13.4. Ремонт элементов системы парораспределения
В турбостроении используются два способа подачи пара в турбину — дроссельное и сопловое парораспределение.
П 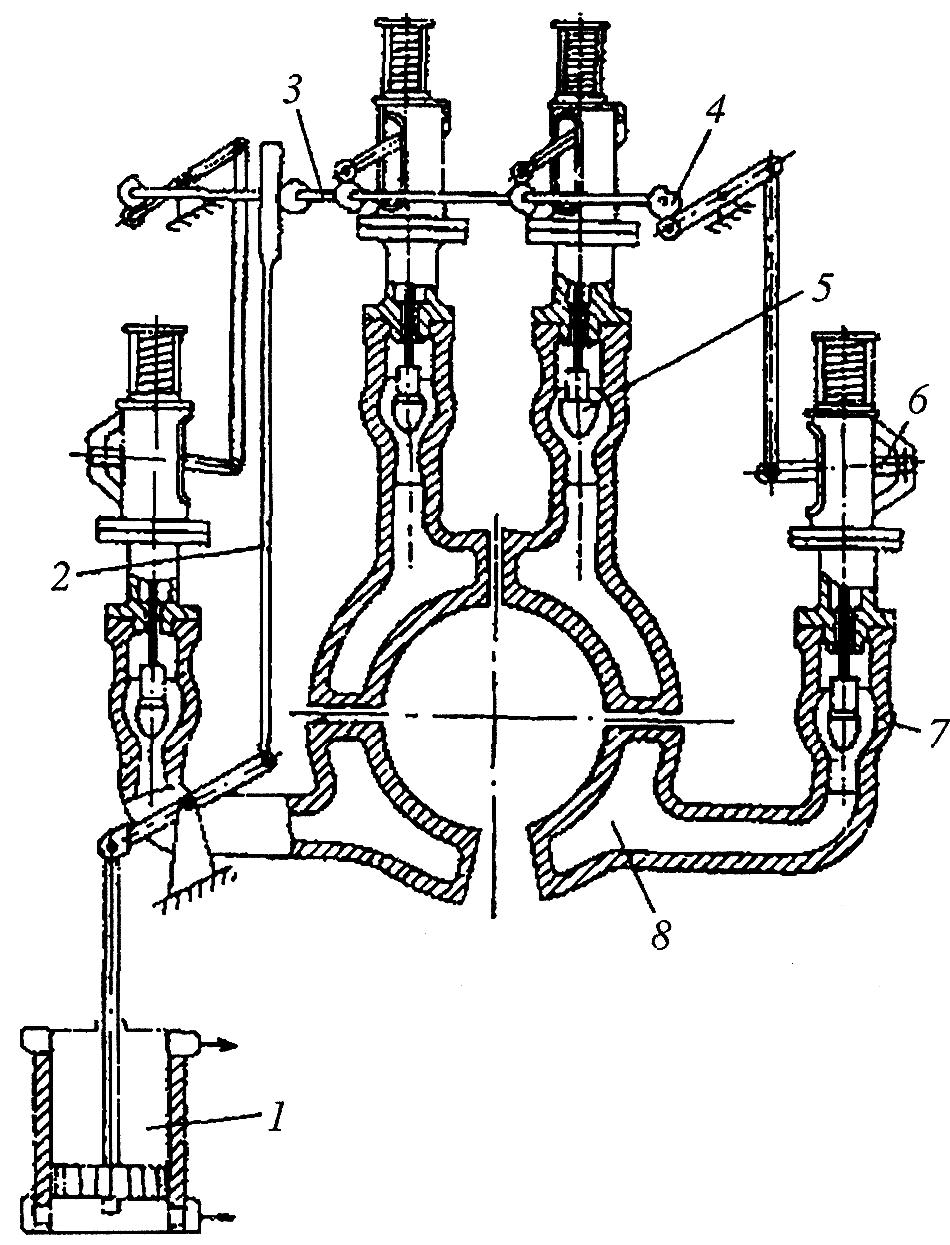 ри дроссельном парораспределении пар через клапан подводится одновременно ко всем лопаткам направляющего аппарата регулирующей ступени. Такой вид парораспределения предпочтителен с вибрационной точки зрения для лопаточного аппарата, так как лопатки равномерно нагружаются и прогреваются. Дроссельное парораспределение эффективнее использовать на турбинах, работающих с номинальной нагрузкой. На нагрузках ниже номинальной КПД турбины резко снижается из-за потерь на дросселирование пара. Поэтому такое парораспределение не применяют для турбин, работающих на переменных нагрузках.
ри дроссельном парораспределении пар через клапан подводится одновременно ко всем лопаткам направляющего аппарата регулирующей ступени. Такой вид парораспределения предпочтителен с вибрационной точки зрения для лопаточного аппарата, так как лопатки равномерно нагружаются и прогреваются. Дроссельное парораспределение эффективнее использовать на турбинах, работающих с номинальной нагрузкой. На нагрузках ниже номинальной КПД турбины резко снижается из-за потерь на дросселирование пара. Поэтому такое парораспределение не применяют для турбин, работающих на переменных нагрузках.
На турбинах с сопловым парораспределением (парциальным подводом пара) камера направляющего аппарата регулирующей ступени разделена на четыре сегмента: две камеры в нижней половине и две камеры в верхней. К каждому сегменту подводится пар через свой регулирующий клапан. Пример соплового парораспределения показан на рис. 13.12.
На турбинах мощностью свыше 200 МВт пар подается в сегмент через несколько регулирующих клапанов в зависимости от мощности (например, К-500-240 имеет восемь регулирующих клапанов, по два клапана на каждый сегмент).
Такой вид парораспределения экономичен на переменных режимах. На номинальных режимах экономичность снижается.
Рис. 13.12. Сопловое парораспределение:
1 — сервомотор; 2 — тяга; 3 — кулачковый вал; 4 — кулачок; 5 — клапан; 6 — привод штока клапана; 7 — паровая коробка; 8 — сопловая коробка
13.4.1. Ремонт кулачкового распределительного механизма
Кулачковый распределительный механизм предназначен для привода регулирующих клапанов. Он обеспечивает строгую зависимость величины и последовательности открытия регулирующих клапанов от положения главного сервомотора.
Кулачковый распределительный механизм состоит из двух полувалов, соединенных полугибкой муфтой. Кулачковый вал установлен на раму посредством шести двухрядных сферических роликовых подшипников № 3518 (№ 3520). Рама крепится к двум зубьям, отлитым на паровых коробках верхних регулирующих клапанов.
Вращение кулачковому валу передается от главного сервомотора. Поступательное движение поршня сервомотора преобразуется во вращательное с помощью зубчатого сектора (зубчатой рейки на турбинах ЛМЗ) и шестерни, расположенной непосредственно на кулачковом валу.
Основные дефекты кулачковых распределительных механизмов:
• износ профиля кулачков;
• износ зубчатой пары;
• заклинивание кулачкового вала.
При проведении капитальных ремонтов турбин кулачковые распределительные механизмы подлежат ревизии с полной их разборкой. Разборка и ремонт производится в специально отведенном месте. Для этого кулачковый распределительный механизм снимается с крышки цилиндра высокого давления в следующей последовательности:
1) снимают колонки регулирующих клапанов;
2) отсоединяют зубчатый сектор или рейку;
3) выворачивают два болта крепления рамы зубьям;
4) вынимают продольный и поперечный штифты.
Перед разборкой кулачковых распределительных механизмов необходимо убедиться в наличии маркировки на деталях. Если маркировка отсутствует, то ее необходимо нанести для того, чтобы при сборке не перепутать детали местами (кулачки, рубашки).
Износ профиля кулачков чаще всего происходит из-за неспособности роликов вращаться в рычагах регулирующих клапанов. В этом случае ролики начинают скользить по профилю кулачков, в результате чего образуется выработка на кулачках и роликах; при этом нарушается характеристика парораспределения.
Изношенные кулачки необходимо заменить новыми или реставрировать. Реставрация кулачков выполняется фрезерованием по шаблону, изготовленному из листовой стали толщиной 0,5. 1 мм на основании чертежа. Изношенная часть кулачка наплавляется с припуском на механическую обработку. Следует обратить внимание на расположение шпоночного паза в ступице кулачка, отклонение которого относительно профиля кулачка смещает характеристику открытия клапана.
Износ зубчатой пары определяют до снятия кулачкового распределительного механизма с корпуса цилиндра. Зазоры между зубьями шестерни распределительного вала и сектора (рейки) замеряют свинцовыми оттисками.
Увеличение зазоров между зубьями влечет за собой увеличение степени нечувствительности системы регулирования. Опыт эксплуатации турбин показывает, что обычно происходит износ тех зубьев, которые работают в зоне номинальных нагрузок, или нагрузок, при которых наиболее длительно эксплуатируется турбина.
Допустимый зазор между зубьями составляет 0,3. 0,5 мм. Фактический зазор при длительной эксплуатации доходит до 2 мм и более. Такие зубчатые пары подлежат замене. В некоторых случаях удается сохранить работоспособность зубчатых пар переворачиванием шестерни на 180°, при этом делается новый шпоночный паз на шестерне.
Распространенной причиной затрудненного вращения распределительного вала является заклинивание опорных подшипников вследствие выгорания смазки и попадания пыли, а иногда и их разрушение. Опорные подшипники распределительного вала работают в зоне повышенной температуры 280. 300 °С (разброс температуры зависит от наличия обшивки ЦВД).
Жидкие и консистентные смазки при этой температуре выгорают, коксуются, что еще в большей степени затрудняет вращение подшипников. Смазку опорных подшипников можно делать серебристым графитом. Для этого подшипник обезжиривают и тщательно натирают сухим серебристым графитом до появления на телах качения и обоймах тонкого слоя графита. Перед установкой подшипника на место его необходимо продуть сжатым воздухом для того, чтобы удалить из полости подшипника остаток крупных частиц графита.
Можно также выполнять смазку подшипников дисульфитмолибденом, для чего порошок данного вещества разводят в глицерине, тщательно перемешивая (100 г глицерина, 30. 35 г порошка). Обезжиренный от консервации подшипник погружается в этот раствор (для лучшего обволакивания подшипник желательно повращать в нем). После этого подшипник необходимо извлечь из раствора и дать некоторое время для стекания лишнего его количества раствора (подшипник находится в горизонтальном положении). На поверхности подшипника создается тонкая пленка дисульфитмолибдена.
Источник
Книги / Ремонт паровых турбин. Молочек В.А.г
достаточно плотными: а) клапаны автоматического затвора, если при их закрытии и оставлении открытыми регулирующих клапанов и байпасов главных задвижек турбины число оборотов холостого хода с 3000 снизится в течение 10 мин не более чем на 1 500 оборотов; б) регулирующие клапаны ЦВД, если при их закрытии и оставлении открытыми клапанов автоматического затвора, регулирующих и защитных клапанов ЦСД и байпасов главных задвижек время выбега турбины будет таким же или немногим больше, чем было при полностью закрытых клапанах и задвижках и тех же параметрах пара и вакууме.
При холостом ходе также производится проверка водяной, воздушной и паровой плотности аппаратов и арматуры и берутся пробы масла и конденсата на химический анализ. Последней стадией проверки является проверка работы всего агрегата в целом под нагрузкой.
В процессе пробной эксплуатации турбоагрегата под нагрузкой особо тщательный контроль необходимо установить за температурными расширениями цилиндров, за вибрацией подшипников и нагревом в них масла, за работой регулирования, за отсутствием при прослушивании звуков задевания в цилиндрах и за отсутствием попадания воды в масло. Наличие какого-либо из указанных дефектов быстро выявится в процессе даже непродолжительной эксплуатации под нагрузкой, так как турбоагрегат уже через 1—3 суток после пуска достигает своего нормального температурного режима.
При обнаружении какого-либо дефекта, поскольку агрегат находится в пробной эксплуатации, он должен быть остановлен для выявления причины и устранения дефекта. Обычно, если после пуска турбоустановки в пробную эксплуатацию в течение 24 ч непрерывной работы при различных режимах нагрузки никаких дефектов в работе турбины и вспомогательных устройств не наблюдается, турбоустановка считается принятой
в нормальную эксплуатацию.
6.9. ДОКУМЕНТАЦИЯ ПО РЕМОНТУ.
Результаты проверки зазоров, положения деталей, центровки и состояния отдельных деталей и всего турбоагрегата должны точно фиксироваться в заранее разработанных и заготовленных формулярах, актах и отчетах по ремонту. В формулярах должны найти отражение все данные о зазорах, проверках и центровках, найденных при остановке агрегата на ремонт, и те же данные при сборке и выпуске агрегата из ремонта. Все обнаруженные в процессе ремонта крупные дефекты, например, дефекты с облопачиванием и мероприятия по их устранению, а также реконструктивные работы, в частности, касающиеся переделки схем трубопроводов или проведенные рационализаторские и модернизационные работы, направленные на повышение надежности и экономичности работы агрегата, должны быть записаны в паспорт данного агрегата, а в схемы и чертежи установки внесены соответствующие изме-
нения. Наиболее ответственные операции по ремонту, например, правка вала, испытания лопаток на вибрацию, фиксируются отдельными актами; отдельными документами оформляются также примененные при ремонте рационализаторские мероприятия с указанием их эффекта.
По окончании капитального ремонта составляется акт приемки турбоагрегата из ремонта (см. приложение). В этом акте и в ведомости объема работ необходимо зафиксировать весь объем произведенных работ с указанием обнаруженных дефектов, их причин и методов устранения, замены негодных частей новыми, а также дефектов, обнаруженных при пробном пуске и пробной эксплуатации с указанием сроков для их устранения. В акте и в ведомости эксплуатационных показателей должны найти отражение результаты различных проверок и испытаний, производимых в процессе ремонта и приемки турбоагрегата из ремонта, дается общая оценка результатов и качества ремонта и устанавливается контрольная дата, с которой агрегат считается принятым в нормальную эксплуатацию.
В акте приемки должно быть также отмечено, сколько часов агрегат простоял в ремонте, сколько человек было занято при этом, какое количество человеко-часов затрачено на проведение всего объема работ, а также приложена справка о стоимости ремонтных работ, о количестве и стоимости израсходованных материалов и запасных частей. Приемочная комиссия должна зафиксировать состояние и качество всех отчетных материалов по ремонту и сделать указания, какие изменения надлежит внести в эксплуатационные инструкции в связи с выполнением работ по рационализации и реконструкции.
После оформления всех отчетных документов, формуляров и чертежей с них снимаются копии в двух экземплярах. Эти материалы в виде приложений к актам приемки из ремонта по каждой турбоустановке (ведомость объема работ, график ремонта, формуляры по промерам зазоров и установленных размеров, чертежи измененных во время ремонта деталей, ведомость эксплуатационных показателей, акты на наиболее ответственные и специальные работы, выполненные при ремонте, протоколы испытаний и исследований, сертификаты металлов на вновь установленные детали, данные испытания образцов сварки, схемы и чертежи реконструктивных работ, выполненных во время ремонта и др.) подшиваются в одну папку. Оригинал всех материалов прилагается к паспорту данной турбинной установки, где хранятся и материалы по ремонтам прошлых лет.
Акт приемки турбоагрегата из ремонта утверждается директором электростанции. Оценка качества ремонта, данная приемочной комиссией, служит основанием для определения величины премиальных надбавок, обычно принятых в системе оплаты труда ремонтного и руководящего состава, занятого на ремонте.
Часть вторая: РЕМОНТ ОТДЕЛЬНЫХ ЧАСТЕЙ ГЛАВНОЙ ТУРБИНЫ
7. ЦИЛИНДРЫ ТУРБИН.
7.1. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ЦИЛИНДРОВ.
Все цилиндры турбин в зависимости от параметров свежего пара делятся на цилиндры сверхвысокого и высокого давления, цилиндры среднего давления и цилиндры низкого давления. Цилиндры представляют собой весьма ответственные и сложные части турбины с меняющимися по длине поперечными сечениями.
Конструкции цилиндров определяются их назначением, начальными параметрами пара, размерами проточной части, наличием промежуточных перегревов и отборов пара, возможностями технологического изготовления и т.п.
На всех режимах эксплуатации цилиндры турбины должны обеспечивать правильность положения сопловых аппаратов, обойм, диафрагм, уплотнений, паровпускных клапанов и других деталей и узлов, непосредственно связанных с цилиндрами. Вместе с тем пароподводящие и пароотводящие трубы, непосредственно присоединенные к цилиндрам, не должны передавать на них свои тепловые деформации, которые могут приводить к недопустимым напряжениям, короблениям и смещениям цилиндров.
Соединения цилиндров турбины с фундаментными рамами и корпусами подшипников должны обеспечивать центровку турбины во всех направлениях при всех температурных расширениях, вызываемых в эксплуатации изменениями режима работы (пуск, остановка турбины, изменения нагрузки).
Сложность выполнения этих требований определяется тем, что в части высокого давления цилиндры находятся под действием пара давлением до 240 ат и температурой до 580° С и работают с большими температурными перепадами между передней и задней частями цилиндра, доходящими до 540° С (ЦСД турбины К-300-240 ЛМЗ).
Цилиндры высокого и сверхвысокого давления, в связи с указанными параметрами, имеют сравнительно небольшие габаритные размеры и изготовляются в большей части из легированных жаропрочных сталей. Отливки для цилиндров, работающих с температурами пара до 500-920° С, изготовляются из хромомолибденовых сталей марок 15ХМЛ и 20ХМЛ, для внешних цилиндров высокого давления турбин К-300-240 ЛМЗ и ХТГЗ применяют отливки из хромомолибденованадиевых сталей (соответственно 15Х1М1ФЛ и
В части низкого давления цилиндры находятся под вакуумом (0,03 ат> и для ЦНД турбин мощностью не свыше 25 тыс кВт и температур пара до 250° С применяется чугунное литье (модифицированный чугун), а для ЦНД более мощ-
ных турбин — сварные конструкции из листовой стали, имеющие большие габариты (размеры нижней части ЦНД турбины К-300-240 ЛМЗ—
Для удобства сборки и разборки турбины и для обеспечения возможности замеров осевых (аксиальных) и радиальных зазоров между подвижными и неподвижными частями турбины цилиндры имеют горизонтальные фланцы разъемов, соединяемые между собой болтами и шпильками; в некоторых конструкциях имеются и вертикальные фланцы разъемов.
Цилиндры высоких и сверхвысоких параметров пара имеют толстые стенки и массивные фланцы горизонтального разъема, с крепежом больших диаметров, это вызывает значительные трудности не только в связи с необходимостью горячей затяжки болтов и шпилек для обеспечения плотности горизонтальных разъемов. При резких изменениях режимов работы, при пусках и остановках турбины фланцы и шпильки разъема, а также стенки верхней и нижней частей цилиндра нагреваются по-разному. Превышение допустимой разницы температур между верхом и низом ЦВД и ЦСД (обычно не выше 50° С) и между фланцами и шпильками (не выше 20° С) приводит к пропариванию в горизонтальных разъемах в связи с короблением цилиндра и к заеданиям изза изменения радиальных зазоров в проточной части цилиндра.
Для уменьшения перепада давления, приходящегося на стенки ЦВД, уменьшения толщины и более быстрого обогрева стенок цилиндра при работе на сверхвысоких параметрах, а также для уменьшения толщины и облегчения условий работы фланцевых соединений применяются двустенные цилиндры сверхвысокого и высокого давления.
Указанные конструктивные особенности и условия эксплуатации предъявляют к состоянию цилиндров турбин высокие требования; в периоды капитальных ремонтов их осмотр, выявление и устранение дефектов требуют самого внимательного отношения.
7.2. ВСКРЫТИЕ ЦИЛИНДРОВ.
После полной остановки турбины на ремонт и перед вскрытием цилиндров в первую очередь снимаются контрольно-измерительные приборы, установленные непосредственно на турбине, разбираются трубопроводы и электропроводка измерительных приборов, а также трубопроводы, узлы регулирования и другие детали, мешающие демонтажу внешней металлической облицовки и подъему крышек цилиндров турбины.
Для предохранения от попадания посторонних предметов по мере разборки все отверстия в цилиндрах, корпусах лабиринтовых уплотнений
и в разобранных трубопроводах должны быть закрыты деревянными крышками и пробками.
Разборка кожухов, облицовки и ее каркасов должна производиться в определенном порядке с нанесением надписей на внутренних поверхностях яркой несгораемой масляной краской, такие надписи, как «лист 1 ЦВД левая сторона», «лист 5 ЦНД правая сторона», «каркас ЦВД» и другие значительно облегчают последующую сборку. С каркасов следует снимать не все облицовочные листы, а только те, которые мешают разборке креплений каркасов к фундаментам и цилиндрам.
Перед снятием каркаса тросами, зачаленными на малом крюке крана, необходимо убедиться, что все болты и винты крепления каркаса
к цилиндру и фундаменту действительно развернуты, сняты и ничто не мешает подъему каркаса. При подъеме каркас должен быть выверен против перекашивания.
Перед началом развертывания болтов соединительных фланцев для снятия верхних перепускных (ресиверных) труб между цилиндрами необходимо с помощью стропов, рымов и восьмерок подвешивать эти трубы без натяга стропов
к малому крюку крана.
После снятия кожухов, каркасов и ресиверов, если цилиндры достаточно остыли, можно снять изоляцию с горизонтальных фланцев разъема цилиндров. Подлежит снятию та изоляция, которая мешает отвертыванию болтов фланцевого разъема, осмотру фланцев трубопроводов, присоединенных к цилиндру и подъему крышки цилиндра; остальная изоляция, если она не требует ремонта, оставляется на месте нетронутой.
До развертывания болтов и шпилек фланцевого разъема цилиндра должны быть отвернуты все мелкие болтовые соединения (крепление уплотнительных коробок и др.), которые могут воспрепятствовать подъему крышек цилиндров. После этих работ приступают к вскрытию цилиндров, в первую очередь цилиндра низкого давления.
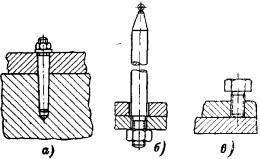
Для вскрытия вначале вынимаются контрольные шпильки (рис. 7.1, а ), или установочные призонные болты, и только после этого отвертываются все гайки шпилек и болтов, закрепляющих фланцы горизонтального разъема цилиндра. Пренебрежение этим может привести к тому, что покоробленная крышка настолько заклинит призонные болты, что на их выемку придется затратить значительные усилия и время.
Если крепление шпилек разъемов цилиндров турбины производилось после предварительного нагрева с помощью болтонагревателей, то при отвертывании должен также применяться предварительный нагрев (§ 7.8). В этом случае применение заливки резьбы гаек, болтов и шпилек керосином, как это делается с крепежом цилиндра низкого давления, не рекомендуется, так как может привести к отрицательным результатам (задирам резьбы). Перед нагревом осевые отверстия в болтах, шпильках и гайках должны быть очищены и продуты сжатым воздухом.
Рисунок 7.1. Контрольная шпилька ( а ), направляющая колонка ( б ) и болт для отжатия крышки ( в ).
После нагрева с помощью нагревателя в течение 20—30 мин до образования зазора между торцом гайки и плоскостью подрезки не менее 0,05 мм, отвертывание производится усилием рабочих на ключе рычагом длиною 1,0—11,5 м; отвертывание гайки ударами кувалды по рукоятке ключа допускать не следует.
В процессе нагрева шпильки (минут за 5 до полного нагрева) производится пробное отвертывание гайки; после того как гайка тронулась, следует снять нагреватель и полностью отвернуть гайку. Если гайка не трогается, нужно продолжать нагрев, пробуя через каждые 2—3 мин. отвинчивать гайку.
При заедании гайки после небольшого отвертывания необходимо дать гайке и шпильке полностью остыть, после чего вновь пробовать ее отвертывать, при этом может быть произведен нагрев самой гайки, если между торцами гайки и плоскостью фланца разъема имеется зазор не ме-
В процессе отвертывания резьбовых соединений следует проверять наличие попарной маркировки шпилек и соответствующих им колпачковых гаек.
После снятия всех болтов и гаек со шпилек горизонтального разъема цилиндра в специально предусмотренные отверстия устанавливаются направляющие колонки-свечи (рис. 7.1, б ); колонки после их хорошего закрепления (гайками снизу) смазываются тонким слоем турбинного масла. Производить подъем без установки направляющих колонок даже крышки цилиндра высокого давления, имеющей соединение горизонтального разъема высокими шпильками, ни в коем случае не следует, так как такой подъем может привести
к задеваниям в уплотнениях, лопатках и диафрагмах.
Перед подвеской к крюку мостового крана крышка цилиндра должна быть приподнята равномерно по всему периметру на несколько миллиметров от нижней половины цилиндра с помощью отжимных болтов (рис. 7.1, в ), установленных во фланце крышки. Без такого отжатия подъем крышки недопустим, так как пришабровка фланцев и мастика, применяемая при сборке разъема цилиндра, приводит к плотному контакту и прилипанию крышки к нижней части цилиндра. Большие усилия, которые необходимо приложить в этом случае для отрыва и поднятия крышки,
могут привести к перегрузке крана и обрыву тро-
тойчивое горизонтальное положение плоскости ее
сов подъемного приспособления.
После проверки правильности подвески
крышки к крюку крана производится медленный
подъем до полного натяжения тросов или цепей и
небольшого подъема крышки, при этом необхо-
димо убедиться промерами по четырем угловым
точкам цилиндра, что крышка поднимается пра-
вильно и равномерно с сохранением параллельно-
сти фланцев разъема нижней и верхней частей
цилиндра. При обнаружении перекоса или заеда-
ния крышка должна быть опущена и ее крепление
к крюку вновь выверено путем подтягивания или
ослабления тросов, длина которых регулируется
гайками или талрепами подъемного приспособле-
ния. Такая выверка продолжается до тех пор, пока
крышка начнет подниматься равномерно, без пе-
рекосов и без заеданий на направляющих колон-
ках. Отсутствие перекосов, заеданий и задеваний
проверяется легким покачиванием крышки попе-
рек ее оси в пределах зазоров между направляю-
щими колонками и отверстиями крышки, в кото-
рые проходят колонки.
При подъеме крышки, который должен
производиться медленно и, особенно на первом
этапе, прерывисто, отдельными короткими подъ-
емными рывками, следует контролировать уров-
нем или метром, что подъем крышки идет пра-
вильно. Подъем крышки должен быть тотчас же
прекращен при обнаружении перекоса, заедания
или звуков задевания и может быть продолжен
только после выяснения причин указанного. Не-
достаточно тщательная выверка положения под-
нимаемой крышки может привести к поврежде-
ниям облопачивания, лабиринтовых уплотнений,
к задирам посадочных мест и направляющих
внутренних шпонок обойм, нарезки шпилек флан-
цев разъема и др.
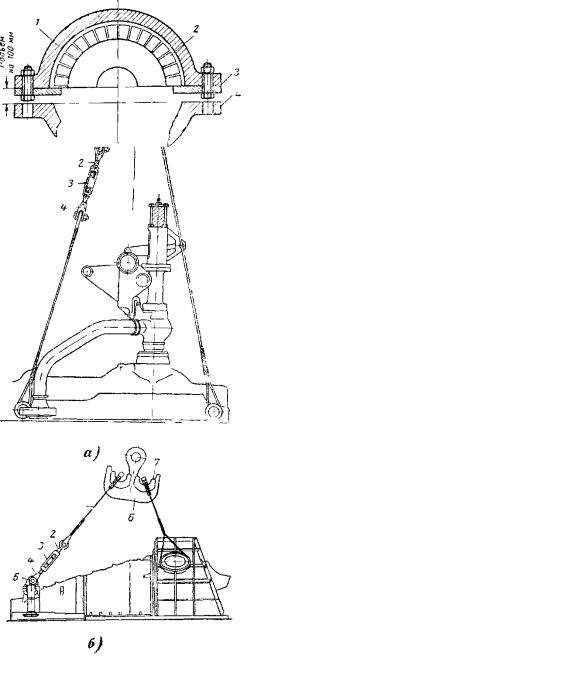
Рисунок 7.2. Подъемные приспособления.
а — для крышки цилиндра высокого давления, б — для крышки цилиндра низкого давления, 1-строп, 2-верхний винт тал репа, 3-стяжка, 4-нижний винт талрепа, 5-валик, 6-крюк, 7-коуш
Далее на большой крюк мостового крана подвешиваются специальные такелажные приспособления, которыми крышка цилиндра, в зависимости от ее конструкции, зачаливается тросами или цепями за строго определенные заво- дом-изготовителем места — приливы, скобы, фланцы и пр. (рис. 7.2). Мостовой кран при этом устанавливается над цилиндром так, чтобы его большой крюк находился над центром тяжести крышки. Такое положение мостового крана и его тележки по отношению к поднимаемой крышке обеспечит строго вертикальный ее подъем и ус-
Рисунок 7.4. Крепление оторвавшейся диафрагмы в поднимаемой крышке цилиндра.
1-крышка цилиндра, 2-диафрагма, 3- планка 25*50*250 мм, 4-фланец нижней части цилиндра.
При подъеме крышки необходимо обратить внимание, чтобы с крышкой не поднимались верхние половины диафрагм или уплотнительных обойм, если они по конструкции не крепятся к крышке турбины. При поднятии крышки цилиндра турбины, у которого диафрагмы вставлены в обоймы, необходимо после незначительного подъема убедиться путем освещения лампочкой через образовавшуюся щель, что обоймы остаются на месте.
Иногда вследствие прикипания и деформации обоймы поднимаются вместе с крышкой, что допускать ни в коем случае нельзя, так как в этих условиях не исключена возможность их падения от толчков при дальнейшем подъеме. В этом случае, если при незначительной высоте подъема крышки обоймы не могут быть выбиты ударами свинцовой кувалды по крышке, то дальнейший подъем крышки возможен только после надежного привязывания обойм к самой крышке.
Так же следует поступать в тех случаях, когда диафрагмы конструктивно укрепляются в крышке цилиндра, если при ее незначительном подъеме обнаружен обрыв шурупов, крепящих верхние половинки диафрагм, необходимо прекратить дальнейший подъем крышки до укрепления диафрагм в крышке. Для этой цели могут быть применены планки, которые после того, как половинки диафрагм приподняты клиньями и ломиками, подводятся под диафрагму и крепятся к крышке (рис 7.4).
При доведении крышки до конусного конца направляющих колонок необходимо сдвигом крана выровнять крышку так, чтобы отверстия во фланцах крышки, через которые проходят направляющие колонки, были строго концентричны концам последних. Если крышка давит на колонки, она должна быть передвинута в горизонтальной плоскости, так как иначе при сходе с конусного конца возможны ударная нагрузка на тросы, опасные рывки и раскачивание крышки.
После подъема выше направляющих колонок крышка отводится к заранее подготовленному месту и укладывается на деревянные подкладки (брусья, шпалы) так, чтобы вес крышки передавался на достаточно большую поверхность пола, а выступающие за плоскость разъема концы лопаток диафрагм или направляющие лопатки не ложились на подкладки.
Отжимные болты крышки должны быть вывернуты настолько, чтобы они не выступали за поверхность фланца разъема, также должны быть отвернуты и сняты с нижней части цилиндра направляющие колонки, чтобы не мешать дальнейшему производству работ.
Все отверстия паропроводов и дренажей, присоединенных к цилиндру, должны быть сейчас же закрыты деревянными пробками и крышками, а входы пара в конденсатор в выхлопных патрубках ЦНД заложены прочными деревянными щитами.
7.3. КАНТОВКА КРЫШКИ ЦИЛИНДРА.
Для выемки, осмотра и ремонта верхних половин обойм, диафрагм, корпусов концевых лабиринтовых уплотнений, а также для возможности тщательного осмотра состояния, чистки и ремонта внутренних поверхностей крышки цилиндра, производится перекантовка (перевертывание) на 180°.
Перекантовка крышки является весьма ответственной операцией и может производиться только под непосредственным наблюдением ру-
ководителя ремонта и под руководством турбинного мастера с принятием необходимых мер предосторожности.
Перед кантовкой обязательна проверка отсутствия незакрепленных на крышке деталей, падение которых может привести к несчастным случаям (гайки, болты, деревянные заглушки, инструмент и пр).
Рисунок 7.5. Кантовка крышки цилиндра с помощью одного большого крюка мостового крана.
Примером последовательности операций при перевертывании крышки с использованием только одного большого крюка мостового крана является кантовка крышки цилиндра, показанная на рис. 7.5. Для такой кантовки рым должен быть закреплен тросом, продетым через смотровые люки крышки, а расположение скоб закрепляемых через отверстия во фланце крышки подобрано путем проб. При кантовке необходимо следить, чтобы после постановки крышки «на попа» подача тележки и крюка крана для опускания крышки производились без толчков, это достигается контролем за тем, чтобы во все время перекантовки крышка не отрывалась от пола и тросы находились в натянутом состоянии при неизменно вертикальном положении крюка крана
В большинстве случаев при грузоподъемности малого крюка крана не менее половины веса кантуемой крышки перекантовку крышки удобнее и безопаснее производить с использованием обоих крюков крана.
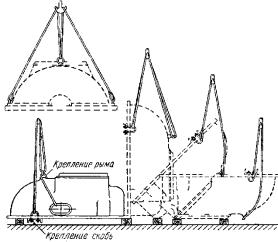
При этом способе крышка цилиндра подвешивается двойной петлей троса за тяжелую утолщенную часть к большому крюку крана и такой же петлей троса за соответствующий прилив или рым к малом крюку (рис. 7.6, а ).
После натяжения тросов и проверки правильности подвески крышки, гарантирующей ее от рывка в сторону при отрыве от пола, крышка горизонтально поднимается над уровнем пола. Затем большим крюком крана крышка приводится почти в вертикальное положение (рис 7.6, б ), для предупреждения перегрузки троса малого крюка крана и значительного подъема крышки над уровнем пола, малый крюк должен при этом опускаться. После перехода веса крышки целиком

на большой крюк трос малого крюка ослабляется и вынимается из рыма (рис 7.6, в .)
Далее крышка должна быть закреплена тросом малого крюка таким образом, чтобы поворот крышки производился через ее тяжелую часть. Для этой цели крышка поворачивается вокруг своей вертикальной оси на 180° и подвешивается к малому крюку крана за горловину (рис. 7.6, г ). Для предохранения от перегибов на фланцах под тросы подкладываются деревянные кругляки диаметром 150-200 мм. и длиной 250300 мм.
Рисунок 7.6. Кантовка крышки цилиндра с помощью двух крюков мостового крана.
Во время кантовки необходимо следить, чтобы вес крышки ложился в основном на трос большого крюка, а трос малого крюка исполнял главным образом роль вспомогательного, поддерживающего. После медленного подъема малого крюка и натяжения его троса производится опускание большого крюка и крышка приводится в горизонтальное положение (рис. 7.6, д ), в этом положении крышка опускается на заранее подготовленные для укладки деревянные брусья и подкладки.
По окончании всех работ, связанных с ремонтом крышки и установкой на место обойм, диафрагм, уплотнений, перекантовка крышки в нормальное положение производится в порядке, обратном описанному.
7.4. РЕМОНТ ФЛАНЦЕВ РАЗЪЕМА ЦИЛИНДРА ТУРБИНЫ.
При ремонте цилиндров турбины перед чисткой в первую очередь по виду остатков мастики следует убедиться в отсутствии пропусков (прососов) пара в разъемах фланцев цилиндров; места таких пропусков необходимо отметить на эскизе фланца разъема.
Очистка поверхности фланцев разъема от грязи и остатков мастики производится широкими плоскими шаберами; имеющиеся случайные ссадины, заусенцы и риски зачищаются личной пилой; далее фланцы протираются тонкой наждачной шкуркой, тряпкой, смоченной в керосине,
и затем насухо чистой тряпкой. Для производства таких трудоемких работ, как очистка фланцев разъема, болтов и шпилек, к которым пристала мастика и грязь, могут применяться жесткие ерши, закрепленные на шпинделе переносной электродрели; особенно хорошо такие ерши очищают резьбу на шпильках и во внутренних отверстиях.
Для предохранения от ударов и других возможных повреждений резьбовые части шпилек следует закрывать на все время ремонта специально изготовленными цилиндрическими колпачками из листовой стали; эти колпачки должны постоянно храниться в кладовых цеха. В период ремонта следует все шпильки тщательно проверять на отсутствие трещин, задиров, рисок и заусениц.
Торцы колпачковых гаек (опорные поверхности) и подрезки на фланцах горизонтальных разъемов в местах прилегания торцов гаек тщательно пришабриваются по краске, так как после затяжки стыки этих поверхностей во избежание изгиба шпилек не должны иметь зазоров.
Для предохранения от задиров обработанных опорных поверхностей на фланце разъема, к которым прилегают торцы колпачковых гаек, под эти торцы на сборке следует подкладывать хорошо обработанные и подогнанные шайбы толщиной до 10 мм. из стали соответствующей марки, учитывая, что возможность заедания уменьшается при соприкасающихся металлах различной твердости. Эти шайбы нетрудно заменить при обнаружении на них задиров, получившихся при разборке, при наличии таких же дефектов на торцевых поверхностях колпачковых гаек, эти поверхности должны быть проточены на токарном станке.
Поврежденная резьба болтов, шпилек, гаек
и гнезд для шпилек фланцев разъема цилиндра должна быть исправлена соответствующими запиловкой и зачисткой и вновь прорезана специальными прогонными гайками (нарезными плашками) и метчиками.
В случае невозможности исправления указанных дефектов или обнаружения недопустимого остаточного удлинения вследствие релаксации шпильки подлежат замене. Перед заменой необходимо предварительно проверить длину новых шпилек, болтов и гаек, длину и качество их нарезки. При чрезмерной длине шпилек и болтов
или недостаточной длине их нарезки колпачковые или простые гайки не смогут стянуть оба фланца разъема и создать необходимое напряжение затяжки, что приведет во время эксплуатации агрегата к пропариванию разъема или прососу воздуха.
При замене шпильки в резьбовое отверстие фланца разъема устанавливается подкладка такой толщины, чтобы торец шпильки упирался в эту подкладку и не допускал завертывания шпильки до сбега ее резьбы.
Обработанные и очищенные поверхности фланцев разъема цилиндра не должны иметь забоин и неплотностей. В турбинах, работающих на низких и средних параметрах пара и имеющих сравнительно нетолстые фланцы разъема цилиндров, неплотности фланцевых соединений (см. ниже) легко устраняются путем дополнительной затяжки крепежа, уплотнения разъема мастикой с асбестовым шнуром и другими несложными мероприятиями. Эти мероприятия обеспечивают вполне надежную работу и пропаривания фланцев разъема, как правило, не наблюдается.
Цилиндры высокого и среднего давления современных мощных паровых турбин работают в значительно более тяжелых условиях, что сказывается и на работе фланцевых соединений. Цилиндры испытывают большие температурные напряжения и при переменных режимах (пуск, изменение нагрузки и др.), и при установившихся режимах эксплуатации. Эти напряжения вызываются высокими внутренними и внешними давлениями и большими температурными перепадами по длине цилиндра.
Цилиндры высокого давления выполняются литыми с толстыми стенками, массивными фланцами разъема и большими диаметрами крепежа, большой диаметр крепежа приводит к необходимости конструктивного удаления оси болтов и шпилек от стенок цилиндра. Это в свою очередь требует увеличения усилия затяжки, которая по мере увеличения диаметра шпильки становится все более затруднительной. Вместе с тем плотность фланцевого соединения, которая должна сохраняться дли тельное время без дополнительной затяжки, зависит не только от прочностных свойств материалов болтов и шпилек при высокой температуре (противодействие релаксации напряжений), но и от высокого начального натяга болтов и шпилек.
Кроме указанного, появление в процессе эксплуатации неплотностей фланцевых соединений связано с короблением цилиндров.
Коробление цилиндров представляет собой особый вид пластической деформации, которая, как принято считать, вызывается: 1) остаточными деформациями из-за повышенных температурных перепадов; 2) остаточными напряжениями в крупных литых цилиндрах, которые, возможно, не были полностью сняты в процессе их термической обработки на заводе; 3) тепловыми напряжениями при отсутствии необходимых зазоров между цилиндром, обоймами и диафрагмами, особенно это имеет место вследствие «роста» металла в
цилиндрах, где стоят чугунные диафрагмы и чугунные коробки концевых уплотнений; 4) ненормальными условиями для тепловых расширений цилиндров, вызванными препятствиями перемещению стульев опорных подшипников. (перекос или сработка направляющих шпонок, ржавление опорной части стула и плохая его пришабровка к основанию, недопустимое крепление болтов с дистанционными втулками и неподвижность шайб и др.); 5) нескомпенсированным давлением неправильно присоединенных паропроводов.
На основе большого опыта ремонта мощных паровых турбин Ростовэнергоремонт считает наиболее вероятной причиной коробления цилиндров высокого давления попадание конденсата в горячий цилиндр остановленной турбины. Большая теплоотдача на испарение этого конденсата вызывает резкое охлаждение нижней части цилиндра, в то время как верхняя часть цилиндра сохраняет свою высокую температуру. Большая разность температур в сболченном цилиндре вызывает в нижней части цилиндра напряжения, превышающие предел текучести, что приводит к ее прогибу книзу, в то время как верхняя часть цилиндра в большинстве случаев остается практически ровной.
Проверка фланцев на отсутствие коробления и неплотностей, вызванных деформациями в отливке цилиндра и какими-либо другими ненормальностями, производится при удаленных роторе, обоймах и диафрагмах. После наложения без мастики крышки на нижнюю половину цилиндра производится проверка щупом зазоров в разъеме фланца как с наружной, так и с внутренней стороны цилиндра (рис. 7.7), а при необходимости и замеры диаметров расточек цилиндра в горизонтальном и вертикальном направлениях.
Замеры зазоров следует производить при свободной установке крышки на нижнюю часть цилиндра без затяжки шпилек и после обтяжки шпилек, которая производится через 1—2 шпильки в части высокого давления и через 3—4 в части среднего и низкого давления; крайние шпильки около уплотнений также должны быть затянуты.
Если обнаруженный при незатянутых болтах зазор в пределах 0,8—1,0 мм полностью ликвидируется по всему контуру при холодной затяжке крепежа указанным выше способом (щуп 0,06 мм не проходит), разъем цилиндра считается плотным; затяжка такого разъема не вызывает особых затруднений при сборке. В таких случаях шабровку производить не следует еще и потому, что с течением времени коробление цилиндров замедляется, а после ряда лет эксплуатации и совсем прекращается.
Затяжкой крепежа не всегда представляется возможным устранить малые зазоры, наблюдаемые у концевых уплотнений или неплотности, имеющие характер местных углублений при дефектах фланцев разъема; такие зазоры и неплотности могут быть устранены применением электрометаллизации и последующей шабровкой.
Источник