0,08 мм на длине ротора.
Лопатки выбраковывают при износе более чем на 0,2 мм по длине и 0;1 мм по толщине, наличии повреждений вследствие заклинивания ротора.
Наибольший износ корпуса насоса наблюдается в зонах, прилегающих к всасывающему и выхлопному окнам. При износе более 0,25 мм внутреннюю поверхность растачивают и хонингуют на один из шести ремонтных размеров (через 0,5 мм).
Длина текстолитовых лопаток должна соответствовать длине ротора. Поэтому новые лопатки укладывают в пазы ротора и подгоняют под необходимый размер по длине одновременно с обработкой торцовых поверхностей ротора или фрезеруют отдельно. При обработке торцов лопаток надо строго соблюдать перпендикулярность их сторон. Несоблюдение перпендикулярности может привести к перекосу и заеданию лопаток в пазах ротора или защемлению их между боковыми крышками.
В вакуум-регуляторе изнашиваются соединения гнездо корпуса — тарелка клапана. При малых износах герметичность клапана восстанавливают притиркой, при больших — гнездо клапана подторцовывают до получения острых кромок, а клапан заменяют.
После сборки производят обкатку и испытание насоса на стенде КИ-9116 или 8719, проверяют подачу насоса при остаточном давлении 48±2 кПа и предельное остаточное давление.
Молочные насосы
В процессе эксплуатации нарушается герметичность насосов вследствие износа уплотнительных колец и манжет, появляются вмятины и коробления крышки, трещины и обломы диффузора, патрубка, клапана, изнашиваются рабочие поверхности корпуса, крыльчатки, наконечника.
После наружной очистки насос разбирают на стенде 8794, детали моют в моечной машине ОМ-8811, используя моющее средство А, Б или В (концентрация раствора 5-10 г/л, темпера-тура 80-90 °С).
При трещинах и обломах любого характера, износе рабочих поверхностей или повреждений резьбы крыльчатку и корпус насоса бракуют.
Трещины в сварных соединениях крышки заваривают, вмятины устраняют правкой, предварительно нагревая дефектное место газовой горелкой.
Наконечник бракуют при износах посадочных поверхностей более допустимых под крыльчатку и вал электродвигателя. Патрубок, диффузор, клапан, кольцо графитовое и другие неметаллические детали бракуют при трещинах и обломах любого характера.
Собранный насос обкатывают и испытывают на стенде 8803. Во время обкатки проверяют уплотнения и напор в рабочей полости.
Ремонт холодильных установок
В холодильных установках при текущем ремонте устраняют утечки через неплотности хладона и масла, ремонтируют или заменяют детали вентилятора, очищают фильтр, промывают компрессор и испаритель, регулируют приборы автоматики, устраняют неисправности компрессора.
Утечку хладона обнаруживают галоидными, спиртовыми, пропановыми и бензиновыми лампами. Лампы состоят из баллона и головок-горелок. Утечку фреона определяют, проверяя зажженной горелкой лампы возможные места утечек. При небольшой утечке фреона пламя горелки окрашивается в зеленый цвет, при большой — в синий или голубой. Во время ремонта фреон удаляют из системы, устраняют дефекты, заправляют и снова проверяют систему.
При текущем ремонте компрессоры разбирают только в объеме, обеспечивающем устранение неисправностей. Определение технического состояния компрессора, а также обкатку после замены движущихся частей при текущем ремонте проводят на стенде 8765. Сначала проводят холодную обкатку (без клапанов), а затем под нагрузкой. Предохранительный клапан регулируют на давление 0,4 МПа. В конце обкатки проверяют наличие вакуума всасывания и производительность по мановакуумметру и манометру. Вакуум на входе должен быть не менее 58 кПа, а давление на выходе не менее 0,3 МПа.
Ремонт оборудования для хранения и переработки молока
Молочные фляги типа ФА перед ремонтом моют раствором моющих средств типа А, Б или В при температуре 80-90 °С. Вмятины на цилиндрических поверхностях фляг правят на специальных стендах, прокатывая корпус между роликами.
Трещины в деталях из алюминиевых сплавов заваривают аргонно-дуговой сваркой. Участки поверхности с сошедшей полудой после зачистки, обезжиривания, нанесения водного раствора хлористого цинка нагревают паяльной лампой до температуры 300-320 °С и наносят олово, растирая его паклей по облуживаемой поверхности. Облуженный корпус промывают водой и нейтрализуют в 3-5%-ном растворе кальцинированной соды.
Герметичность корпуса фляг контролируют сжатым воздухом под давлением 0,02 МПа. Флягу погружают в ванну с водой и выдерживают в течение 15 с, при этом не должно появляться пузырьков выходящего воздуха.
Перед испытанием на удар при свободном падении фляги наполняют водой и закрывают, а затем сбрасывают в вертикальном положении на опорный обруч с высоты 60 см на деревянный пол. После испытания не должно быть нарушения крепления опорного обруча и герметичности фляги.
Герметичность прилегания крышки контролируют опрокидыванием закрытой фляги, наполненной водой не менее чем на 50%. Флягу выдерживают в перевернутом положении не менее 5,мин, при этом не должно быть течи воды.
Танки-охладители перед ремонтом обезжиривают в 15%-ном растворе каустической соды при температуре 70-80 °С с последующей промывкой горячей водой. Участки внутреннего цилиндра с очагами коррозии вырезают и приваривают аргоннодуговой сваркой новые, изготовленные из алюминиевого сплава. Вмятины на поверхности выравнивают с помощью молотка и подставки. Трещины запаивают припоем ПОС90.
Износ поверхностей пробки и гнезда корпуса клапана устраняют проточкой и притиркой пробки к гнезду. Изношенные резиновые прокладки заменяют новыми. При ослаблении соединений обшивки допускается подчеканка заклепок или установка заклепок большего диаметра.
В мешалке шестерни с изношенными зубьями, изношенные втулки и сальник заменяют новыми. Шейки валов наплавляют и обрабатывают до номинального размера. В собранном редукторе валы должны вращаться без заеданий при проворачивании вала мешалки рукой. После сборки редуктор обкатывают в течение 15-20 мин с погруженной в воду мешалкой.
Молочные сепараторы типа COM-3-lOOO могут иметь следующие дефекты: износ резьбы трубки основания барабана, износ шпонки и шпоночного паза, разрушение резинового кольца, повреждение тарелок и нарушение балансировки барабана, износ подпятника, червячного колеса и муфты.
При значительном повреждении резьбы или посадочных мест корпуса барабана его заменяют новым, так как работа с таким барабаном может привести к аварии.
Деформированные тарелки барабана тщательно выправляют на конусной оправке. В случае ослабления пакета тарелок необходимо добавить 1-2 тарелки, чтобы собранный пакет находился в сжатом состоянии.
Следы износа на подпятнике устраняют шлифованием в специальном приспособлении, обеспечивающем перпендикулярность опорной поверхности и оси веретена. При ослаблении посадки внутренней обоймы горлового подшипника на веретене и при износе рабочей поверхности червячной части более чем на 1/4 толщины винтовой нитки веретено выбраковывают. Червячное колесо с трещинами или изношенными зубьями заменяют. Смятую лыску ведомого валика обгонной муфты углубляют и ставят стопорный болт большей длины. Изношенные накладки фрикционных колодок заменяют.
Балансировку барабанов молочных сепараторов выполняют на специальных стендах или на приспособленных для этой цели станинах сепараторов. С этой целью в станине против верхней части веретена делают вырез. При проверке сбалансированности барабану сообщают номинальную частоту вращения и после отключения от привода наносят цветным карандашом отметки в местах наибольшего биения. Положение дисбаланса вначале определяют, касаясь карандашом внутренней поверхности центральной трубки. Для уравновешивания на кожух барабана с противоположной стороны карандашной отметки изнутри крышки барабана наплавляют олово. Аналогично устраняют биение веретена. Контуры хорошо отбалансированного барабана при проверке на рабочей частоте вращения резко очерчены. Положение барабана по высоте регулируют винтом подпятника.

Рис. Определение положения дисбаланса барабана сепаратора: I и II — стадии балансировки; 1 — карандаш; 2 и 4 — уравновешивающие грузы; 3 и 5 — карандашные отметки.
Проверка сепаратора после ремонта заключается в определении времени, в течение которого барабан набирает нормальную частоту, вращения (2-3 мин) и полностью останавливается без торможения (не менее 3 мин). Затем в молоко-приемник заливают 4—5 л подогретой воды и проверяют работу сепаратора. При нормальной частоте вращения вода должна выходить из обоих рожков, а ее утечка через уплотнения и отверстия под фиксаторы тарелкодержателя и крышки не допускается.
В пастеризаторных установках возможны следующие дефекты: изгиб молокоприемника, вмятины и трещины поплавка, деформация вытеснительного барабана, износ паровоздушного клапана, уменьшение упругости пружин, изгиб вала барабана, потеря герметичности соединений.
Изогнутые места маслоприемника правят деревянным молотком на специальной оправке. Трещины латунного поплавка запаивают. Из поврежденного поплавка предварительно сливают молоко, для чего на месте трещины сверлят два отверстия. Затем поплавок промывают и просушивают. В качестве припоя используют чистое олово (содержание свинца не более 1%). Вмятины поплавка устраняют вытягиванием деформированного участка за предварительно припаянную к нему проволоку.
Трещины и пробоины на молокопроводах заваривают электродуговой сваркой, в вытеснительном барабане — устраняют пайкой, а износившуюся полуду восстанавливают. Лужение всех поверхностей, соприкасающихся с молоком, проводят чистым «пищевым» оловом. При лужении и пайке барабана может создаваться повышенное давление от нагрева, вследствие чего появляется опасность разрыва швов. Во избежание этого в барабане просверливают отверстие, соединяющее внутреннюю его полость с атмосферой. Испытание барабана на герметичность производится нагнетанием воздуха во внутреннюю полость до давления 0,02 МПа через это же отверстие при погружении барабана в воду или нанесением на швы мыльного раствора.
В пластинчатых пастеризационно-охладительных установках нарушается герметичность в теплообменных пластинах из-за старения резиновых уплотнительных прокладок. Новые прокладки приклеивают термопреновым клеем, который наносят на очищенные и обезжиренные поверхности пластин и прокладок, выдерживают в течение 20-30 мин, после чего прокладки вставляют в желобки уплотнительных пластин и прикатывают роликом. Пластины с прокладками устанавливают в специальное приспособление и выдерживают в прижатом состоянии 5 суток при температуре 20-25 °С. Гидравлическое испытание теплообменных пластин проводят под давлением 0,35 МПа.
Источник