- Ремонт основных деталей двс
- Ремонт двигателя: что, как, к чему! Основные принципы и методы
- Общие понятия ремонта двигателя
- В каких случаях проводят ремонт силового агрегата
- С чего начать
- Демонтаж и разборка
- Дефектовка элементов
- Мойка
- Запасные части
- Шлифовка блока и коленвала
- Ремонт головки блока
- Вспомогательные работы
- Сборка узла
- Обкатка и испытания
- Вывод
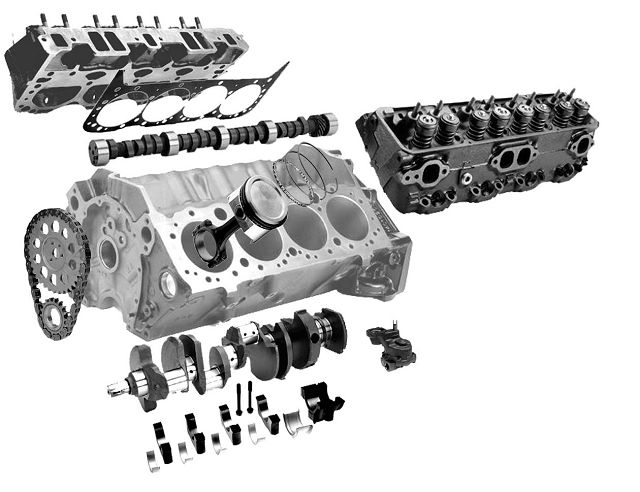
Ремонт основных деталей двс
Срок службы двигателей дорожных машин обусловливается долговечностью его ответственных деталей, к которым отнесем следующие детали, восстанавливаемые в ремонтной практике: блок цилиндров, цилиндры, головка блока, шатуны, поршневые пальцы, коленчатый вал, распределительный вал, клапаны.
Ремонт блоков цилиндров. Блоки цилиндров дизельных двигателей изготавливают из серого чугуна твердостью НВ 180—240 со вставными мокрыми гильзами. Основными дефектами блоков цилиндров являются: трещины в рубашке охлаждения; пробоины; коробление поверхности сопряжения с головкой блока; износ или нарушение соосности гнезд под вкладыши коренных подшипников; износ отверстий под втулки толкателей и втулки распределительного вала; износ резьбовых отверстий.
Трещины и пробоины в зависимости от их размера и места расположения заделывают сваркой, постановкой заплат на болтах или заклепках, синтетическими материалами, пайкой латунью. Сварку лучше вести холодным способом, используя железо-никелевые электроды Ц4-ЗА. При этом не происходит отбеливание чугуна, а сварной шов хорошо обрабатывается обычным режущим инструментом. Сварку применяют для заделки трещин в более нагруженных местах.
Рекламные предложения на основе ваших интересов:
При короблении верхней плоскости блока цилиндроь более 0,15 мм производят шлифовку на плоскошлифовальных или вертикально-сверлильных станках, используя специальное приспособление.
После обработки привалочной плоскости необходимо с той же установки углубить на такой же размер выточки под бурты гильз цилиндров.
При износе или нарушении соосности гнезд под вкладыши коренных подшипников вследствие износа и деформации крышек и поверхностей постелей опорные поверхности крышек шлифуют на плоско-шлифовальном станке, уменьшая высоту на 0,3—0,5 мм. Затем крышки устанавливают на место, затягивают гайками и растачивают гнезда на станке РР-4 или на универсальных горизонтально-расточных станках типа 2613 или 2А613.
Восстанавливают соосность путем расточки гнезд на увеличенные ремонтные размеры (через 0,25 мм) с постановкой вкладышей увеличенного наружного размера.
Можно восстанавливать изношенные поверхности отверстий под вкладыши, нанося на них составы на основе эпоксидных смол.
При небольшом износе отверстий под втулки толкателей и втулки распределительного вала иногда можно ограничиться постановкой в эти гнезда деталей нормальных размеров, используя эпоксидную смолу.
При большом износе гнезда растачивают на расточных станках, запрессовывают в них втулки увеличенных по наружному диаметру размеров и развертывают эти втулки до нормальных размеров.
При износе и срыве резьбы в отверстия рекомендуется ставить резьбовые переходные втулки, проволочные вставки или ступенчатые шпильки с резьбой увеличенного размера.
После ремонта блоки цилиндров подвергают гидравлическому испытанию.
Ремонт гильз цилиндров. Гильзы цилиндров изготовляют из легированного чугуна СЧ21-40 с последующей термической обработкой. Твердость внутренней рабочей поверхности гильз должна быть не ниже HRC 40.
Основной дефект гильз — износ внутренней (рабочей) поверхности. Цилиндры при изнашивании приобретают овальность и конусность, поэтому их восстановление сводится к получению правильной цилиндрической формы рабочей поверхности и приданию ей надлежащего качества.
При износах цилиндров и увеличении зазора в сопряжении цилиндр — поршень выше допустимого их растачивают и хонингуют на следующий увеличенный ремонтный размер, после чего комплектуют по размерным группам с поршнями соответствующего диаметра.
Гильзы блоков тракторных двигателей имеют по одному ремонтному размеру Р1, увеличенному на 0,7 мм. Для всех автомобильных двигателей устанавливают в основном три ремонтных размера с интервалом 0,5 мм. Растачивают цилиндры на специальных вертикально-расточных станках типов 278Н, РП2, 2В-697, В68П. Гильзы растачивают в специальных приспособлениях. Расточенные гильзы и цилиндры подвергают окончательной обработке (доводке) хонингованием или раскаткой. Хонингование проводят на специальных вертикально-доводочных станках типа 3833М абразивными или алмазными брусками, закрепленными в специальной головке. Устройство станка обеспечивает автоматическое вращательное и возвратно-поступательное движение головки, заданное увеличение ее диаметра (разжим) за каждый цикл подъема и опускания.
Изношенные цилиндры блоков последнего ремонтного размера восстанавливают постановкой сухой гильзы, изготовленной из титано-медистого или марганцовистого чугуна. В расточенный блок запрессовывают гильзу, вновь ее растачивают и хонингуют на нормальный размер.
Рекомендуется гильзы перед запрессовкой охлаждать, а блок подогревать.
Ремонт головок цилиндров. Головки цилиндров дизельных двигателей изготавливают из серого или легированного чугуна марок СЧ24-44, СЧ15-32 и др. Основные дефекты головок цилиндров: трещины в рубашке охлаждения, трещины в перемычках между клапанными гнездами, деформация привалочных плоскостей, износ или срыв резьбы в резьбовых отверстиях, износ клапанных гнезд, нарушение посадок втулок клапанов в головке.
Процесс заделки трещин в рубашке охлаждения головок цилиндров аналогичен процессу заделки трещин в блоках цилиндров.
Трещины в перемычках между клапанными гнездами фрезеруют на горизонтально-фрезерном станке и заваривают ацетилено-газовой сваркой (горячий способ) или электродуговой сваркой (холодный способ).
При короблении более 0,15 мм плоскость прилегания к блоку фрезеруют и шлифуют с минимальным снятием металла.
При износе резьбы в отверстиях головки цилиндров резьбу шпилек смазывают клеем на основе эпоксидной смолы и шпильки завинчивают в резьбовые отверстия. При срыве резьбы в отверстиях головок эти отверстия рассверливают, нарезают увеличенную (ремонтную) резьбу и ставят ступенчатые шпильки.
Изношенные отверстия под свечи (в головках карбюраторных двигателей) ремонтируют постановкой переходных резьбовых втулок.
Рис. 83. Последовательность фрезерования клапанного гнезда
Износ клапанных гнезд является наиболее частой неисправностью головки цилиндров. При небольших износах клапанов и гнезд герметичность сопряжения может быть восстановлена притиркой клапанов к гнездам. При больших износах клапанных гнезд их ремонтируют, восстанавливая геометрическую форму, ширину фаски и ее расположение. Наиболее распространенным способом ремонта таких гнезд является фрезерование (рис. 83). Для этого применяют набор специальных фрез (зенковок). Черновой фрезой с углом 45 °Снимают слой металла на фаске гнезда до выведения следов износа. При этом ширина фаски увеличивается. Для того, чтобы уменьшить ширину фаски, нижнюю часть ее подрезают фрезой с углом 75°, а верхнюю — фрезой с углом 15°. Чистовой фрезой с углом 45° зачищают поверхность фаски и доводят окончательно ее ширину до требуемой величины.
Фрезерование производят вручную или на сверлильном станке. После фрезерования гнезд для обеспечения плотного прилегания к ним клапанов при сборке головки требуется притирка фаски клапана к гнезду. Притирку производят вручную при помощи специальной дрели или коловорота, пневматической дрелью или на притирочных станках, применяя пасту ГОИ.
Для предварительной проверки качества притирки клапанов на фаску клапана через 30—40° по окружности наносят карандашом метки, вставляют клапан в гнездо и провертывают его 2—3 раза. При удовлетворительной притирке метки должны стереться. При большом утопании клапана гнезда восстанавливают кольцеванием. Для кольцевания гнездо растачивают на сверлильном станке специальным прибором. Кольцо обычно изготовляют из чугуна, имеющего идентичный химический состав с основной деталью-головкой. Наружный диаметр кольца выдерживают таким, чтобы при запрессовке в гнездо создать натяг в пределах 0,20—0,25 мм.
Перед запрессовкой кольцо смазывают насыщенным раствором нашатыря. Кольцо запрессовывают в гнездо до упора на гидравлическом прессе. Затем гнезда обрабатывают комплектом конусных фрез, как указано выше.
Посадку втулок клапанов в головках блока восстанавливают клеевым составом на основе эпоксидной смолы без наполнителя. Состав наносят на втулки перед их запрессовкой. После окончания ремонта головки блока цилиндров испытывают на герметичность под давлением 0,4 МПа (4 кгс/см2) в течение 5 мин. Течь воды и потение при этом не допускаются. Плотность прилегания клапанов к гнездам в собранной головке проверяют специальным пневматическим прибором (рис. 84).
Рис. 84. Прибор для проверки качества притирки
Проверить герметичность прилегания клапана к гнезду можно, заливая во впускные и выпускные окна головки блока керосин. В течение 3 мин керосин не должен просачиваться через сопряжение фаска гнезда —фаска головки клапана.
Ремонт клапанов. Основные дефекты клапанов: износ фаски тарелки, стержня по диаметру и торцу, прогиб стержня.
Изношенный торец стержня шлифуют на станке типа СШК до выведения следов износа.
При износе стержня по диаметру его шлифуют до уменьшенного ремонтного размера, восстанавливают хромированием или остали-ванием с последующим шлифованием до номинального размера. Фаску тарелки шлифуют после шлифования стержня до выведения неровностей. В результате неоднократного шлифования рабочей фаски высота цилиндрического пояска головки клапана уменьшается. Согласно техническим условиям она должна быть не менее 0,5 мм.
Прогиб стержня клапана устраняют правкой на ручном прессе или при помощи приспособления.
Ремонт шатунов. Шатуны изготавливают из сталей 40, 45, 45Г, 45Г2 и других марок. Шатуны проходят термическую обработку — улучшение. Основные их дефекты: изгиб и скручивание, износ поверхностей отверстий верхней и нижней головок, поверхностей по плоскости разъема крышки, износ отверстий и опорных поверхностей под гайки и головки шатунных болтов.
Изгиб и скручивание шатуна устраняют правкой на специальных приспособлениях (рис. 85).
На некоторых ремонтных предприятиях после правки шатун подвергают термостабилизации. Для этого его нагревают до температуры 400—450 °С, выдерживают в течение 0,5—1 ч, после чего охлаждают на воздухе.
Рис. 85. Правка шатунов:
а — изогнутых; б — скрученных; 1 — приспособление; 2 — шатун; 3 — разводной винт; 4 — рычаги; 5—упорные накладки; 6 — зажимные гайки; 7 — тиски
Изношенную внутреннюю поверхность верхней головки шатуна растачивают на ремонтный размер и затем запрессовывают втулку увеличенного размера или омедненную. Изношенную поверхность отверстий нижних головок шатунов восстанавливают растачиванием с последующим хонингованием под номинальный размер. Чтобы создать припуск для растачивания, с плоскостей разъема шатуна и крышки снимают слой металла на фрезерных станках.
При значительных износах поверхности отверстий нижнюю головку шатуна в сборе с крышкой наплавляют в среде углекислого газа или вибродуговым способом. Затем отверстия растачивают на расточных или токарных станках.
На некоторых ремонтных заводах изношенные поверхности нижней и верхней головок шатуна, а также поврежденные плоскости разъема шатуна с крышкой восстанавливают осталиванием с последующей механической обработкой поверхностей.
Изношенные опорные поверхности под гайки и головки шатунных болтов фрезеруют до выведения следов износа. После фрезерования при сборке нижней головки шатуна следят, чтобы отверстие для шплинта шатунного болта не выступало за торцовую поверхность гайки. В противном случае поверхности наплавляют, а затем фрезеруют до нормального размера.
Опорные поверхности в крышке фрезеруют на вертикально-фрезерном станке концевой фрезой, а в шатуне — на горизонтально-фрезерном станке дисковой трехсторонней фрезой.
Ремонт поршневых пальцев. Поршневые пальцы изготовляют из стали 12ХНЗА, наружную поверхность подвергают цементации на глубину 0,8—1,3 мм. Твердость цементованной поверхности HRC 58.
Поршневые пальцы изнашиваются в сопряжениях с втулкой шатуна и с бобышкой поршня. Изношенные поршневые пальцы восстанавливают централизованно хромированием или раздачей с последующей термообработкой.
Изношенные поршневые пальцы ремонтного размера восстанавливают шлифованием до нормального размера.
Незначительно изношенные кулачки перешлифовывают с сохранением профиля кулачка. При этом высота подъема клапана не изменяется.
При значительном износе кулачков они могут быть восстановлены вибродуговой наплавкой или наплавкой электродами Т-590 и Т-620 на станках с копировальным приспособлением.
При необходимости наплавленный слой закаливают. После наплавки кулачки предварительно обрабатывают шлифовальным кругом по шаблону, а затем их подвергают круговому шлифованию по копиру с сохранением профиля.
Источник
Ремонт двигателя: что, как, к чему! Основные принципы и методы
Многие автомобилисты сталкивались с понятием ремонт двигателя автомобиля. Но не все понимают, в чем заключается данный процесс. Отремонтировать свой автомобиль под силу не каждому автовладельцу, поскольку многие просто не знают, какая технология ремонта автомобильного двигателя. Данная статья, расскажет об основных процессах восстановления силового агрегата.
Общие понятия ремонта двигателя
Ремонт бензиновых двигателей — достаточно сложный процесс восстановления изношенных узлов и деталей силового агрегата до первоначального состояния или приближенного к нему. Этот процесс, включает в себя множество операций и зависит от типа и класса мотора.
В процессе эксплуатации транспортного средства многие автолюбители, не обращают внимание на обслуживание, которое играет весьма важную роль на состояние силового агрегата, а также на его ресурс. Впоследствии, может случиться так, что ремонт бензинового двигателя будет невозможен. Поэтому, на восстановление силового агрегата влияет не только физический износ, но и то как за ним ухаживают.
В каких случаях проводят ремонт силового агрегата
Рассмотрим, в каких случаях придется проводить ремонт двигателя:
- Износ и выработка деталей свыше 80% ресурса.
- Появление механических повреждений основных компонентов силового агрегата.
- Поломка, связанная с неправильной настройкой или техническим обслуживанием.
- Прочие причины, которые могли вызвать неисправности.

Как же классифицировать ремонт бензиновых двигателей:
- Поточный ремонт. Это ремонт изношенных деталей, которые в процессе эксплуатации имеют ресурс ниже, чем основной силовой агрегат.
- Технический ремонт двигателей. Проводится при проведении поточного технического обслуживания для плановой замены изношенных элементов.
- Внеплановый ремонт двигателей автомобилей. Это неожиданная поломка силового агрегата, которая вызвана некачественным проведением ТО, запасными частями или другими причинами, которые повлекли проведения восстановительных операций по мотору.
- Плановый ремонт. Его еще называют капитальный ремонт. Проводится, обычно, согласно пробегу автомобиля, когда исчерпан ресурс силового агрегата.
С чего начать
Многие автомобилисты задаются вопросом — с чего начать ремонт бензиновых двигателей? Ответ достаточно прост — необходимо определить признаки: а вообще необходим ли ремонт узла, или проблема кроется в чем-то другом? Для этого придется провести ряд диагностических процедур. Они делятся на 2 типа: электронные и механические.
Электронная диагностика может показать необходим ли ремонт авто в части электроники и есть ли вообще проблемы. Для этого проводится проверка электронного блока управления двигателем, а также состояние всех датчиков и соединений. Если проблемы не выявлено, то не стоит и лезть далее, поскольку можно создать проблему, которую придется решать.

Механическая диагностика потребует много времени, сил и знаний. Для проведения этой операции, в интернете есть инструкция, но в этой статье постараемся объяснить все намного детальнее и понятнее. Если в процессе проведения диагностических операций были обнаружены проблемы, то придется разбирать и проводить ремонт бензиновых двигателей.
Кстати для этого есть руководство по ремонту двигателя, которое выпускает завод изготовитель, как в бумажном, так и в электронном виде. Итак, рассмотрим процесс ремонта машины, а точнее ее силового агрегата более детально.
Демонтаж и разборка
Первый процесс — демонтаж силового агрегата с автомобиля и его разборка. В каждом конкретном случае, двигатели снимаются по-разному. На это влияют следующие показатели: привод, расположение мотора, количество цилиндров, конструктивные особенности кузова, тип коробки передач и прочие.
Например, демонтировать силовой агрегат с Жигулей или отечественного производства грузовика намного легче, чем с остальных автомобилей. В них имеется меньше электронных устройств, поэтому демонтаж проводиться достаточно легко и просто.
Например, дизельные двигатели ЯМЗ-236 и ЯМЗ-238 демонтируются с автомобиля за 10-12 часов, а их иностранные аналоги — за более чем 36 часов. Та же ситуация и с процессом разборки, который может занимать у Жигулей от 3 часов и машин иностранного производства от 10 часов.
К процессу разборки стоит относиться тщательно, поскольку именно в этот момент и проводиться первые диагностические операции. Автолюбитель, если он проводит ремонт двигателя своими руками, должен осмотреть визуально наличие повреждений, трещин и прочих дефектов на силовом агрегате и его компонентах.

Дефектовка элементов
Следующим этапом станет дефектовка, которая определит признаки неисправности, а также покажет, в каком состоянии находится механика. В чем же заключается данная процедура:
- Промер коленчатого вала на размер, твердость, прогиб и центровку.
- Диагностика состояния плоскости и корпуса блока цилиндров.
- Состояние поршневой группы.
- Изношенность элементов и корпуса головки блока цилиндров.
- Другие показатели.
- Целесообразность ремонт мотора.
Мойка
Двигатель, ремонт которого неизбежен, нуждается в мойке блока и его составляющих. Этот процесс проводится при помощи горячего керосина или специальных средств под давлением. Это позволяет вымыть всю металлическую стружку, грязь и прочие ненужные элементы, которые скопились в процессе эксплуатации.

Запасные части
Когда проведения диагностика и определены все детали, которые подлежат замене, стоит заказать необходимые запасные части, поскольку перед их установкой на двигатель требуется подготовка. Зачастую, когда проводится ремонт бензиновых двигателей, меняются следующие запасные части:
- Коренные и шатунные вкладыши.
- Поршневая группа.
- Пальцы шатунов.
- Втулки шатуна.
- Масляный фильтр и насос.
- Помпа или ее ремонтный комплект.
- Впускные и выпускные клапаны.
- Маслосъемные кольца.
- Комплект прокладок.
- Направляющие втулки и седла клапанов.
- Прочие детали.
Шлифовка блока и коленвала
Следующим этапом проведения ремонтно-восстановительных работ является шлифовка коленчатого вала, а также плоскостей блока и головки. При помощи плоскошлифовального и фрезерного станков проводится приведения плоскости ГБУ и блока в зеркальную поверхность. Как правило, убираться может: 0,05мм, 0,1мм, 0,25мм, 0,5 мм, 1мм и более толщины изделия.
Что касается шлифовки коленчатого вала, то существует виды ремонта для этого узла:
| Вид ремонта | Толщина, мм | Эффективность по сравнению с новым |
| Ремонт № 1 | 0,25 | 80-90% |
| Ремонт № 2 | 0,50 | 70-75% |
| Ремонт № 3 | 0,75 | 65-70% |
| Ремонт № 4 | 1,00 | 50-55% |
| Ремонт № 5 | 1,25 | 40-45% |
| Ремонт № 6 | 1,50 | Меньше 30% |
| Ремонт № 7 | 2,00 | Не применяется с 1995 года |
Ремонт головки блока
Ремонт головки блока одна из самых несложных операций в процессе проведения капитального ремонта двигателя. Проводить ее рекомендуется, конечно, на автосервисе, но многие автомобилисты, после ремонтных операций по Жигулям, проводят ремонт ГБЦ иномарок самостоятельно. Итак, что же входит в процесс капитального ремонта головки блоки цилиндров:
- Замена распределительного вала (или нескольких, если их 2 и более на автомобиле).
- Замена клапанов, как выпускных, так и впускных.
- Замену направляющих втулок.
- Смену седел и маслосъемных колпачков.
- Аргонное сваривание, при наличии трещин или нарушений герметичности.
- Прочие работы связанные с ремонтом ГБЦ того, или иного типа.

Вспомогательные работы
К вспомогательным работам стоит отнести опрессовку и центровку сцепления. Первый — это процесс, при котором определяется герметичность головки и блока цилиндров. При помощи керосина заполняется внутренняя часть двигателя, предварительно закрыв все дыры. Если утечки не обнаружено, то двигатель полностью герметичен, если же есть трещины, то необходимо их заварить.
Второй процесс подразумевает выставление центробежной силы сцепления по отношению к коленчатому валу. Как правило, проводиться на специальном стенде, который есть не на всех автосервисах. Сцепление прикрепляется к коленчатому валу и проводится их совместная балансировка. Это поможет уменьшить износ и трение.
Сборка узла
Сборка узла проводится при помощи стенда, который позволяет крутить двигатель на 360 градусов. Итак, рассмотрим, последовательность проведения операции:
- Установка вкладышей и «укладка» коленчатого вала.
- Установка шатунов и поршневой группы.
- Установка в правильное положение бугелей, а также их окончательная затяжка.
- Монтаж Прокладок и крышек, закрывающих мотор.
- Установка масляного насоса и помпы.
- Монтаж шкива коленвала.
- Установка головки (головок) блока цилиндра.
- Монтаж поддона.
- Сборка мелких узлов.
- Установка топливной аппаратуры.
- Прочие работы по сборке.

Этот процесс достаточно трудоемкий и тяжелый, поэтому рекомендуется его доверить профессионалам.
Обкатка и испытания
Финальным этапом капитального ремонта двигателя становиться его обкатка и испытание. Лучший способ обкатать двигатель — это комбинированный, о котором мы писали в одной из статей. Для наиболее эффективной работы силового агрегата, необходимо его обкатывать, как на горячую, так и на холодную.
Во многих иностранных странах, помимо обкаточного стенда, существует испытательный стенд, который при помощи большого количества датчиков и показателей проводит испытание двигателя и определения ресурса после проведения ремонтно-восстановительных работ. К сожалению, на территории СНГ таких стендов нет, поскольку считается, что их использование экономически нецелесообразно.
Вывод
Провести капитальный ремонт современного двигателя своими руками без наличия специальных дорогостоящих стендов практически нереально. Можно делать только поточные ремонты, типа замене датчиков и то не на всех транспортных средствах. А вот провести собственноручный ремонт силового агрегата — ВАЗ или ГАЗ вполне реально, что по этот день и делают автомобилисты, которые владеют такими транспортными средствами.
Источник