- Ремонт и техническое обслуживание ВАЗ 1111 (Ока)
- Руководства по эксплуатации, обслуживанию и ремонту ВАЗ 1111 Ока
- Ремонт и эксплуатация автомобиля ВАЗ-1111.
- Ремонтируем ВАЗ-1111/11113 Ока.
- Устройство, обслуживание, диагностика, ремонт ВАЗ-1111/11113 Ока.
- Устройство, ремонт ВАЗ-1111/11113 Ока.
- Устройство, ремонт, эксплуатация, ТО, каталог деталей ВАЗ-1111.
- Эксплуатация и техническое обслуживание ВАЗ-1111/11113 Ока.
- Скидки от справочной
- Руководство по ремонту Ваз 1111 ОКА
- Ремонт ВАЗ «ОКА» 1111 1988-2008
Ремонт и техническое обслуживание ВАЗ 1111 (Ока)
3-дверный 4-местный хэтчбек особо малого класса с поперечным расположением двигателя и приводом на передние колеса. Выпуск Оки начат в 1989 году на Волжском автомобильном заводе. Двигатель — двухцилиндровый рабочим объемом 650 куб.см., в 1997 году увеличен до 750 куб.см. объем. В настоящее время пролизводство автомобилей Ока передано Камскому автомобильному заводу, а также Серпуховскому автозаводу. Кроме базовых моделей КамАЗ-11113 и СеАЗ-11113, предлагаются варианты с ручным управлением, предназначенные для инвалидов. Благодаря очень низкой цене представляет интерес для экспорта.
Эта небольшая машинка была разработана на волжском автозаводе для «корпоративного» выпуска на трех заводах — ваз, КамАЗ и СеАЗ (в инвалидном варианте). На волжском автомобильном выпускается с 1990 года.
Отличительные особенности — скромные габаритные размеры, передний привод, двухцилиндровый двигатель с рабочим объемом 650 кубических сантиметров («половинка» «восьмерочного» мотора), универсальный трехдверный кузов со складываемым задним сиденьем.
Позже появилась модификация 11113 с более мощным двигателем 0,75 литра. Кроме того, на базе «Оки» разработан электромобиль, штучно собирающийся в Опытно-Промышленном Производстве.
Несколько лет назад на волжском автозаводе выпуск «Оки» прекращен, теперь ее производят только КамАЗ и СеАЗ, хотя силовые агрегаты (только 0,75 литра) по-прежнему производит только ваз.
Copyright © 2007-2021 Все права защищены. Все торговые марки являются собственностью их владельцев.
Источник
Руководства по эксплуатации, обслуживанию и ремонту ВАЗ 1111 Ока

Руководство по ремонту и эксплуатации двигателя TJ376QE и КПП 5T063A используемых на автомобиле Ока.
- Автор: —
- Издательство: Tianjin FAW Xiali Automobile Co., Ltd.
- Год издания: 2007
- Страниц: 39
- Формат: PDF
- Размер: 2,8 Mb
Ремонт и эксплуатация автомобиля ВАЗ-1111.

Мультимедийное руководство по эксплуатации и ремонту автомобиля ВАЗ-1111 Ока
- Автор: —
- Издательство: —
- Год издания: —
- Страниц: —
- Формат: —
- Размер: 153,2 Mb
Ремонтируем ВАЗ-1111/11113 Ока.
Руководство по ремонту автомобилей ВАЗ-1111/11113 Ока.
- Автор: —
- Издательство: За рулем
- Год издания: —
- Страниц: 212
- Формат: DjVu
- Размер: 25,1 Mb
Устройство, обслуживание, диагностика, ремонт ВАЗ-1111/11113 Ока.
Руководство по техническому обслуживанию и ремонту автомобилей ВАЗ-1111/11113 Ока с двигателями объемом 0,65/0,75 л.
- Автор: —
- Издательство: За рулем
- Год издания: 2012
- Страниц: 226
- Формат: —
- Размер: —
Устройство, ремонт ВАЗ-1111/11113 Ока.
Руководство по ремонту автомобилей ВАЗ-1111/11113 Ока.
- Автор: —
- Издательство: Транспорт
- Год издания: 1992
- Страниц: 223
- Формат: DjVu
- Размер: 4,7 Mb
Устройство, ремонт, эксплуатация, ТО, каталог деталей ВАЗ-1111.
Руководство по эксплуатации, техническому обслуживанию и ремонту + каталог деталей автомобиля ВАЗ-1111 Ока.
- Автор: —
- Издательство: Колесо
- Год издания: —
- Страниц: 256
- Формат: —
- Размер: —
Эксплуатация и техническое обслуживание ВАЗ-1111/11113 Ока.
Руководство по эксплуатации и техническому обслуживанию автомобилей ВАЗ-1111/11113 Ока.
- Автор: —
- Издательство: —
- Год издания: 2001
- Страниц: 133
- Формат: PDF
- Размер: 24,1 Mb

Скидки от справочной
При упоминании АСС вы можете получить скидки на запчасти и услуги
Автомобильная Справочная Служба: автоновости, запчасти в Красноярске для иномарок и отечественных автомобилей, машины в разборках, ремонт автомобилей, адреса и телефоны фирм, доска объявлений, каталоги запчастей, руководства по обслуживанию и ремонту.
Вся представленная на сайте информация носит информационный характер и ни при каких условиях не является публичной офертой.
Источник
Руководство по ремонту Ваз 1111 ОКА
Общая информация об автомобиле.

3-дверный 4-местный хэтчбек особо малого класса с поперечным расположением двигателя и приводом на передние колеса. Выпуск Оки начат в 1989 году на Волжском автомобильном заводе. Двигатель — двухцилиндровый рабочим объемом 650 куб.см., в 1997 году увеличен до 750 куб.см. объем. В настоящее время пролизводство автомобилей Ока передано Камскому автомобильному заводу, а также Серпуховскому автозаводу. Кроме базовых моделей КамАЗ-11113 и СеАЗ-11113, предлагаются варианты с ручным управлением, предназначенные для инвалидов. Благодаря очень низкой цене представляет интерес для экспорта.
Эта небольшая машинка была разработана на волжском автозаводе для «корпоративного» выпуска на трех заводах — ваз, КамАЗ и СеАЗ (в инвалидном варианте). На волжском автомобильном выпускается с 1990 года.
Отличительные особенности — скромные габаритные размеры, передний привод, двухцилиндровый двигатель с рабочим объемом 650 кубических сантиметров («половинка» «восьмерочного» мотора), универсальный трехдверный кузов со складываемым задним сиденьем.
Позже появилась модификация 11113 с более мощным двигателем 0,75 литра. Кроме того, на базе «Оки» разработан электромобиль, штучно собирающийся в Опытно-Промышленном Производстве.
Несколько лет назад на волжском автозаводе выпуск «Оки» прекращен, теперь ее производят только КамАЗ и СеАЗ, хотя силовые агрегаты (только 0,75 литра) по-прежнему производит только ваз.
приходится тормозить «в пол» (по всей видимости, на испытуемой машине не был отрегулирован свободный ход педали).
Источник
Ремонт ВАЗ «ОКА» 1111 1988-2008
При увеличенном зазоре в приводе клапанов появляется характерный стук, обычно с равномерными интервалами (частота его меньше любого другого стука в двигателе). Если регулировка зазоров в приводе клапанов не дала положительных результатов, проверьте состояние распределительного вала и опорных поверхностей под шейки распределительного вала.
В мастерских, оборудованных специальным инструментом и приспособлениями, можно проверить радиальное биение средней шейки распределительного вала, которое не должно превышать 0,02 мм, и зазор между отверстиями опор и шейками распределительного вала, который не должен превышать 0,2 мм (зазор для новых деталей составляет 0,069–0,11 мм).
Вам потребуются: ключ «на 13», оправка для запрессовки колпачков, приспособление для сжатия пружин клапанов, приспособление для снятия колпачков, оправки для выпрессовки и запрессовки направляющих втулок, пинцет, бородок, молоток, шабер.
При ремонте головки замените маслосъемные колпачки независимо от их состояния.
В случае необходимости головку блока заменяйте только в сборе с корпусом подшипников, так как они обрабатываются совместно.
1. Снимите головку блока цилиндров с двигателя (см. «Замена прокладки головки блока цилиндров»).
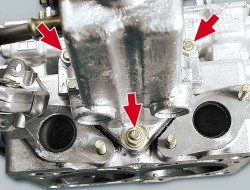
2. Отверните три гайки крепления впускной трубы к головке блока.
Обратите внимание: под гайками установлены плоские шайбы.

3. Снимите впускную трубу со шпилек головки блока.
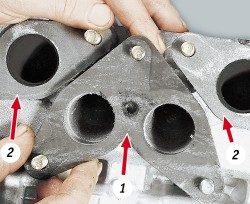
4. Снимите со шпилек головки прокладку 1 впускной трубы и две прокладки 2 приемной трубы глушителя.


5. Выньте толкатели клапанов с регулировочными шайбами.
6. Промаркируйте толкатели либо разложите их по порядку, чтобы потом поставить на то же место. При этом без необходимости не вынимайте регулировочные шайбы из толкателей, чтобы не перепутать их.
7. Промаркируйте клапаны номерами цилиндров, например, накерните.
8. Выверните обе свечи зажигания.


9. Установите под снимаемый клапан подходящий упор, например, подшипник.
10. Наверните на шпильку гайку, чтобы зафиксировать приспособление для сжатия пружин клапанов (используйте гайку без зубчатого буртика).


11. Установите приспособление для сжатия пружин клапанов и сожмите пружины.
12. Выньте с помощью пинцета два сухаря. Затем снимите приспособление.


13. Выньте верхнюю тарелку пружин.
14. . наружную пружину и.


15. . внутреннюю пружину клапана. Таким же способом выньте сухари и пружины остальных клапанов.
16. Выньте клапаны из головки блока со стороны камер сгорания.
17. Спрессуйте с направляющих втулок маслосъемные колпачки (см. «Замена маслосъемных колпачков»).

18. Снимите нижние тарелки пружин клапанов.
19. Очистите нагар с клапанов подходящим металлическим инструментом. Затем внимательно осмотрите клапаны.
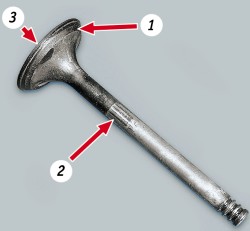
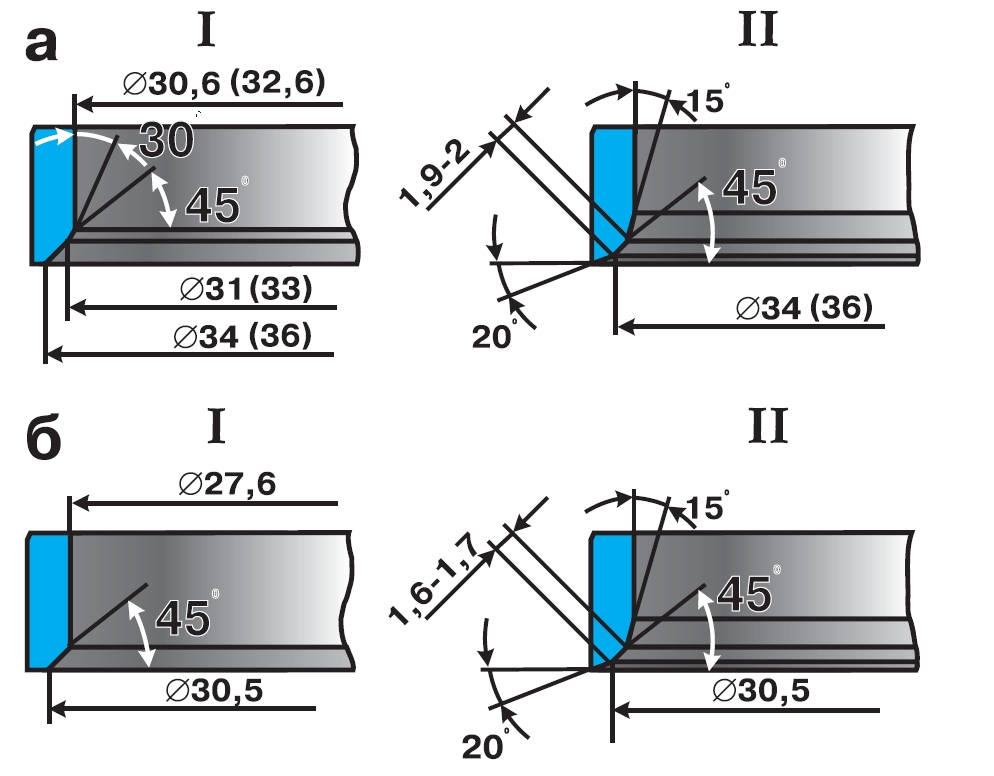
Рис. 2.3. Размеры седел клапанов: а — седло впускного клапана; б — седло выпускного клапана; I — новое седло; II — седло после ремонта.
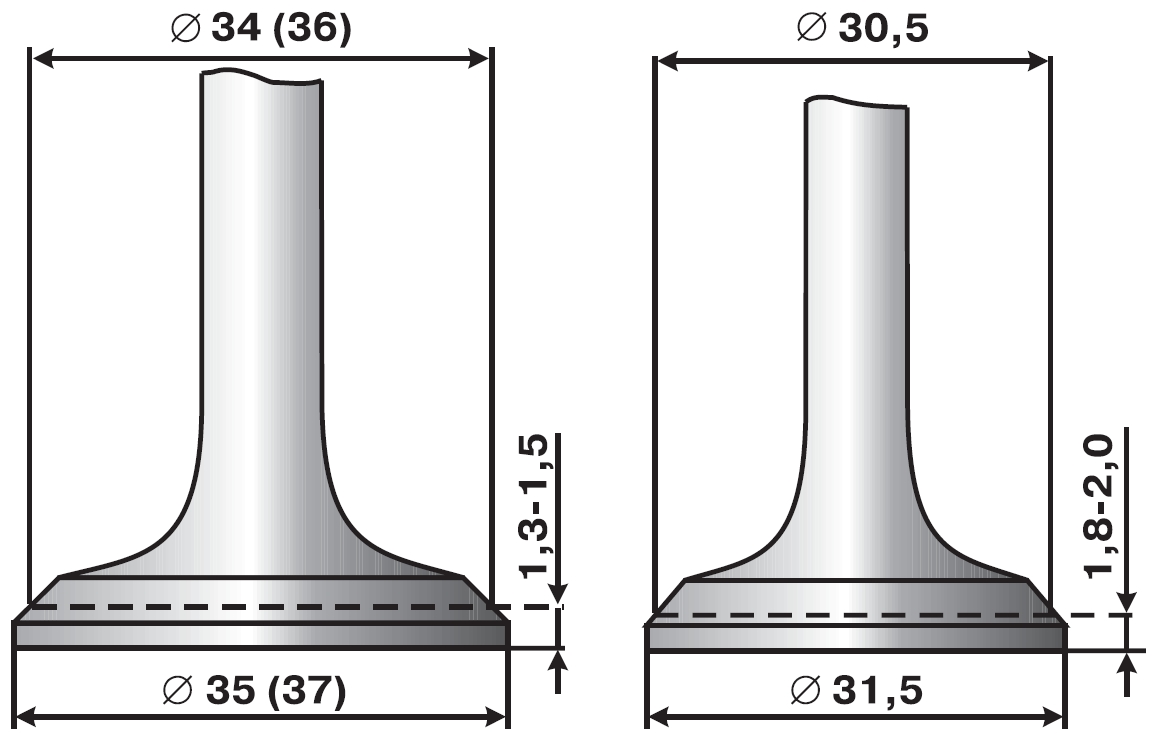
Рис. 2.2. Размеры тарелок клапанов
20. Замените клапаны со следующими дефектами: глубокими рисками и царапинами на рабочей фаске 1, трещинами, деформациями стержня 2, короблением тарелки 3, следами прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов (см. «Притирка клапанов»).
21. В специализированной мастерской повреждения рабочей фаски клапанов, которые невозможно вывести притиркой, можно прошлифовать на специальном станке. При шлифовке надо выдержать размеры, указанные на рис. 2.2 (в скобках даны отличающиеся размеры для двигателя мод. 11113).

22. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и т.п.) можно вывести притиркой клапанов (см. «Притирка клапанов»).

Рис. 2.4. Места обработки фасок седел клапанов
23. Более значительные дефекты седел клапанов устраняются шлифовкой. При шлифовке выдержите размеры, указанные на рисунке 2.3 . Седла рекомендуется шлифовать в специализированной мастерской.
24. Имея слесарный навык, можно это сделать вручную с помощью набора специальных фрез. Вначале обрабатывается фаска а ( рис. 2.4 ) под углом 15°, затем фаска б под углом 20° и фаска в под углом 45°. После шлифовки необходимо притереть клапаны (см. «Притирка клапанов»).
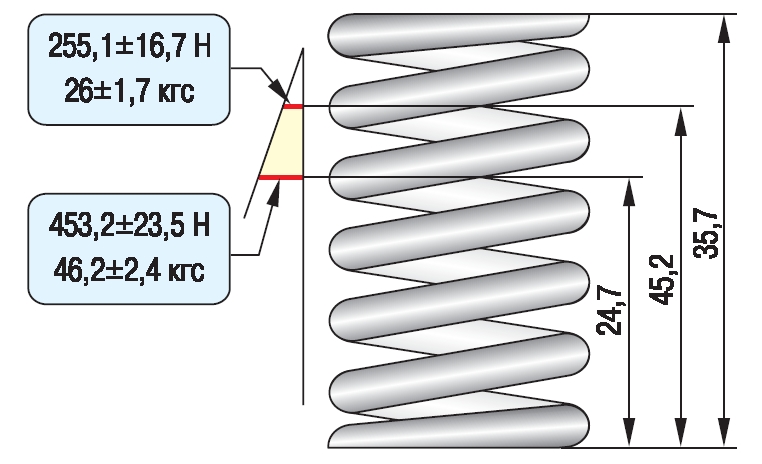
Рис. 2.5. Параметры проверки наружной пружины
25. Проверьте состояние наружной 1 и внутренней 2 пружин клапанов. Искривленные, поломанные или имеющие трещины пружины замените.
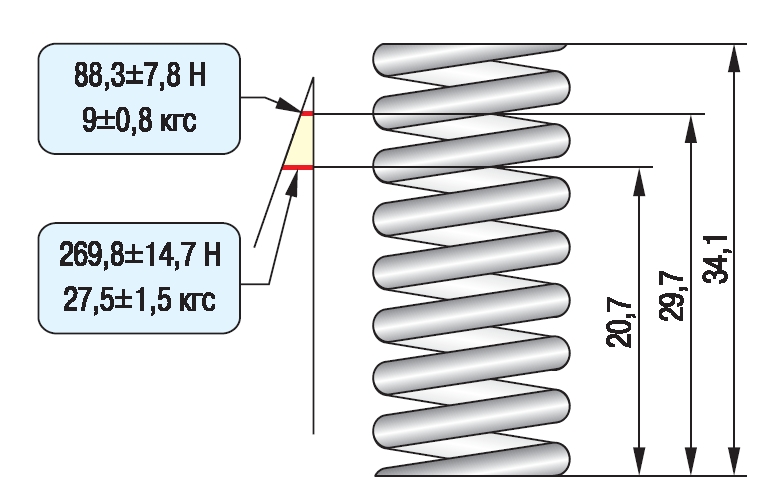
Рис. 2.6. Параметры проверки внутренней пружины
26. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам ( рис. 2.5 ), замените ее.
27. Для проверки упругости внутренней пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам ( рис. 2.6 ), замените ее.


28. Осмотрите толкатели клапанов. Если на рабочей поверхности толкателя имеются задиры, царапины и т.п., замените его.
29. На рабочих поверхностях регулировочных шайб не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, наволакивания металла. При таких дефектах шайбы надо заменить. На шайбах допускаются концентрические следы приработки с кулачками распределительного вала.
30. Проверьте зазор между направляющими втулками и клапанами. Он определяется как разность между диаметром отверстия втулки и диаметром стержня клапана.
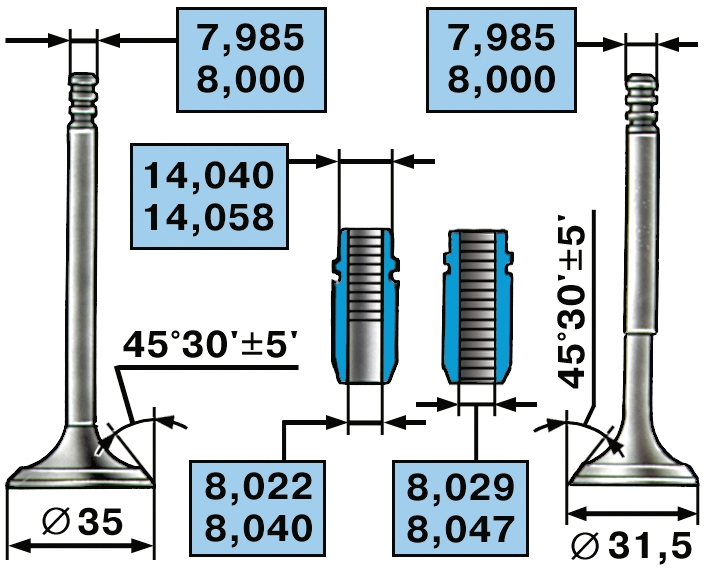
Рис. 2.7. Размеры клапанов и их направляющих втулок
Как видно из рис. 2.7, величина зазоров между клапаном и направляющей втулкой, мм:
номинальный зазор для впускных клапанов 0,022–0,055
номинальный зазор для выпускных клапанов 0,029–0,062
предельно допустимый зазор для впускных и выпускных клапанов 0,3
Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер).

31. Зазор, не достигший предельно допустимого значения, можно устранить заменой клапана. Если не удается подобрать клапан или зазор превышает предельно допустимый, замените направляющую втулку. Выпрессовывайте втулку со стороны камеры сгорания специальной оправкой.

В запасные части поставляются втулки со стопорными кольцами. Втулки имеют увеличенный наружный диаметр и уменьшенный диаметр отверстия под клапан.


32. Смазав втулку моторным маслом, вставьте ее в специальную оправку и запрессуйте ее со стороны распределительного вала до упора стопорного кольца в головку блока. После этого разверните отверстие во втулке с помощью развертки до диаметра 8,022–8,040 мм для впускных и 8,029–8,047 мм для выпускных клапанов.
33. Снимите сальник с распределительного вала.
34. Замените распределительный вал, если на его шейках и кулачках имеются следы износа, задиры и глубокие риски.
35. Замените головку блока и корпус подшипников, если на них имеются трещины или на опорных поверхностях заметны следы износа, задиры и глубокие риски. Корпус подшипников обрабатывается совместно с головкой блока, поэтому менять их нужно вместе.
36. Очистите камеры сгорания от нагара. Осмотрите головку. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку и корпус подшипников распределительного вала.
37. Снимите заусенцы и забоины с привалочной поверхности головки блока.


38. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки посредине вдоль оси головки, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,1 мм.
39. Для проверки герметичности головки снимите патрубок системы охлаждения со шпилек, отвернув две гайки крепления; заглушите отверстие в головке блока, установив, например, глухую прокладку из плотного картона под патрубок; заверните гайки крепления и.


40. . залейте керосин в каналы водяной рубашки. Если уровень керосина понижается, значит, в головке есть трещины, и ее надо заменить. После проверки не забудьте снять картонную прокладку.
41. Промойте масляные каналы головки блока бензином с помощью груши или шприца и продуйте сжатым воздухом.
42. Замените поврежденные прокладки впускной 1 и приемной 2 труб глушителя.

43. Притрите клапаны к седлам (см. «Притирка клапанов»). Если вы устанавливаете старые клапаны, снимите заусенцы с проточек под сухари.
44. Смажьте клапаны моторным маслом и установите их в головку в соответствии с ранее сделанной маркировкой.
45. Установите нижние тарелки пружин клапанов.


46. С помощью оправки запрессуйте маслосъемные колпачки, предварительно опустив их в масло (см. «Замена маслосъемных колпачков»).
47. Установите пружины и верхнюю тарелку пружины в порядке, обратном снятию. Установите сухари с помощью приспособления так, чтобы их внутренние выступы попали в проточки стержня клапана.
48. Ударьте молотком через металлический стержень по торцам клапанов, чтобы сухари сели на место.
49. Установите толкатели и впускную трубу с прокладками в порядке, обратном снятию.
Источник