Ремонт очков фишер прайс
Дельта принтеры крайне требовательны к точности изготовления комплектующих (геометрия рамы, длины диагоналей, люфтам соединения диагоналей, эффектора и кареток) и всей геометрии принтера. Так же, если концевые выключатели (EndStop) расположены на разной высоте (или разный момент срабатывания в случае контактных концевиков), то высота по каждой из осей оказывается разная и мы получаем наклонную плоскость не совпадающая с плоскостью рабочего столика(стекла). Данные неточности могут быть исправлены либо механически (путем регулировки концевых выключателей по высоте), либо программно. Мы используем программный способ калибровки.
Далее будут рассмотрены основные настройки дельта принтера.
Для управления и настройки принтера мы используем программу Pronterface.
Калибровка принтера делится на три этапа:
1 Этап. Корректируем плоскость по трем точкам
Выставление в одну плоскость трех точек — A, B, C (расположенных рядом с тремя направляющими). По сути необходимо уточнить высоту от плоскости до концевых выключателей для каждой из осей.
Большинство (если не все) платы для управления трехмерным принтером (В нашем случае RAMPS 1.4) работают в декартовой системе координат, другими словами есть привод на оси: X, Y, Z.
В дельта принтере необходимо перейти от декартовых координат к полярным. Поэтому условимся, что подключенные к двигателям X, Y, Z соответствует осям A, B, C.(Против часовой стрелки начиная с любого двигателя, в нашем случае смотря на логотип слева — X-A, справа Y-B, дальний Z-C) Далее при слайсинге, печати и управлении принтером в ручном режиме, мы будем оперировать классической декартовой системой координат, электроника принтера сама будет пересчитывать данные в нужную ей систему. Это условность нам необходима для понятия принципа работы и непосредственной калибровки принтера. 
Точки, по которым мы будем производить калибровку назовем аналогично (A, B, C) и позиция этих точек равна A= X-52 Y-30; B= X+52 Y-30; C= X0 Y60. 
Алгоритм настройки:
- Подключаемся к принтеру. (В случае “крагозяб” в командной строке, необходимо сменить скорость COM порта. В нашем случае с 115200 на 250000 и переподключится)

После чего мы увидим все настройки принтера. - Обнуляем высоты осей X, Y, Z командой M666 x0 y0 z0.
И сохраняем изменения командой M500. После каждого изменения настроек необходимо нажать home (или команда g28), для того что бы принтер знал откуда брать отсчет. - Калибровка принтера производится “на горячую”, то есть должен быть включен подогрев стола (если имеется) и нагрев печатающей головки (HotEnd’а) (Стол 60град., сопло 185 град.) Так же нам понадобится щуп, желательно металлический, известных размеров. Для этих задач вполне подойдет шестигранный ключ (самый большой, в нашем случае 8мм, он предоставляется в комплекте с принтерами Prizm Pro и Prizm Mini)
- Опускаем печатающую головку на высоту (условно) 9мм (от стола, так, что бы сопло еле касалось нашего щупа, т.к. высота пока что не точно выставлена.) Команда: G1 Z9.
- Теперь приступаем непосредственно к настройке наших трех точек.
Для удобства можно вместо g- команд создать в Pronterface четыре кнопки, для перемещения печатающей головки в точки A, B, C, 0-ноль.


Далее командой меняем параметры высоты оси Y: M666 Y <посчитанная величина>
M666 Y0.75
M500
G28
2 Этап. Исправляем линзу
После того как мы выставили три точки в одну плоскость необходимо произвести коррекцию высоты центральной точки. Из за особенности механики дельты при перемещении печатающей головки между крайними точками в центре она может пройти либо ниже либо выше нашей плоскости, тем самым мы получаем не плоскость а линзу, либо вогнутую либо выпуклую. 
Корректируется этот параметр т.н. дельта радиусом, который подбирается экспериментально.
Калибровка:
- Отправляем головку на высоту щупа в любую из трех точек стола. Например G1 Z9 X-52 Y-30
- Сравниваем высоту центральной точки и высоту точек A,B,C. (Если высота точек A, B, C разная, необходимо вернутся к предыдущей калибровки.)
- Если высота центральной точки больше остальных, то линза выпуклая и необходимо увеличить значение дельта радиуса. Увеличивать или уменьшать желательно с шагом +-0,2мм, при необходимости уменьшить или увеличить шаг в зависимости от характера и величины искривления (подбирается экспериментально)
- Команды:
G666 R67,7
M500
G28 - Подгоняем дельта радиус пока наша плоскость не выровняется
3 Этап. Находим истинную высоту от сопла до столика
Третьим этапом мы подгоняем высоту печати (от сопла до нижней плоскости — столика) Так как мы считали, что общая высота заведомо не правильная, необходимо ее откорректировать, после всех настроек высот осей. Можно пойти двумя путями решения данной проблемы:
1 Способ:
Подогнав вручную наше сопло под щуп, так что бы оно свободно под ним проходило, но при этом не было ощутимого люфта,
- Командой M114 выводим на экран значение фактической высоты нашего HotEnd’а
- Командой M666 L получаем полное значение высоты (Параметр H)
- После чего вычитаем из полной высоты фактическую высоту.
- Получившееся значение вычитаем из высоты щупа.
Таким образом мы получаем величину недохода сопла до нижней плоскости, которое необходимо прибавить к полному значению высоты и и записать в память принтера командами:
G666 H 235.2
M500
G28
2 Способ:
Второй способ прост как валенок. С “потолка”, “на глаз” прибавляем значение высоты (после каждого изменение не забываем “уходить” в home), добиваясь необходимого значения высоты, но есть шанс переборщить со значениями и ваше сопло с хрустом шмякнется об стекло.
Как сделать авто калибровку для вашего принтера и что при этом авто калибрует принтер вы узнаете из следующих статей.
Источник
Запчасть к детским очкам Fisher Price
Фирма Fisher Price выпускает замечательные детские оправы для очков. У купленного нами изделия дужка крепится к очкам не с помощью шарнирного соединения, как у обычных «взрослых» очков, а резиновой вставкой.
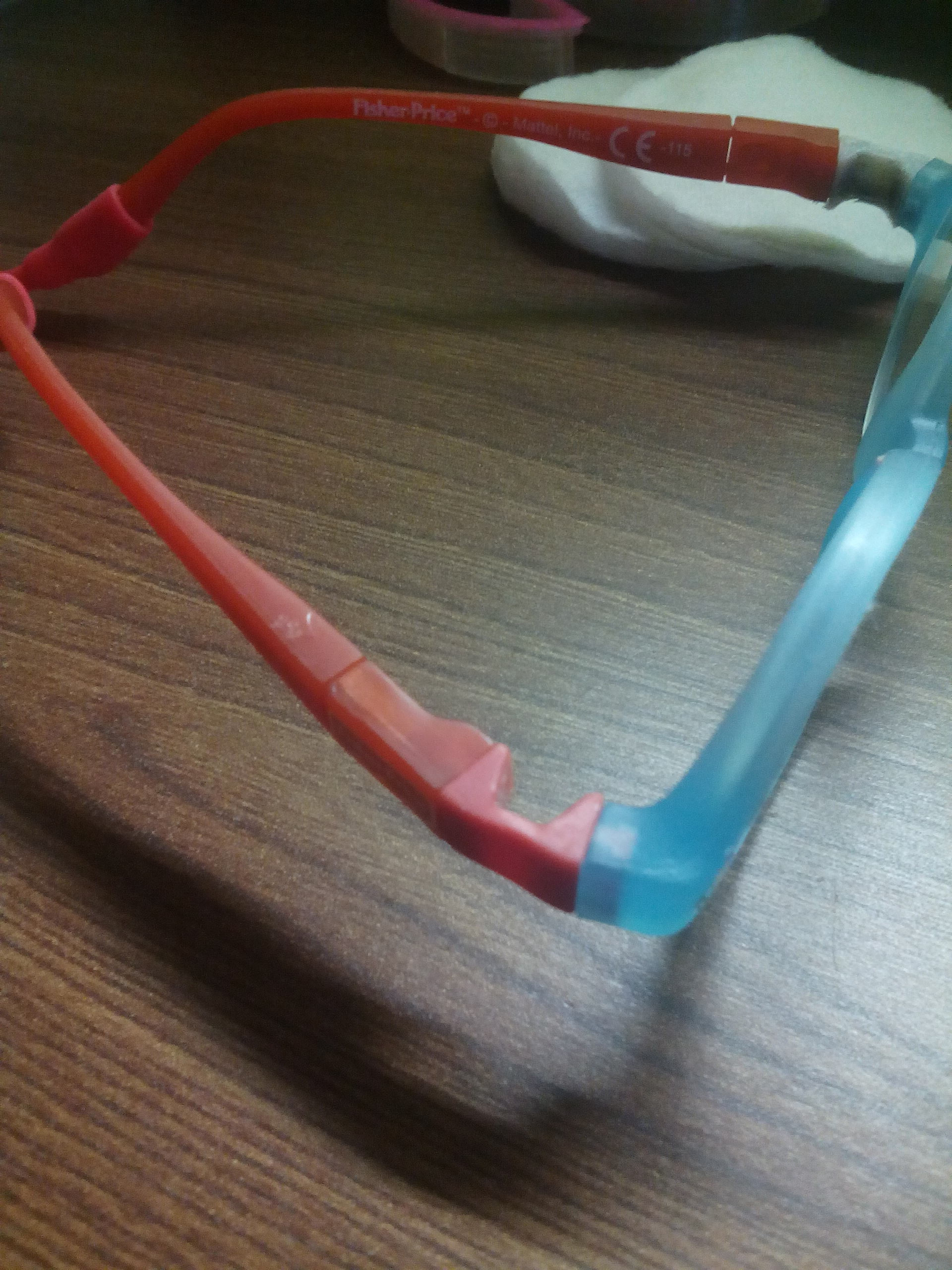
Элемент крепления этой, очевидно полиуретановой, вставки к очкам и к дужке очень миниатюрный и является слабым местом конструкции. Это стало очевидно, когда дочка на игровой площадке упала, ударившись как раз областью этой детальки. У дочки, понятно, фингал, а элемент крепления полиуретановой детальки оторвался и соответственно дужка оторвалась от очков. В результатах поиска — дужки за неадекватные 1600 руб.
Конечно же замоделил в Blender.

И распечатал пластиком flex Verbatim на самосборном Prusa i3:





Параметры печати в Slic3r: высота слоя 0.25, ширина слоя auto, заполнение 90%, brim 5mm, t сопла — 220, стола — 100, обдув постоянный 70%, скорость 10 — 20 мм/с, лак на фото, печатал сразу 2 детальки. Красная на фото — оригинальная деталька. Напечатанная деталь замечательно справляется со своей функцией. Кому надо выложу .stl или .blend.
Кому что-то подобное нужно- обращайтесь, рад буду помочь.
Источник
Ремонт очков фишер прайс
Как подобрать оправу для ребёнка самостоятельно, без визита в оптику.
На самом деле данная процедура довольно не сложная, нужно лишь правильно сопоставить размеры оправы, данные рецепта и вашего малыша, а мы вам расскажем, как это сделать, на примере детской оправы Fisher — Price . На нашем сайте в каталоге оправ Fisher — Price для каждой модели указаны все основные размеры, давайте ещё раз разберём все значения более конкретно.
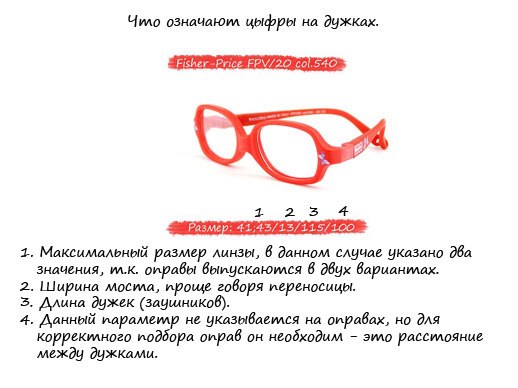
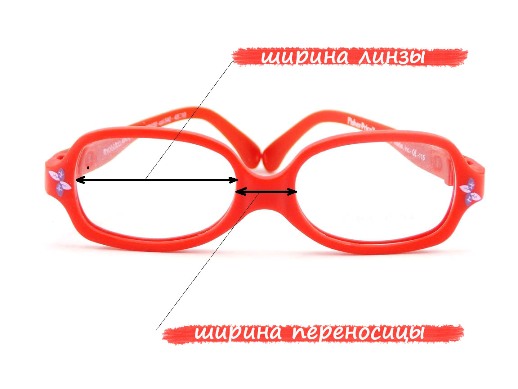
Первое значение – это максимальная ширина линзы, то есть максимальный размер от края до края ободка. Все детские оправы Fisher — Price , а именно каждая модель выпускается в двух размерах, соответственно на одной и той же модели, например FPV 20 максимальная ширина линзы может быть 41 или 43 мм. Следующий размер оправы имеет постоянное значение и обозначает ширину моста, то есть переносицы, данное значение в среднем составляет 14-16 мм и мало меняется.
Далее указывается длина дужки, данная величина, как правило, никакой роли не играет, так как дужки подгибаются по необходимой длине. Последний параметр в размере детских оправ Fisher — Price обозначает максимальную ширину между дужками с внутренней стороны и соответствует расстоянию между висками, так как оправы выпускаются в двух размерах, мы указываем наибольшую, данный параметр не указывается на оправах, но он является очень важным, при самостоятельном подборе.

С размерами оправ разобрались, теперь поговорим о данных ребёнка, в первую очередь смотрим на рецепт, и выбираем форму линз оправы. Если у вашего ребёнка присутствует астигматизм, то желательно остановить свой выбор на оправах с круглой линзой, которая будет полностью закрывать глаз малыша и обеспечит хорошую обзорность. В принципе во всём модельном ряде детских оправ Fisher — Price линзы достаточно объёмные и полностью закрывают глаз ребёнка, исключая подглядывание. Основным параметром при выборе оправы Fisher-Price является расстояние между висками, измеряется оно при помощи обычной линейки, приложенной колбу. Внимание, расстояние измеряется по прямой линии!
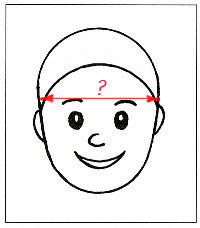
Вот примерные данные в соотношении центровки из рецепта и расстояния между висками.
- Центровка 42-48 мм, расстояние между висками 90-100 мм.
- Центровка 48-54 мм, расстояние между висками 100-110 мм.
- Центровка 54-56 мм, расстояние между висками 110-120 мм.
- Центровка более 56 мм, расстояние между висками более 120 мм.
Давайте рассмотрим вариант подбора оправы на конкретном примере. Мы имеем следующие данные рецепта:
- OD (правый глаз) sph +1,50 cyl +0,75 ax 90
- OS (левый глаз) sph +1,50 cyl +1,00 ax 80
- Dpp 48 мм.
Итак, исходя из данных рецепта, мы видим, что у ребёнка присутствуют цилиндры cyl +0,75 и +1,00, следовательно, присутствует астигматизм, а значит и форма линзы в оправе преимущественно должна иметь круглую форму и полностью закрывать глаз. Расстояние между зрачками довольно маленькое, а при самостоятельном измерении расстояния между висками должно получиться значение около 100мм. Исходя из этих параметров в каталоге оправ Fisher — Price свой выбор можно остановить на моделях у которых последняя цифра в размере 100мм. Это могут быть Fisher — Price FPV 18,19,20 и так далее. С моделями определились, теперь осталось выбрать ту которая больше понравится внешне.
Частые ошибки при выборе оправы.
Длинные дужки, очки сваливаются, а значит не подходят! Это одна из самых распространённых ситуаций при выборе оправы Fisher-Price, запомните, любая оправа выправляется по индивидуальным параметрам, как это сделать самостоятельно мы расскажем позже.
Мне не нравится у оправ Fisher-Price круглая форма линз! Очень часто при выборе оправы родители руководствуются только внешними данными, забывая о том, что очки в первую очередь должны выполнять лечебную функцию, а не быть аксессуаром.
Зрачок должен быть строго по центру линзы! В идеальном случае да, но это не строгое условие, так как при изготовлении очков линзы устанавливаются согласно данным рецепта с соблюдение межзрачкового расстояния.
Надеемся, что наша статья поможет вам сделать правильный выбор при самостоятельном подборе оправы Fisher — Price . Напоминаем, что если у Вас возникли вопросы, вы можете обратиться к нам через раздел контакты.
Источник