Как выровнять погнутую вилку мотоцикла.
Как выровнять погнутую вилку мотоцикла (точнее трубы вилки).
Часто при столкновении переднего колеса мотоцикла с каким нибудь препятствием, или при падении и столкновении переднего колеса с бордюрным камнем, даже не сильный удар, приводит к искривлению пера или перьев передней вилки. Причём пострадать может и колесо (как выправить колесо мотоцикла читаем вот тут). Естественно от искривления перьев вилки нужно избавляться, так как нормальной управляемости байка с кривыми перьями уже не будет. В этой статье мы рассмотрим как выправить погнутое перо вилки мотоцикла несколькими способами, и что для этого понадобится.
Проверка кривизны труб вилки мотоцикла.
Вообще после любого падения, для начала нужно проверить детали ходовой части мотоцикла, на сколько они деформировались. Как это правильно сделать, можно почитать вот в этой статье. Там же описано как проверить на сколько пострадала вилка перевёрнутого типа, то есть как проверить кривизну подвижной трубы такой вилки. Для этого естественно нужно будет снять колесо (колесо проверяем и ровняем отдельно — ссылка об этом в начале текста) и снять вилку с мотоцикла, и отделить перья от траверс.
 Но проверить биение (кривизну) неподвижной трубы обычной вилки (обычного типа, не перевёрнутого, как на фото слева), той трубы, которая зажимается в траверсах, и которая обычно искривляется при ударе, можно так же, как в той статье, то есть пока не отделяя подвижную трубу от неподвижной (не разбирая перья). Если же кривизна трубы видна невооружённым глазом (как на фото слева), то можно смело разбирать перо для рихтовки трубы.
Но проверить биение (кривизну) неподвижной трубы обычной вилки (обычного типа, не перевёрнутого, как на фото слева), той трубы, которая зажимается в траверсах, и которая обычно искривляется при ударе, можно так же, как в той статье, то есть пока не отделяя подвижную трубу от неподвижной (не разбирая перья). Если же кривизна трубы видна невооружённым глазом (как на фото слева), то можно смело разбирать перо для рихтовки трубы.
Если же перо вилки уже разобрано, то есть подвижная труба отделена от неподвижной, то можно уже проверить кривизну трубы вилки и несколькими другими способами, о которых чуть ниже, и эти способы нужно будет использовать и для проверки прямолинейности трубы после рихтовки, или проверки в процессе работы по выправлению трубы.
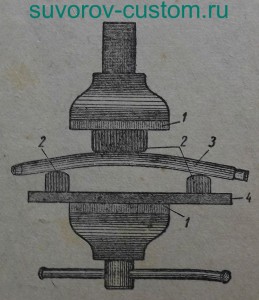
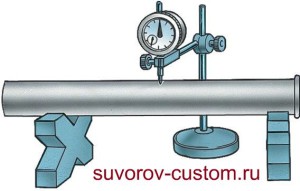 Искривлённая (неподвижная) труба вилки зажимается в центрах токарного станка (но не у всех он есть) или просто укладывается на две призмы, как на рисунке слева. Призмы кстати можно заказать фрезеровщику сделать из подходящей болванки (чтобы они получились как на рисунке слева).
Искривлённая (неподвижная) труба вилки зажимается в центрах токарного станка (но не у всех он есть) или просто укладывается на две призмы, как на рисунке слева. Призмы кстати можно заказать фрезеровщику сделать из подходящей болванки (чтобы они получились как на рисунке слева).
Или изготовить их из обычного толстого (10 — 12 мм) листового металла (примерно такие же, как на гидравлическом прессе на фото внизу), а затем прихватить их сваркой строго перпендикулярно к металлическому листу, такой же толщины, и длинной примерно 50 — 60 сантиметров (призмы привариваем на концах листа — плиты). И эта длина подойдёт для большинства вилок дорожных мотоциклов.
Для длинной вилки чёппера, расстояние между призмами делается естественно побольше. Можно сделать так, чтобы призмы двигались по плите в специальных пазах (для болтов) и зажимались в них болтами на разных расстояниях, для труб различной длины.
Для проверки искривления, труба вилки укладывается на две призмы, и к трубе (обычно в её центральной части) подводится индикаторная стойка (как на рисунке выше), но как правило вначале кривизна видна и на глаз, а уже после рихтовки, для проверки прямолинейности трубы, нужно будет использовать индикаторную стойку. Начинаем прокручивать трубу руками в призмах и находим самую выпуклую часть трубы, которую отмечаем маркером. В эту часть нужно будет давить тем, чем мы будем выправлять трубу.
Способов рихтовки труб имеется несколько, и каждый можно использовать в зависимости от того, насколько искривлена труба. А вообще, если труба вилки искривляется более чем на 10 — 12 градусов (примерно как на самом верхнем фото), то рихтовать её не советую, лучше поискать на разборке ровную. Так как при чрезмерном искривлении, при последующем выпрямлении трубы, велика вероятность чрезмерного перенапряжения металла и образования трещин (особенно в месте обжима трубы траверсой).
 Особенно велик риск образования трещины в том месте, где обычно гнётся труба наиболее часто, то есть там где трубу зажимает траверса вилки. Там обычно остаётся хорошо заметный след (см. фото слева), а иногда и трудноустранимая вмятина (которая как правило бывает при сильном ударе). Если вмятины нет, то есть смысл дальнейшей рихтовки трубы вилки.
Особенно велик риск образования трещины в том месте, где обычно гнётся труба наиболее часто, то есть там где трубу зажимает траверса вилки. Там обычно остаётся хорошо заметный след (см. фото слева), а иногда и трудноустранимая вмятина (которая как правило бывает при сильном ударе). Если вмятины нет, то есть смысл дальнейшей рихтовки трубы вилки.
Первый способ правки трубы вилки .
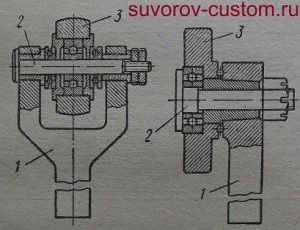
Ролики для правки трубы в центрах токарного станка.
1 — оправка, 2 — ось, 3 — ролик из мягкого сплава.
Если же ваша труба искривлена совсем незначительно (всего на пару градусов), то самый лучший способ правки такой трубы, будет на токарном станке, с помощью давящего ролика (см. рисунок роликов чуть выше), изготовленного из мягкого цветметалла (медь, алюминий). Ролик из мягкого металла не повредит хромированное покрытие трубы вилки.
При этом способе труба зажимается в центрах токарного станка, а оправка 1 ролика 3 зажимается в суппорте станка, и затем ролик подводится поперечной подачей суппорта станка в самое выпуклое (отмеченное маркером) место трубы.
После этого станок включают на самые малые обороты, и постепенно начинают увеличивать поперечной подачей суппорта давление ролика, а в конце немного даже передавив в противоположную от выпуклости сторону (так как труба, даже толстостенная, имеет свойство немного «играть» из-за упругости). При этом полезно сделать и продольную подачу суппорта вправо — влево (15 — 20 мм, можно и больше), чтобы ролик не давил только в одно место.
Этот способ хорош ещё и тем, что он позволяет при самом процессе правки, контролировать трубу индикаторной стойкой, и переборщить с искривлением трубы в обратную сторону здесь маловероятно. Но этот способ конечно же подойдёт не всем, так как у многих нет токарного станка или знакомого токаря (хотя при желании его можно найти), к тому же нужно будет изготовить давящий ролик с оправкой. Но тем, кто хочет заниматься ремонтом мотоциклов профессионально, есть смысл сделать такое приспособление.
Второй способ рихтовки трубы вилки.
Второй способ правки трубы, позволят себе только те мастера, которые имеют в своей мастерской (или у знакомых) трубогиб. Этот способ довольно неплох, так как у трубогиба имеются специальные упорные ролики с проточкой под трубу, а так же имеется давящая на трубу оправка (их несколько), которая имеет профиль (канавку) под трубы различных диаметров. К тому же этот способ позволяет выправить трубу вилки, которая гораздо сильнее согнута, чем при вышеописанном способе (с токарным станком).
Перед тем, как уложить трубу в трубогиб, находим сначала самую выпуклую часть трубы и отмечаем её маркером, как описано выше. Далее подбираем из набора подходящую оправку, которая надевается на давящий шток гидроцилиндра трубогиба, то есть канавка оправки должна соответствовать наружному диаметру трубы вилки.
 Теперь укладываем трубу в трубогиб так, чтобы давящая оправка гидроцилиндра, давила именно в самую выпуклую часть трубы, которую вы отметили маркером. При этом всё же полезно уложить между оправкой и трубой лист тонкого паронита или картона, чтобы не повредить хром на трубе, или просто в месте давления на трубу, обмотать её изолентой.
Теперь укладываем трубу в трубогиб так, чтобы давящая оправка гидроцилиндра, давила именно в самую выпуклую часть трубы, которую вы отметили маркером. При этом всё же полезно уложить между оправкой и трубой лист тонкого паронита или картона, чтобы не повредить хром на трубе, или просто в месте давления на трубу, обмотать её изолентой.
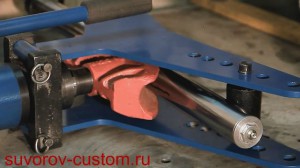
После этого создаём давление в гидроцилиндре и начинаем давить. Большое преимущество гидравлического трубогиба арбалетного типа, показанного на снимке, это то, что при каждом нажиме на рычаг, шток гидроцилиндра выходит совсем чуть чуть (всего пару мм), а значит правка трубы ведётся очень плавно, и перебор маловероятен. Но как я уже говорил выше (на примере с токарным станком) в конце правки следует на пару мм передавить трубу в противоположную от выпуклости сторону. Но не беда если вы не додавите, ведь всегда нужно проводить повторную проверку часовым индикатором, и если что, додавить трубу во второй раз.
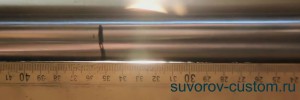 Если у вас нет призм и индикаторной стойки, то тогда можно проверять кривизну трубы с помощью длинной линейки на просвет. В таком случае добиваемся, чтобы просвет от лампы (щель от впадины) между трубой и линейкой (как на фото слева) полностью исчез после рихтовки.
Если у вас нет призм и индикаторной стойки, то тогда можно проверять кривизну трубы с помощью длинной линейки на просвет. В таком случае добиваемся, чтобы просвет от лампы (щель от впадины) между трубой и линейкой (как на фото слева) полностью исчез после рихтовки.
Третий способ правки трубы вилки мотоцикла.
 Кстати, почти так же можно выправить трубу с помощью гидравлического пресса, только следует трубу уложить на две прокладки из алюминиевого листа, уложенные прямо на призмы (как на прессе на фото слева), а между давящим штоком пресса и выпуклой частью трубы, подложить брусочек из мягкого металла (медь, алюминий).
Кстати, почти так же можно выправить трубу с помощью гидравлического пресса, только следует трубу уложить на две прокладки из алюминиевого листа, уложенные прямо на призмы (как на прессе на фото слева), а между давящим штоком пресса и выпуклой частью трубы, подложить брусочек из мягкого металла (медь, алюминий).
 +Ну и ещё один самый простой способ правки трубы, который подойдёт тем людям, у которых нет ни знакомого токаря, ни токарного станка, ни трубогиба, ни гидравлического пресса, но есть обычные большие слесарные, или фрезерные тиски. Этот способ довольно прост, если взглянуть на рисунок слева, и практически такой же как и при правке трубы с помощью гидравлического пресса. Только роль давящей части здесь выполняет не шток гидроцилиндра пресса, а губки тисок 1.
+Ну и ещё один самый простой способ правки трубы, который подойдёт тем людям, у которых нет ни знакомого токаря, ни токарного станка, ни трубогиба, ни гидравлического пресса, но есть обычные большие слесарные, или фрезерные тиски. Этот способ довольно прост, если взглянуть на рисунок слева, и практически такой же как и при правке трубы с помощью гидравлического пресса. Только роль давящей части здесь выполняет не шток гидроцилиндра пресса, а губки тисок 1.
И здесь тоже нужно подложить между трубой 3 вилки и одной из губок тисок 1 алюминиевый или медный брусок 2, а под трубу вилки два таких бруска на концах трубы. Обратите внимание, что бруски 2 из мягкого сплава, должны быть с закруглёнными краями, и желательно гладкими (отполированными), чтобы не испортить хромированное покрытие трубы вилки.
Так же здесь понадобится стальная плита 4, в качестве которой можно использовать толстостенный швеллер или какой нибудь другой жёсткий профиль, который влезет между раздвинутыми губками ваших тисков (и между брусков). Стальная плита 4 нужна для того, чтобы увеличить маленькую ширину губок тисков.
Несмотря на примитивность этого способа, он позволяет очень точно (по чуть-чуть) добавлять давящее усилие на трубу, с помощью постепенного поворота винта тисков. И хотя он требует хорошего приложения физической силы, такой способ вполне работоспособен. И здесь тоже, в конце правки, трубу необходимо немного выгнуть в сторону, противоположную искривлению, так как из-за своей упругости, после ослабления давления, труба опять немного искривится назад. Но после проверки трубы на призмах индикатором, при необходимости можно повторить операцию.
Вот вроде бы и все тонкости правки труб, которые конечно же намного лучше и эффективнее ударных (кувалдных) способов, при которых можно повредить трубу и её хромированное покрытие. И я надеюсь, что эта статья поможет новичкам отрихтовать (выправить, выпрямить) перо вилки вашего мотоцикла и вернуть его чёткую управляемость, успехов всем.
Источник
Дело — труба: перебираем вилку
000_moto_0711_074
Начнем, пожалуй, с самых простых и самых распространенных в прошлом систем. Стальная, покрытая пористым хромом труба (перо вилки) является несущим элементом, а бОльшая по диаметру труба из алюминиевого сплава (на мотоциклетном сленге «стакан»), скользит по ней вверх-вниз. Внутри сборки из двух труб располагаются гидравлические клапаны, пружина, направляющие втулки, сальник и пыльник. Масло для работы гидравлики и смазки направляющих также заливается прямо внутрь полости труб.
Если вилка не имела механических повреждений, то несколько лет проработает без проблем. Первым изнашивается масло. Уже через год оно начинает понемногу терять свои качества, в нем появляется мелкая металлическая взвесь (результат трения деталей вилки), через уплотнения просачивается вода, что также неблаготворно влияет на его свойства. Поэтому самой частой процедурой при обслуживании вилки является замена масла. На некоторых вилках внизу существует специальный винт, закрывающий отверстие для слива масла, но он встречается не всегда.
Начинать любой ремонт вилки необходимо со снятия колеса и тормозной машинки. Иногда может понадобиться снять крыло и руль. При этом мотоцикл нужно установить на центральную подставку или на боковую подставку, уперев в противоположную трубу рамы опору (можно автомобильную «треногу») так, чтобы переднее колесо приподнялось. Однако многие шоссейные мотоциклы можно поставить лишь на две подставки, да и то желательно дополнительно закрепить ремнями. Прежде чем ослаблять болты траверс, удерживающих перо вилки, нужно стронуть верхние пробки перьев. (Если их откручивать потом, зажимая перо в тисках, его можно повредить.) Если у вас нет качественного, точно подходящего под размер торцевого ключа, советую даже не начинать — испортите вид пробок навсегда. Но, даже работая хорошим инструментом, необходимо соблюдать осторожность, чтобы случайно не сорвать грани гайки, а соскочившим воротком не повредить окружающие детали мотоцикла. Бывает (обычно на круизерах и классиках), пробка вилки спрятана под круглой пластиковой накладкой. Как правило, она снимается без особого усилия.
Еще раз напоминаю, что пробки вилки можно полностью откручивать только при снятом колесе на вывешенном мотоцикле. Если этого не сделать, есть шанс получить отстрелившей под действием сжатой пружины металлической крышкой прямо в лоб. Можно и оставить несколько витков резьбы — так меньше шансов разлить масло или насыпать грязи в вилку — а открутить пробку на снятом пере.
Ослабив болты траверс, аккуратно вынимаем вилку вниз, над заранее приготовленной емкостью (раковина, корыто, ведро, противень) переворачиваем перо и выливаем масло. Если же вы не знаете, сколько масла должно быть в вилке, стоит померить линейкой его уровень от верхней кромки пера — при полностью сжатом амортизаторе и вынутой пружине. Впрочем, если масло вытекало, такое измерение нельзя считать ориентиром. Поэтому перед тем как взяться за разборку вилки, очень советую найти подробную инструкцию по ремонту данного мотоцикла и выяснить рекомендованные производителем вязкость и уровень масла, а также моменты затяжки соединений. Знать точный уровень масла в вилке для повседневной эксплуатации не так уж важно. Главное, чтобы масла было не слишком мало и не слишком много. В первом случае, гидравлика будет «завоздушиваться» и плохо работать, во втором в вилке не останется достаточно воздуха, чтобы сжаться при срабатывании вилки, и она перестанет нормально работать. Кстати, именно для регулировки упругости воздушной прослойки, расположенной в верхней части вилки и подбирают необходимый уровень масла. Если воздуха меньше, у вилки увеличивается прогрессивная характеристика и при большом ходе она становится жестче, если воздуха много, он практически не влияет на работу вилки. В любом случае этот момент важен больше для дорогих и точных в настройках спортивных вилок.
000a_moto_0711_074
Слив масло, несколько раз сводим и разводим трубы, двигаем шток, чтобы удалить остатки. Если вилка хорошо походила, будет полезно промыть ее как следует керосином или соляркой. Если жалоб на работу вилки нет, нет ощутимых люфтов и стуков, а также сильных отложений в масле, можно просто залить новое масло, установить перья в траверсах и затянуть пробки и крепеж.
Но, к сожалению, порой приходится разбирать узел дальше. Прежде всего, для замены пыльников и сальников, если масло показалось на стакане вилки. Чтобы не остаться безлошадным на несколько недель, стоит заранее заказать ремкомплект амортизатора. Обычно он включает пыльник («верхний сальник», его видно при снятии чехла, если таковой имеется), собственно сальник (которого не видно) и две направляющие втулки. Проблема в том, что втулки, даже сильно изношенные как-то не принято менять. В результате, зачастую меняют только сальники вилки, и устраняется лишь следствие проблемы, но не ее причину. Помните, что именно качественные направляющие втулки обеспечивают четкую, без люфтов, работу и продлевают жизнь уплотнениям.
Если рабочие части перьев покрылись сыпью из ржавчины или имеют глубокие царапины и потертости на хромированной поверхности, можно смело нести ее в цветмет. Ремонт такой детали не имеет смысла.
Для замены сальников и направляющих нужно разъединить перо и стакан. Для этого необходимо сначала вынуть пыльник, поддев его отверткой, и вынуть находящееся под ним стопорное кольцо. Но это еще не все. В нижнем торце стакана найдем винт (часто это — корпус регулировочного клапана), который нужен. Существует три способа это сделать. Первый — при помощи специального инструмента. Как правило, это длинный шток или труба с четырех- или шестигранником на конце, который фиксирует гидравлический цилиндр внутри пера вилки и не дает ему провернуться. Второй — когда вместо инструмента используется подручное средство. Например, деревянный черенок от швабры. Если им плотно упереться в шестигранник внутри вилки, есть хорошие шансы отвернуть болт. Третий, самый эффективный, при помощи пневматического болтоверта или просто резкого удара по ключу киянкой.
Последняя процедура при разборке вилки — разъединение двух труб. Для этого необходимо приложить некоторое усилие, как бы выбивая внутреннюю трубу из внешней.
В итоге внутренняя труба выйдет вместе с сальником и направляющими втулками. Обычно они покрыты слоем графитового напыления, на котором очень хорошо виден износ. Диагностика очень проста: есть очевидные следы износа — меняем. Собираем вилку в обратной последовательности, за исключением, пожалуй, процедуры запрессовки сальника. Дело в том, что направляющую и сальник необходимо запрессовывать, когда трубы уже вставлены одна в другую. Поэтому это можно сделать специальным инструментом, представляющим собой кольцо, точно совпадающее по диаметру с внутренним диаметром стакана вилки и достаточно широкой кромкой, и груза, также по форме напоминающего кольцо. Альтернатива — любой подручный инструмент и максимум осторожности, чтобы не повредить нежный сальник.
Принцип разборки более продвинутых перевернутых вилок не слишком отличается от описанного выше. Основное отличие в том, что гидравлический шток прикручен к верхней пробке вилки и, как правило, сначала требуется его оттуда открутить. Но вариантов конструкции таких вилок намного больше, чем обычных. Поэтому иногда может оказаться, что без особого инструмента «перевертыш» не разобрать.
ПЕРЕБОРКА ПЕРЕДНЕГО АМОРТИЗАТОРА (на примере Suzuki Djebel 250):
Источник