Pereosnastka.ru
Обработка дерева и металла
Термоэлектрические преобразователи, поступающие в ремонт после разборки и очистки, тщательно осматривают, определяя состояние термоэлектродов, рабочего конца, защитной трубки и зажимов контактной головки. При осмотре электродов из неблагородных металлов проверяют, нет ли в них трещин, обрывов, которые могут появляться в условиях воздействия повышенных температур. При обнаружении дефектов термоэлектроды заменяют новыми, которые могут быть изготовлены из термоэлектродной проволоки. Последнюю нарезают на куски необходимой длины, скручивают между собой на рабочем конце и сваривают. Сваривать электроды можно в пламени электрической дуги или газовой горелки до появления шарика расплавленного металла на конце скрутки. Пластинчатые термоэлектроды сваривают обычно внахлестку с помощью аппарата для контактной сварки.
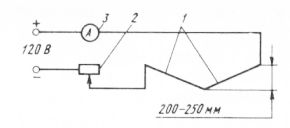
Рис. 1. Схема отжига термоэлектродов термопары
Электроды термопар из благородных металлов помимо чистки подвергают отжигу, так как при длительной эксплуатации они загрязняются окислами металлов и науглероживаются. Отжиг электродов осуществляют электрическим током 10,5 — 11 А в течение 3 — 4 ч. Схема отжига показана на рис. 1.
Электроды отжигаемой термопары присоединяют через реостат и амперметр к токоподводящим проводам, растягивая свободные концы в разные стороны так, чтобы рабочий конец стал ниже их на 200 — 250 мм. Включив ток, на верхние концы электродов наносят буру, которая, плавясь, каплями стекает по электродам, очищая их. Закончив очистку, электроды промьюают в дистиллированной воде. Чистку электродов также можно выполнять в крепком растворе соляной или азотной кислоты с последующей промывкой водой и сушкой. После ремонта на электроды надевают изоляционные трубки и присоединяют клеммную панель. На рабочий конец термопары надевают изоляционный наконечник и вставляют собранную термопару в защитную арматуру. После ремонта необходимо мегомметром измерить сопротивление электрической изоляции между термоэлектродами и корпусом, а также между отдельными термопарами двойных и многозонных термопар. Сопротивление изоляции должно быть не менее: 5 МОм — при температуре (20 ± 5) °С и относительной влажности до 80% для всех термопар; 0,5 МОм — при температуре 35 °С и относительной влажности (95 ± 3) % для влаго- и водозащищенных термопар.
Термопреобразователи сопротивлений, поступившие в ремонт, подлежат разборке и внешнему осмотру, при котором устанавливают видимые повреждения защитной арматуры, чувствительного элемента, головки и зажимов. Поврежденный чувствительный элемент медного термопреобразователя подлежит замене новым или же его изготовляют в мастерской. Материалом для намотки может служить провод марки ПЭШО или ПЭС диаметром 0,1 мм. Провод равномерно наматывают на каркас и каждый слой покрывают бакелитовым или глифталевым лаком. Готовый элемент сушат при температуре 150 °С в течение 6 ч. После охлаждения выполняют проверку, подгонку и сравнение характеристик датчика с градуировочными данными. При ремонте платинового термопреобразователя сопротивления обрыв проволоки чувствительного элемента устраняют сваркой на небольшой вольтовой дуге, после чего элемент собирают заново. После ремонта производят проверку сопротивления чувствительного элемента. Проверка, подгонка и сравнение характеристик отремонтированного термопреобразователя с градуировочными данными должны осуществляться с помощью одинарного или двойного моста класса не ниже 0,05.
Источник
Ремонт термоэлектрических преобразователей
Осмотр термоэлектрических преобразователей
Термопреобразователь разбирают на отдельные части, очищают их от грязи и тщательно осматривают с целью выяснения состояния термоэлектродов и их рабочего конца, зажимов на вкладыше головки и самого вкладыша, керамического изоляционного вкладыша (стаканчика) для рабочего конца термопары, защитной трубки.
При осмотре термопар, у которых термоэлектроды изготовлены из неблагородных металлов или сплавов (медь, копель, хромель, алюмель и др.), проверяют отсутствие поперечных трещин, которые иногда появляются в результате длительной работы термопреобразователя при высоких для термоэлектродов температурах или вследствие частых попеременных изменений температуры исследуемой среды, то в сторону повышения, то в сторону понижения.
Появление трещин в термоэлектродах может быть также следствием механических напряжений от неправильного армирования термопреобразователя. Так, применение двухканальных изоляторов при толстых термоэлектродах часто приводит к выходу термопреобразователей из строя. Недопустимо, чтобы термопара, особенно изготовленная из толстых термоэлектродов, своим рабочим концом упиралась в дно защитной трубки или изоляционного керамического вкладыша (стаканчика).
При внешнем осмотре термопар, термоэлектроды которых изготовляются из благородных металлов или сплавов (платина, платинородий и др.), проверяют отсутствие на их поверхности «пересечек» — мелких углублений как бы от удара ножом. При их обнаружении термоэлектроды в местах, где замечены «пересечки», разрывают и сваривают.
Отжиг термопар из благородных металлов
 В эксплуатационных условиях при очень высоких температурах не всегда удается защитить платинородиевые и платиновые термоэлектроды от воздействия на них восстановительной газовой среды (водород, оксид углерода, углеводороды) и агрессивных газовых сред (углекислота) в присутствии паров оксидов железа, магния и кремния. Кремний, присутствующий почти во всех керамических материалах, представляет собой наибольшую угрозу для платинородий-платиновых термопреобразователей.
В эксплуатационных условиях при очень высоких температурах не всегда удается защитить платинородиевые и платиновые термоэлектроды от воздействия на них восстановительной газовой среды (водород, оксид углерода, углеводороды) и агрессивных газовых сред (углекислота) в присутствии паров оксидов железа, магния и кремния. Кремний, присутствующий почти во всех керамических материалах, представляет собой наибольшую угрозу для платинородий-платиновых термопреобразователей.
Термоэлектроды этих термопреобразователей легко его поглощают с образованием силицидов платины. Происходит изменение термо-ЭДС, уменьшается механическая прочность термоэлектродов, иногда они полностью разрушаются в связи с возникшей хрупкостью. Неблагоприятное влияние оказывает присутствие угольных материалов, например графита, так как в них есть примеси кремнезема, который при высоких температурах в контакте с углем легко восстанавливается с выделением кремния.
Для удаления загрязняющих веществ из термоэлектродов благородных металлов или сплавов термопары подвергают отжигу (прокаливанию) в течение 30. 60 мин электрическим током на воздухе. Для этого термоэлектроды освобождают от изоляторов и подвешивают на двух штативах, после чего обезжиривают при помощи тампона, смоченного чистым этиловым спиртом (1 г спирта на каждый чувствительный элемент). Свободные концы термоэлектродов подключают к электрической сети напряжением 220 или 127 В частотой 50 Гц. Ток, необходимый для отжига, регулируют посредством регулятора напряжения и контролируют по показаниям амперметра.
 Чувствительные элементы термопреобразователей с градуировочной характеристикой ПП (платинородий — платина) с термоэлектродами диаметром 0,5 мм отжигают при токе 10 — 10,5 А [температура (1150 + 50) °С], чувствительные элементы с градуировочной характеристикой типа ПР-30/6 [платинородий (30 %) — платинородий (6 %)] отжигают при токе 11,5. 12 А [температура (1450 + 50) °С].
Чувствительные элементы термопреобразователей с градуировочной характеристикой ПП (платинородий — платина) с термоэлектродами диаметром 0,5 мм отжигают при токе 10 — 10,5 А [температура (1150 + 50) °С], чувствительные элементы с градуировочной характеристикой типа ПР-30/6 [платинородий (30 %) — платинородий (6 %)] отжигают при токе 11,5. 12 А [температура (1450 + 50) °С].
Во время отжига термоэлектроды промывают бурой. Для этого на жестяную или какую-либо другую пластинку насыпают буру и затем пластинку передвигают вдоль нагретого термоэлектрода таким образом, чтобы он был погружен в буру (не забывать об электропроводности пластинки). Достаточно 3 — 4 раза провести пластинкой с бурой вдоль термоэлектрода, чтобы платинородий и платина были чистыми, без поверхностных загрязнений.
Может быть рекомендован и иной способ: по раскаленному термоэлектроду сплавляют каплю буры, давая этой капле свободно скатываться.
По окончании отжига ток плавно уменьшают до нулевого значения в течение 60 с.
После очистки оставшуюся на термоэлектродах буру удаляют: крупные капли — механически, а слабые остатки — промывкой в дистиллированной воде. Затем термопару вновь отжигают. Иногда промывки бурой и отжига бывает недостаточно, так как термоэлектроды все же остаются жесткими. Это указывает на то, что платина впитала кремний или другие несгорающие элементы и необходима очистка на аффинажном заводе, куда и направляют термоэлектроды. Так же поступают, если на термоэлектродах остаются поверхностные загрязнения.
Проверка однородности термоэлектродов
 При практическом использовании термопреобразователя всегда обнаруживается некоторая разница температур вдоль длины его термоэлектродов. Рабочий конец термопреобразователя обычно располагается в зоне наивысшей температуры, например в центре дымохода. Если перемещать некий измеритель температуры, например рабочий конец термопреобразователя (подключенный к другому милливольтметру), вдоль термоэлектродов первого термопреобразователя в направлении от рабочего к свободным концам, то будет отмечаться уменьшение температуры по мере удаления от центра дымохода к его стенкам.
При практическом использовании термопреобразователя всегда обнаруживается некоторая разница температур вдоль длины его термоэлектродов. Рабочий конец термопреобразователя обычно располагается в зоне наивысшей температуры, например в центре дымохода. Если перемещать некий измеритель температуры, например рабочий конец термопреобразователя (подключенный к другому милливольтметру), вдоль термоэлектродов первого термопреобразователя в направлении от рабочего к свободным концам, то будет отмечаться уменьшение температуры по мере удаления от центра дымохода к его стенкам.
Каждый из термоэлектродов по длине обычно обладает неоднородностью (негомогенностью) — сказываются незначительное различие в составе сплава, наклеп, механические напряжения, местное загрязнение и т. п.
В результате неравномерного распределения температуры вдоль термоэлектродов и их неоднородности в термоэлектрической цепи возникают присущие точкам неоднородности термоэлектродов собственные термо-ЭДС, часть которых суммируется, часть вычитается, но все это приводит к искажению результата измерения температуры.
С целью уменьшения влияния неоднородности каждый термоэлектрод термопар из благородных металлов, особенно образцовых, после отжига проверяют на однородность.
Для этого выпрямленный проверяемый термоэлектрод вводят в невключенную небольшую трубчатую электропечь, способную при нагревании создавать местное тепловое поле. К положительному термоэлектроду присоединяют отрицательный зажим чувствительного нулевого гальванометра, к положительному зажиму этого гальванометра подключают положительный зажим источника регулируемого напряжения (ИРН), а к отрицательному зажиму ИРН — отрицательный термоэлектрод термопары. Такое включение ИРН дает возможность скомпенсировать (уравновесить) термо-ЭДС термопары напряжением от ИРН. Чтобы не повредить чувствительный нулевой гальванометр, сперва вместо него включают более грубый нулевой гальванометр, производят компенсацию термо-ЭДС, затем меняют местами нулевые гальванометры и выполняют окончательную компенсацию термо-ЭДС, используя реостаты плавного регулирования ИРН и чувствительный нулевой гальванометр.
Включают электропечь, создают местный прогрев исследуемого термоэлектрода и медленно протягивают его через печь по всей его длине. При однородности металла или сплава термоэлектрода указатель нулевого гальванометра будет находиться на нулевой отметке. В случае же неоднородности термоэлектродной проволоки указатель нулевого гальванометра отклонится влево или вправо от нулевой отметки. Неоднородный участок термоэлектрода вырезают, концы сваривают и спай проверяют на однородность.
При наличии незначительной неоднородности, когда дополнительная термо-ЭДС не превышает половины допускаемой погрешности для термо-ЭДС данной пары, участок термоэлектрода не вырезают и с указанной неоднородностью не считаются.
Подготовка термоэлектродов к сварке
Если позволяет длина оставшихся несгоревшими термоэлектродов, вместо разрушенного рабочего конца изготавливают новый.
Если имеется возможность изготовить термопару из новых термоэлектродов, самым тщательным образом проверяют соответствие материала термоэлектродов изготавливаемому термопреобразователю, чтобы убедиться в его качественности.
Для этого на основании нормативных документов устанавливают род материала, его техническую характеристику, результаты испытания материала ОТК (отделом технического контроля) завода-изготовителя. При соответствии этих данных техническим требованиям материал может быть использован; в противном случае его подвергают испытаниям.
Для проверки однородности от бухты материала отрезают кусок термоэлектрода длиной, превышающей необходимую для изготовления термопреобразователя, после чего с помощью зажимов к концам термоэлектрода подключают короткие медные соединительные провода. Зажимы опускают в теплоизоляционные сосуды с тающим льдом (0 °С) и определяют однородность материала термоэлектрода.
Для определения рода материала и его класса от бухты отрезают около 0,5 м термоэлектрода и сваривают его с таким же куском платиновой проволоки. Рабочий конец полученной термопары помещают в паровой термостат с температурой 100 °С, а свободные концы отводят в теплоизоляционные сосуды с тающим льдом (0 °С) и соединяют медными проводами с потенциометром. По термо-ЭДС, развиваемой термопарой, определяют род и класс материала.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Ремонт приборов для измерения температуры.
Наиболее распространенными неисправностями приборов данной группы являются: частичная или полная разгерметизация термосистемы термобаллон – капилляр; неисправности в кинематических элементах показывающего устройства; отказы сигнальных устройств и контактных групп; неисправности и отказы механизмов привода диаграммного устройства.
Для проверки герметичности термосистемы термобаллон помещают в термостат, изменяют температуру его нагрева и методом сравнения показаний образцового и ремонтируемого манометрического термометра определяет гермотичность термосистемы. Если основная погрешность манометрического термометра лежит в пределе его класса точности, то термосистема герметична.
Отсутствие приращения показаний на приборе при повышении температуры указывает на потерю чувствительности термосистемы вследствие нарушения ее герметичности.
Место разгерметизации определяет подачей азота в термосистему через капиллярный отросток, для этого редуктором плавно повышается давление азота в пределах 1,5 – 3,0 МПа (15 – 30 кгс/см 2 ), термобаллон с капилляром погружают в емкость с водой, а пружину показывающего прибора – в емкость с керосином или бензином. Пузырьки азота, поднимающиеся на поверхность жидкости, указывают место разгерметизации датчика.
Наибольшую трудность представляет определение разгерметизации капилляра, так как он защищен металлической защитной оболочкой.
Место повреждения в термобаллоне устраняется запаиванием припоем типа ПСр –м 45; при не плотности капилляра вырезают поврежденный участок, устанавливают на капилляре ставки из медной трубки О 2-3 мм и опаивают ее припоем типа ПСр -45.
После ремонта термосистему проверяют на падение давления в системе; если падение давления отсутствует, то термосистеме герметична.
Затем термосистему заполняют наполнителем (газом, жидкостью или конденсатом) согласно паспортным данным прибора. Давление в термосистеме контролируют по образцовому манометру. Величина давления, при котором заполняется система, называется начальным давлением. Величина начального давления определяется согласно паспорту прибора и зависит от пределов измерения манометрического прибора и характеристики пружины. Для газовых термометров начальное давление составляет 1,0 – 3,4 МПа (9,8 – 34,4 кгс/см 2 ).
Отросток капилляра после данной операции расклепывают.
Нарушения и отказы в кинематических звеньях возникают при увеличении трения, загрязнения и коррезии элементов измерительного механизма, а также при плохих соединениях кинематических звеньев.
При неисправностях необходимо осмотреть элементы, проверить трение в соединениях измерительного механизма с пером и пружиной. При обнаружении повышенного трения и загрязнения механизма его разбирают, чистят и промывают в бензине.
Если при проверки манометрического термометра после его ремонта обнаруживается несоответствие показаний с действительной температурой, то необходимо произвести корректировку «нулевого» положения стрелки прибора при установки термобаллона в среду тающего льда т.е. при 0 о С.
Отказы сигнальных устройств происходят, как правила при неправильной эксплуатации прибора, в условиях повышенной вибрации, превышении максимально допустимого тока через контактные устройства. При этом возникает повышенное искрение контактных групп, «залипание» контактов, а также их обогревание.
Периодические контакты сигнальных устройств необходимо волосяной щеточкой, смоченной в бензине и техническом спирте.
Категорически запрещаются защищать контакты надфилями и мелкозернистой шкуркой во избежание нарушения поверхности контактов и снятия с серебра. Обогревающие контакты подлежат зазоры контактов четкость их срабатывания.
К неисправностям механизма привода диаграммного устройства следует отнести: превышение погрешности хода диаграммы свыше допустимых норм; периодические отказы механизмов привода.
Основными неисправностями термопар и термометров сопротивлений являются: обрыв чувствительных элементов, замыкание элементов на корпус, межвитковое замыкание термометра сопротивления, понижение сопротивление изоляции, повреждение защитной гильзы.
Сопротивление изоляции обмотки термометра сопротивления и термопары замеряют мегомметром типа М1101М на 500В. Целостность обмотки и значения сопротивления термометра определяются лабораторным мостом типа МВУ – 49, образцовым мостом МО. Причиной уменьшения величины сопротивления по сравнению с градировочными данными может явиться витковое замыкание датчика или утечка тока через блок зажима.
При обрывах обмотки термометра сопротивления их заменяют новыми чувствительными элементами той же градуировки, а при их отсутствии выполняют ремонт термометров.
Ремонт медных термометров сопротивления. Ремонт заключается в изготовлении (намотки) чувствительного элемента. Для этого на предварительно подготовленный и бакелизированный каркас равномерным шагом медный привод марки ПЭШО или ПЭС диаметром 0,1 мм; каждый слой обмотки покрывают бакелитовым или глифталевым лаком. После просушки элемент с целью получения стабильной характеристики термопар сопротивления подвергается старению, которое ведется при температуре 150 о С в течение 6 ч. После охлаждения производится проверка, подгонка и сравнение характеристики термометра с градуировочными данными. Перед сборкой термометра выводы зажимов припаивают к концам чувствительного элемента припоем типа ПОС – 60.
Ремонт платиновых термометров сопротивления. При ремонте чувствительный элемент разбирают, отделяя его от слюдяных накладок, стяжной ленты и каркаса. Обрыв устраняют сваркой платиновой проволки в электрической дуге или в растворе поваренной соли переменным током напряжением 20 – 24 В.
При витковом замыкании элемента либо заменяют поврежденную слюдяную пластину с насечками, либо короткозамкнутые витки раздвигают и укладывают в соответствующие пазы в слюдяной пластине. Проверка, подгонка и сравнение сопротивления термометра с градировочными кривыми производятся с помощью мостов сопротивления типа МВУ-49 или МО.
Сопротивление изоляции отремонтированных и собранных в чехол термометров замеряют мегомметром, при этом напряжение прикладывается на корпус и закороченные выводы термометра, Величина сопротивления изоляции в зависимости от исполнения термометров сопротивления лежит в пределах 1 – 10 Мом.
Ремонт термопар при обрывах и нестабильности работы заключается в разборке и осмотре состояния рабочего конца и термоэлектродов, При обнарижении дефектов термопары ремонтируют. Места обрывов сваривают, Сварка рабочего конца термопары прозводится после скрутки концов электродов в электрической дуге между графитовыми электродами малого диаметра (5 – 8 мм) до образования расплавленного шарообразного окончания на конце электродов.
Обрывы электродов термопар типов ХА, ХК можно устранить дуговой сваркой. Для этого на вторичную обмотку понижающего трансформатора через графитовый электрод подсоединяют оборванные части термоэлектрода – с прикосновением графита к частям термоэлектрода возникает дуга и части свариваются. При сварке термопар типов ХА, ХК в качестве флюса используется бура, которая после сварки удаляются резким охлаждением в воде.
При ремонте термопары из благородных металлов ее подвергают отжигу, чистке и проверке на однородность электродов. Отжиг производится нагревом электрическим током до температуры 1300 о С в течение 1 ч, при этом бурой ведут чистку электродов от оксидов. Однородность термоэлектрических свойств электродов проверяют милливольтметром, подключенным к свободным концам термопары. Затем термоэлектрод помещают в муфельную печь. При медленном перемещении электрода через печь измеряется термо-э.д.с. Если термо-э.д.с. превышает половину допустимой погрешность термопары, то на данном нагретом участке существует неоднородность и этот участок подлежит замене.
Дата добавления: 2018-09-20 ; просмотров: 4634 ; Мы поможем в написании вашей работы!
Источник