Техническое обслуживание и текущий ремонт кузовов, кабин и платформ
Отказы и неисправности механизмов, узлов и деталей кузовов, кабин и платформ, вызваны износами механическими повреждениями, производственными дефектами ослаблением заклепочных и болтовых соединений. Износы вызваны коррозией, трением, вибрацией перепадом температур. К механическим повреждением относятся вмятины и выпуклости, прогибы и перекосы, трещины, разрушения сварочных соединений, аварийные. Эти повреждения происходят в результате аварийных повреждений, неправильной сборки, регулировки и старения. Производственные дефекты вызваны некачественным проведением ТО и ремонта, несоответствием сборочных деталей техническим условиям.
В зависимости от степени повреждения, деформации и коррозионного разрушения существует 6 видов ремонта кузовов.
При ремонте №1 производится выправление повреждений с площадью до 20% в легкодоступных местах. При ремонте №2 – выправление повреждений со сваркой. При ремонте №3 – со вскрытием и сваркой, частичном восстановлении до 30% площади поверхности. При ремонте №4 частичном восстановлении деталей на площади поверхности свыше30%. При ремонте №5 производится замена поврежденной детали кузова ремонтной вставкой из запасных частей. При ремонте №6 производится крупноблочный ремонт, предусматривающий замену поврежденных частей кузова блоками деталей с разметкой, отрезкой. Подгонкой, вытяжкой, рихтовкой и их сваркой сплошным или точечным швом. Для тонких металлов, из которых делают кузова легковых автомобилей наиболее часто используются точечные швы чтобы не нарушить конфигурацию деталей. Частичное восстановление деталей производят путем устранения повреждений вытяжкой и правкой с усадкой металла, вырезкой участков, не подлежащих ремонту, изготовлением ремонтных вставок с приданием им формы восстанавливаемой детали. После ремонта кузова необходимо проводить контроль его геометрических параметров.
При ремонте кабин, кузовов, рам и других деталей ходовой части используется следующее оборудование и инструмент: различные ножницы и резаки по металлу, переносные и стационарные электромеханические ножницы, гильотины, кислородно-ацетиленовые горелки, полуавтоматы для сварки в среде защитных газов которые могут производить сварку сплошным и точечным швом не нарушая структуры металла (рис.2.42) стенды для вытяжки и правки деформированных мест кузовов легковых автомобилей, зигмашины необходимые для зиговки, гибки и отбортовки листового металла, машины трубо- и листогибочные, трансформаторы сварочные, инструмент и т д.
Кроме того, при ремонте кузовов, кабин используются новые композиционные материалы на основе эпоксидных смол с помощью которых выравниваются поверхности (вмятины) и производится склеивание деталей. Для выравнивания поверхности кузовов, кабин напылением используется термопластик ТПФ –37. Трещины в панелях кабины могут устраняться пайкой припоем ПМЦ-54, бронзовой или латунной проволокой используя специальный аппарат НИИАТ Р-447.
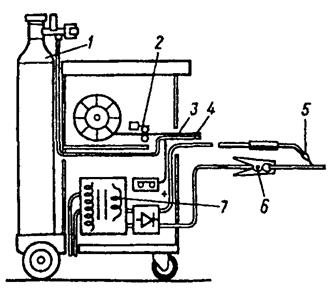
1 – баллон с углекислотой; 2 – механизм подачи проволоки; 3 – проволока; 4 – трубопровод подачи газа; 5 – горелка; 6 – заземление; 7 – трансформатор
Рисунок 2.42 – Схема полуавтомата для сварки в среде защитных газов
В период эксплуатации автомобилей при ТО согласно технологическим картам проводятся крепежные и смазочные работы, антикоррозионное покрытие кузова, осмотр лакокрасочных и декоративных покрытий, полировка кузова легковых автомобилей.
Характерными работами при их текущем ремонте являются: правка и сварка поврежденных деталей, шпатлевка, грунтовка, покраска и сушка.
При ТО используют различные виды ключей для откручивания и закручивания гаек. Могут использоваться электогайковерты и динамометрические ключи.
При допуске к работе рабочие должны пройти соответствующие виды инструктажей. Все инструменты, имеющие электропривод, должны быть заземлены. Разливы масел и топлив не допускаются. Не допускается мытье деталей, рук бензином или керосином.
Для поддержания внешнего вида необходим постоянный уход за лакокрасочным покрытием. При разрушении лакокрасочного покрытия производится вначале зачистка наждачной бумагой поврежденной поверхности вручную или с помощью технических средств. Удаление лакокрасочного покрытия может производиться и химическим путем, для чего используются специальные смывки. Затем зачищенное место тщательно промывают водой, продувают сжатым воздухом, обезжиривают растворителем и наносят травильно-защитный слой, который содержит ортофосфорную кислоту, цинковые белила, натрий и т. д. Защитный слой, состоящий в основном из цинка, образует защитную пленку толщиной до 3 мкм. После нанесения защитного слоя обязательно следует тщательно промыть поверхность, теплой водой удалив остатки ортофосфорной кислоты. Затем на обработанную поверхность соответственно наносятся шпатлевка слоем не более 2 мм, после сушки и обработки пульвелизатором грунтовка слоем 10…50 мкм. Производится сушка пр температуре 70…80 0 С в течении часа ( в покрасочной камере), при температуре 18…24 0 С в течении 24 часов. После сушки производится обработка поверхности водостойкой шкуркой типа КЗ-4 с применением теплой воды и, после сушки и подогрева поверхности до температуры 40…50 0 С, наносят первый выявительный слой краски. Выявительный слой краски позволяет выявить некачественно обработанную поверхность, которая затем снова обрабатывается. Поверхность тщательно промывается и высушивается в покрасочной камере.
Подготовленная поверхность окрашивается слоями нанесенными перпендикулярно друг другу краской подогретой до температуры 40-60 С 0 . Производится сушка. Время сушки и температурный режим указываются в инструкции наклеенной на емкость, в которой находится краска. Для синтетических эмалевых красок рекомендуется наносить 2…3 слоя, доведя толщину слоя до 40…60 мкм, для нитрокрасок толщину слоя можно увеличить на 10 мкм.
В большинстве случаев легковой автомобиль приходит в негодность из-за разрушения коррозией кузова, в то время как другие агрегаты еще работоспособны. Поэтому в процессе эксплуатации оголенные места кузова и днище подвергают специальной обработке. Для обработки используют поливинилхлоридные пластизоли (срок действия от 3 до 7 лет). Антикоры на битумной (АнТИКОР-2) и сланцевой (МСА-3) основе. Мовиль, Резистин и т.д. Обработка поврежденной поверхности кузова производится как и при покраске. После тщательной обработки наносится грунтовка типа ГФ-021, а щели заливаются Мовилем. Грунтовка высушивается и наносится пульвелизатором подслой состава «Автогрунтовка цинконаполненная» одним слоем с целью замедления коррозии металла за счет оцинкования голой поверхности кузова. Наносится с помощью кисти или специальной установки первый антикоррозионный слой толщиной 0,2…0,4 мкм. Сушится при температуре 24 0 С 54 часа. Наносится второй слой такой же толщины, который сушится уже 5 часов при той же температуре. Наносится такой же третий слой, который сушится в течение 48 часов. Режим нанесения и сушки для многих мастик указан в инструкции наклеенной на емкости, где содержится мастика. Противокоррозионная обработка закрытых полостей кузова производится по схемам, разработанным заводами изготовителями. Две схемы указаны на рис.2.43.
а – вид спереди; б – сзади
Рисунок 2.43 – Схемы обработки скрытых полостей кузова
На практике могут использоваться для обработки кузовов различные варианты составов антикоррозионных мастик и суспензий.
Источник
Ремонт платформы, кабины и кузова автомобиля
Ремонт кабины, кузова и платформы связан с устранением всех видов дефектов, которые появляются на них в процессе эксплуатации. К таким дефектам относятся: усталостные и сварные трещины, ослабление резьбовых и заклепочных соединений, коррозионные изъязвления, разрывы металла, прогибы и перекосы, вмятины, а также выпучены.
Во время капитального ремонта автомобиля раму полностью разбирают и осуществляют контроль состояния сварных швов и наиболее нагруженных участков, при этом ослабленные заклепочные соединения демонтируют и заменяют на новые.
Погнутые поперечины балки выпрямляют на специальных стендах при помощи прессов. После этого качество правки контролируют при помощи проверочных линеек и щупов.
Обнаруженные трещины в сварных соединениях или деталях заваривают. Перед сваркой во избежание дальнейшего распространения трещины необходимо на ее концах просверлить отверстия диаметром 3–5 мм. После этого металл около трещины удаляют на всю ее глубину с разделкой кромок под углом 90°. Если трещина сквозная, а толщина металла не превышает 12 мм, то делают V-образную разделку, пи большей толщине металла делают Х-образную разделку. Для сваривания разделки наиболее эффективной будет сварка в среде углекислого газа. На выбор марки сварочной проволоки влияет химический состав свариваемого металла.
В том случае, если трещина проходит через отверстие, то этот участок полностью вырезают и заменяют новым, в таких случаях иногда для усиления приваривают накладки.
Участки кузова, платформы или кабины, поврежденные глубокими или сквозными коррозионными изъязвлениями, полностью вырезают и заменяют на новые. Вырезку лучше всего производить механическим способом с применением пневматического резца, электрических ножниц или газовой резки. Однако необходимо учитывать, что при газовой резке за счет высоких температур происходит коробление металла оставшейся части.
Приварку новых вставок осуществляют после предварительной прихватки короткими участками длинной 5–10 мм с шагом 100–120 мм. Но более широкое применение получила сварка в среде углекислого газа сварочной проволокой диаметром 0,8 мм, током 90–110 А и напряжением 18–22 В. Но в некоторых случаях применяют контактную точечную сварку (например при приваривании крыльев). Сварное соединение, как правило, выполняется внахлестку и по всему периметру участка.
Для того чтобы частично снять внутреннее напряжение и придать узлу правильную форму, сварные соединения подвергаются проковке при помощи пневматического пистолета. Кузов, кабина и их детали, потерявшие форму при аварии, правят на специальных стендах с применением специализированного инструмента, в роли которого выступают оправы, гидравлические струбцины, зажимы, растяжки и т.д. Процесс правки может выполняться как в холодном состоянии, так и с нагревом поврежденных мест. Небольшие вмятины, не имеющие перегибов, устраняют выколоткой при помощи различных деревянных или резиновых молотков. Глубокие вмятины, не имеющие острых загибов и складок, начинают выправлять с середины, постепенно смещая удары к краю. Вмятины ударного характера с линиями перегиба выравнивают с подогревом линии перегиба. Окончательную правку осуществляют с применением поддержек, которые устанавливаются с внутренней стороны. Тонкую рихтовку выполняют при помощи специальных рихтовальных молотков.
Сломанные болты, резьбовая часть которых продолжает оставаться в детали автомобиля, удаляют вывертыванием (в том случае, если есть возможность захвата за выступающую часть) или высверливанием сверлом, диаметр которого немного меньше внутреннего диаметра резьбы болта (в том случае, когда возможность захвата отсутствует). После этого в отверстие вбивают квадратный стержень, при помощи которого и осуществляется удаление болта. После удаления болта резьбу в отверстии поправляют при помощи мечника.
Если резьба в отверстии детали имеет значительные повреждения, которые не поправишь при помощи мечника, то в этом случае резьбу заплавляют. После этого отверстие рассверливают вновь под требуемый диаметр и нарезают новую резьбу.
Окраска и сборка
После завершения работ по восстановлению и ремонту кабина, кузов и платформа автомобиля подлежат окраске. Если лакокрасочное покрытие хорошо сохранилось, то при капитальном ремонте производят его обновление.
Окраска защищает детали кузова автомобиля от коррозии, а также способствует улучшению внешнего вида машины.
Процесс нанесения на кузов автомобиля лакокрасочного покрытия включает в себя следующие этапы:
1) приготовление лакокрасочного покрытия;
2) подготовка поверхности к окраске;
5) шлифование грунтовых и шпаклеванных поверхностей;
6) нанесение противокоррозионных и противошумных мастик;
7) нанесение первого слоя эмали;
8) правка покрытий местной шпаклевкой;
9) шлифование местных шпаклеванных поверхностей;
10) нанесение нескольких слоев эмали с сушкой каждого;
11) контроль качества выполнения работ.
Приготовление лакокрасочного покрытия осуществляется непосредственно перед началом процесса окраски. Приготовление лакокрасочного покрытия заключается в перемешивании краски, а также в перемешивании ее с растворителями до требуемой консистенции. Вязкость определяют на вискозиметре, она определяется временем истечения 100 см 3 лакокрасочного покрытия.
Для покраски кузовов и кабин чаще всего применяют нитроглифталевые и синтетические эмали, а также нитроэмали.
Подготовка поверхности к окраске заключается в удалении масел, окалины, ржавчины, старой краски, а также влаги. Очистка поверхности от ржавчины, окалины, старой краски осуществляется на моечных машинах. Масла удаляют с поверхности при помощи ветоши, а также обезжириванием. Влага удаляется 3-минутной сушкой горячим воздухом.
Грунтовка поверхности необходима для того, чтобы обеспечить наилучшее сцепление слоев эмали с поверхностью детали. Для грунтовки применяют лакокрасочный материал, который обладает высокими сцепными свойствами с поверхностью детали. Грунтовая поверхность обязательно должна быть матовой. Если после грунтовки поверхность детали оказалась глянцевой, то ее необходимо зачистить мелкозернистой наждачной бумагой для придания шероховатости.
Шпатлевание выполняют для устранения различных неровностей и раковин на поверхности детали. Шпатлевание осуществляется на грунтованной поверхности. Шпатлевка наносится шпателем в несколько слоев. Толщина одного слоя не должна превышать 0,5 мм, а общая толщина слоя шпатлевки должна быть не более 2,0 мм. Последующий слой шпатлевки наносится на предыдущий только после его полного высыхания.
После шпатлевания приступают к шлифовке поверхности. Шлифовка позволяет сгладить небольшие неровности поверхности после шпатлевки. Этот процесс может выполняться как вручную, так и при помощи переносных пневматических или электрических шлифовальных машин. В качестве шлифующего материала широко применяется пемза, а также водостойкая наждачная бумага с мелким зерном.
Противокоррозионная и противошумная мастика уменьшает уровень шума в салоне автомобиля при его движении, а также предохраняет кузов от коррозии. Мастику наносят вручную или при помощи специального пневматического устройства. Нижнюю часть кузова, кабину и платформу защищают битумно-асбестовым покрытием, которое обладает высокой эластичностью и устойчивостью против вредного воздействия солей и камней. Противокоррозионная защита закрытых полостей осуществляется путем впрыскивания покрытий через специальные отверстия.
Процесс окраски начинается с нанесения первого слоя эмали. Этот слой позволяет выявить оставшиеся дефекты, которые более четко проявляются на окрашенной поверхности. Выявленные дефекты шпатлюют быстро сохнущей шпатлевкой и шлифуют мелкозернистой шлифовальной бумагой. После этого на подготовленную поверхность наносят остальные слои лакокрасочного покрытия. Нанесение лакокрасочного покрытия осуществляется при помощи пистолета-краскораспылителя или краскораспылительной установкой при давлении сжатого воздуха 0,3-0,7 МПа. Разведенную краску заливают в бак краскораспылителя инжекторного типа, после этого под действием сжатого воздуха краска наносится на окрашиваемую поверхность. Недостатком пневмораспыления является большой расход лакокрасочного материала из-за потерь на туманообразование. Для того чтобы снизить эти потери, окраску осуществляют в электрическом поле на специальных установках.
Сушка лакокрасочного покрытия может протекать в естественных условиях при температуре окружающего воздуха 18–23°С или в естественных условиях при температуре 60–120°С. В искусственных условиях покрытие высыхает намного быстрее и получается намного качественнее. Нагрев окрашенной поверхности осуществляется в специальных камерах горячим воздухом. Кроме этого нагрев может осуществляться терморадиационным способом, который основан на поглощении металлическими поверхностями инфракрасных лучей.
При выполнении работ по окраске поверхности контроль качества основывается на оценке адгезии (прилипаемости) покрытия к металлу, а также на измерении толщины лакокрасочного слоя.
Толщина слоя покрытия измеряется при помощи магнитного толщиномера. Оценка адгезионных свойств осуществляется способом решетчатого надреза по четырехбалльной шкале. На нелицевой стороне при помощи скальпеля делается несколько взаимно перпендикулярных надрезов с образованием площадок площадью 1–4 мм 2 . Первому (наивысшему) баллу соответствует полное отсутствие отслаивания, четвертому баллу соответствует полное или неполное (более 35%) отслаивание покрытия от поверхности окрашенной детали.
Сборка автомобиля представляет собой завершающий этап ремонта. От качества сборки во многом зависит надежность и долговечность автомобиля в целом. Технологический процесс сборки включает в себя комплектование деталей в узлы, узлов – в агрегаты, а агрегатов – в автомобиль.
Комплектование отдельных деталей автомобиля осуществляется по массе, размерам, сбалансированности, а также по принадлежности к узлам и агрегатам. Комплектование деталей по размерам осуществляется с учетом обеспечения необходимой точности сборки. Точность сборки может достигаться следующими методами:
1) полной взаимозаменяемости;
2) неполной взаимозаменяемости;
3) групповой взаимозаменяемости;
При методе полной взаимозаменяемости любые детали, которые берутся со склада, обеспечат необходимую точность сборки. Этот метод обеспечивает простоту сборки и комплектования.
При методе неполной взаимозаменяемости требуемая точность без подгонки достигается не на всех узлах. Этот метод также обеспечивает простоту комплектования, однако он требует введения постоянного контроля точности сборки. Контроль точности сборки позволяет выявить детали, которые имеют отклонения от требуемой точности. Кроме этого при методе неполной взаимозаменяемости появляются дополнительные затраты, связанные с устранением отклонений от необходимой точности.
При методе групповой взаимозаменяемости детали сортируются на размерные группы в пределах более узкого поля допуска. Внутри каждой отдельной группы точность сборки обеспечивается методом полной взаимозаменяемости. Этот метод применяется при комплектовании деталей двигателя внутреннего сгорания. Этот метод позволяет расширить номенклатуру деталей одного наименования. Однако этот метод также и увеличивает количество размерных групп, что, в свою очередь, усложняет комплектование сборки деталями.
Методы регулировки и пригонки позволяют обеспечить необходимую точность сборки за счет применения подвижного или неподвижного компенсатора или за счет изменения размера компенсатора снятием стружки.
В процессе комплектования осуществляют пригоночные работы, такие как: шабрение, притирка, развертывание, прогонка, резьба, зачистка заусенцев.
Шабрение позволяет обеспечить более точную подгонку детали. Для этой операции применяют различные шаберы. После этого контроль обработанной поверхности проводят по методу красок. Шабрение чаще всего применяется для подгонки плоскостей картеров двигателей, коробок передач и т.д.
Притирка позволяет обеспечить герметичность сопрягаемых поверхностей таких деталей, как клапаны, топливные или масляные краники и т.д. Притирка выполняется при помощи мельчайших абразивных порошков и масла, а также при помощи пасты ГОИ, которые наносят на притираемые поверхности. После этого детали начинают перемещать относительно друг друга до тех пор, пока поверхности не станут матовыми, без рисок. Качество выполнения притирки проверяется испытанием на герметичность.
Развертывание позволяет обеспечить высокую точность обработки. Для выполнения этой операции применяют развертку. Эта операция осуществляется вручную или на сверлильных станках.
Прогонка резьбы позволяет устранить дефекты и очистить резьбовые поверхности от следов коррозии.
Зачистка заусенцев осуществляется при помощи напильников, шаберов, абразивных брусков, шлифовальной бумаги. Зачистка заусенцев может производиться как вручную, так и на специальных машинах.
Все вышеперечисленные комплектовочные работы выполняются в строгом соответствии с техническими условиями.
Источник
