Экспертная оценка и анализ физического износа оборудования
Экспертный анализ физического износа
Этот метод предполагает привлечение экспертов для оценки фактического состояния станков и оборудования исходя из их внешнего вида, условий эксплуатации и других факторов. В качестве экспертов можно использовать работников службы главного механика или ремонтной службы предприятия. Также оценщик может воспользоваться уже имеющимися данными периодически проводимых обследований состояния оборудования.
Коэффициент физического износа определяется по справочной таблице (см. табл. 1) либо в зависимости от фактического состояния объекта, определяемого экспертным путем, либо в зависимости от предполагаемого остающегося срока службы, выраженного в процентах, определяемого по формуле
Во = (Всс — Вх)/ Всс х 100% = 8,7/ 13 х 100% = 67%
Укрупненная оценка технического состояния оборудования для определения коэффициента физического износа
| Оценка состояния | Состояние оборудования | Оставшийся срок службы, % | Физический износ, % |
| Новое | Новое оборудование, установленное и еще не эксплуатировавшееся в отличном состоянии | 91. 100 | 0. 5 |
| Очень хорошее | Практически новое оборудование, бывшее в недолгой эксплуатации и не требующее ремонта или замены каких-либо частей | 81. 90 | 6. 15 |
| Хорошее | Бывшее в эксплуатации оборудование, полностью отремонтированное или реконструированное, в отличном, состоянии | 61. 80 | 16. 35 |
| Удовлетворительное | Бывшее в эксплуатации оборудование, требующее некоторого ремонта или замены отдельных мелких частей | 36. 60 | 36. 60 |
| Условно пригодное | Бывшее в эксплуатации оборудование в состоянии, пригодном для дальнейшей эксплуатации, но требующее значительного ремонта или замены главных частей, таких как двигатель или других ответственных узлов | 16. 35 | 61. 80 |
| Неудовлетворительное | Бывшее в эксплуатации оборудование, требующее капитального ремонта, такого как замена рабочих органов основных агрегатов | 2,6. 15 | 81. 90 |
| Негодное к применению, лом | Оборудование, в отношении которого нет разумных перспектив на продажу, кроме как по стоимости основных материалов, которые можно из него извлечь | 0. 2,5 | 91. 100 |
Пример 1
Станок находится в эксплуатации 7 лет. По мнению одного эксперта состояние В — хорошее, по мнению второго и третьего экспертов — удовлетворительное. Определить коэффициент физического износа станка, принимая во внимание, что весомость мнений экспертов одинакова.
1. Хорошему состоянию объекта соответствует коэффициент износа от 16 до 35. Среднее значение коэффициента износа в процентах равно:
K1,2 = (16 + 35)/ 2 = 25,5.
2. При удовлетворительном состоянии коэффициент износа находится в интервале от 36 до 60. Среднее значение коэффициента износа в процентах равно:
К3 = (36 + 60) / 2 = 48.
3. Так как весомость мнений экспертов одинакова, то вес мнения каждого эксперта равен:
4. Определяем коэффициент износа в процентах:
Кф = 25,5 x 0,33 + 48 x 0,33 + 48 x 0,33 = 40,1.
Метод корреляционных моделей
В основу данного метода положена формула, выведенная для металлорежущего оборудования Быковой В. и Ковалевым А.П. в 2000 году. В результате корреляционного анализа ими было установлено, что зависимость между коэффициентом физического износа и возрастом оборудования наилучшим образом описывается с помощью степенной функции:
а и в — некие коэффициенты, зависящие от состояния вторичного рынка оборудования;
Вх — хронологический возраст оборудования.
После обработки информации авторами было установлено, что а = 0,0932; в = 0,7075, и техническое состояние объекта можно учесть через коэффициент а.
В результате регрессионного анализа была получена зависимость коэффициента а от технического состояния:
а = 0,2082 — 0,0034 х Б,
где Б — количество баллов по шкале экспертных оценок (табл. 1).
Балльная шкала уровней технического состояния
| Уровень технического состояния | Характеристика технического состояния | Средний балл |
| Очень хорошее | Оборудование мало эксплуатировалось; соблюдался комплекс операций по техническому обслуживанию (ремонту); не требуется замены деталей и узлов | 50 |
| Хорошее | Оборудование эксплуатировалось при нагрузках значительно меньше номинальных (т.е. было слабо загружено), полностью отремонтировано с заменой части деталей и узлов (обновлено) | 40 |
| Среднее | Оборудование в удовлетворительном состоянии, требуется проведение небольшого ремонта с заменой незначительных деталей, эксплуатировалось при нагрузках, близких к номинальным | 30 |
| Посредственное | Оборудование в работоспособном техническом состоянии, но требуется проведение капитального ремонта с заменой некоторых основных частей | 20 |
| Плохое | Оборудование эксплуатировалось с нарушением комплекса операций по техническому обслуживанию (ремонту), требуется проведение капитального ремонта с заменой или обновлением основных рабочих агрегатов | 10 |
Таким образом, формула определения коэффициента физического износа имеет вид:
Кф = (0,2082 — 0,0034 х Б) х В 0,7075 ,
Данная формула выведена для металлорежущего оборудования, но ею можно пользоваться для определения физического износа другого технологического оборудования.
Пример 2
Оборудование на момент оценки проработало 10 лет. Требуется капитальный ремонт. Определить коэффициент физического износа.
1. Техническое состояние оборудования оценивается как посредственное, т.е. по табл. 2. Б = 20.
2. Определим коэффициент физического износа:
Кф = (0,2082 — 0,0034 x 20) x l0 0,7075 = 0,715, т.е. 71,5%.
3. Если мы используем только таблицу 1., то это оборудование попадает в раздел «условно пригодное» и имеет коэффициент физического износа от 65% до 80%. Для уточнения этого результата нам понадобились бы данные об оставшемся сроке службы.
Москва, «Русская оценка», Редактор В.П. Антонов
Источник
Обслуживание по фактическому состоянию (ОФС).
Основная идея обслуживания по фактическому техническому состоянию состоит в устранении отказов оборудования путем применения методов распознавания технического состояния оборудования по совокупности его виброакустических характеристик, выявления имеющихся или развивающихся дефектов и определения оптимальных сроков проведения ремонтных работ.
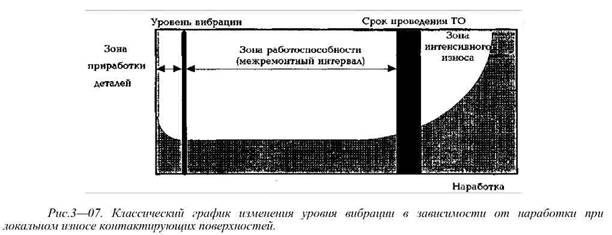
Техническая база ОФС основана на том, что существует взаимосвязь между возможными техническими неисправностями агрегата и диагностическими параметрами, которые молено контролировать. Другими словами, большинство распознаваемых дефектов, которые могут возникать в агрегате, имеют определенные диагностические признаки и параметры, предупреждающие о том, что дефекты присутствуют, развиваются и могут привести к отказу. Диагностические признаки дефектов могут включать параметры вибрации, технологические и режимные параметры (температуру, нагрузку, давление, влажность и др.), частицы износа в смазке и т. д. В частности, при износе деталей наблюдается изменение уровня вибрации, см. рис. 3 — 07. Следовательно, проводя мониторинг различных параметров, характеризующих работу оборудования, можно вовремя обнаружить изменение технического состояния оборудования и провести техническое обслуживание только тогда, когда возникает реальная возможность ухода его параметров за недопустимые пределы, т.е. когда дальнейшая эксплуатация невозможна.
Обслуживание по фактическому техническому состоянию имеет ряд преимуществ по сравнению с ППР:
— наличие постоянной информации о состоянии агрегатов, охваченных мониторингом (вибродиагностика позволяет определять «проблемное» и «нормальное» оборудование), позволяет планировать и выполнять техническое обслуживание и ремонт без остановки производства и практически исключить отказы (внеплановые остановы) оборудования;
посредством внедрения ОФС можно добиться увеличения эффективности производства от 2 до 10%;
— прогнозирование и планирование объемов технического обслуживания и ремонта «проблемного» оборудования; снижение расходов по техническому обслуживанию за счет минимизации ненужного ремонта (увеличение межремонтного интервала) «нормального» оборудования;
в результате проведения мониторинга технического состояния агрегатов и их обслуживания по фактическому состоянию внеплановый объем работ, вызванный чрезвычайными ситуациями, обычно составляет менее 5% от общего объема работ, а время простоя оборудования составляет не более 3% от времени, затраченного на техническое обслуживание; опыт показывает, что типичные расходы на ремонт при аварийных отказах оборудования в среднем в 10 раз превышают стоимость ремонта при вовремя обнаруженном дефекте;
— обеспечение эффективности ремонта за счет послеремонтного вибрационного обследования;
опыт показывает, что примерно от 2 до 10% новых деталей имеют дефекты изготовления, которые могут привести к быстрому выходу замененной детали из строя и/или отказу оборудования, а также вызвать повреждение других нормально функционировавших деталей; дефектная деталь или нарушения технологии сборки в ряде случаев могут быть обнаружены в процессе проведения виброиспытаний после ремонта;
эффективное планирование распределения обслуживающего персонала, запасных частей, инструмента и др.; возможность сокращения резервного оборудования;
повышение качества продукции;
качество продукции в некоторых случаях может подвергаться неблагоприятному воздействию со стороны оборудования, имеющего механические дефекты; поскольку качество продукции часто проверяется на заключительном этапе производственного процесса, до момента обнаружения проблемы может быть произведено большое количество низкокачественного
продукта; мониторинг технического состояния и упреждающий ремонт позволяют не допускать изменения механического состояния оборудования до приводящего к браку, поскольку ремонт может быть произведен до того, как будет поставлено под угрозу качество продукта;
— улучшение охраны труда и устранение нарушений экологических требований;
проведение ремонтных работ в чрезвычайной обстановке внезапного отказа и опасности внеплановой остановки производства приводит к повышению травматизма;
устранение источников повышенной вибрации или, например, недопущение фрикционного износа щелевых уплотнений может снизить удельные затраты энергии на 1..15%;
— эффективность переговоров с поставщиками оборудования относительно его гарантийного ремонта, восстановления, замены или изменения конструкции;
поскольку записываемые параметры вибрации документально отображают техническое состояние агрегата в момент пуска, приработки и гарантийной эксплуатации, они являются доказательствами для арбитража;
Основой обслуживания по фактическому техническому состоянию является вибромониторинг оборудования. Наблюдение за развитием и применением средств измерений показывает, что предприятия (особенно крупные) начинают осуществлять программу ОФС именно с распознавания и определения состояния оборудования при помощи мониторинга вибрации и, получив экономический эффект, внедряют и другие технические новинки в этой области. Затраты на вибромониторинг и вибродиагностику, в случае добросовестного, обоснованного и систематического применения, обычно окупаются за 2. 6 месяцев использования. Если предприятие обладает достаточно обширным парком оборудования, то, как правило, сначала группа вибродиагностики состоит из одного или двух специалистов, а плановые обследования распространяются только на самые ответственные и крупные агрегаты. Но спустя год или более, по мере нарастания экономического или технического эффекта от внедрения метода, а также приобретения положительного опыта от реализации программы ОФС, парк оборудования расширяется и на вспомогательное оборудование, именно на котором вибродиагностика и вибромониторинг наиболее эффективны.
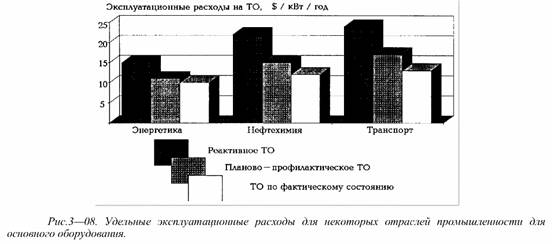
Анализ эксплуатационных расходов показывает, что переход от «реактивного» обслуживания одного и того же парка оборудования к ППР приводит к снижению затрат в 1,5 раза, а к ОФС — почти в два раза. Это проиллюстрировано рис. 3 — 08: наиболее заметно сокращение удельных эксплуатационных расходов на ТО в нефтехимии и на транспорте, особенно в перекачке нефти и газа.
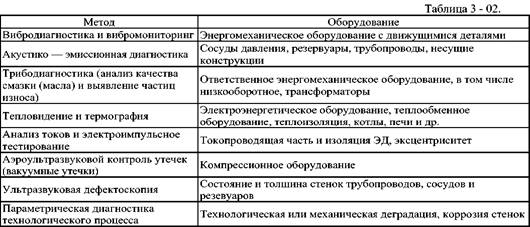
Обслуживание оборудования по фактическому техническому состоянию базируется на применении ряда методов технической диагностики и распознавания технических состояний, которые, в сочетании, позволяют определять большую часть различных дефектов, возникающих в технологическом оборудовании предприятия. В таблице 3 — 02 представлен список наиболее распространенных методов технической диагностики и распознавания технических состояний оборудования, применяемых при ОФС.
Источник
Ремонта оборудования по техническому состоянию




![]()
![]()
Эксплуатация ОПО требует особого внимания к вопросам безопасности и это особенно актуально в условиях, когда физическое старение во многих отраслях промышленности значительно опережает темпы технического перевооружения. Из-за износа и накопления повреждений при эксплуатации оборудование подвергается ремонту.
Для восстановления работоспособности оборудования применяют следующие виды ремонта:
-ремонт по фактическому техническому состоянию.
Реактивный ремонт имеет ограниченное применение и предполагает выполнение ремонта оборудования только в том случае, если оно выходит из строя или полностью вырабатывает свой ресурс. Его применяют при использовании легкозаменяемого недорогого оборудования при наличии дублирования наиболее важных участков технологического процесса.
При невозможности или нецелесообразности дублирования применяют систему ППР – это совокупность организационно-технических мероприятий по техническому обслуживанию и ремонту, проводимых в плановом порядке. После отработанного заданного числа часов проводится определённый вид планового ремонта – регламентное техническое обслуживание, текущий, средний и капитальный ремонты.
Для обеспечения безопасности производства и надежности работы оборудования в настоящее время более надёжным и экономичным является применение системы ремонтов по техническому состоянию, а не система планово-предупредительных ремонтов.
Основное отличие заключается в том, что при ремонтах по техническому состоянию вывод в ремонт конкретной единицы оборудования осуществляется из-за возникновения дефекта в каком-либо узле, а не по среднестатистическим данным.
Изменение технического состояния оборудования под действием различных эксплуатационных факторов: ухудшающих (износ, старение, деформация, процессы коррозии и др.) и восстанавливающих (различные регламентные ремонтные работы) можно моделировать. Имеются различные математические модели, которые опираются на следующее выражение, зависимость:
dx\dt = Q (x, y, z, t) , где
х — техническое состояние, y и z — факторы, соответственно ухудшающие и восстанавливающие техническое состояние, t — текущее время.
Эту зависимость можно проиллюстрировать графиком: графическая модель изменения технического состояния оборудования в процессе эксплуатации.
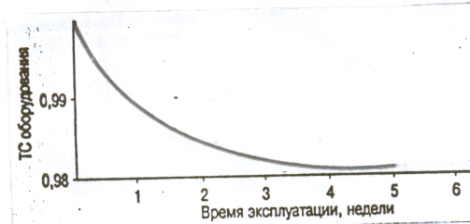

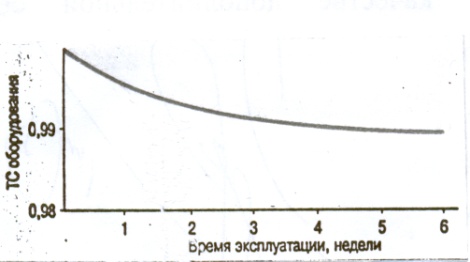
В общем случае техническое состояние оборудования определяется действием внезапных и постепенных отказов. Вероятность безотказной работы при постепенных отказах подчиняется гамма-закону, а при внезапных — экспоненциальному.
Исходя из графика, началом формирования аварии следует считать момент выхода технического состояния оборудования за установленный нижний предел вероятности безотказной работы.
Для осуществления возможности ремонтов по техническому состоянию необходимо:
—оперативная диагностика при помощи автоматизированных и автоматических систем (температура, давление, вибрации и др.);
—экспертные обследования (визуальный контроль, измерение геометрических параметров, толщинометрия, определение химсостава, анализ структуры, контроль мех характеристик, дефектоскопические обследования различными методами неразрушающего контроля);
—экспертный анализ повреждений, выявление механизмов повреждений;
-проведение расчетов и исследований напряженно-деформированного состояния, уточнение механизмов повреждений, параметров технического состояния;
-определение остаточного ресурса объекта на основе имеющейся информации;
-принятие решения о возможности и условиях дальнейшей эксплуатации объекта.
Проведение такого комплекса работ по техническому диагностированию требует высокой квалификации специалистов и экспертов, наличие поверенных средств измерения. Поэтому система ремонтов по техническому состоянию возможна при помощи аккредитованных независимых экспертных организаций. Ремонты по техническому состоянию — сложная задача, но решаемая и выполнима при применении высокоточных систем диагностирования, разработки математических моделей, максимально приближенных к действительному поведению объекта в реальных условиях эксплуатации, при составлении и ведении базы данных по отказам и регламентным работам — все это приводит нас к необходимости применения мониторинга.

Компенсирующие мероприятия назначаются с учетом доминирующего механизма повреждения и типа выявленных дефектов.
Возможные механизмы повреждений:
-хрупкое разрушение — склонность к хрупкому разрушению, трещиноподобные дефекты;
-коррозия (эрозия) — общекоррозионный износ, локальный коррозионный износ, вздутия и расслоения;
-повреждения от огня — изменения характеристик металла, трещиноподобные дефекты, местные нарушения геометрической формы;
-механические повреждения — трещиноподобные дефекты, местные нарушения геометрической формы;
Источник