- Ремонт плоскошлифовальных станков 3г71
- Шлифовальные станки ремонт и обслуживание от 4 900 руб
- Ремонт шлифовальных станков.
- Виды поломок
- Виды станков
- Самостоятельный ремонт
- Части, из которых состоит станок
- Стоимость ремонта
- 3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный Паспорт, Руководство, Схемы, Описание, Характеристики
- Сведения о производителе плоскошлифовального станка 3Г71М
- Станки, выпускаемые Оршанским станкостроительным заводом
- 3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
- Устройство и работа станка модели 3Г71М и его основных узлов
- Крестовый суппорт
- Механизм продольного перемещения стола
- Механизм подач
- Основные технические характеристики плоскошлифовального станка 3г71м
- Современные аналоги плоскошлифовального станка 3Г71М
- Габариты рабочего пространства плоскошлифовального станка 3Г71М
- Основные размеры и посадочные места шлифовального круга станка 3Г71М
- Общий вид универсального плоскошлифовального станка 3Г71М
- Расположение составных частей шлифовального станка 3Г71М
- Перечень составных частей шлифовального станка 3Г71М
- Расположение органов управления шлифовальным станком 3Г71М
- Перечень органов управления шлифовальным станком 3Г71М
- Кинематическая схема плоскошлифовального станка 3Г71М
- Кинематическая схема шлифовального станка 3Г71М
- Схема электрическая плоскошлифовального станка 3Г71М
- Система питания электрооборудования станка 3Г71М
- Схема гидравлическая плоско шлифовального станка 3Г71М
- Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Ремонт плоскошлифовальных станков 3г71
Шлифовальные станки ремонт и обслуживание от 4 900 руб
Ремонт шлифовальных станков.
Любой инструмент не вечен, подвержен поломкам и нуждается в периодической замене. То же касается и шлифовальных станков. Но в некоторых случаях для дальнейшего нормального функционирования повреждённой машины достаточно устранить возникшую неисправность, причём сделать это можно и самостоятельно.
Виды поломок
Главное для шлифовального станка — высокая точность обработки материала. Нужно учитывать, что стандартами предусмотрены некоторые допустимые погрешности, которые не равносильны поломке или дефекту, но тесно с ними взаимосвязаны. Чтобы вовремя обнаружить неисправность и наладить машину, необходимо знать, с какими отклонениями в работе станка можно столкнуться.
Узлы, системы и детали шлифовального станка, которые могут нуждаться в ремонте:
- шлифовальная бабка;
- станина;
- шпиндель;
- каретка;
- крестовый суппорт;
- колонна;
- подшипники скольжения;
- направляющие столов;
- рабочий стол и механизм продольного перемещения;
- тумба;
- щитки и кожухи;
- плита;
- насос и электродвигатель;
- системы смазки и охлаждения;
- механизмы вертикальной и поперечной подачи;
- гидропривод.
В целом поломки станков можно разделить на три группы:
- механические повреждения деталей (трещины, скручивания, изгибы);
- химико-тепловые повреждения (коррозия, изменения под воздействием температуры и химических веществ);
- изнашивание (царапины, истирание верхнего слоя трущихся поверхностей деталей).
Предлагается рассмотреть проявление таких поломок на конкретных примерах.
Неполадки в системе смазки, неисправность насоса. Способствуют износу узлов станка и приведению их в негодность. Так, если подача масла к опорам шпинделя прекращается, это приводит к порче подшипников скольжения и появлению тепловых трещин на поверхности шпинделя из-за чрезмерного перегрева, что чревато заеданием шпинделя и выходом его из строя.
Неравномерный износ поверхности направляющих и ходового винта в связи с неверно выбранной технологией обработки. Влияет на точность шлифования. Происходит из-за перегрузки отдельных узлов станка.
Износ направляющих станины, к которому приводит появление абразивной смеси. На смазанных станинах, неиспользуемых какое-то время, оседает пыль, которая смешивается с маслом. Это влечёт за собой рост износа на 30%.
Потеря прочности шлифовального станка. Происходит из-за некорректной регулировки составных элементов.
Стоит отметить, что типичные поломки различны для тех или иных видов станков.
Неисправности, характерные для ленточных станков по дереву, и их возможные причины:
- разрыв шлифовальной ленты — чрезмерное натяжение или неправильная установка ленты, большое давление при шлифовке;
- ожог обрабатываемой деревянной заготовки — превышение удельного давления, износ шкурки;
- несоответствие шероховатости требуемой — слишком высокая скорость подачи стола, неподходящая зернистость шкурки;
- сошлифовывание облицовочного слоя — низкая скорость подачи, установка стола выше, чем нужно.
Функционирование круглошлифовальных станков зачастую сопровождается поломкой лопастного насоса.
Выявляется дефект по следующим признакам:
- пониженное давление масла;
- шумы и посторонние стуки при работе насоса.
Виды станков
Шлифовальные станки служат для обработки различных материалов: металла, дерева, стекла, пластика, керамики и пр. Ниже приведена классификация станков в зависимости от метода обработки и назначения.
- Круглошлифовальный. Используется для чистовой обработки наружных поверхностей заготовок в форме цилиндра и конуса.
- Плоскошлифовальный. Предназначен для шлифования плоских деталей торцевой или периферийной стороной круга.
- Внутришлифовальный. Осуществляет обработку внутренних поверхностей (отверстий) изделия, торцов деталей; характеризуется вращением абразива и заготовки.
- Бесцентрово-шлифовальный. Применяется для шлифовки наружных поверхностей деталей в крупносерийном и массовом производстве.
- Заточный. Выполняет операции по заточке режущих инструментов.
- Специализированный. Подходит для работы с деталями заданной формы: зубьями, резьбой и пр.
- Дисковый. Применяется для шлифования и выравнивания углов деталей, в том числе вогнутых.
- Ленточный. Абразивным инструментом выступает лента. Такой станок отличается скоростью и высокой точностью. Финишная шлифовка абразивной лентой оптимальна для заготовок из стекла, дерева.
- Цилиндровый. Выполняет финишное шлифование и калибровку.
- Щёточный. Обрабатывает рельефные детали, структурирует и сглаживает поверхность.
- Обдирочно-шлифовальный. Используется для поверхностной обработки: зачистка, снятие слоёв краски или лака, полировка.
- Точильно-шлифовальный (наждачный). С его помощью можно произвести полировку поверхности, придать форму изделию, а также заточить режущую часть инструмента. Обработка происходит путём вращения металлического шлифовального круга.
Самостоятельный ремонт
Конечно, доверить ремонт сломанного станка лучше специализированным мастерским. Самостоятельно можно проводить поверхностную диагностику, следить за исправным функционированием агрегата, своевременно очищать элементы станка и работать в соответствии с техникой безопасности. Эти нехитрые действия вполне могут отсрочить или предотвратить появление какого-либо нарушения. Также в инструкции к каждому станку перечислены основные неисправности и методы их самостоятельного устранения. Например, остановка шлифовального круга исправляется натягиванием клиновых ремней, затягиванием гайки крепления круга на валу или промыванием ремней и канавок на шкивах — в зависимости от вероятных причин.
Части, из которых состоит станок
Конструкция шлифовальных станков различных видов неодинакова. Какие-то части повторяются, а некоторые присущи только определённым типам станков.
Основными составными элементами и узлами выступают:
- рабочий стол — может быть горизонтальным и вертикальным;
- патрон или магнитная плита — фиксирует заготовку;
- шпиндельная бабка — служит креплением для абразивного инструмента;
- абразивный инструмент — представляет собой шлифовальный круг или ленту;
- вытяжка — служит для удаления абразивной пыли, характерна для ленточных станков;
- станина;
- гидравлическое управление;
- электродвигатель;
- передняя и задняя бабки;
- кожух;
- насос;
- механизмы для перемещения стола и подачи.
Стоимость ремонта
Предприятия и мастерские предлагают разноплановые услуги по ремонту, модернизации и техническому обслуживанию шлифовальных станков. Стоимость ремонта напрямую зависит от объёма и сложности предполагаемых работ по устранению неисправностей, а также от типа и модели станка. Так, за восстановление работоспособности круглошлифовального станка нужно будет отдать от 20 тысяч рублей до полутора миллиона, стоимость ремонта внутришлифовального станка колеблется от 30 тысяч до 270 тысяч рублей, а за налаживание плоскошлифовального станка 50 000 рублей. Мы устанавливаем фиксированную стоимость за час работы — в среднем 3 тысяч рублей.
Исправно работающий станок — необходимое условие для качественной и точной шлифовки изделий. Следите за состоянием агрегата и вовремя обращайтесь к мастерам при обнаружении поломки.
Источник
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный
Паспорт, Руководство, Схемы, Описание, Характеристики
Сведения о производителе плоскошлифовального станка 3Г71М
Производитель плоскошлифовального станка 3Г71М — Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Станки, выпускаемые Оршанским станкостроительным заводом
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Плоскошлифовальный станок 3Г71М высокой точности c прямоугольным столом, горизонтальным шпинделем с крестовым суппортом предназначен для шлифования периферией круга поверхностей деталей весом до 150 кг с учетом крепящего приспособления и магнитной плиты. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
На станке 3Г71М могут шлифоваться детали из различных материалов. При шлифовании твердых сплавов необходимо уменьшить число оборотов шпинделя шлифовального круга.
По специальному заказу за отдельную плату вместе со станком 3Г71М может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
В нормальном исполнении станок 3Г71М комплектуется стандартной электромагнитной плитой.
Класс точности станка В. Шероховатость обработанной поверхности V 10.
Устройство и работа станка модели 3Г71М и его основных узлов
Крестовый суппорт
Крестовый суппорт представляет собой отливку с взаимно перпендикулярными направляющими: нижние Y-образные, верхние — плоские и Y-образные.
Между верхними направляющими установлен гидроцилиндр, штоки которого связаны со столом.
Для отсчета поперечных перемещений на правом крыле суппорта крепится кронштейн с индикатором.
К нижнему платику суппорта крепится кронштейн гайки поперечной подачи.
В левом переднем крыле встроен механизм продольного ручного перемещения стола.
Механизм продольного перемещения стола
Механизм крепится к переднему левому крылу суппорта, перемещается стол вручную маховиком через шестерни 4-5-1. При включении механического перемещения стола шестерню I необходимо вывести из зацепления с рейкой стола, для этого нужно маховик и вал вытянуть «на себя». Фиксация производится подпружиненным шариком.
Для жесткой фиксации имеется кнопка 3, которая непосредственно прижимает шарик 2 в пазу вала. Для блокировки ручного и гидравлического перемещения в механизме установлен микропереключатель 6, не позволяющий включать гидравлическое перемещение стола, пока шестерня 1 не будет выведена из зацепления.
Механизм подач
- Автоматическую поперечную подачу суппорта
- Ручную поперечную подачу
- Ускоренное перемещение суппорта
- Автоматическую вертикальную подачу шлифовальной головки на каждый продольный или поперечный ход стола
- Ручную вертикальную подачу
- Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в момент продольного реверса стола за счет подачи импульса тока на электродвигатель, соединенный через шестерни с винтом поперечной подачи. Изменение величины подачи производится поворотом переключателей на пульте управления. Одним производится грубая настройка поперечной подачи, другим — тонкая.
При работе с автоматической поперечной подачей и при ускоренном перемещении суппорта маховик 3 должен быть при помощи кнопки разъединен с шестерней 5, а шестерня 5 должна войти в зацепление с шестерней 1.
При ручной поперечной подаче шестерня 5 должна быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через конические шестерни 4 кнопкой, выведенной через верхнюю поверхность.
Ускоренное перемещение крестового суппорта включается тумблером на пульте управления.
Автоматическая вертикальная подача осуществляется от лопастного гидроцилиндра 14, работающего в момент поперечного или продольного реверса стола в зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15. Собачка может скользить по заслонке 13 или зацепляться с храповым колесом 8. Храповое колесо 8 скреплено с шестерней 7, которая через шестерню 9 передает движение на вал червяка редуктора вертикальной подачи. Величина автоматической подачи регулируется заслонкой 13, перекрывающей зубья храпового колеса 8.
На кнопке поворота заслонки 6 нанесены деления величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется маховиком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через конические шестерни 4.
При грубой ручной подаче кнопка тонкой подачи должна находиться в верхнем положении, конические шестерни 11 в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном перемещении шлифовальной головки, в механизме предусмотрен микропереключатель, который нажимается при разъединении шестерен 12 и 9 кнопкой, находящейся под маховиком 10, и только в таком положении можно включить электродвигатель ускоренного перемещения.
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Класс точности по ГОСТ 8-71 — В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) — 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали — 150 кг
- Размеры стандартного шлифовального круга — Ø 250 х 32 х 76 мм
- Мощность электродвигателя — 2,2 кВт
- Вес станка полный — 2,25 т
Современные аналоги плоскошлифовального станка 3Г71М
- 3Д711ВФ11 — 600 х 200, производитель Оршанский станкостроительный завод Красный борец
- 3Л741ВФ10 — 600 х 200, производитель Липецкий станкостроительный завод
Габариты рабочего пространства плоскошлифовального станка 3Г71М

Чертеж рабочего пространства плоскошлифовального станка 3г71м
Основные размеры и посадочные места шлифовального круга станка 3Г71М
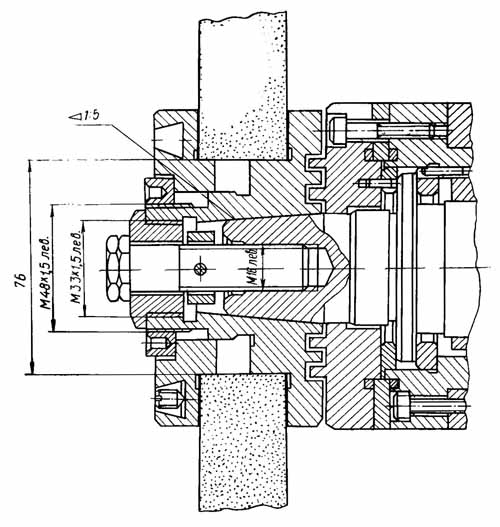
Основные размеры и посадочные места шлифовального круга станка 3г71м
Общий вид универсального плоскошлифовального станка 3Г71М

Фото плоскошлифовального станка 3г71м

Фото плоскошлифовального станка 3г71м
Расположение составных частей шлифовального станка 3Г71М
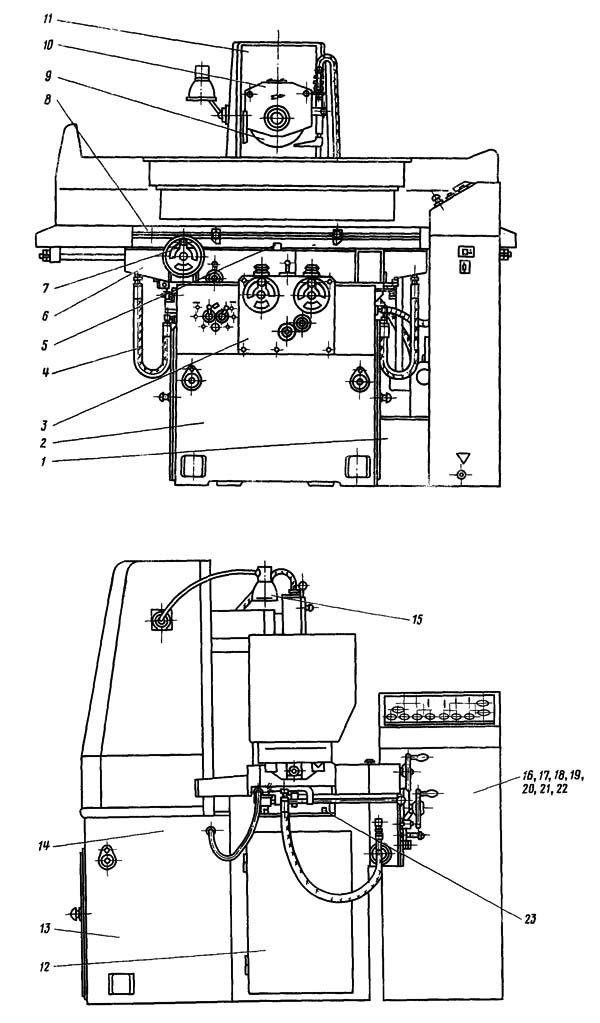
Расположение составных частей шлифовального станка 3г71м
Перечень составных частей шлифовального станка 3Г71М
- Охлаждение станка — 3Г71М.60
- Станина станка — 3Г71М.10
- Механизм подач — 3Г71М.22
- Гидрокоммуникация — 3Г71М.70
- Механизм продольного реверса — 3Г71М.25
- Суппорт крестовый — 3Г71М.20
- Механизм продольного перемещения стола — 3Г71М.21
- Стол рабочий — 3Г71.23Э
- Шлифовальная головка — 3Г71М.30
- Кожух шлифовального круга — 3Г71М.34
- Колонна — 3Г71М.11
- Гидроагрегат — 3Г71М.71
- Агрегат смазки шлифовальной головки — 3Г71М.72
- Редуктор — 3Г71М.33
- Электрооборудование — 3Г71М.80
- Станция управления — 3Г71М.81
- Панель питания электромагнитной плиты — 3711.82
- Блок поперечной подачи — 3711.83
- Панель вертикальной подачи — 3711.84
- Электрошкаф — 3711.85
- Замок — 3711.87
- Блок торможения ускоренного перемещения шлифовальной головки — 3711.88
- Механизм поперечного реверса — 3Г71М.24
- Принадлежности — 3Г71М.90
Расположение органов управления шлифовальным станком 3Г71М
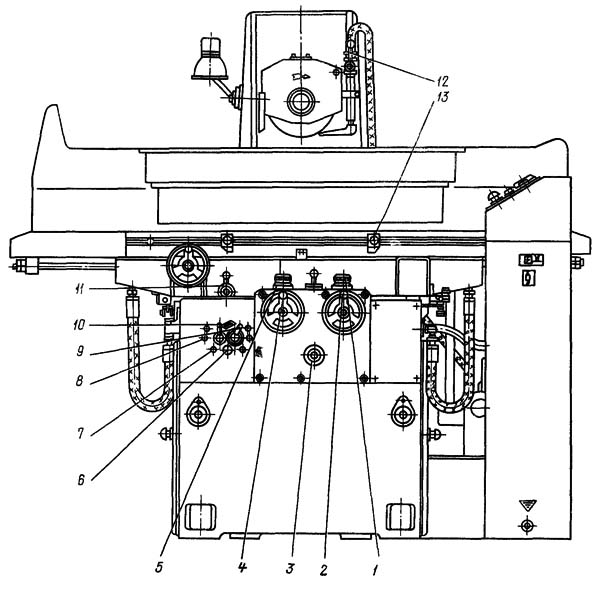
Расположение органов управления шлифовальным станком 3г71м
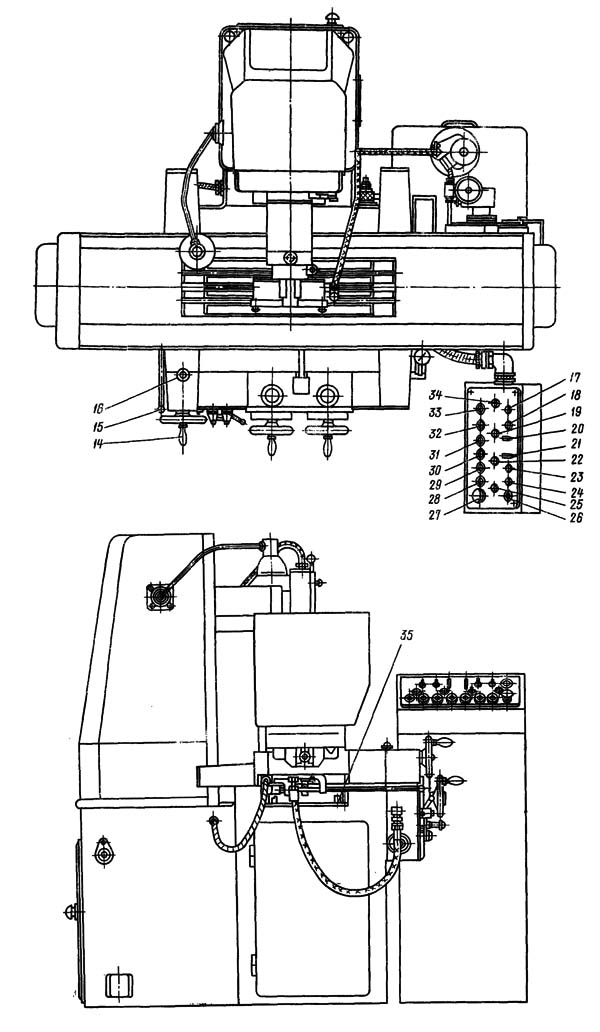
Расположение органов управления шлифовальным станком 3г71м
Перечень органов управления шлифовальным станком 3Г71М
- Кнопка тонкой вертикальной подачи
- Рукоятка ручной вертикальной подачи
- Лимб регулировки величины вертикальной подачи
- Рукоятка ручной поперечной подачи
- Кнопка гонкой поперечной подачи
- Кнопка смазки винта и направляющих вертикальной подачи и винта поперечной подачи
- Дроссели смазки направляющих стола и крестового суппорта
- Дроссели регулировки плавности реверса стола
- Рукоятка пуска, остановки и разгрузки стола
- Рукоятка регулирования скорости стола
- Рукоятка ручного продольного реверса стола
- Рукоятка крана охлаждения
- Упор продольного реверса стола
- Рукоятка ручного продольного перемещения стола
- Рукоятка ручного поперечного реверса стола
- Кнопка фиксации механизма ручного перемещения стола
- Тумблер «С плитой — без плиты»
- Тумблер «Магнитная плита включена»
- Кнопка «Ускоренное перемещение крестового суппорта»
- Регулятор грубой настройки величины поперечной подачи
- Регулятор тонкой настройки величины поперечной подачи
- Тумблер «Включение поперечной подачи»
- Тумблер «Включение вертикальной подачи»
- Тумблер «Вертикальная подача при реверсе стола или крестового суппорта»
- Сигнальная лампа «Станок включен»
- Переключатель «Охлаждение включено»
- Кнопка «Все стоп»
- Кнопка «Шлифовальная головка вниз»
- Кнопка «Шлифовальная головка вверх»
- Кнопка «Стоп шлифовального круга»
- Кнопка «Пуск шлифовального круга» и «Пуск смазки»
- Кнопка «Сгон гидропривода»
- Кнопка «Пуск гидропривода»
- Сигнальная лампа «Нет смазки»
- Упор поперечного реверса
Кинематическая схема плоскошлифовального станка 3Г71М
Кинематическая схема плоскошлифовального станка 3г71м
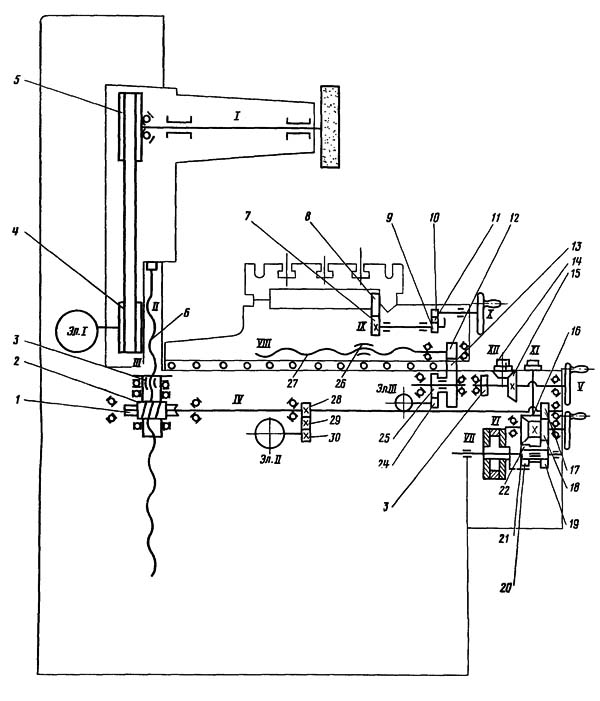
Кинематическая схема шлифовального станка 3Г71М
Главное движение осуществляется от электродвигателя Эл.I через ременную передачу. Шпиндель получает постоянную скорость вращения.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя Эл.II через цилиндрическую и червячную передачу. Червячная шестерня жестко закреплена на полом валу III, внутри которого крепится гайка, При вращении шестерни с гайкой винт, закрепленный к шлифовальной головке, осуществляет опускание или подъем шлифовальной головки.
При включении ускоренного перемещения шлифовальной головки кнопка должна находиться в положении «от себя», т.е. шестерня 17 должна быть выведена из зацепления.
Для ограничения верхнего положения шлифовальной головки внутри колонны установлен выключатель.
Вертикальная автоматическая подача осуществляется от лопастного гидроцилиндра после каждого продольного или поперечного хода стола.
Под действием давления масла поворачивается ротор гидроцилиндра с закрепленным на нем рычагом с собачкой.
Собачка поворачивает храповик 20, скрепленный с зубчатым колесом 19, от колеса движение передается через цилиндрические колеса 17 и 18 на червяк, который вращает гайку 3. Пределы автоматической вертикальной подачи 0,005-0,05 мм. Подача на один зуб храпового колеса 0,00’5 мм. Величина подачи регулируется поворотом заслонки, которая перекрывает часть зубьев храпового колеса, т.е. часть своего пути собачка 21 скользит по заслонке.
Точная ручная поперечная подача осуществляется от кнопки через конические шестерни 14 15.
За один оборот кнопки суппорт перемещается на 0,4 мм.
Ручное продольное перемещение стола осуществляется от маховика, сидящего на валу X, через шестерни 10, И, 9, 7 и рейку 8.
За один оборот маховика стол перемещается на 18,1 мм.
В нормальном положении шестерня 7 должна быть выключена из зацепления с рейкой стола. Маховик должен находиться в положении «на себя».
В механизме имеется блокировка, не позволяющая включать механическое перемещение стола, пока шестерня не будет выведена из зацепления. В выведенном положении нажимается микропереключатель, который допускает в таком положении включение механического перемещения стола.
Схема электрическая плоскошлифовального станка 3Г71М

Электрическая схема плоско шлифовального станка 3г71м
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением
380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение
220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
На цепи управления и электромагнит ЭМ1 подается напряжение
110 в переменного тока от трансформатора Тр2.
На кронштейн местного освещения ЛI подается напряжение
24 В переменного тока от трансформатора Тр2.
На аппаратуру сигнализации Л2 и Л3 подается напряжение
5 В переменного тока от трансформатора Tpl.
Схема гидравлическая плоско шлифовального станка 3Г71М
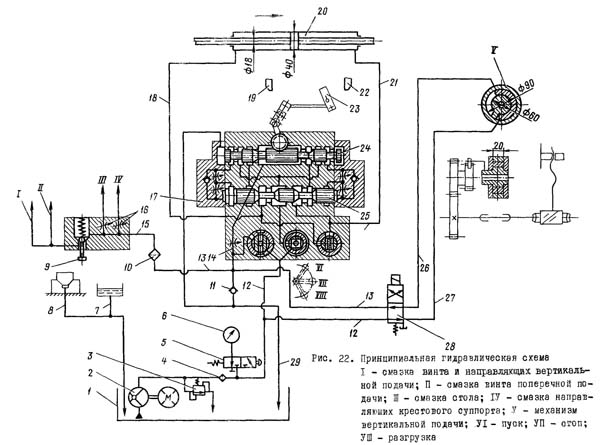
Гидравлическая схема плоско шлифовального станка 3г71м
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Источник